棒鋼の圧倒的な強さに驚嘆し、どうやって正確な形や角度に曲げられるのか不思議に思ったことはありませんか?DIY愛好家であれ、新進の金工家であれ、棒鋼の曲げ方を理解することは、あなたのプロジェクトの可能性を広げる貴重なスキルです。この完全ガイドでは、正しい道具の選び方からさまざまな曲げ技法のマスターまで、必要な知識をすべて解説します。
まず基本的なことから始め、さまざまな種類の棒鋼とその特性を探ります。そして、必要不可欠な道具や設備について、手動の曲げ工具を比較しながら説明します、 プレスブレーキそして回転曲げ機。スチール・バーの曲げ加工をステップ・バイ・ステップで学び、精度を上げるコツや、ひび割れなどの一般的な問題を防ぐためのヒントも得られます。
硬い鋼鉄を、自信をもって希望の形に変形させる準備はできていますか?さあ、始めましょう!
はじめに
棒鋼曲げ加工の概要
棒鋼の曲げ加工は、建築、アート、DIYなど、さまざまな分野に応用できる重要な金属加工技術です。棒鋼を曲げることで、様々な形やフォームを作ることができ、作品に機能性と美観の両方を加えることができます。
棒鋼の曲げ方を知ることの重要性
鉄筋の曲げ方を学ぶことで、多くの可能性が広がります。建築では、曲げられた鉄筋はコンクリート構造物の補強に使われ、強度と安定性をもたらします。アートやDIYプロジェクトでは、ユニークな彫刻や家具、装飾的な要素に形を変えることができます。例えば、棒鋼を曲げて特注の庭木棚を作れば、美しさと植物を支える支柱の両方を手に入れることができます。この技術を習得することで、創造的なアイデアに命を吹き込み、プロジェクトを正確に完成させることができます。
安全上のご注意
棒鋼を扱う際には、潜在的な危険が伴うため、安全が最も重要です。ここでは、必要不可欠な安全手順をご紹介します:
- 保護具を着用すること: まず手を保護するための手袋、次に飛散する破片から目を保護するための安全眼鏡、火傷や切り傷を防ぐための適切な服装を着用する。
- ワークスペースを準備する 作業スペースが清潔で、明るく、風通しが良いことを確認する。つまずいたり、作業の妨げになるような障害物を取り除いてください。
- 道具を点検する 曲げ工具に損傷や摩耗の兆候がないか確認してください。使用する前に、工具が良好な状態であることを確認してください。
- スチール・バーの取り扱いには十分注意すること: スチール・バーは重く、鋭利です。慎重に持ち上げ、落とさないようにしてください。切断したり曲げたりするときは、自分や他人に当たらないよう、バーの向きに注意してください。
鉄筋を理解する
棒鋼の種類
丸棒鋼
丸棒鋼は、その汎用性の高い円形状のため、建設や製造業で最も一般的に使用されるタイプです。直径が異なるため、曲げ加工がしやすく、補強材、シャフト、ロッドなどさまざまな用途に使用できる。
フラットスチールバー
断面が長方形のフラット・バーは、その平らな表面が溶接や接合のための安定した土台となるため、建築フレーム、ブラケット、装飾部材などに広く使用されている。
角棒鋼
角棒は正確で角ばった形状をしており、建築、機械、金属加工に理想的です。強度に優れ、正確な角度が求められる用途に適しています。
六角棒鋼
独特の断面を持つ六角棒は、工具が棒をつかみやすいナットやボルトの製造によく使われる。
棒鋼の材料特性
引張強度
引張強さとは、鋼棒が破断するまでに耐えられる最大引張応力のことで、グレード60やグレード75といったさまざまなグレードが、その高い引張強さのために建設現場で一般的に使用されている。この特性は、コンクリート構造物を効果的に補強するために非常に重要です。
延性
延性とは、引張応力を受けても破断せずに変形する棒鋼の能力のこと。延性の高い棒鋼ほど、割れることなく簡単に曲げることができます。曲げ用の棒鋼を選ぶ際には、その延性を考慮することが重要です。
硬度
硬度とは、棒鋼のくぼみ、ひっかき傷、摩耗に対する抵抗力のことです。硬い棒鋼は曲げにくいですが、耐久性が重要な用途には適しています。
