

溶接された構造部品を製造する際には、一連の必要な措置が取られるものの、残留変形が避けられないことが多い。従って、残留変形が技術的要件を超える場合には、それを修正する措置を取らなければならない。
一般的な補正方法には、手動補正、機械補正、火炎補正、電磁補正などがある。
1.手動補正方法
手動矯正法では、ハンマーのような工具を使って溶接部の変形部分を叩く。この方法は主に、小型で単純な溶接物の曲げ変形や、薄板の波状変形に用いられます。
2.機械的矯正法
油圧プレス、ジャッキ、専用の矯正機、ハンマーなどがよく使われる。外力を加えることで、溶接の変形方向と反対側の部材に塑性変形を生じさせ、互いを中和する。図9-80に、溶接後に曲がったI形鋼をプレスやジャッキを使って機械的に矯正する様子を示します。I形鋼フランジの角度変形は、図9-81に示すローラーマシンを用いて矯正することができる。
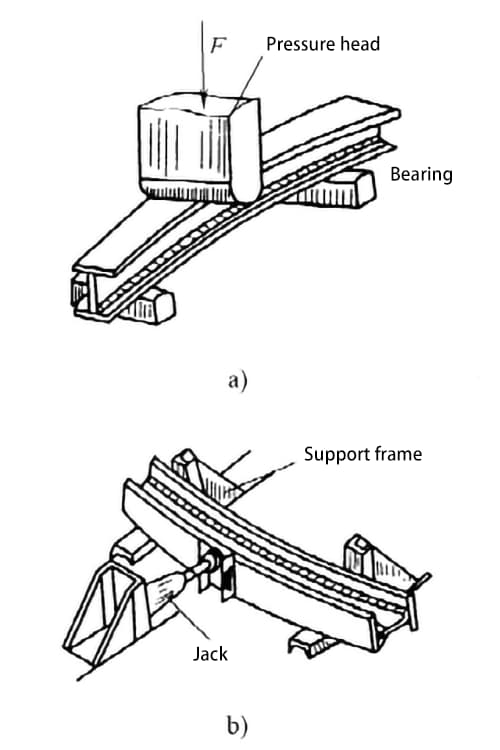
a) プレス補正 b) ジャック補正
溶接後の変形は、主に溶接部とその近傍の収縮に よって引き起こされる。溶接部に沿って鍛造や圧延を行ない、塑性伸びを実現すれば、溶接時に発生する塑性変形を補うことができ、変形をなくすことができる。数量の少ない小さな溶接部品は、一般にハンド・ハンマーで鍛造する。規則的な溶接部を持つ薄板構造物の場合、圧延装置を使用して溶接部とその近傍を圧延することができ、良好な技術的および経済的効果を得ることができる。
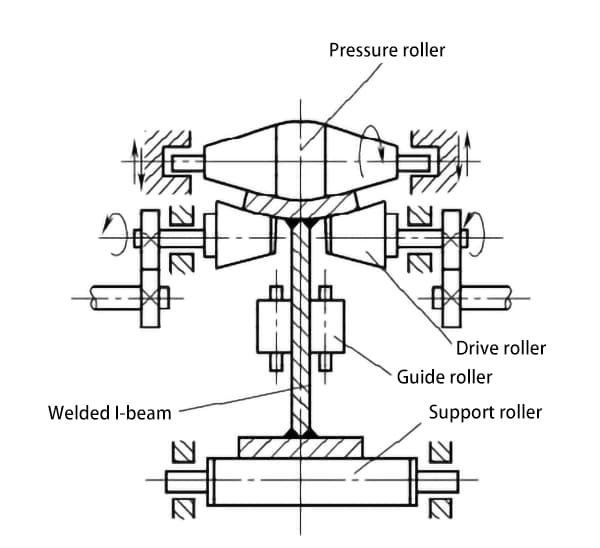
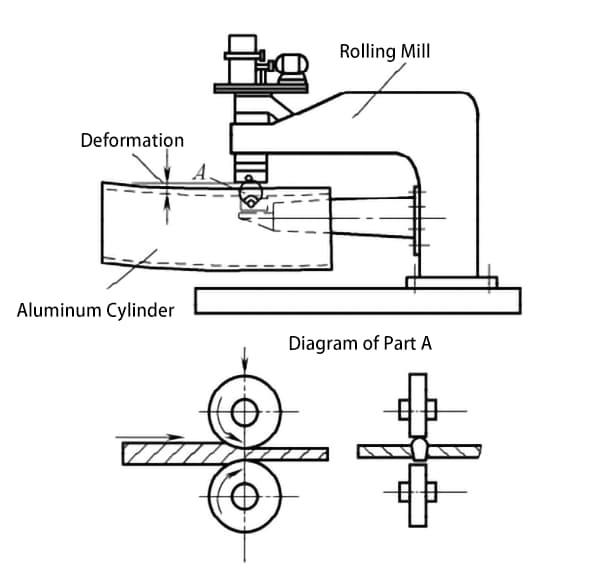
図9-82に、溶接後のアルミニウム円筒の曲げ変形を、溶接機で矯正する模式図を示す。 圧延機長手方向の継ぎ目が圧延されます。加圧ローラーの方向を変えることで、円周溶接部を圧延することもできます。溶接部の圧延鍛造は、残留溶接変形を除去するだけでなく、残留溶接応力も除去します。
機械的な修正方法は、中型や小型の溶接部品の単純な構造にのみ適している。
3.火炎補正法
火炎矯正法は、加熱矯正法とも呼ばれ、火炎を熱源として金属を局部的に加熱し、圧縮塑性変形させる。金属が冷えると収縮し、この収縮による変形を利用して溶接による残留変形を打ち消す。
