
金属材料の熱矯正において、最も広く使用されているのは、オキシアセチレン火炎を用いた火炎矯正である。火炎矯正は、材料の準備作業に使用されるだけでなく、製造プロセス中の構造物の変形を修正するために使用することができます。火炎矯正の便利さ、柔軟性、低コストにより、その応用は比較的広範囲に及んでいる。
金属材料は熱膨張と熱収縮という物理的性質を持っている。局部的に加熱されると、加熱された部分は膨張するが、周囲の材料が低温であるため、膨張は妨げられる。この時、加熱された金属は圧縮応力を受けている。加熱温度が600~700℃になると、圧縮応力がその温度での材料の降伏強度を超え、圧縮塑性変形が生じる。
加熱を止めた後、金属は冷えて収縮し、その結果、加熱された部分の金属繊維は以前より短くなり、新たな変形が生じる。火炎矯正は、金属の局所加熱によって生じた新たな変形を利用して、元の変形を矯正する。従って、火炎の局所加熱によって生じる変形パターンを理解することは、火炎矯正をマスターする上で極めて重要である。
図1は、鋼板、アングル鋼、T型鋼の加熱時と加熱後の変形を示している。図1の三角形は加熱部を示す。加熱部の金属繊維が冷却により収縮すると、形鋼は加熱側に曲がる。
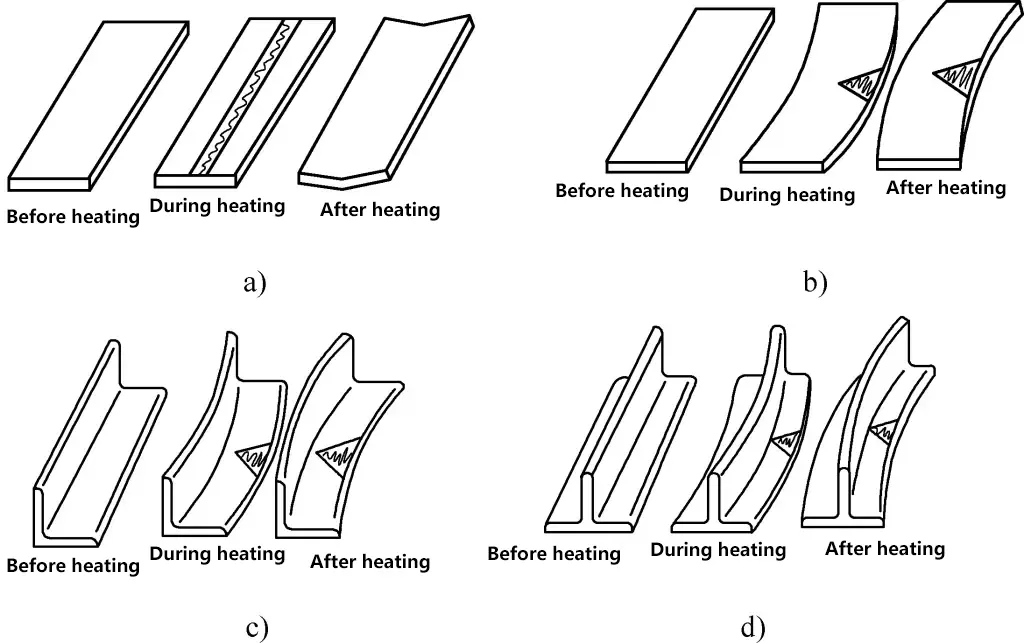
a), b) 鋼板
c) アングル鋼
d) T型鋼
火炎矯正の際、加熱による変形を相殺し矯正するために、元の変形とは反対方向に変形させなければならない。火炎矯正加熱の熱源は、高温で加熱速度が速いので、通常、酸素アセチレン炎である。
I.火炎矯正作業方法
火炎矯正は手作業である。より良い矯正結果を得るためには、ワークの変形状態に応じて、火炎の加熱位置、時間、温度を制御する必要があります。加熱位置が異なれば、異なる方向の変形を矯正することができる。加熱位置は、金属繊維の長い部分、すなわち曲げ変形が発生する材料の外側を選ぶべきである。
さらに、加熱されたワークピース上の加熱領域の形状は、矯正方向と変形量に大きく影響する。加熱領域を通過する繊維長の差が最も大きい方向が、被加工物の曲げ変形が最も大きい方向である。変形量は加熱部を通過する長さの差に比例する。熱量の異なる炎を使用することで、さまざまな矯正能力を得ることができる。
炎の熱量が不足すると、加熱時間が長くなり、加熱面積が拡大し、平行繊維間の変形差が小さくなり、変形を平坦にすることが難しくなる。したがって、加熱が早く集中するほど矯正能力は強くなり、矯正変形量も大きくなる。
