I.概要
1.高圧水切断の原理
高圧水切断の原理は、水を100~400MPaの超高圧に加圧し、音速の2~3倍の速度で絞りオリフィス(Φ0.15~Φ0.4mm)を通して被切断物に噴射し、水の位置エネルギーをウォータージェットの運動エネルギーに変換し、流速を最大900m/s以上にする。高速・高エネルギー密度のウォータージェットの衝撃を利用し、鋭利な刃物のように切断を行います。
高圧水切断技術で切断できる材料の範囲は非常に広く、各種金属およびその合金(ステンレス、チタン、アルミニウム、銅など)、セラミック材料、ガラス、石材、木材、針葉樹、プラスチック、ゴム、多層複合材料、ハニカム材料、コンクリートなど、従来の切断方法では切断できない、あるいは切断が困難な多くの材料を切断することができる。
2.高圧水切断の分類
(1) 純水タイプ。
主に非金属材料の切断に使用され、シンプルな設備で低コストだが、切断能力は低い。
(2) 高圧研磨タイプ。
研磨粒子はウォータージェットに加えられ、混合後、研磨ウォータージェットを形成する。ウォータージェットは研磨粒子を加速させるキャリアの役割を果たす。砥粒の質量が大きく硬度が高いため、砥粒ウォータージェットの運動エネルギーは大幅に増加し、切断の主な方法となる。 金属.
高圧水と研磨剤はパイプを通して切断ガンに送られ、切断ガンの混合室で混合され、ノズルから噴射され、水圧は通常100~400MPaである。
(3) 低圧研磨タイプ。
水と研磨材は加圧貯蔵タンクであらかじめ混合され、混合された研磨材スラリーは、通常20~100MPaの比較的低い水圧で、噴霧のために切断ガンのノズルに送られる。
3.高圧水切断の特徴
(1)切断部の温度上昇が非常に小さく、切断部の温度は100℃以下であり、被加工物に熱変形や熱影響部がないため、切断される材料の材質や特性が変化しない。
(2)切り口の品質が高く、バリがなく、スラグが垂れ下がらず、切断面が垂直で平らで、平滑度が高い。
(3)切断幅が比較的小さい。純水切断の場合、ウォータージェットの直径は0.1~0.5mm、研磨タイプのノズル口径は1.2~2.5mm程度である。
(4)ワークのどの位置からでも、切削を開始または停止できる。
(5) 人体に有害なガスや粉塵を発生しないこと。
(6) 直火厳禁の場所でも使用できる。
主な問題は、ノイズが大きすぎることで、98~106dBに達し、ノイズのピーク周波数は2~3kHzで、かなり厳しいので、オペレーターは耳栓をする必要がある。
II.高圧ウォータージェットカッターの構成
高圧ウォータージェットカッターは、一般に図1に示すように、高圧水生成装置、切断ガンとノズル、駆動装置、水処理装置、水回収タンクから構成される。
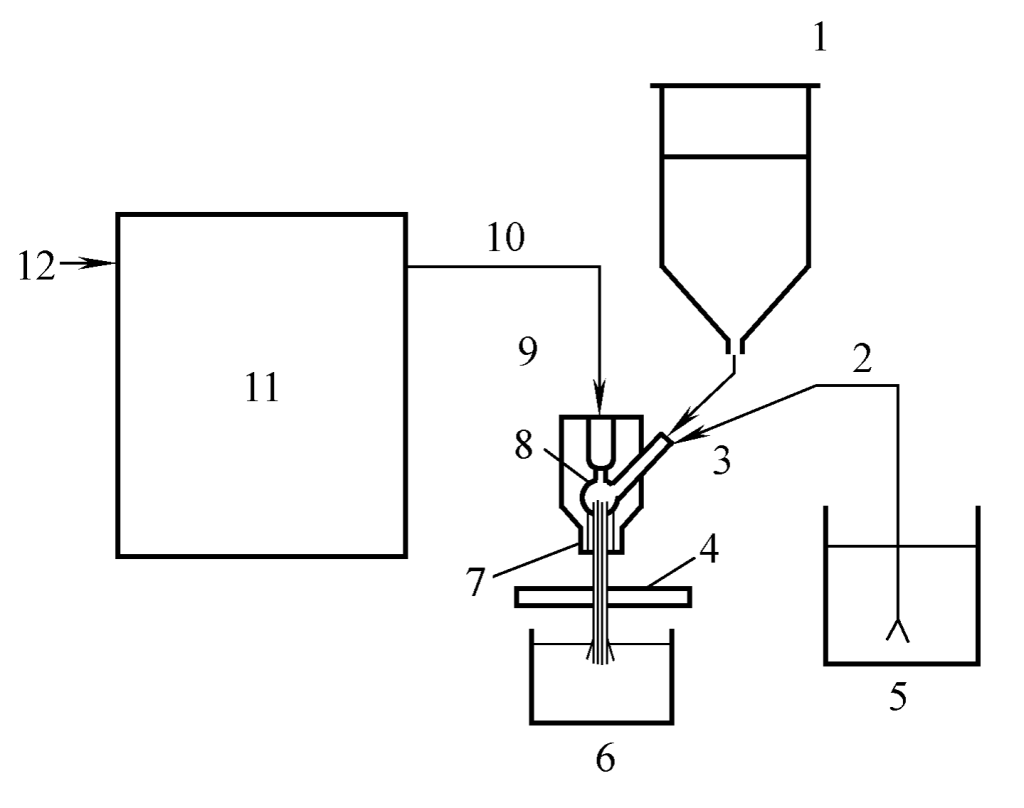
1 - 研磨剤ホッパー
2 - 研磨剤またはスラリー
3 - 研磨剤インレット
4 - ワーク
5 - 研磨剤スラリー供給タンク
6 - 集水タンク
7 - 研磨ノズル
