

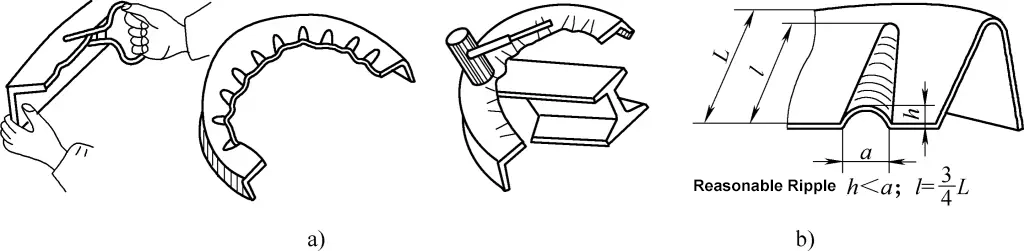
ブランクの片側を薄く、長くして曲面エッジ部品を製造する方法をエッジエクスパンションといい、ブランクの片側を短く、厚くして曲面部品を製造する方法をエッジシュリンクという。図1aは山形鋼を用いたエッジ・エキスパンション法で製造した外側の曲げ部品、図1bはエッジ・シュリンク法で製造した内側の曲げ部品である。
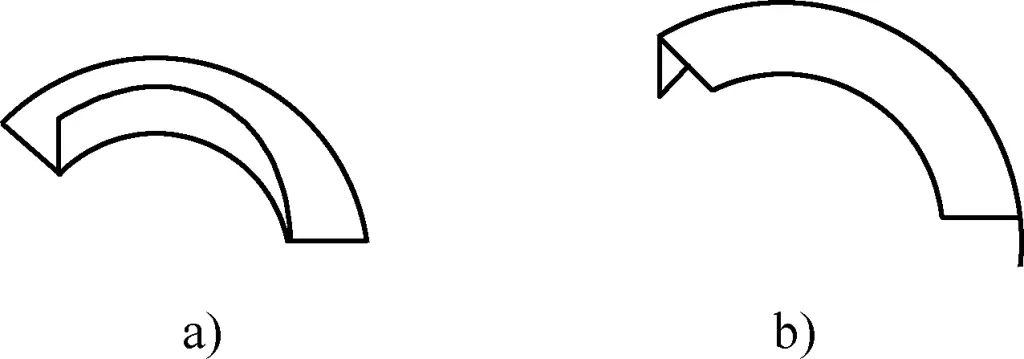
a) エッジ拡大
b) エッジシュリンク
I.エッジの伸縮方法
エッジ・エキスパンド成形とシュリンク成形は原理が異なるため、その操作方法はまったく同じではない。
1.エッジ拡大法
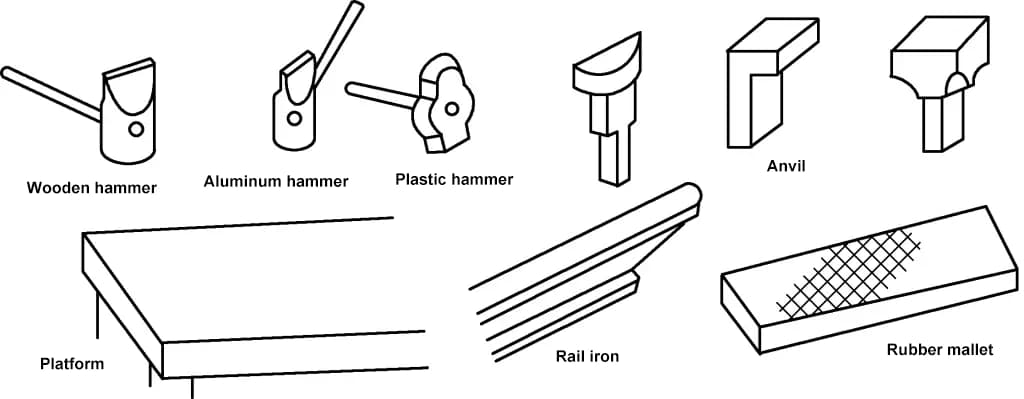
エッジ拡張工具には、図2に示すように、木製ハンマー、アルミ製ハンマー、ベークライト製ハンマー、鉄製ハンマー、レール用アイアン、アンビル、台、支柱などがある。
生産現場で一般的に使われているのは、シンニング・エッジ・エキスパンドという方法だ。シンニングエッジエキスパンドは効果的だが、表面が粗くなり、厚みが不均一になる。
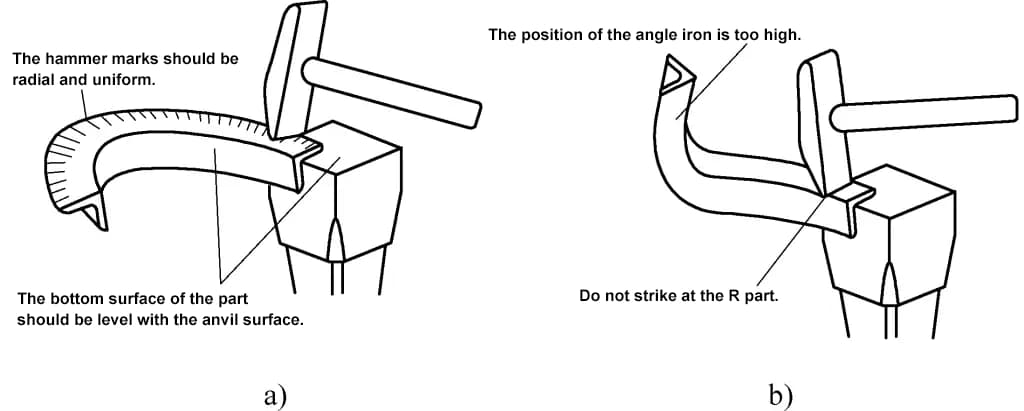