低炭素鋼や通常の低合金鋼の火炎矯正には、600~800℃の加熱温度が一般的に使用される。一般に加熱温度は金属の過熱を避けるため、850℃を超えないようにする。しかし、加熱温度が低すぎても矯正効率が悪くなるので、低すぎてもいけない。加熱温度は、表1に示すように、製造時に加熱したときの鋼材表面の色で大まかに判断することができ、その精度は経験に依存する。
表1 スチールの表面色と対応する温度(暗所で観察)
| カラー | 温度 |
| 深い茶褐色 | 550~580 |
| ブラウン・レッド | 580~650 |
| ダークチェリー・レッド | 650~730 |
| 濃いチェリーレッド | 730~770 |
| チェリーレッド | 770~800 |
| 明るいチェリーレッド | 800~830 |
| 鮮やかなチェリーレッド | 830~900 |
| オレンジイエロー | 900~1050 |
| ダークイエロー | 1050~1150 |
| 明るい黄色 | 1150~1250 |
| ホワイト・イエロー | 1250~1300 |
異形ワークの表面加熱には、点加熱、線加熱、三角加熱の3つの方法がある。
点状加熱とは、ある直径の範囲を丸くスポット状に加熱すること。ホットスポットの形状や数は、鋼材の変形状態に応じて決定される。多点加熱では一般的に梅の花パターンが用いられ(図2a参照)、各点の直径dは厚板では大きく、薄板では小さくするのが適切で、一般的には15mm以上である。
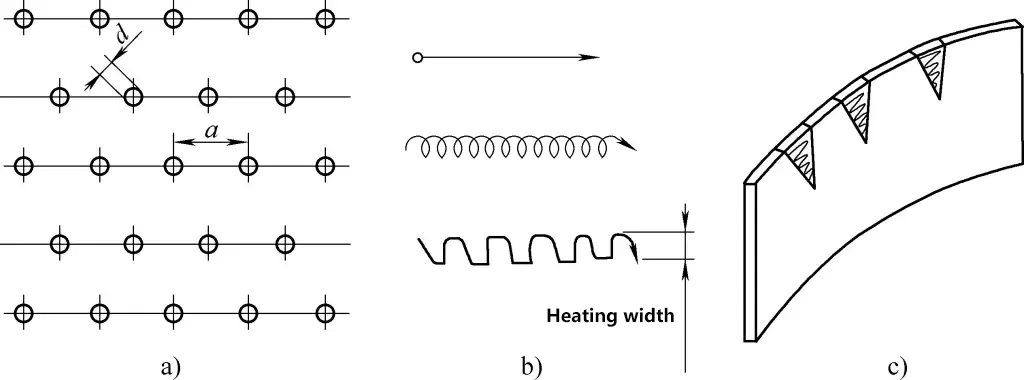
a) ポイント加熱
b) ライン加熱
c) 三角加熱
変形が大きいほど、点間距離aは小さくなるはずで、一般的には50~100mmである。
加熱中、炎が直線方向に動くか、同時に一定の横幅方向に振れる場合をライン加熱という。直進加熱、チェーン加熱、ベルト加熱の3種類がある(図2b参照)。一般に加熱線の横方向の収縮は縦方向の収縮よりも大きく、加熱線の幅が大きくなるほど収縮量は大きくなり、加熱線の幅は一般に鋼材の厚さの0.5~2倍である。ライン加熱は通常、変形が大きい構造物に使用される。
加熱面積が三角形の場合、三角加熱と呼ばれる(図2c参照)。加熱面積が大きいため収縮量も大きく、三角形の高さ方向に加熱幅が不均一なため収縮量も不均一となり、大きな曲げ変形矯正が得られ、剛性の高い部品や大きく変形した部品の曲げ変形矯正によく用いられる。
表2に、一般的な鋼材のアセチレンフレーム矯正法を示す。
表2 一般的な鋼材のアセチレン炎矯正法
| ブランク素材 | オリジナルの変形 | 加熱方式 | スケッチ | 説明 |