プロジェクトに適したスチール・タイプの選択
アプリケーションを考える
まず、曲げた鉄筋を何に使うかを考えましょう。コンクリート補強のような建設プロジェクトであれば、高張力鋼棒が必要でしょう。装飾プロジェクトなら、曲げやすい延性のある棒鋼を選ぶかもしれません。
ベンド要件を評価する
きつい曲げが必要な場合は、延性の高い鋼材を選ぶとよいでしょう。より大きく、より精密でない曲げの場合は、延性の低いスチール・バーでもうまくいくことがあります。
サイズと形状のチェック
スチール・バーのサイズと形状がプロジェクトに適していることを確認してください。例えば、円形のフレームを作るのであれば、丸棒が最適かもしれません。
曲げ加工における材料特性の重要性
曲げ加工への影響
棒鋼の材料特性は、曲げ加工に直接影響します。延性の高い棒鋼は曲げやすく、曲げ加工中に亀裂が入りにくい。一方、硬度の高い棒鋼は、曲げ加工に大きな力と特殊な工具を必要とします。
構造的完全性の確保
曲げられた鉄筋が構造的な完全性を維持するためには、材料特性を理解することが重要です。スチールバーの能力を超えて曲げると、弱くなったり割れたりして、プロジェクトの安全性や機能性が損なわれる可能性があります。
曲げにおける延性とその役割
延性が曲げに与える影響
延性により、棒鋼は破断することなく希望の形状に変形することができます。延性のある棒鋼を曲げると、金属は伸びて流れ、新しい形状に適応します。
延性の測定
延性は、棒鋼が破断するまでの伸びや面積の減少のパーセンテージで測定されることが多い。パーセンテージが高いほど延性が高いことを示します。曲げ用の棒鋼を選ぶ際には、比較的延性の高い材料を探してください。
棒鋼曲げ加工用工具と設備
手動曲げ工具
手動曲げ工具は、小規模なプロジェクトや、数本の棒鋼を曲げる必要がある場合に最適です。価格も手ごろで、初心者にもやさしい。
ハンド・ベンダー
ハンド・ベンダーは、てこの力を利用して棒鋼を曲げるシンプルな工具である。柄が長いので必要な力を加えやすく、直径の小さい棒鋼を曲げるのに適している。
DIY精密曲げ工具(バイスとハンマー、プライヤーとレンチの組み合わせ)
DIYプロジェクトでは、バイス、ハンマー、プライヤー、レンチが、基本的な曲げ作業や正確な曲げを実現するために重宝される。バイスはスチール・バーをしっかりと固定し、ハンマーは力を加えるために使う。プライヤーやレンチは、バーを掴んだり微調整したりするのに役立つ。
工作機械
より大規模なプロジェクトや精度が重要な場合は、機械ベースの工具が適している。
プレスブレーキ
プレスブレーキは、大きな棒鋼の精密な曲げ加工に使用される強力な機械で、製造業の反復作業に最適です。
ロータリーベンディングマシン
ロールベンダーとしても知られるロータリーベンディングマシンは、ローラーを使用して棒鋼を曲線や円に曲げます。この効率的な機械は、より大きな棒鋼を扱うことができ、建設や産業プロジェクトに適しています。
ポータブルおよび油圧マシン
可搬式と油圧式の機械は、柔軟性と効率性を提供し、さまざまな現場条件に適している。
ポータブル電動油圧ベンダー
ポータブル電動油圧ベンダは、軽量で設置が簡単で、機動性があるため建設現場に最適です。油圧を利用して棒鋼を曲げるため、一貫した正確な結果が得られます。
CNCベンディングマシン
コンピュータ数値制御(CNC)ベンディングマシンは、高い精度と効率を提供します。これらの機械は、複雑な曲げ加工をリアルタイムで調整できるようにプログラムされており、大量生産や複雑な設計に適しています。
セーフティ・ギアとアクセサリー
鉄の棒を曲げるときは、安全が第一です。鋭利な刃や重い鉄筋による怪我を防ぐため、手袋、保護メガネ、頑丈なブーツなどの保護具を必ず着用すること。切り傷や火傷を防ぐため、腕や足を覆うような衣服を選ぶこと。
基本的な曲げ技術
マニュアル曲げ技術