この方法は一般にガス・トーチを使用し、特別な装置を必要としない。操作が簡単で便利、柔軟性があり、大きく複雑な構造物の修正にも使用できる。
(1) 炎上修正の3つの要点
火炎補正の効果を決定する主な要因は、加熱位置、加熱温度、加熱領域の形状の3つである。
1) 加熱位置
これが成否を分ける重要な要素である。不適切な加熱位置は、変形を矯正できないばかりか、既存の変形を悪化させる可能性さえある。したがって、選択した加熱位置は、溶接による残留変形と反対方向の変形を引き起こし、それを打ち消すものでなければならない。
曲げ変形や角度変形の主な原因は、溶接部が被加工 材の中立軸の片側に集中していることである。これらの変形を矯正するには、図9-83に示すように、中立軸の反対側に加熱位置を選ぶ必要があります。加熱位置が中立軸から遠ければ遠いほど、矯正効果は高くなります。
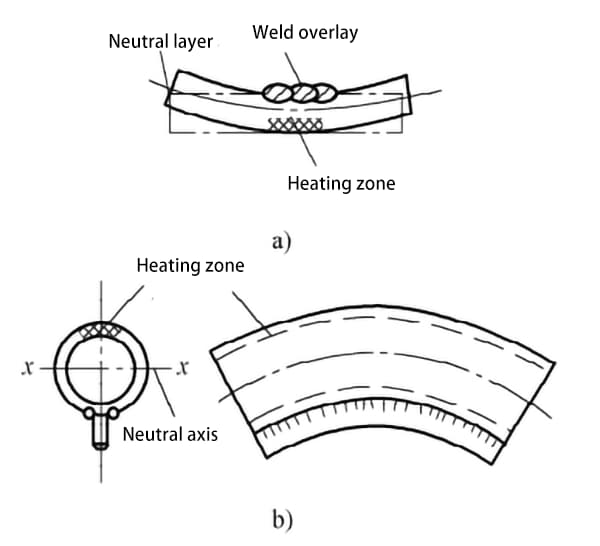
a) 肉盛溶接による角度変形 b) フィン付き チューブ曲げ 変形
2) 加熱温度
加熱部位の温度が隣接する非加熱部位の温度より高くなければならず、加熱された金属が熱膨張して閉塞し、圧縮塑性変形が生じる。厚い炭素鋼板や剛性の高い溶接部品の場合、局部加熱温度が100℃を超えると、圧縮塑性変形が発生する可能性がある。生産現場では、構造用鋼の火炎矯正加熱の温度は、一般に600~800℃の間で制御される。
現場での温度測定は不便であるため、一般に加熱部分の色を目で観察しておおよその温度を推定する。表9-13に加熱中の鋼板表面の色と対応する温度を示す。
表9-13 鋼板表面の色と対応する温度
| カラー | 温度 (°C) |
|---|---|
| ダークブラウン・レッド | 550-580 |
| ブラウン・レッド | 580-650 |
| ダーク・チェリー・レッド | 650-730 |
| ディープ・チェリー・レッド | 730-770 |
| チェリーレッド | 770-800 |
| ライト・チェリー・レッド | 800-830 |
| ブライト・チェリー・レッド | 830-960 |
| オレンジ・イエロー | 960-1050 |
| ダーク・イエロー | 1050-1150 |
