
レーザー溶接は、集光された高エネルギーのレーザービームを利用して、特に金属などの材料を非常に高い精度と効率で融合させる高精度の接合技術です。この高度なプロセスは、隣接する部分の熱歪みを最小限に抑えながら、堅牢な溶接部を生成することで有名です。レーザー溶接作業の成功は、重要なパラメーター(主にワークピースの厚さと溶接速度)の正確な制御にかかっています。これらの変数は、操作の生産性を向上させながら、最大の溶接強度と完全性を確保するために細心の注意を払って最適化されます。
包括的なレーザー溶接板厚および速度チャートは、溶接技術者および製造エンジニアにとって不可欠な参照ツールです。これは、材料特性、接合構成、特定の用途要件に基づいて最適な溶接パラメーターを選択するための重要なデータを提供します。レーザー出力、ビーム モード (連続またはパルス)、焦点位置、および溶接速度などの重要な変数を微調整することにより、作業者は溶接溶け込み深さ、ビード形状、および全体的な溶接品質を正確に制御できます。レーザー溶接の独特な性質により、溶接プロファイルの高いアスペクト比(深さ対幅)が容易になり、最小限の熱影響部(HAZ)を持つ狭く深い溶け込みの溶接部が得られます。この局所的なエネルギー入力により、母材の機械的特性と微細構造が維持され、溶接部品の構造的完全性が維持されます。
さらに、最新のレーザー溶接システムにはリアルタイムのモニタリングと適応制御機能が組み込まれていることが多く、材料特性や接合部のはめあいのばらつきを補正するために溶接パラメーターを動的に調整することができます。この高度な機能は、レーザー溶接固有の柔軟性と相まって、自動車や航空宇宙から電子機器や医療機器製造に至るまで、幅広い産業でこのプロセスを効果的に適用することを可能にしている。
レーザー溶接パワー、厚さ、速度チャート
レーザー溶接は、さまざまな金属厚に対して高速かつ高品質の溶接を提供する精密接合技術です。最適な結果を得るには、レーザー出力、材料の厚さ、および溶接速度の関係が重要です。一般的な材料について、これらのパラメーターの詳細を示す包括的なチャートをご覧ください:
| 素材 | 1000ワット | 1500ワット | 2000ワット |
|---|---|---|---|
| SUS(ステンレス鋼) | 0.5mm-3mm | 0.5mm-4mm | 0.5mm-5mm |
| Fe(鉄) | 0.5mm-3mm | 0.5mm-4mm | 0.5mm-5mm |
| AI(アルミニウム) | 0.5mm-2mm | 0.5mm-3mm | 0.5mm-4mm |
| Cu(真鍮) | 0.5mm-3mm | 0.5mm-6mm | 0.5mm-8mm |
| 亜鉛メッキシート | 0.5mm-3mm | 0.5mm-4mm | 0.5mm-5mm |
| 炭素鋼 | 0.5mm-3mm | 0.5mm-4mm | 0.5mm-5mm |
ステンレス鋼
| ステンレス鋼 | レーザー出力(W) | 電力(W) | 速度(mm/s) | 周波数(kHz) | フォーカス(mm) |
|---|---|---|---|---|---|
| 1mm | 500 | 26 | 800 | 5 | 2 |
| 1.5mm | 500 | 340 | 750 | 5 | 2 |
| 2mm | 1000 | 600 | 800 | 5 | 2 |
| 2.5mm | 1000 | 730 | 700 | 5 | 2 |
| 3mm | 1000 | 860 | 720 | 5 | 3 |
アルミニウム
| アルミニウム | レーザー出力(W) | 電力(W) | 速度(mm/s) | 周波数(kHz) | フォーカス(mm) |
|---|---|---|---|---|---|
| 1mm | 500 | 480 | 700 | 20 | 1 |
| 1.5mm | 1000 | 560 | 800 | 20 | 1 |
| 2mm | 1000 | 780 | 800 | 20 | 2 |
| 2.5mm | 1000 | 920 | 800 | 20 | 2 |