手作業による曲げ加工は、小規模なプロジェクトや専門的な器具を使用できない場合に最適なオプションです。
必要な道具
バイス、ハンマー、レバーといった基本的な道具は不可欠だ。長いパイプは効果的なレバーとして使える。
プロセス
- スチール・バーを万力でしっかりと固定する。曲げるときに動かないように、しっかりと固定してください。
- レバーを使い、希望の角度になるまで、バーの自由端に徐々に力を加える。より鋭く曲げるには、ハンマーで軽くたたいてください。
熱曲げ技術
熱曲げ加工は、太い棒材や複雑な形状を作る必要がある場合に便利です。
必要な道具
バーを加熱するには、オキシ・アセチレンかプロパンのトーチが必要だ。
プロセス
- 曲げたい線に沿って、バーが赤熱するまで加熱する。こうすることで、鋼がよりしなやかになる。
- バーを熱したら、金型や曲げ治具を使って形を整える。希望の形になるまでしっかりと固定する。
- バーを扱う前に完全に冷ます。そうすることで、形がきちんと固まる。
ローラー曲げ技術
ローラー曲げ加工は、平らな棒鋼でも丸棒鋼でも、滑らかな曲線を作るのに理想的です。
必要な道具
ローラー曲げ機か丸棒ローラーが必要です。
プロセス
- 希望のカーブ半径に合わせて、ローラー曲げ機をセットアップする。セットアップの詳細については、機械のマニュアルに従ってください。
- 棒鋼をローラーに通します。棒鋼が通過するにつれて、徐々に希望の形に曲がっていきます。しっかりと誘導してください。
プレスブレーキ曲げ技術
プレスブレーキは、フラットバーの正確な角度を実現するために、製造現場で一般的に使用されています。
必要な道具
この技術にはプレスブレーキ機が必要である。
プロセス
- フラットバーをプレスブレーキ金型にセットします。バーが目的の曲げのために正確に配置されていることを確認します。
- 油圧または 機械プレス バーを必要な角度に正確に曲げます。機械は必要な力を均等に加えます。
棒鋼の曲げ加工ステップガイド
準備と計画
- 素材の選択:プロジェクトのニーズに合った棒鋼の種類を選びましょう。鋼種によって強度と柔軟性が異なるため、高い強度が必要な場合は、引張強度の高い鋼種をお選びください。
- 道具と設備:必要な道具をそろえる。手作業で曲げる場合は、万力、ハンマー、ペンチなどが必要です。機械が使える場合は、プレスブレーキや回転曲げ機を使えば、より精密で大規模な曲げ加工ができる。
- デザインとプランニング:希望の曲げ角度と形状を決めます。棒鋼の厚みと材料特性を考慮する。最終製品をイメージするために、必要に応じてラフスケッチを描く。
測定とマーキング
- 正確な測定:メジャーで正確に曲げ位置をマークしてください。正確を期すため、またデザインに合わせるため、2度測ります。
- マーキング・テクニック:マーカーやチョークを使い、曲げポイントにはっきりと見える線を引く。この線が、曲げ加工のガイドとなる。
曲げエリアの設定
- ワークスペースを確保する:ワークスペースが散らかっておらず、よく整理されていることを確認する。動きを妨げたり、事故の原因となるようなものは取り除いてください。
- ツールの配置:手の届くところに道具を並べましょう。そうすることで、曲げ加工がより効率的になり、不必要な遅れを防ぐことができます。
曲げ技の選択
- コールド・ベンディング:この技法は、より細い棒鋼に適している。バイスやハンマーのような基本的な道具を使い、熱を加えることなく棒を曲げる。
- ホット・ベンディング:太い棒材や複雑な曲げ加工には、熱間曲げ加工が適しています。棒鋼を加熱することで、より可鍛性になり、成形が容易になります。
- V - ベンディングとロールベンディング:特定の形状や曲線を作り出すための専門技術です。V字曲げは鋭角に曲げる場合によく使われ、ロール曲げは滑らかな曲線に最適です。
棒鋼を曲げる
- 冷間曲げ加工:
- まず、スチール・バーを万力でしっかりと固定する。曲げるときに滑らないよう、しっかりと固定する。