| ブライト・イエロー | 1150-1250 |
| ホワイト・イエロー | 1250-1300 |
3) 加熱エリアの形状。
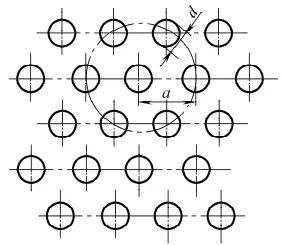
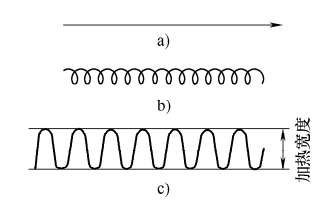
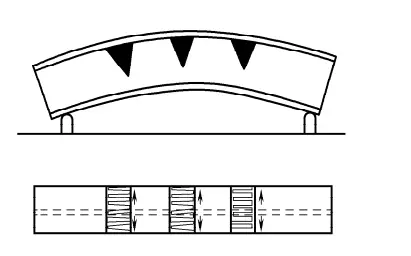
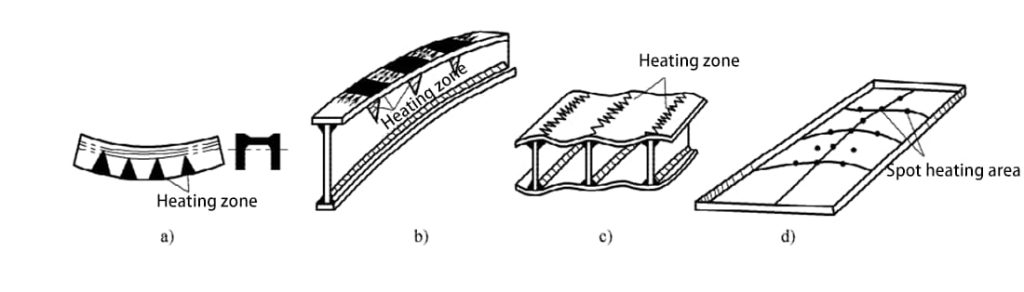
加熱領域の形状には、図9-84に示すように、ドット、ストライプ、トライアングルがあり、ドット加熱を図9-85に、ライン加熱を図9-86に、トライアングル加熱を図9-87に示す。
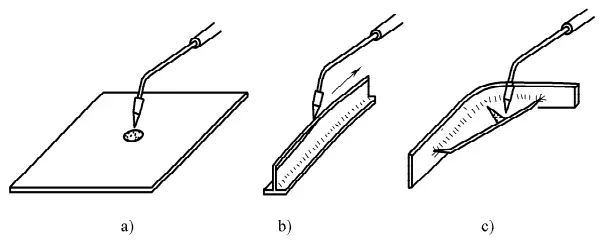
a) ドット b) ストライプ c) 三角形
a) ストレートスルー加熱 b) チェーン加熱 c) バンド加熱
(2) 一般的な火炎補正方法
火炎による溶接変形の一般的な矯正方法を表9-14に示す。
表9-14 加熱による溶接変形の矯正方法
| 加熱方式 | 方法 | 注 |
| 点火式暖房 (図9-85参照) | 変形に応じて、熱は1箇所または複数箇所に加えることができる。 d=φ15~φ30mm a=50~100mm | 1.通常、オキシアセチレン中性炎を使用する。 2.矯正する素材の特性に注意する。 3.職場の環境温度に注意する 4.薄い板を修正する場合は、木槌を使って打ち付ける。 5.まず、変形に応じた加熱位置とステップを計画する。 6.熱処理された高強度鋼の場合、加熱温度は焼戻し温度を超えないこと。 7.水冷と火炎補正を併用する場合は、注水前に鋼材が赤色を失うまで冷却する。 8.加熱位置は通常、溶接部から遠い。 9.修正後の後続工程が溶接またはガス切断の場合、火炎修正工程で必要な量の逆変形を行うことができる。 10.加熱プロセス中の温度に対応する色を表9-13に示す。 |
| リニア加熱 (図9-86参照) | 炎は直線方向に移動し、幅方向に横揺れすることもでき、加熱幅は板厚の0.5~2倍である。 | |
| 三角加熱 (図9-87参照) | 修正したスチールの端で、頂点が内側に向くように三角形に熱する。 | |
