
材料や未加工部品には、膨らみ、曲がり、ねじれ、波状の歪みなどの欠陥が見られることがある。切断、スライス、成形の前に、材料を水平にすることが不可欠である。
平準化プロセス
材料変形の原因と修正原則
(1) 素材の変形の原因
材料の変形は、圧延の残留応力、材料の加工、不適切な吊り上げ、輸送、保管によって生じる。
(2) レベリングの原則
外力や熱(熱膨張・熱収縮)を加えることで、素材中の短い繊維を伸ばしたり、長い繊維を短くしたりすることができ、最終的にすべての繊維層の長さをほぼ等しくすることができる。
レベリング方法の種類
レベリング方法は、熱を加えるかどうかによって、コールドレベリングとホットレベリングに分類される。また、加える力の源と性質によって、マニュアル・レベリング、メカニカル・レベリング、フレーム・レベリングに分けられる。
水平出しのテクニック
一般的なレベリング方法には、手動レベリングと機械レベリングがある。機械的レベリングには、機械レベリング、フリクションプレスレベリング、プロファイル矯正機レベリング、振動ハンマー成形機補正が含まれる。
(1) マニュアル・レベリング
手作業によるレベリングは、ハンマーやひねる方法を用いて部品の変形を修正する。これは、主に機器では水平にできない部品に使用される柔軟で簡単な方法です。手動レベリングで一般的に使用される道具には、ハンマー、スレッジハンマー、マレット、デッドブローハンマー、ジャッキ、バイスグリップなどがあり、主な固定具は台である。
測定ツールには主に、ストレートエッジ、フィーラーゲージ、テンプレートが含まれる。手作業による水平出しの範囲 剪断 横曲げの切断、小角鋼の矯正、ワークの成形欠陥の手動水平出し。
(2) マシン・レベリング
マシンレベリングは主に炭素鋼板、ステンレス鋼板、アルミニウム合金板に使用され、薄板レベリングと厚板レベリングに分けられる。
(3) 板曲げの種類とレベリングの原理
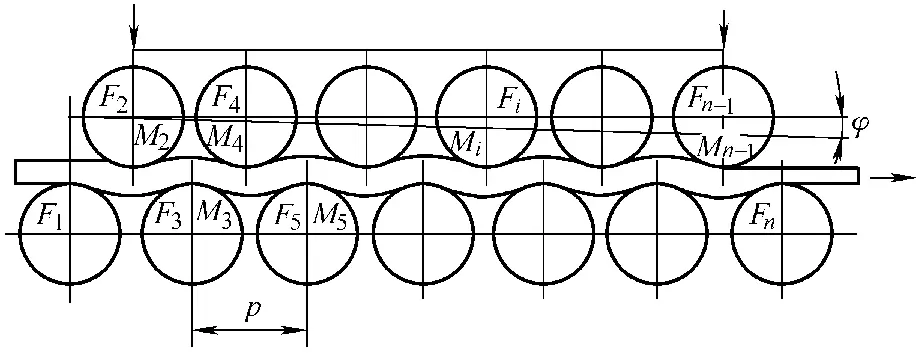
板曲げは、図3-159に示すように平面(2次元)曲げと空間(3次元)曲げに分けられる。板レベリングの原理は、図3-160に示すように、レベリングローラーの作用で金属板を塑性変形させ、平坦な状態にすることである。