- ハンマーで軽く叩きながら、徐々に力を加え始める。バーが曲がり始めたら、曲げプロセスを常にコントロールしながら、必要に応じて力を加えます。
- 熱間曲げ加工:
- 印をつけた線に沿ってバーをトーチで赤くなるまで熱するが、熱しすぎないように注意する。
- 棒材が熱くしなやかになったら、適当な工具や型を使って希望の形に素早く曲げる。
- 曲げた後は、自然に冷ます。水で冷やすと鋼材がもろくなることがあるので注意すること。
品質チェックと調整
- ベンドの点検:曲げ角度と形状を設計仕様と比較する。ズレや凹凸がないか確認する。
- 調整:曲げが思い通りにならない場合は、必要な調整を行う。熱間曲げバーの場合は、さらに力を加えたり、バーを再加熱したりします。
- 仕上げ:安全性と外観を向上させるため、ヤスリやサンドペーパーを使用して、曲げバーの鋭いエッジや粗い部分を滑らかにします。
精度を高め、よくある問題を防ぐ
曲げ半径を理解する
について 曲げ半径 は、棒鋼の曲げ加工で精度を出すための重要な要素です。これは曲げの内半径のことで、最終製品の完全性と外観に直接影響します。
曲げ半径の計算
- 材料の厚さの決定:棒鋼の厚さを測定する。ひび割れを防ぐため、曲げ半径は棒鋼の厚みと同じ以上にするのが理想的です。
- ベンディング・チャートを使う:推奨曲げ半径は、鋼種ごとに用意されている曲げチャートを参照してください。
- フォーミュラを適用する:より正確な計算には、次の式を使用します:曲げ半径 = 素材の厚さ x 曲げ係数。曲げ係数は材料特性によって異なります。
スプリングバックの防止
スプリングバックは、曲げ加工後に棒鋼が元の形状に戻ろうとするときに発生し、正確な曲げ角度が得られません。
スプリングバックを最小限に抑えるテクニック
- オーバーベンド:スプリングバックを補正するために、棒鋼を希望の角度よりわずかに曲げる。
- 引張力を加える:スプリングバックの原因となる内部応力を軽減するために、曲げ加工前に引張力を使って材料をわずかに引き伸ばす。
- 専門機器の使用:プレスブレーキとロータリーベンダーは、スプリングバックを制御しやすいように設計されています。
正確なベンドを実現するためのヒント
正確なベンドを実現するには、入念な計画と実行が必要です。最高の結果を得るためのヒントをいくつかご紹介しましょう:
- 正確なマーキング:先端が細いマーカーや筆記用具を使って正確な曲げ線をマークし、正確さを再確認してください。
- 確実なポジショニング:曲げ中に動かないように、万力や曲げ機にしっかりと固定してください。
- 一貫した力のかけ方:力を徐々に、一定に加えます。急に力を加えたり、不均等な力を加えると、精度が落ちたり、バーを損傷する可能性があります。
- チェック・アングル:分度器や角度計を使って曲げ角度を確認しながら作業し、必要に応じて調整する。
曲げ時のひび割れを防ぐには
棒鋼の曲げ加工では、特に材料が適切に準備されていなかったり、曲げ加工が急がれたりすると、ひび割れがよく発生します。
ひび割れを防ぐ方法
- 適切な素材を選ぶ:延性の高い棒鋼を選ぶと、割れることなく、より大きな変形に耐えることができる。
- 適切な曲げ半径:曲げ半径が材料の厚さに合っていることを確認してください。曲げ半径を大きくすると、割れの危険性が低くなります。
- バーの予熱:太い棒鋼の場合、曲げる前に加熱することで、より柔軟になり、ひびが入りにくくなる。
- 徐々に曲がる:ゆっくり、着実に力を加えてください。素早く曲げると、ひび割れの原因となる応力点ができます。
精度と問題予防のベストプラクティス
- スチール・バーのクリーニング:スチール・バーを曲げる前に、錆、汚れ、グリースを取り除き、よりスムーズに曲げられるようにする。
- 工具の点検:曲げ工具に摩耗や損傷がないか、定期的に点検してください。整備された工具は、より正確な結果をもたらします。