| 薄鋼板(厚さ8mm以下) | 中央の膨らみ | ポイント暖房 | 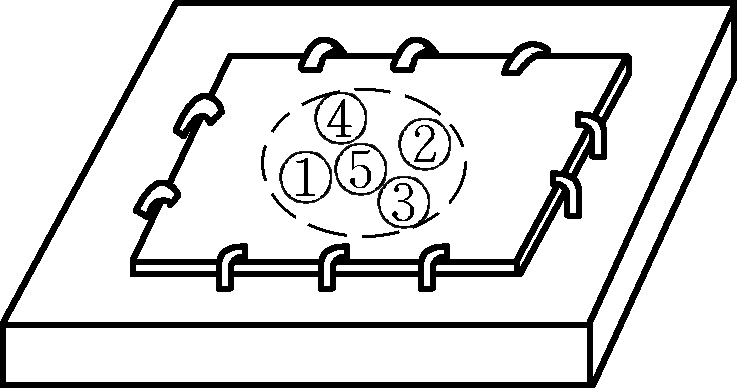 | バルジを上に向け、カマテンでクランプする。ホットスポットの間隔は50~100mm。変形が大きい場合は小さい値を使用する。ホットスポットの直径≥15mm、最大板厚を取る。変形面積が大きい場合は、加熱点を増やす。加熱順序は図を参照のこと。 |
| リニア加熱 | 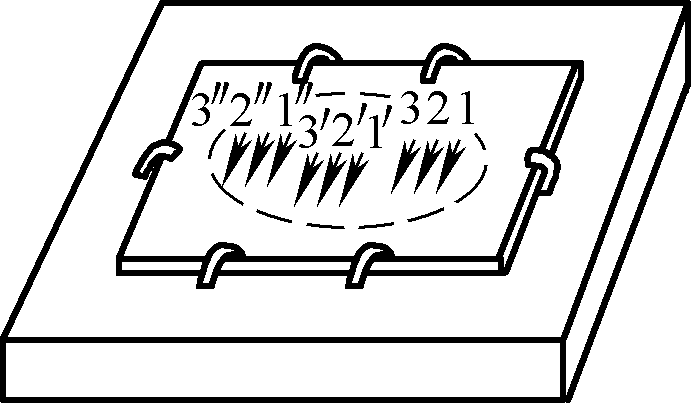 | 膨らんだ部分を上に向けて台にクランプする。加熱線の軌跡には、直線、波線、螺旋線の3種類がある。後者の2つは幅が板厚の(0.5~2)倍である。加熱線に沿った縦方向の収縮は横方向の収縮より小さい。変形が大きい場合、線幅を大きくし、線間隔を小さくすることができる。 | ||
| 片側が波打っている | リニア加熱 |  | 膨らんだ部分を上に向け、変形していない3辺をクランプし、まず膨らんだ部分の両側を加熱し、次に膨らんだ部分に向かって周囲を囲み、必要に応じて加熱を繰り返す。 | |
| 厚鋼板 | アーチ型屈曲 | リニア加熱 |  | 台の上に置き、最も高い部分を600~800℃に加熱し、加熱深さは板厚の1/3を超えないようにし、必要に応じて加熱を繰り返すことができる。 |
| 鋼管 | 曲げ | スポット暖房 |  | 凸面(1列または複数列のスポット)を加熱し、スポットからスポットへ素早く移動し、1列ずつ加熱する。スポットからスポットへの移動速度は素早く、1列ずつ加熱する。 |
| T型鋼 | サイド・ベンディング | トライアングル暖房 | 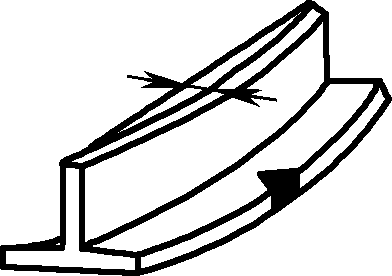 | 水平プレートの膨らんだ部分を加熱する |
 | 垂直プレートの膨らんだ部分を加熱する | |||
| アングル鋼 | 外部曲げ | トライアングル暖房 |  | 盛り上がった部分を加熱する |
| Iビーム | サイド・ベンディング | トライアングル暖房 | 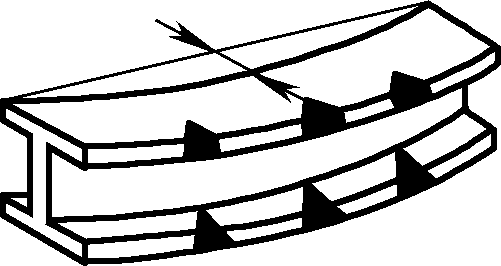 | 盛り上がった部分を加熱する |
| チャンネル・スチール | 局所的な側屈 | リニア加熱 |  | 2本の溶接トーチが同時に波状加熱を行う |
| スチールシリンダー | 曲率が大きすぎる | リニア加熱 |  | 発電ラインに沿った熱 |
| 曲率が小さすぎる |  |
II.火炎矯正作業の注意事項
整炎作業では以下の点に注意してください:
1) 加熱速度を速くし、熱を集中させ、加熱ゾーン外の加熱面積を最小にすることで、矯正効果を向上させ、局所的な収縮量を大きくすることができる。