8 - ウォーターノズル
9 - カッティングガン
10 - 高圧水
11 - 超高圧ポンプ
12 - ウォーター・インレット
1.高圧水生成装置
一般的には、ポンプから供給される高圧水を20~32MPaから100~400MPaの超高圧にするためにブースターが使用される。
2.カッティングガンとノズル
切断ガンとノズル部品の構造概略図を図2に示す。純水タイプのノズルは、ほとんどがダイヤモンドやサファイアでできており、シンプルな構造で、ノズル孔は直径0.1~0.5mmの直円筒形である。
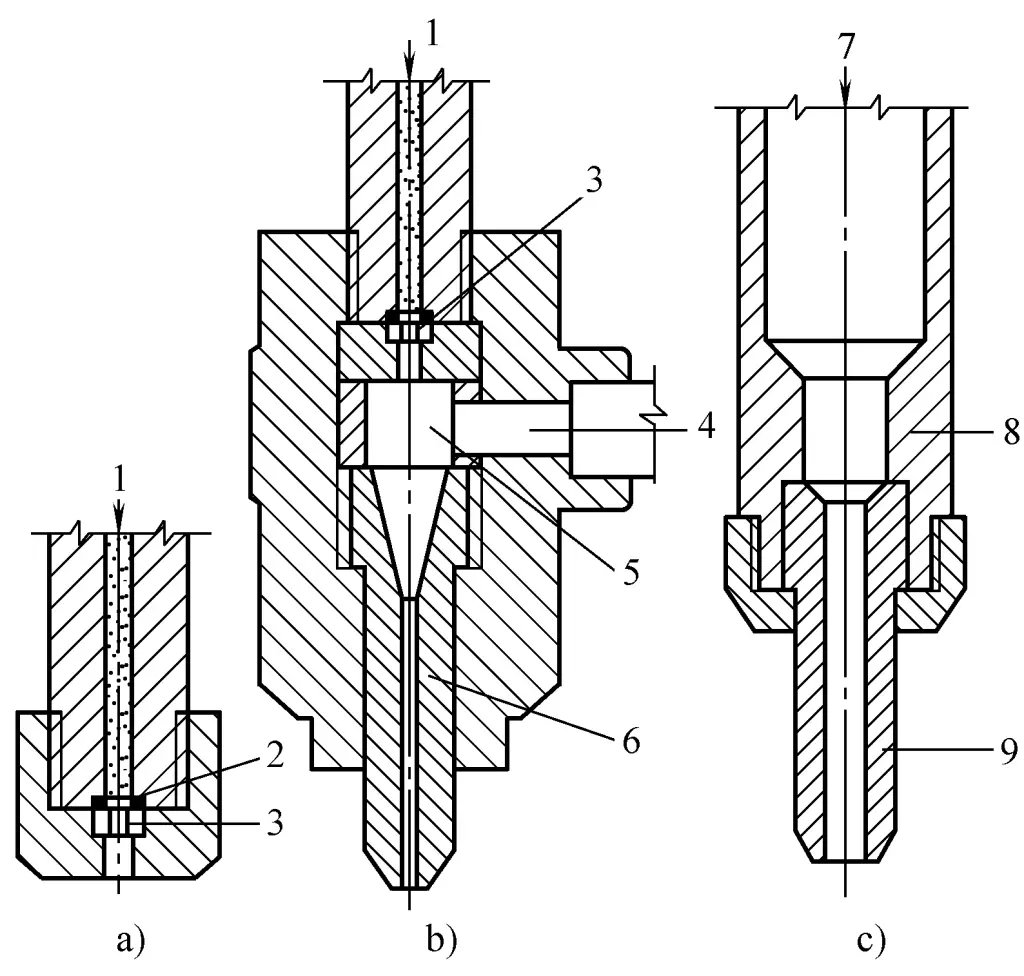
a) 純水タイプ
b) 砥粒入り高圧タイプ
c) 低圧研磨タイプ
1-高圧水
2-シーリングガスケット
3-ウォーターノズル
4-研磨剤
5-ミキシング・チャンバー
6-研磨ノズル
7-研磨剤入り高圧水
8 全切削ガン本体
9 ノズル
研磨剤タイプ(高圧)の構造は比較的複雑で、水ノズルの材質と口径は純水タイプと同じですが、研磨剤ノズルはタングステンカーバイドなどの硬質合金が一般的です。ノズル流路は2つの部分からなり、上部はゆっくりとテーパーが変化する円錐形、下部は非常に長い直円筒形で、開口部は1~2mmである。低圧プレミックス研磨剤の形で使用されるノズル(図2c参照)も炭化タングステン製だが、円錐部分は短い。
3.駆動装置
通常、X軸に沿って移動するワークテーブルとY軸に沿って移動する切断ガンを採用する。最大駆動速度は約50m/分である。位置決め精度は±0.1mm、繰り返し精度は±0.03mmに達する。切断プロセス中、ノズルとワークの間の距離を比較的安定的に維持するために、金属を切断する場合、静電容量式高さ自動調整装置が一般的に装備されている。
4.水処理装置
ろ過と化学処理を含む。0.45μm以上の水中の浮遊粒子をろ過した後、イオン交換または逆浸透膜を使用して化学処理を行い、水中のその他の望ましくない化合物を除去する。
5.集水タンク
噴出した水と研磨材を回収するために使用する。噴出した水と研磨材には運動エネルギーと騒音が残っているため、一般的に金属球を集水槽に入れて緩衝する。
6.いくつかの研磨剤の硬度
(表1参照)
表1 各種砥粒の硬度
| 研磨剤 | 硬度(モース硬度/ビッカース硬度) |
| 石英砂(SiO2 ) | 7/1000 |
| オリビン(Mg2SiO4 フェ2SiO4 ) | 6.5/800 |
| ニッケルスラグ (Fe2O3 SiO2 など) | 7/1000 |
| 銅スラグ (Fe2O3 SiO2 など) | 7~7.5/1000~1200 |
| アルデュールサンド (Fe2O3 SiO2 アル2O3 ) | 7~7.5/1000~1200 |
| ケイ酸ジルコニウム(ZrSiO4 ) | 7.5/1200 |
| コランダム2O3 ) | 9/2100 |
III.高圧水切断のプロセスパラメーター
表2 金属材料の砥粒高圧水切断のプロセスパラメータ