- 練習:鉄のスクラップで曲げ技術を継続的に練習する。これは、材料の挙動を理解し、技術を向上させるのに役立ちます。
- ドキュメント設定:ベンドを成功させるために使用したセッティングやテクニックを記録してください。この記録は、将来のプロジェクトの参考資料となります。
厚鋼棒の高度な技術
ホット・ベンディング
熱間曲げ加工は、太い棒鋼を曲げるのに効果的な技術である。この方法では、棒鋼を加熱して可鍛性を高め、割れずに曲げやすくします。
必要な道具
- 加熱用トーチ
- 耐熱手袋
- 安全ゴーグル
- 曲げ治具または金型
プロセス
- 棒鋼の準備:棒鋼を清掃し、加熱の妨げとなる汚れや異物を取り除く。
- バーを温める:トーチを使い、曲げたい線に沿って棒鋼を鈍い赤色になるまで加熱する。トーチを曲げ線に沿って前後に動かし、均等に加熱する。
- バーを曲げる:バーが熱されたら、曲げ治具や金型を使ってバーの形を整える。希望の角度になるよう、安定した力を加え続ける。
- クール・ザ・バー:自然に冷ます。水で冷やすと鋼がもろくなるので避ける。
太い棒鋼を曲げるもうひとつの方法は、段階的な曲げ加工です。これは、一度に無理な力がかからないように、少しずつ曲げていく技術です。
必要な道具
- 油圧プレス または手動曲げ工具
- メジャー
- マーキングツール
プロセス
- ベンドポイントをマークする:メジャーとマーキングツールを使い、曲がりが発生するポイントに印をつける。
- バーを固定する:棒鋼を油圧プレスまたは手動曲げ工具にセットする。しっかりと固定されていることを確認する。
- 徐々に力を加える:バーを少しずつ曲げ始め、徐々に力を加えます。こうすることで、ひび割れのリスクを減らし、均等に曲げることができます。
- 進捗状況の確認:曲げ角度を定期的にチェックし、必要に応じて調整する。希望の形状になるまでこの作業を続ける。
さらにもう一つのアプローチは、機械ベースのツールを使用することである。油圧プレスやCNCベンダーなどのこれらの工具は、太い棒鋼を曲げる際に、より高い精度と制御を提供します。
必要な道具
- 油圧プレスまたはCNCベンダー
- 安全装備(手袋、ゴーグル)
- 計測機器
プロセス
- マシンのセットアップ:油圧プレスまたはCNCベンダーを希望の曲げ仕様に合わせて設定します。必要な角度と寸法を入力します。
- スチール・バーを固定する:棒鋼を機械にセットし、適切に位置合わせして固定する。
- ベンドを実行する:機械を作動させ、曲げ加工を行う。正確を期すため、プロセスを監視する。
- ベンドの点検:曲げ加工後、棒鋼が必要な仕様を満たしているか検査します。必要な調整を行う。
素材に関する考察
曲げ加工を成功させるには、棒鋼の材料特性を理解することが重要です。
降伏強度と弾性
- 降伏強度:鋼材が永久変形することなく耐えられる最大応力。これを知ることで、曲げに必要な力を決めることができる。
- 弾力性:この特性は、棒鋼のスプリングバックに影響します。わずかに曲げ過ぎると、棒鋼が形状に戻った後、所望の角度に到達するのに役立ちます。
安全と準備
太い棒鋼を曲げるには、適切な安全対策と準備が不可欠です。
- 火傷や破片を防ぐため、耐熱性の手袋と安全ゴーグルを着用する。
- 作業スペースは風通しがよく、障害物がないことを確認する。
- バーを清掃し、汚れやコンタミを取り除く。
- ベンドポイントを正確に測定し、印をつける。
- 怪我を防ぐため、鉄棒を必要な長さに切りそろえ、粗い角は滑らかにする。
ベストプラクティス
- 適切に曲げられるよう、十分な余裕を持たせてください。ひび割れを防ぐため、曲げ半径は材料の厚さの少なくとも3倍は確保してください。
- 安定した結果を得るために、道具を正しく配置する。
- 曲げ加工中は、連続的に安定した力を加え、希望の形状に仕上げる。
よくある質問
以下は、よくある質問に対する回答である:
棒鋼の曲げ加工に最適な工具は?