| 3mm | 1500 | 1150 | 800 | 20 | 2 |
真鍮
| 真鍮 | レーザー出力(W) | 電力(W) | 速度(mm/s) | 周波数(kHz) | フォーカス(mm) |
|---|---|---|---|---|---|
| 1mm | 1000 | 900 | 600 | 30 | 3 |
| 1.5mm | 1500 | 1100 | 600 | 30 | 4 |
| 2mm | 1500 | 1350 | 500 | 30 | 4 |
| 2.5mm | 2000 | 1600 | 500 | 30 | 5 |
| 3mm | 2000 | 1850 | 500 | 30 | 6 |
銅
| 銅 | レーザー出力(W) | 電力(W) | 速度(mm/s) | 周波数(kHz) | フォーカス(mm) |
|---|---|---|---|---|---|
| 1mm | 1000 | 650 | 600 | 30 | 0 |
| 1.5mm | 1000 | 850 | 600 | 30 | 0 |
| 2mm | 1500 | 1100 | 500 | 30 | 0 |
| 2.5mm | 1500 | 1400 | 500 | 30 | 0 |
| 3mm | 2000 | 1750 | 500 | 30 | 0 |
マイルド・スチール
| マイルド・スチール | レーザー出力(W) | 電力(W) | 速度(mm/s) | 周波数(kHz) | フォーカス(mm) |
|---|---|---|---|---|---|
| 1mm | 500 | 300 | 500 | 20 | 0 |
| 1.5mm | 500 | 370 | 500 | 20 | 0 |
| 2mm | 500 | 480 | 600 | 20 | 1 |
| 2.5mm | 1000 | 600 | 600 | 20 | 1 |
| 3mm | 1000 | 760 | 700 | 20 | 2 |
亜鉛メッキシート
| 亜鉛メッキシート | レーザー出力(W) | 電力(W) | 速度(mm/s) | 周波数(kHz) | フォーカス(mm) |
|---|---|---|---|---|---|
| 1mm | 500 | 320 | 600 | 20 | 0 |
| 1.5mm | 500 | 460 | 600 | 20 | 1 |
| 2mm | 1000 | 600 | 500 | 20 | 2 |
| 2.5mm | 1000 | 800 | 700 | 20 | 3 |
| 3mm | 1000 | 960 | 650 | 20 | 3 |
レーザー溶接の基礎
レーザー溶接は産業界に革命をもたらした 接合技術高速の精度とさまざまな素材の接合能力を提供する。

レーザー溶接プロセス
レーザー溶接は、集光されたレーザー・ビームを利用して精密で高品質な接合部を形成する、高度な高エネルギー・ビーム融合技術である。このプロセスでは、通常直径0.2~13 mmの小さな領域に強力な電磁放射を集中させ、10,000°Cを超える局所的な温度を発生させます。ビームのエネルギーは被加工材に急速に吸収され、瞬時に溶融し、冷却されると接合部が融合する。
重要な側面
ビーム集光:レーザービームは、光学システムを使用して正確に集光され、1~10 MW/cm²の出力密度を達成します。この集光により、深溶け込み溶接またはキーホール溶接が可能になり、厚さ20 mmまでの材料のシングルパス接合が可能になります。
材料の相互作用:材料によってレーザーエネルギーの吸収効率は異なる。例えば 金属 鋼やチタンのようなレーザーは、一般的にCO₂レーザーでは30-35%、ファイバーレーザーやディスクレーザーでは最大80%の吸収率を持ちます。吸収されたエネルギーは蒸気で満たされたキーホールを作り、効率的なエネルギー結合と深い浸透を促進します。