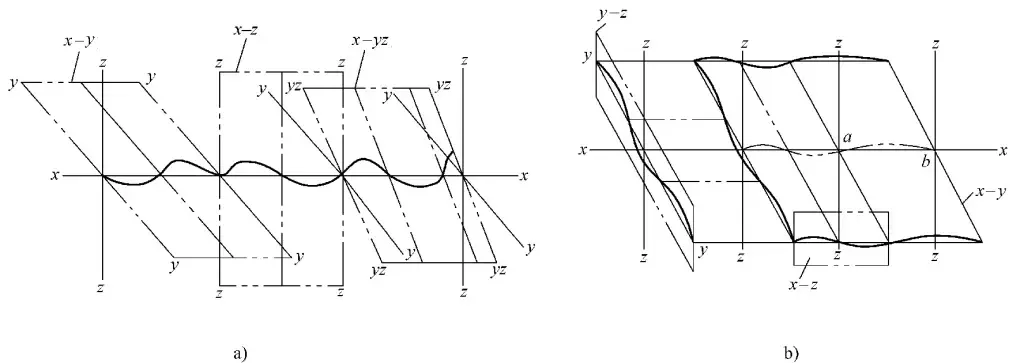
a) 二次元曲げダイアグラム
b) 三次元曲げダイアグラム
レベリングマシンとその応用
薄板・厚板レベリングマシン
の平準化のために プレス部品 鉄道旅客車両のレベラーでは、ワークの厚さに応じて薄板レベラー、厚板レベラーの2種類の装置が使用される。
薄板矯正機の外観を図3-16aに示し、技術パラメーターを表3-108に示す。本機は19ローラー精密矯正を使用し、板厚0.5~8mmの薄板を矯正し、矯正ローラーの調整精度は±0.01mmである。
表 3-108 19 ローラー精密薄板レベラー機の技術パラメーター
| 素材 | スチール、ステンレススチール、アルミニウム合金 |
| 表面特性 | 表面に敏感な素材ではなく、酸化や錆の発生しやすい素材でもない。 |
| 幾何公差 | 厚さ形状の許容差はEN規格に準拠 |
| 引張強度 | レベリング性能チャート参照 |
| 降伏強度 | レベリング性能チャート参照 |
| 材料断面 | 矯正性能チャート参照 |
| 材料の最小長さ(貫通方向) | 100mm |
| 素材幅 | 1650mm |
| パススルー速度 | 3~12m/分 |
| レベリングローラー直径 | 56mm |
| レベリングローラーの数 | 19 |
| レベリングローラーの調整精度 | ±0.01mm |
| パススルー地上高 | 950mm |
| 必要スペース(縦×横×高さ) | 3900mm×2350mm×2050mm |
厚板レベラー機の外観を図3-16bに示し、技術パラメータを表3-109に示す。本機は13ローラー精密補正を使用し、厚さ6~22mmの板を均し、均し平坦度は0.5mm/m2.
表 3-109:13ロールCNC厚板レベラー機の技術仕様
| 素材 | 単位 | 備考 |
| 素材の種類 | 普通炭素鋼、耐熱鋼、高合金鋼、ステンレス鋼、アルミニウム合金 | |
| 素材の状態 | パンチング、シャーリング、フレームカット、 プラズマ切断レーザー切断、表面ショットブラストなど | |