図1aに示す凹状のカーブエッジ部品を製造する場合、直角プロファイルを使用して、アンビルまたはプラットフォーム上で素材エッジをハンマーで叩き(図3参照)、エッジ素材を薄くして面積を増やし、カーブエッジを伸ばすことができる。プロファイルのエッジに近いほど、エッジは大きく伸び、内側のエッジに近いほど、伸びは小さくなる。こうして、直線的なエッジが、次第に曲線的なエッジへと変化していく。
ハンマリング作業では、まず部品の展開サイズを計算する必要があります。さもないと、拡管中にプロファイルが反る可能性があります。
ハンマー・マークは均等に、放射状に、曲げ幅の3/4をカバーするようにし、プロファイルのRセクションに沿ってハンマーを打ち込まない。ハンマーで叩くのは曲げ部の範囲内とし、直線部のあるコーナー・パーツでは、直線部の範囲内では叩かないこと。拡管中に材料が加工硬化することがある。硬くなった場合は焼きなましが必要で、そうでない場合は打ち続けると割れの原因になります。
作業中は、テンプレートや測定ツールで常に形状をチェックする。希望する形状に仕上がったら、仕上げ、矯正、微細加工に進む。
2.エッジシュリンク法
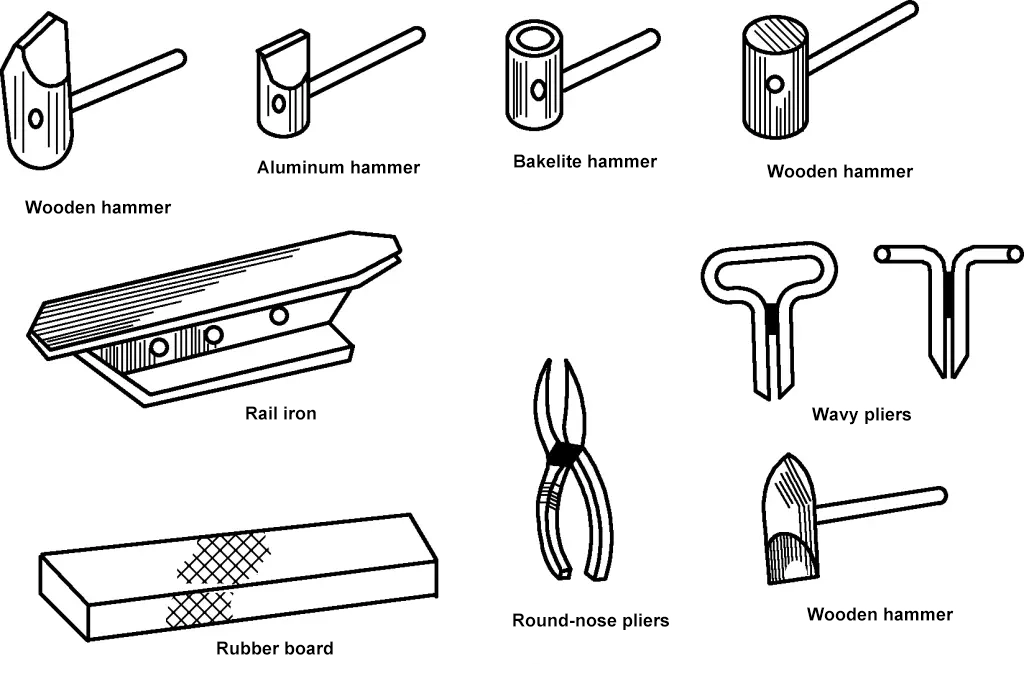
エッジ・シュリンク工具には、図4に示すように、木製ハンマー、アルミニウム・ハンマー、ベークライト・ハンマー、鉄製ハンマー、レール・アイアン、波形ペンチ、丸鼻ペンチなどがある。
生産現場では、コルゲートプライヤーを使ったシュリンクが一般的に使われている。作業中、コルゲートプライヤーを使って材料の端にプリーツ状の波形を形成する。