| 熱、水、電力を組み合わせて使用する。 | 薄板構造を加熱矯正する場合、水冷や外力を同時に使用することで矯正効果を高めることができる。 |
溶接変形の火炎補正の例を図9-88に示す。
a) 非対称アーチ鋼の横曲げ
b) 非対称I形梁の上方へのたわみ
c) バット・アーチ・ジョイントの角度変形
d) 中薄板の波状変形
(3) 炎補正後の試験結果
一般的に使用される低合金鋼の火炎補正試験結果を表9-15に示す。
表9-15 一般的な低合金構造用鋼の火炎補正後の部分試験結果
| 鋼種 | 実験的結論と注意事項 |
| 14MnNb | 溶接疲労梁の火炎補正試験は、火炎補正が鋼材の特性にほとんど影響しないことを示している。 |
| Q345 (16Mn) | 良好な火炎補正と熱水屈曲プレート付き ① 性能を発揮する。水熱曲げ板の加熱温度が650℃前後であれば、機械的特性はほとんど影響を受けず、850~900℃で加熱しても、十分な強度と塑性を有する。 |
| Q390(15MnV) | オキシアセチレン火炎による局部加熱修正は、鋼の機械的性質に影響を与えない。 |
| Q420 | オキシアセチレン火炎による局部加熱修正は、鋼の機械的性質に影響を与えない。 |
| 14MnVTiXt | オキシアセチレン火炎による局部加熱修正は、鋼の機械的性質に影響を与えない。 |
| 10MnPNbXt | 酸素アセチレン炎による局部矯正は、鋼の機械的性質に影響を与えない。 |
| Q390(15MnTi) | オキシアセチレン火炎による矯正が可能で、薄鋼板は水熱曲げ板を使用することもできる。 |
| 08MnPXt | 局所火炎焼付けで変形を矯正する場合、温度は600~700℃が望ましい。600~700℃では結晶粒が成長し始め、700~800℃ではウィドマンシュテッテン組織が現れるからである。 |
| Q345 (09MnCuPTi) | 薄板の結晶粒は900℃でも微細であり、ウィドマンシュテッテン構造は900~1000℃で出現するため、局部焼付け補正の温度は700~800℃とし、熱水補正の使用を避ける。 |
水火曲げ鋼板は、造船における工程名である。この工程は、火炎矯正と全く同じで、火炎を使って鋼板を局部的に加熱し、目的の変形を得るもので、加熱の過程で水による急冷が行われる。