| 最大降伏強度 | N/mm2 | 700:厚さ22mm、全長900mm:厚さ20mm、全長1000mm |
| 最小レベリング厚さ | mm | 6 |
| 最大レベリング厚さ | mm | 22 |
| レベラー関連パラメータ | ||
| 最大レベリング幅 | mm | 1650 |
| レベリングロール数 | n° | 13 |
| レベリングロールの直径 | mm | 180 |
| アッパー・サポート・ロール数 | n° | 8ロール×4列、合計32サポートロール |
| ロアサポートロール数 | n° | 4列9ロール、合計36サポートロール |
| サポートロールの直径 | mm | 200 |
| 各サポートロールの耐荷重 | kN | 1000 |
| 調整可能なレベリングスピード | 分 | 0 ~ 15 |
| メインモーター出力(概算) | キロワット時 | 175(速度1200r/min) |
| 平坦度精度 | 0.5mm/m² | |
| 機械重量(モーターを含む) | kg | 65000 |
| 機械寸法(L×W×H) | mm | 2500 x 4200 x 3650 |
| 作業テーブルの高さ | mm | 800 |
レベリングマシンの入口側と出口側の調整値
材料の厚さに応じて、レベリングマシンの入口側と出口側の値を選択します。異なる材料や異なる形状の部品では、入口側と出口側の値は異なります。高い降伏強度と大きな断面を持つ部品では、入口側の調整値が大きくなります。
表3-110に薄板レベラーの入口側と出口側の調整値を、表3-111に厚板レベラーの入口側と出口側の調整値を示す。
表 3-110:薄板レベリングの入口側と出口側の調整値(単位:mm)
| シート厚 | インレット側リミット調整値 | インレット側の調整値 | アウトレット側の調整値 |
| 0.5 | -2.4 | -1.2 | 0.5 |
| 0.8 | -2 | -0.8 | 0.8 |
| 1 | -1.2 | -0.6 | 1 |
| 1.5 | -0.9 | 0.1 | 1.5 |
| 2 | -0.4 | 0.6 | 2 |
| 2.5 | 0.1 | 1 | 2.5 |
| 3 | 0.8 | 1.7 | 3 |