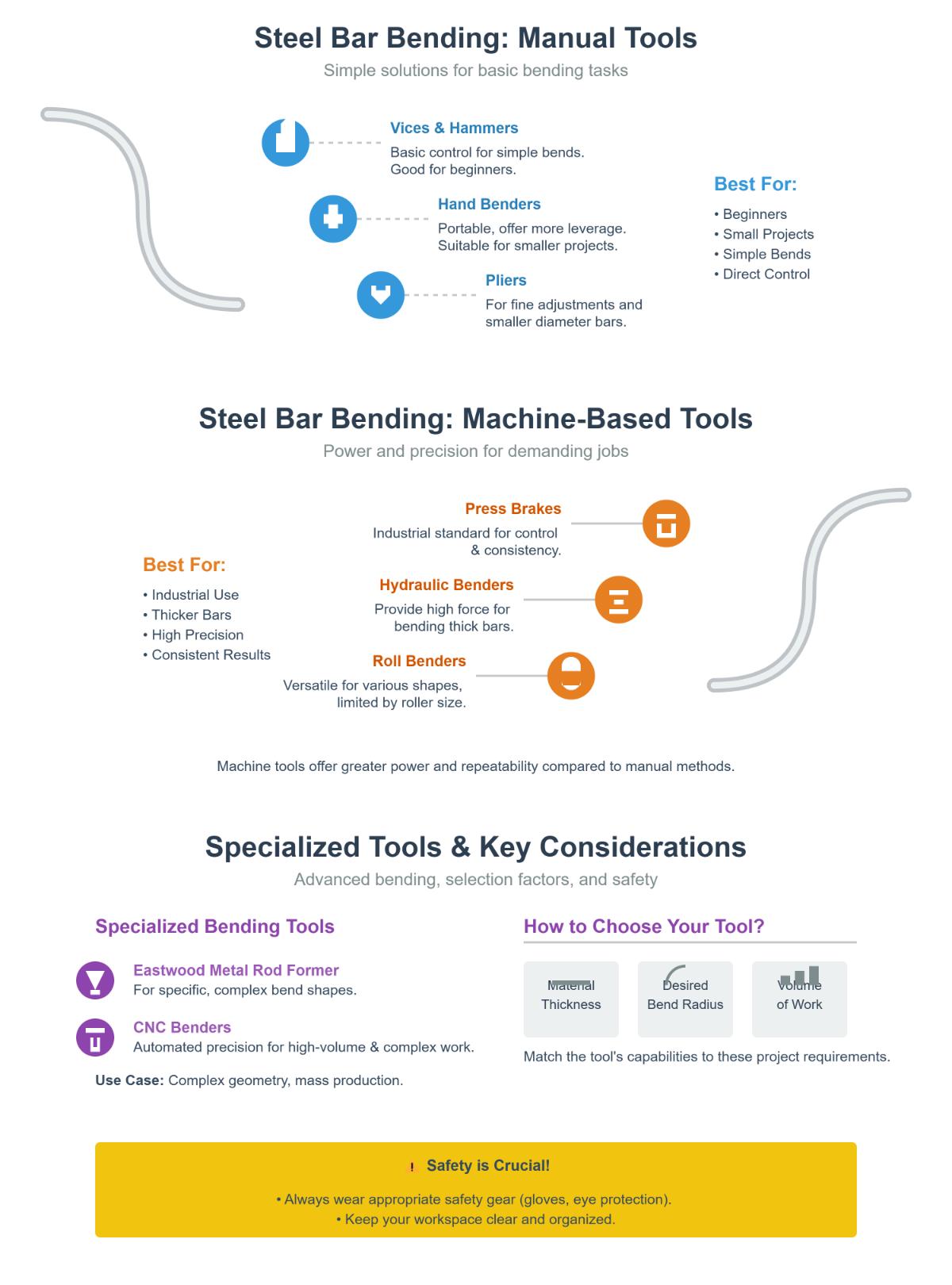
棒鋼の曲げ加工に最適な工具は、プロジェクトの要件や必要な精度によって異なります。初心者や小規模なプロジェクトには、バイスやハンマー、ハンドベンダー、プライヤーなどの手動曲げ工具が適しています。これらの工具はコントロールしやすく、それほど複雑でない曲げに最適です。
より正確で一貫性のある結果を得るには、特に太い棒材では、機械ベースの工具をお勧めします。プレスブレーキは、より高い制御性と一貫性を提供し、産業現場では不可欠です。油圧式パイプベンダーも精密な曲げに効果的で、太い棒材に必要な力を提供します。ロールベンダーは汎用性が高く、さまざまな形状に対応できますが、ローラーの直径と曲率によって複雑さが制限される場合があります。
Eastwood Metal Rod Forming ToolやCNCベンダーなどの専用ツールは、複雑で大量のプロジェクトに最適で、精度と自動化を提供します。適切なツールを選択する際には、材料の厚さ、希望する曲げ半径、作業量を常に考慮してください。安全で効果的な曲げ加工のために、適切な安全装置を使用し、作業スペースを確保するようにしてください。
鋼材を曲げる際のひび割れを防ぐには?
鋼材の曲げ加工で割れを防ぐには、材料特性、曲げ技術、工具の選択を考慮する必要があります。まず、延性の高い鋼材ほど割れが発生しにくいため、延性の高い鋼材を選びます。C-1010のような柔らかい鋼材は、A36のような硬い鋼材に比べ、曲げ加工に適しています。
曲げ半径は、少なくとも材料の厚みと同じにします。厚い材料では、割れを防ぐために曲げ半径を大きくする必要があります。特に大型のプロジェクトや太い棒材には、プレスブレーキのような精密な工具を使用し、コントロールと一貫性を高めます。曲げ加工中に連続的に力を加えることで、亀裂につながるような急激な応力箇所を発生させることなく、希望の形状を維持することができます。