速度と板厚:溶接速度は、材料の厚さとレーザー出力によって、0.5~10 m/分の範囲で変化する。たとえば、1 kW のレーザー出力では、通常 1 mm 厚の鋼材を 1 m/分で溶接できます。厚さ 0.25 mm (0.01 インチ) のエアバッグ雷管ケーシングなどの薄いシートは、パルス状ネオジム: YAG レーザーを使用して、最高速度 50 mm/s (2 インチ/秒) で溶接できます。
プロセスの利点:
- 熱影響部(HAZ)を最小限に抑え、熱歪みを低減
- 高い精度と再現性、オートメーションに最適
- 異種材料や複雑な形状の溶接能力
- 非接触プロセスにより、電極摩耗の問題を解消
用途レーザー溶接は、自動車製造、航空宇宙、電子機器、医療機器産業で広く使用されている。特に、薄い部分、熱に弱い部品、アルミニウムや銅のような熱伝導率の高い材料の接合に適している。
溶接用レーザーの種類
溶接用レーザーを選択する場合、その選択は材料特性、要求精度、生産効率によって異なります。溶接プロセスを最適化するには、さまざまなレーザータイプの特性を理解することが重要です。
連続波 (CW) レーザー:深い溶け込み溶接および高速シーム溶接に理想的な、一定の途切れのないレーザー ビームを照射します。厚さ 0.25 インチ (6.35 mm) までの材料を含む用途に優れています。CW レーザーは、大量生産および熱伝導率の高い材料に特に効果的です。
パルスレーザー:制御されたバーストでレーザー エネルギーを放出し、薄い材料や熱に敏感な材料の入熱と溶接深さを正確に管理できます。このパルス動作は、熱影響部 (HAZ) を最小限に抑え、電子機器および医療機器製造の微細溶接用途に適しています。
産業溶接における一般的なレーザータイプ:
ファイバーレーザー:汎用性、エネルギー効率、優れたビーム品質で有名。ファイバーレーザーは、高いウォールプラグ効率(最大 50%)を提供し、特に微細な溶接と高速アプリケーションを得意とします。他のレーザータイプでは困難な、アルミニウムや銅のような反射材の溶接に優れています。
CO2レーザー:厚い材料の溶接では伝統的なCO2レーザーですが、多くの用途でファイバーレーザーに取って代わられつつあります。しかし、厚さ 0.5 インチ (12.7 mm) を超える材料の深溶け込み溶接では、依然として利点があり、プラスチックや有機複合材料のような非金属材料に効果的です。
Nd:YAGレーザー:ファイバーレーザーとCO2レーザーの特性をバランスよく兼ね備えています。特に以下の用途に有効。 スポット溶接 と高いピークパワーを必要とするアプリケーションに適しています。Nd:YAG技術の進化形である最新のディスクレーザは、ビーム品質と効率を向上させます。
ダイオードレーザーコンパクトなサイズと高効率で知られるダイオードレーザは、自動車やその他の大量生産部門で人気を集めている。金属へのエネルギー吸収に優れているため、アルミニウム合金や亜鉛メッキ鋼の溶接に適しています。
適切なレーザータイプの選択は、最適な溶接品質とプロセス効率を確保するために、材料特性、接合部設計、生産量、特定の用途要件などの要因を考慮する必要がある。
素材に関する考察
レーザー溶接を行う際には、接合される材料の性質と厚さの違いを考慮する必要があります。これらの側面は、適切な レーザー溶接パラメータ.
金属と合金
レーザーエネルギーと様々な金属および合金との相互作用は、レーザー溶接プロセスの効率と品質を決定する重要な要素である。異なる材料は、そのレーザーエネルギー吸収特性に大きく影響する明確な光学的および熱的特性を示し、溶接性と接合部の完全性に直接影響します。
ステンレス鋼は、クロム含有量と表面酸化層の良好な組み合わせにより、広い波長範囲にわたって優れたレーザーエネルギー吸収特性を示します。このため、特にレーザー溶接用途に適しており、自動車や航空宇宙製造などの産業において、高速、高精度、低歪みの溶接が可能です。
逆に、アルミニウムや銅のような反射率の高い材料は、熱伝導率が高く吸収係数が低いため、レーザー溶接に特有の課題があります。これらの障害を克服するために、高出力ファイバー・レーザーやグリーン・レーザー(515 nm付近の波長で動作)などの特定のレーザー・タイプが採用されている。これらのレーザーはカップリング効率を向上させ、これらの材料の効果的な溶接を可能にします。さらに、レーザーのエネルギー吸収を高めるために、表面処理(機械的研磨や化学エッチングなど)のような技術を利用することもできます。