| 4 | 1.9 | 2.8 | 4 |
| 4.5 | 2.5 | 3.4 | 4.5 |
| 5 | 3.2 | 3.8 | 5 |
| 6 | 4.3 | 5 | 6 |
| 8 | 6.6 | 7.2 | 8 |
| 10 | 8.8 | 9.2 | 10 |
| 12 | 10.8 | 11.2 | 12 |
表 3-111:厚板レベリングの入口側と出口側の調整値(単位:mm)
| 材料の厚さ | 4° | 3° | 2° | 1° |
| 6 | 5. 87 | 5.91 | 4.01 | 3.98 |
| 8 | 7.71 | 7.71 | 5.83 | 5.83 |
| 10 | 9.88 | 9.89 | 7.61 | 7.58 |
| 12 | 11.79 | 11.76 | 9.6 | 9.57 |
| 14 | 13.75 | 13.69 | 11.56 | 11.50 |
| 16 | 15.85 | 15.87 | 13.68 | 13.63 |
| 18 | 17.88 | 17.87 | 15.66 | 15.62 |
| 20 | 19.86 | 19.86 | 17.61 | 17.57 |
| 22 | 21.85 | 21.85 | 19.57 | 19.52 |
レベリング方向
図 3-161 に部品の水平方向を示す。
平準化プロセス
1) 水平にする部品の材質、厚さ、形状に基づいて、入口側と出口側の調整値を選択します。
2) 1枚目の試運転。
3) 最初のピースの水平検査結果に基づいて、入口側と出口側の調整値を修正する。
4) 試行レベリング、検査、修正を数回繰り返し、インレット側とアウトレット側の最終値を決定する。
5) バッチ平準化生産を進める。
検査
水平にされた部品の100%平坦度検査を行う。規格を超える不適合部品は、部品の平坦度が要件を満たすまで、二次的または多重的なレベリング処理を行う。
油圧プレスの矯正
ローラーレベリングマシンのレベリング能力を超えるワークに対しては、圧力補正法を用いる。図3-162に厚板を矯正油圧プレスで均す場合の模式図を示す。
フリクションプレス・レベリング