大きな変形領域を修正する場合、複数のポイントまたは複数の加熱ラインを使用する場合でも、加熱領域が重ならないようにする必要があります。矯正の前に、変形領域の大きさと程度に応じて、加熱のための点と線、およびその方向をマークする必要があります。一回の加熱では、すべての点と線が均等に分布し、対称で、ずらされていなければならない。
全加熱工程はバッチで行わなければならない。1バッチが矯正要件を満たせば、それ以上の加熱は必要ない。無計画な矯正工程は、矯正効果を確実にし、加熱部分の重なりを避けることができるため、禁止されている。
各バッチの加熱点および加熱線の前後順序は、変形領域の端から開始しなければならない。変形領域の中央部での過度の集中加熱は、その領域の材料特性のために、その領域で過度の変形を引き起こし、その後の矯正を困難にするため、禁止されている。
2)実際の矯正作業では、金属の収縮を促進し、矯正効率を向上させるために、加熱後に水を使用して加熱部分を急速に冷却することが一般的です。純粋な火炎矯正に比べ、効率は3倍以上になる。この方法は水火矯正法として知られている。
水と火による矯正法には一定の限界がある。厚さ2mmの低炭素鋼板を矯正する場合、加熱温度は一般的に600℃を超えないようにし、水と火の距離を近づける必要がある。
厚さ4~6mmの鋼板を矯正する場合、加熱温度は600~800℃とし、水と火の距離は25~30mmとする。8mmより厚い鋼板を矯正する場合、水冷による応力が大きいため、一般的に水冷は考慮されない。硬化傾向のある鋼板(通常の低合金鋼板など)の場合は、水と火の距離を大きくする必要がある。
硬化傾向の強い材料(中・高炭素鋼や合金鋼など)の場合、水火矯正法は使用できず、変形を促進するためにある程度の空冷を行うしかない。鋼板を曲げ矯正する場合、加熱深さは板厚の1/4~1/3以内にコントロールし、深すぎないようにしないと、火炎矯正の効果に大きく影響する。
火炎矯正は矯正効果の大きい方法であるが、特に細長い部品の矯正や薄板の平坦化矯正など、火炎矯正の影響を特に受けやすいワークに対しては、変形量の制御が比較的苦手である。
したがって、このような変形量の大きいワークピースの矯正には、火炎矯正は、その後の機械的矯正によって補完される大まかな矯正方法としてのみ使用することができる。変形量が小さく、要求の高いワークピースの矯正には、火炎矯正を使用すべきではない(禁止されている)。
3) 加熱部の収縮を促進するため、ハンマーで叩くこともあるが、鉄のハンマーではなく、木か銅のハンマーを使わなければならない。