材料添加剤の導入により、吸収特性と溶接プロセス全体が大幅に変化する可能性がある。例えば
- アルミニウム合金にチタンを添加することで、レーザー吸収と溶接溶け込みを改善することができる。
- 鋼合金に含まれるエルビウムやイッテルビウムのような希土類元素は、特定のレーザー波長のエネルギー結合を高めることができる。
- アルミニウム合金中のケイ素含有量は流動性に影響し、溶接プールの力学に影響を与える可能性がある。
材料厚さの範囲
材料の厚さは、必要なレーザー出力に直接影響する:
- について 薄板(1.0mm未満)そのため、より低いレーザー出力が必要となり、パラメータは厚い材料に使用されるものとは大きく異なる。
- 厚いプレート 溶接部の溶け込みと強度を得るためには、より高いレーザー出力が必要である。板厚と出力は比例関係にある:
| 材料の厚さ | おおよそのレーザー出力 |
|---|---|
| < 1.0 mm | 低電力 |
| 1.0 mm - 5.0 mm | ミディアムパワー |
| > 5.0 mm | ハイパワー |
など、レーザーのパラメーターを調整することが重要だ。 スイング幅 そして 溶接速度最適な結果を得るために、特定の厚み範囲に合わせる。
レーザー溶接パラメータ
必要な強度と精度を備えた高品質の接合部を実現するには、レーザー溶接パラメーターの選択が極めて重要である。これらのパラメーターには、レーザー出力、溶接速度、焦点位置、およびシールド・ガス流量が含まれ、これらはすべて、溶接される特定の材料特性、接合構成、および板厚に合わせて慎重に最適化されなければならない。
レーザー出力設定
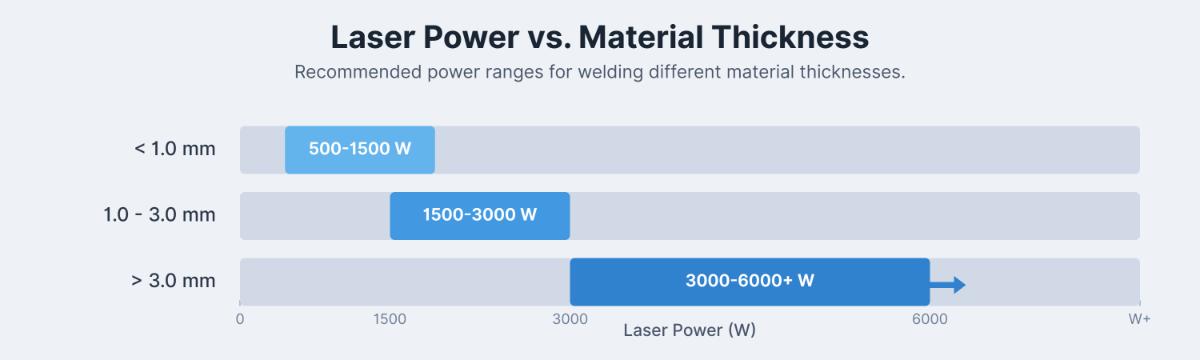
レーザー出力は、溶け込み深さと溶接ビードの特性に直接影響する。以下のガイドラインは、最初の参照点として役立つ:
- 厚さ1.0mm未満の素材:500~1500W
- 厚さ1.0~3.0mm:1500~3000W
- 厚さ3.0mm以上の材料3000~6000W以上
薄い材料のバーンスルーや、厚い部分の溶け込み不足を防ぐには、出力設定の微調整が重要である。例えば、1.5 mmのステンレスを溶接する場合、最適な結果を得るには約2000 Wが必要です。
溶接速度
溶接速度は、安定した溶融を確保し、熱影響部(HAZ)を最小化するために調整されなければならない:
- 一般的な速度範囲1-10 m/分、材質と厚さによる
- 薄い材料(1.0 mm未満):高速、5~10 m/分
厚い材料(> 3.0 mm):低速、1~5 m/分
例2mmの軟鋼の場合、適切な出力設定と組み合わせれば、3~4m/分の速度で良好な結果が得られることが多い。
フォーカスポジション
焦点位置は、溶接ビード形状および全体的な溶接品質に大きく影響する:
- 表面集束:薄い材料に適し、より広く、より浅い溶接部が得られる。
- 深い集束:厚い材料に最適で、狭く深い溶け込みの溶接部を形成します。
S235JRのような構造用鋼の場合、焦点位置を±1mm調整すると、深さ対幅の比率が20%まで変化し、機械的性質や外観に影響を与える。
シールドガス
適切なシールド・ガスの選択と流量は、溶接プ ールを保護し、望ましい冶金特性を達成するために 不可欠である:
- アルゴン:ほとんどの金属に一般的に使用、流量10~20 L/分
- ヘリウム:より深く浸透し、アルミニウムのような反射材に有効。
- 窒素:オーステナイト系ステンレス鋼に最適、流量10~20 L/分
体系的な試験と分析を通じてこれらのパラメーターを綿密に最適化することで、レーザー溶接は、熱歪みを最小限に抑え、HAZを狭くした高強度、高精度の接合部を一貫して製造することができます。高度なプロセス監視および制御システムにより、産業用途での溶接品質と再現性をさらに高めることができます。