小型のシートメタルやプロファイル部品では、変形が生じることもある。 プレス加工.しかし、これらの部品は小さいため、レベリングマシンで水平にすることはできない。代わりに、フリクションプレスを使って強制的に水平にする。
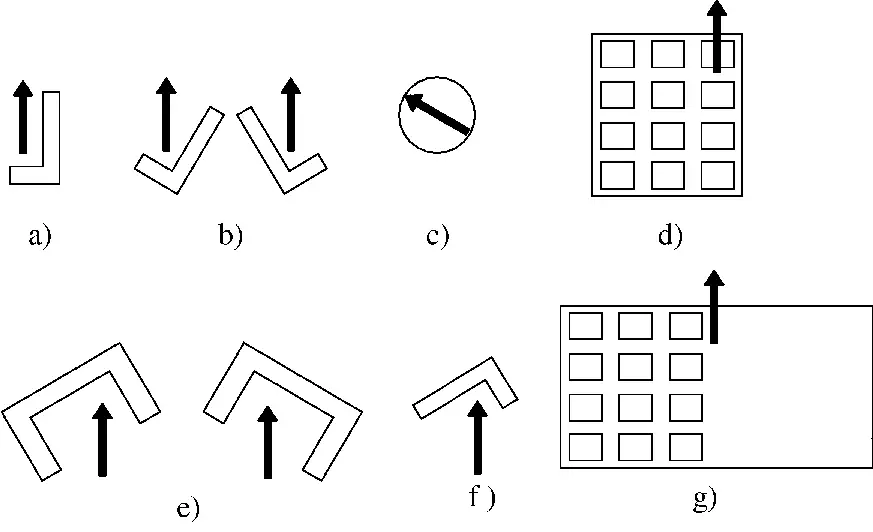
図3-163は、多層異形部品の重ねレベリング、厚板レベリング、プロセスクッションコテによるレベリングなど、フリクションプレスを用いた一般的な矯正方法を示したものである。
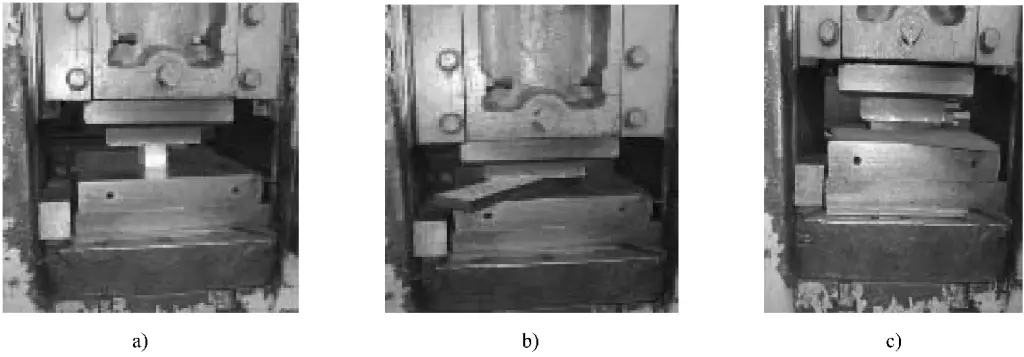
a) レベリング用の薄い板の重ね合わせ
b) 厚板レベリング
c) 中間にプロセスクッションコテを当てる
セクション鋼矯正機レベリング
バスの製造に使用される山形鋼、溝形鋼、その他の形鋼は、輸送中や切断中に変形することがあります。これらの変形は、断面鋼材矯正機(矯正用)を用いて矯正される。図 3-164 に示すように、断面鋼材矯正機は水平構造で、油圧駆動である。
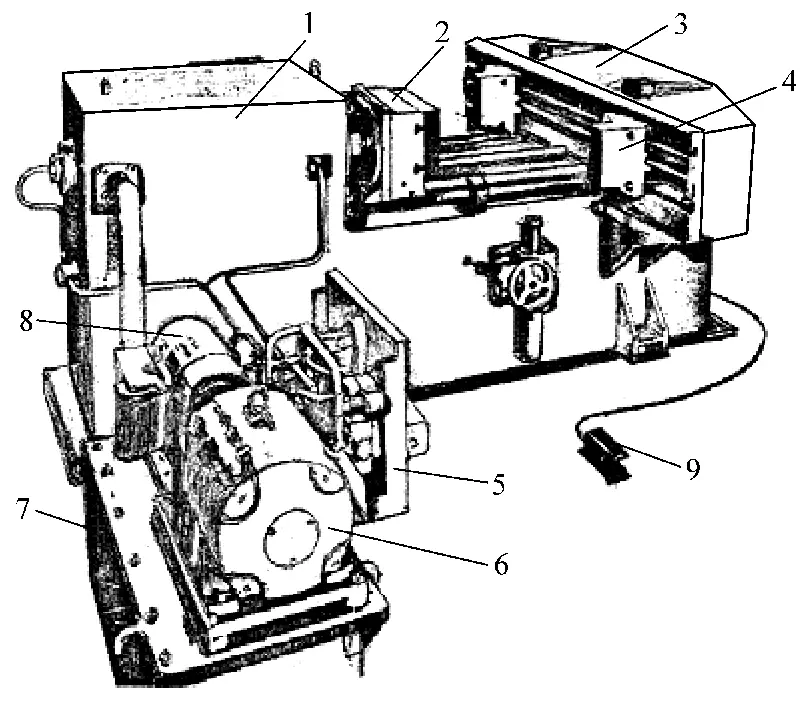
1 - 油圧シリンダー、
2 - プレスヘッド
3 - サポート・クロスビーム
4 - 可動ピボット
5 - 油圧制御ボード
6 - 電気モーター
7 - オイルタンク
8 - オイルポンプ
9 - フットペダルスイッチ
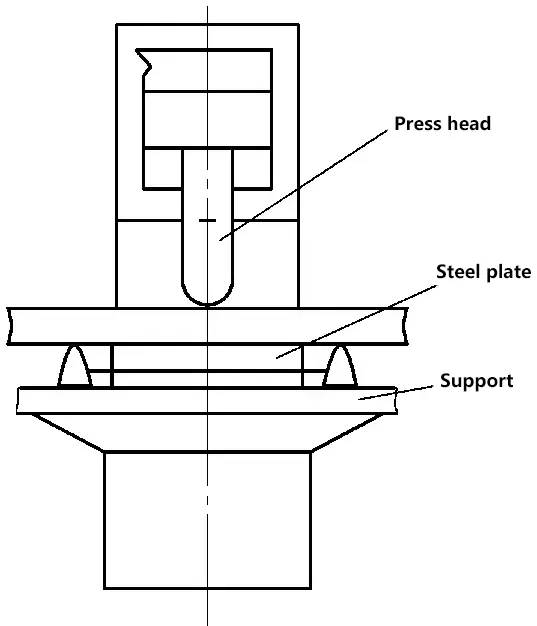
断面鋼矯正機は、矯正に逆曲げ方式を採用しています。プロファイルはプレスヘッドと支点の間に置かれます。2つの支点間の距離は、プロファイルの長さと曲げの程度に応じて調整できます。
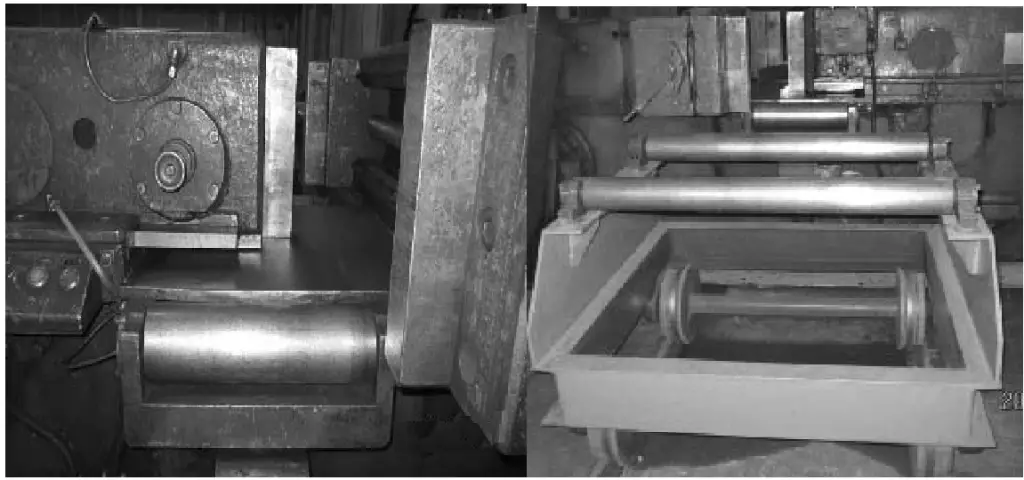
プレスヘッドによって加えられた力は、レベリングされるプロファイルに作用し、プロファイルを反対方向に曲げます。形鋼の曲りの程度に応じて、完全にまっすぐになるまで段階的に均します。図 3-165 に断面鋼板支持装置を示す。
断面鋼の矯正のほかに、断面鋼矯正機はいくつかの特殊な構造の厚板を水平にし、成形部品を再形成することもできる。図3-166はそれぞれ山形鋼の矯正と特殊部品のレベリングを示す。