棒鋼の曲げ加工にはどのような技術がありますか?
棒鋼の曲げ加工にはいくつかの手法があり、それぞれ異なるプロジェクトの要件や材料特性に適しています。ここでは、主な方法をご紹介します:
- コールド・ベンディング:熱を加えずに室温で棒鋼を曲げる技術。より細い棒材や小規模なプロジェクトに適している。バイス、ハンマー、プライヤーなどの工具を使用します。
- ホット・ベンディング:この方法では、棒鋼を赤熱するまで加熱する。加熱にはトーチ、鍛造機、アーク溶接機などが使われる。加熱された棒鋼は、ハンマーのような工具や専用の曲げ装置を使って曲げられる。この技法は、太い棒材や複雑な形状に最適で、ひび割れのリスクを減らすことができる。
- マニュアル曲げ:この単純な方法は、体力と基本的な工具に頼る。鉄の棒を万力で固定し、ハンマーや曲げ治具を使い、手作業で力を加えて曲げる。
- 機械による曲げ加工:プレスブレーキやシートメタルブレーキのような機械を使用する主な利点は、精度と一貫性です。これらの機械は、最小限のスプリングバックで正確な曲げを保証し、大規模または高精度のプロジェクトに適しています。
- ロール曲げ:棒鋼をローラーに通して曲線や円筒形を作る技術。複雑で滑らかな仕上がりの形状を製造する際によく使われる。
- 回転曲げ:ロータリーベンディングマシンは、中心軸の周りに棒鋼を曲げ、円形またはらせん状の形状を作成するために使用されます。この方法は、様々な金属加工プロジェクトにおける複雑な円形プロファイルに最適です。
曲げ技術を選択する際は、降伏強度や延性など棒鋼の材料特性を考慮し、曲げ半径が割れを防ぐのに十分であることを確認してください。曲げ加工中は、常に安全ガイドラインに従って自分の身を守ってください。
棒鋼の曲げ半径の計算方法は?