| 素材 | 材質 厚さ/mm | 水圧/MPa | ノズル径/mm | 切断速度/mm-min-1 |
| C-Mn鋼 | 12 | 75 | 3 | 50 |
| 25 | 75 | 25 | ||
| 30 | 75 | 20 | ||
| 50 | 69 | 15 | ||
| ステンレス鋼 | 3 | 75 | 3 | 200 |
| 8 | 70 | 60 | ||
| 10 | 69 | 35 | ||
| 50 | 70 | 15 | ||
| 25 | 245 | 0.33/1.2 | 30 | |
| 50 | 10 | |||
| 50 | 196 | 0.4/1.5 | 15 | |
| 13 | 309 | 0.25/0.76 | 150 | |
| 25 | 70 | |||
| アルミニウム | 3 | 90 | 3 | 500 |
| 3 | 69 | 350 | ||
| 85 | 196 | 0.4/1.3 | 20 | |
| 3 | 206 | 0.3/1.2 | 750 | |
| 80 | 0.46/1.6 | 20 | ||
| 150 | 0.46/1.6 | 10 | ||
| 1.6 | 309 | 0.25/0.76 | 1270 | |
| 12 | 500 | |||
| 100 | 500 | |||
| アルミニウム合金 | 6 | 69 | 3 | 250 |
| 10 | 69 | 125 | ||
| 12 | 74 | 130 | ||
| 25 | 90 | 70 | ||
| 鋼+タングステン・クロム・コバルト合金(2mm) | 17 | 69 | 3 | 50 |
| スチール+タングステン・クロム・コバルト合金(6mm) | 31 | 69 | 3 | 60 |
| スチール+タングステン・クロム・コバルト合金(8mm) | 18 | 69 | 3 | 15 |
| 低炭素鋼 | 3 | 75 | 3 | 210 |
| 10 | 69 | 32 | ||
| 鉄 | 25 | 245 | 0.46/1.6 | 20 |
| 50 | 10 | |||
| 12 | 309 | 0.25/0.76 | 100 | |
| 50 | 70 | |||
| 175 | 10 | |||
| Mn30%-Al18% スチール | 10 | 75 | 3 | 40 |
| 銅 | 3 | 75 | 3 | 150 |
| チタン | 12 | 69 | 3 | 36 |
| 25 | 25 | |||
| 4 | 206 | 0.33/1.2 | 600 | |
| 10 | 0.46/1.6 | 140 | ||
| 25 | 0.46/1.6 | 40 | ||
| ダクタイル鋳鉄 | 15 | 309 | 0.25/0.76 | 150 |
| インコネル合金 | 2 | 245 | 0.46/1.6 | 900 |
| 15 | 80 |
注)ノズル口径は、純水タイプノズル口径/研磨タイプノズル口径。