ブランクが厚い場合は、広葉樹の上に置き、チョッピング・ハンマーで叩いてプリーツを作り、希望の曲率を得ることができる。その後、プリーツがまっすぐに戻ったりしないようにしながら、木づちを使ってレール・アイアンの上で水平にする(図5a参照)。コルゲート・プライヤーは、8~10mmのスチール・ワイヤーを曲げて溶接することができ、被加工物の表面を傷つけないよう、表面は滑らかでなければならない。形成されるプリーツ形状は、妥当なものでなければならない(図5b参照)。
II.エッジの伸縮に対する展開サイズの計算
エッジの拡大と縮小で発生する変形が異なるため、展開サイズの計算も異なる。
1.エッジ拡張部品の展開サイズの計算
図6の半円形部分の展開幅は、曲げプロファイルの展開長さの計算式を用いて算出することができる。
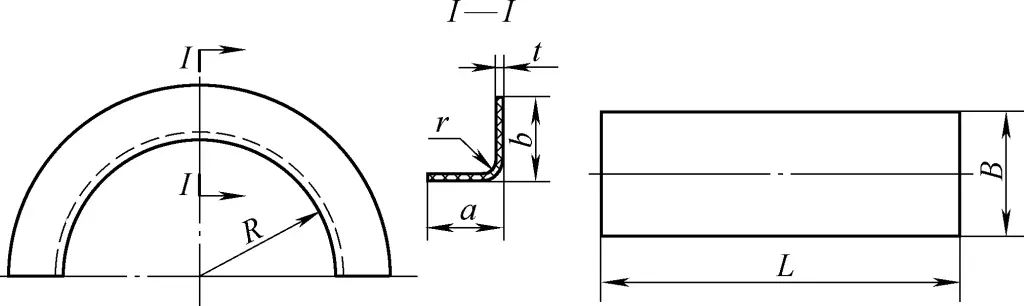
B=a+b-(r/2+t)
式中
- B - 折り畳まれていない材料の幅(mm);
- a, b - エッジの拡大幅(mm);
- r - コーナー半径(mm);
- t - 素材の厚さ(mm)。
展開長さは、エッジ拡大幅bの半分の円弧長さを用いて計算されるが、これは、拡大面のさまざまな部分で材料の拡大度合いが異なるためである。外側のエッジはより薄く、より大きく膨張し、内側のエッジはより薄く、より小さく膨張する。
L=π(R+b/2)
式中
- L - 折り畳まれていない材料の長さ(mm);