棒鋼の曲げ半径を計算するには、鋼材の種類、厚さ、希望の曲げ角度を考慮する必要があります。曲げ半径は、ひび割れなどの損傷を起こさずに棒鋼を曲げることができる最小半径です。
まず、棒鋼の材料特性を調べます。軟鋼やステンレス鋼など、鋼材の種類によって曲げ半径は異なりますが、これは材料の強度と延性が異なるためです。一般に、厚い棒鋼では、割れを避けるために曲げ半径を大きくする必要があります。
次に、一般的なガイドラインに従う:
- 細い棒材(厚さ6mm以下)の場合、最小曲げ半径は通常、材料の厚さに等しい。
- ミディアム・バー(厚さ6~12mm)の場合、曲げ半径は一般に材料の厚さの1.2~1.5倍である。
- 厚い棒材(厚さ12mm以上)の場合、曲げ半径は材料の厚さの1.5倍から2.5倍となる。
曲げ方法を検討する。手作業による曲げ加工は、小規模なプロジェクトに適していますが、精度に欠ける場合があります。プレスブレーキなどの機械による曲げ加工は、制御性が高く、太い棒材や大きな棒材に最適です。
計算例:厚さ8mmの軟鋼棒を曲げる場合、適切な最小曲げ半径は12~16mmです。
これらの原理を理解し、適切な工具を使用することで、棒鋼プロジェクトに最適な曲げ半径を達成することができます。
棒鋼を曲げる際の安全上の注意点は?
鉄筋を曲げる際には、事故を防ぎ、安全な作業環境を確保するために、特定の安全注意事項に従うことが極めて重要です。ここでは、その主な手順をご紹介します:
- 保護具の着用:飛散する粉塵から目を保護するために安全ゴーグル、鋼鉄を安全に取り扱うために厚手の手袋、滑らないように滑り止めのついた靴、粉塵を吸い込まないように防塵マスク、大きな機械音から耳を保護するために耳栓を必ず使用すること。
- 適切なトレーニング:曲げ機械の操作について十分な訓練を受けていることを確認してください。機器の機能、安全機能、メンテナンス手順を熟知してください。経験豊富なオペレーターによる実地訓練を強くお勧めします。
- マシンチェック:使用前にベンディングマシンに損傷がないか点検し、すべての部品が確実に固定され機能していることを確認してください。運転中は絶対に改造しないでください。
- ワークスペースの構成:作業スペースは清潔に保ち、つまずきの危険がないようにする。緊急事態に備え、近くに同僚がいることを確認してください。
- 材料の準備:スチール・バーの汚れや錆を落とし、正確な結果を得るために曲げ部分を正確に測定して印を付ける。
- 取り扱い注意:濡れたスチール・バーや油分を含んだスチール・バーは滑りやすく、グリップしにくいため、取り扱いには十分注意してください。
これらの注意事項に従うことで、安全かつ効果的に鉄筋を曲げることができます。
プロジェクトに適した棒鋼を選ぶには?
プロジェクトに適した棒鋼を選ぶには、以下の重要な要素を考慮してください:
- 機械的特性:用途に必要な引張強さと降伏強さを評価する。棒鋼が折れずに曲げに耐える十分な延性を持つことを確認する。
- 耐食性:腐食環境(海洋など)のプロジェクトでは、ステンレス鋼など耐食性の高い鋼材を選択する。
- サイズと形状:プロジェクトに適した直径と長さのスチールバーをお選びください。必要に応じて特注サイズも承ります。
- コストと入手可能性:ご予算とプロジェクトの品質要求のバランスをとりましょう。高品質な鋼材は高価ですが、耐久性に優れ、メンテナンスコストも低く抑えられます。
- 環境条件:適切な鋼種を選択するために、水分、温度、化学薬品への暴露などの使用環境を考慮する。
これらの要素を評価することで、選択した鉄筋がプロジェクトの構造的、機能的、安全的ニーズを満たすことを確認できます。