
CO2レーザー切断厚さ、速度、出力チャート (25-200W)
さまざまな素材のCO2レーザー切断を、正確かつ効率的に行うにはどうすればよいのだろうか。この記事では、レーザー加工とCO2レーザーの関係を探ります。
外科医のメスのような正確さで金属を切り裂くことを想像してみてください。これがレーザー切断の魔法です。この記事では、レーザー切断の背後にある原理、そのユニークな能力、そして自動車や航空宇宙などの産業に与える変革的な影響について探る。レーザー切断のメカニズムと利点を理解することで、読者はこの技術がいかに生産効率と品質を向上させ、現代の製造業におけるゲームチェンジャーとなるかを把握することができる。レーザーが製造の未来をどのように形成しているのか、ぜひご覧ください。
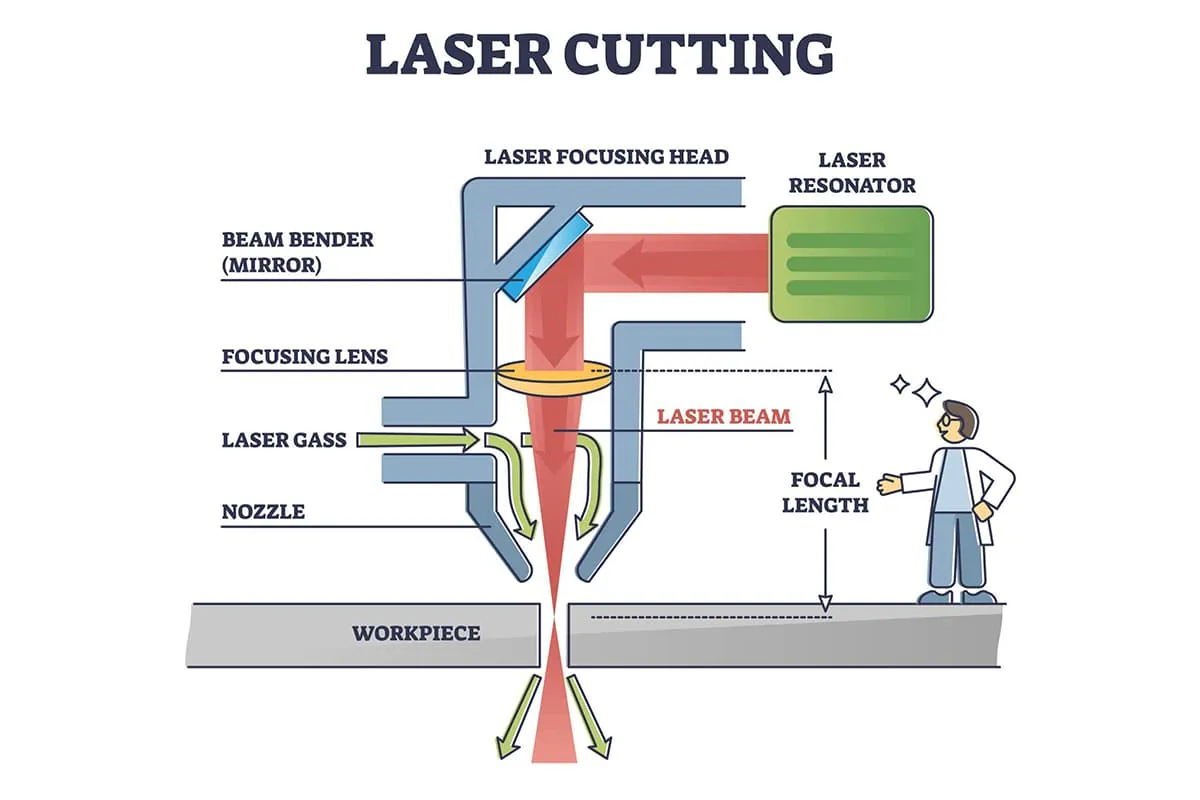
レーザー切断 は、集光レンズを使ってレーザービームを被加工物の表面に集中させ、材料を溶融させる。同時に、レーザービームと同軸の圧縮ガスが溶融した材料を吹き飛ばす。レーザービームと被加工物は一定の経路に沿って相対的に移動し、それによって特定の形状の切り口が形成される。その レーザーの原理 カッティングを図1に示す。

1-レーザー発生装置
2-レーザービーム
3-反射ミラー
4-フォーカスレンズ
5-アシストガス
6ノズル
7-ワークピース
レーザー切断 レーザー溶融切断、レーザー気化切断、レーザー酸素切断、および制御破壊を伴うレーザースクライビングである。
レーザー溶融切断は、レーザー深溶け込み溶接と同様に、レーザー加熱を利用して金属材料を溶融する。その後、非酸化性ガス(Ar、He、Nなど)がレーザービームと同軸のノズルから噴射され、液体金属を吹き飛ばして切断部を形成する。
レーザー溶融切断は、主に酸化しにくい材料や活性な材料の切断に使用される。 金属ステンレス鋼、チタンおよびチタン合金、アルミニウムおよびアルミニウム合金など。
この方法では、高出力密度のレーザービームを使用して加工物の表面を加熱し、極めて短時間で材料の沸点まで急速に温度を上昇させる。材料は急速に気化し始め、一部は蒸気になり、残りは液体と固体の粒子を形成して切断面の底から吹き飛ばされ、切断面が形成される。
レーザー気化切断は、非常に薄い金属材料や、紙、布、木材、プラスチック、ゴムなどの非金属材料によく使用される。
レーザー酸素切断の原理は、オキシアセチレン切断に似ている。レーザービームが予熱熱源となり、酸素やその他の活性ガスが切断ガスとして使用される。噴霧されたガスは切断金属と相互作用して酸化反応を引き起こし、大量の熱を放出して次の金属層を加熱し、酸化を継続させる。同時に、溶融した酸化物と溶融物が反応ゾーンから吹き出され、切り口が形成される。
レーザー酸素切断は、切断プロセス中に酸化反応によってかなりの熱が発生するため、レーザー核融合切断の半分のエネルギーしか必要としない。さらに 切断速度 レーザー蒸発切断やレーザー融解切断よりもはるかに速い。