- R - 曲げ半径 mm);
- b - エッジ拡張の片側の幅(mm)。
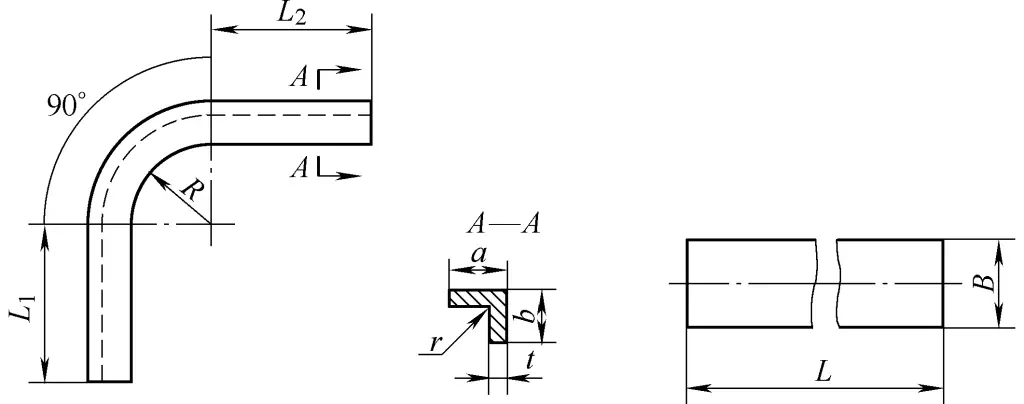
図7に示す直角部分の展開幅は、上式と同じである。展開された長さLは、直線部分と曲線部分の和に等しい、
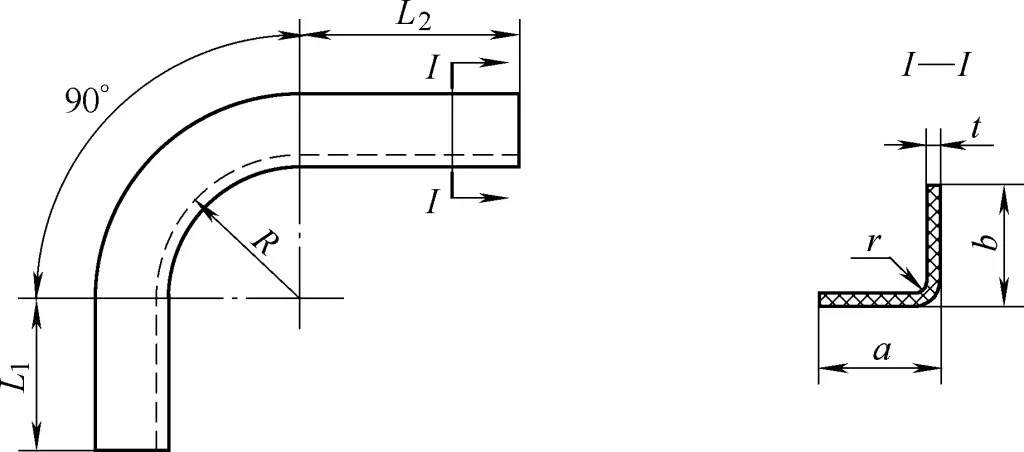
L=L1+L2+ π/2(R +b/2)
式中
- L1, L2 - 直線部分の長さ(mm);
- R - 曲げ半径 mm);
- b - エッジ拡張の片側の幅(mm)。
2.端部収縮部品の展開サイズの計算
図8に示すように、半円形に収縮したアングル鋼の展開材は、以下の式で計算される:
B=a+b-(r/2+t)
L=π(R+b)
式中
- L - 折り畳まれていない材料の長さ(mm);
- B - 折り畳まれていない材料の幅(mm);
- a, b - 曲げ幅(mm);
- R - 部品の曲げ半径(mm)。
- r-曲率半径(mm);
- t-材料の厚さ(mm)。
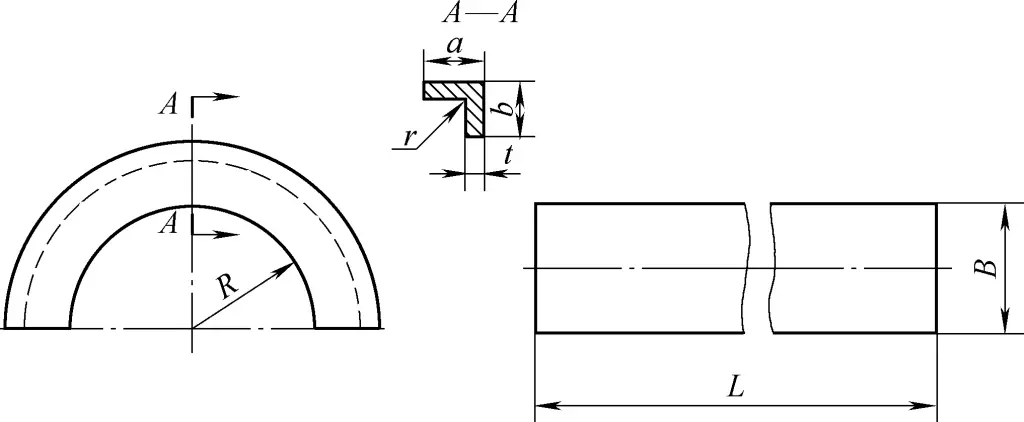
図9に示すように、アングルトリミング部を直角形状にすると、展開幅は上式と同じになる。展開長さ L は以下のように計算される:
L=L1+L2+π/2(R+b)
式中
- L1, L2 - は直線部分の長さ(mm);
- 曲げ部のR半径(mm);
- b-取り代の一辺の幅(mm)。