レーザー酸素切断は、鉄系合金、チタン、アルミニウムなどの非鉄金属材料の中でも、酸化させることができる材料に適している。
レーザースクライビングでは、高エネルギー密度のレーザービームで脆性材料の表面を走査し、小さな溝または一連の小さな穴を形成する。一定の圧力を加えると、脆性材料は溝や穴に沿って割れる。制御破壊は、レーザービームを利用して溝を加熱し、脆性材料に局所的な熱応力を発生させ、溝に沿って破壊させます。
制御された破壊を伴うレーザースクライビングは、石材、セラミック、ガラス、鋳鉄などの脆性材料の切断に適している。
レーザービームのスポットが小さく、エネルギーが集中しているため、加工物の熱変形が最小限に抑えられ、狭いカーフ(通常、幅0.10~0.20mm)、滑らかな切断面、バリやスラグのない切断面が得られ、一般的にレーザー加工で見られるエッジ崩壊が回避される。 剪断二次加工の必要がなくなる。
スポット径が小さく、レーザービームのエネルギーが集中しているため、切断速度は最大10m/分と、ワイヤーカットよりも大幅に速い。
レーザー切断は非接触の切断方法であるため、被加工物の表面との接触がなく、騒音も公害も最小限に抑えられる。
レーザー切断は、ステンレス鋼、アルミニウム合金、硬質合金など、素材の硬さに関係なく加工でき、薄くて厚みの小さなパイプやその他の不規則な形状の切断を含め、あらゆる希望する形状を作り出すことができる。
これにはプラスチック、木材、PVC、皮革、繊維、有機ガラスなどが含まれる。
ホールシートネスティングとテーラードカットにより、人件費と材料費を削減。
製品設計が完了すれば、レーザー加工は迅速に物理的な製品を製造することができる。
(1)レーザ出力と装置サイズに制限され、レーザ切断は中・小板厚の板やパイプの切断にしか適さず、切断速度は板厚が厚くなるにつれて著しく低下する。
(2)設備コストが高く、初期投資が大きい。
レーザー切断は、さまざまな分野で幅広く応用されている。自動車製造分野では、3次元レーザー切断機が自動車の試作品や少量生産に広く使用されている。アルミニウムやステンレス鋼のような一般的な薄い板や帯のレーザー切断は、最大10m/分の切断速度を達成し、生産準備サイクルを大幅に短縮し、柔軟なワークショップ生産を可能にしている。
航空宇宙産業では、レーザー切断は主にチタン合金、アルミニウム合金、ニッケル合金、クロム合金、酸化ベリリウム、複合材料などの特殊な航空宇宙材料の切断に使用される。レーザー切断を使用して加工される航空宇宙部品には、エンジンのフレームチューブ、薄肉チタン合金ケーシング、航空機フレーム、チタンスキン、翼スパー、尾翼パネル、ヘリコプターのメインローターブレードなどがあります。
レーザー切断技術は、非金属材料分野でも幅広い用途があり、窒化ケイ素、セラミックス、石英などの高硬度で脆い材料や、布、紙、プラスチックシート、ゴムなどの柔軟な材料の切断が可能である。例えば、衣料品製造における衣服のネスティングにレーザーを使用することで、10%から20%の布地を節約し、生産性を3倍以上向上させることができる。







