

1.MIG溶接の原理
ガスシールドアーク溶接は、フィラー・ワイヤを電極として使用し、ノズルから保護ガスを一定速度で流出させることにより、アーク溶解した溶接ワイヤ、溶融池、被溶接物近傍の金属を大気から隔離し、その有害な影響を防止して良質の溶接部を得るものである。溶接原理を図5-70に示す。
2.ミグ溶接の特徴
(1) 利点
1)フィラーワイヤを電極として使用するため、溶接電流が増加し、熱が集中し、利用率が高く、中厚板の溶接に適しています。
2)アルミニウムとその合金を溶接する場合、直流逆接続陰極霧化の使用は重要であり、溶接の品質を向上させることができる。
3) アルミニウムおよびアルミニウム合金のMIG溶接サブジェット遷移溶接では、サブジェットアーク固有の自己調整作用が大きく、プロセスを安定させる。
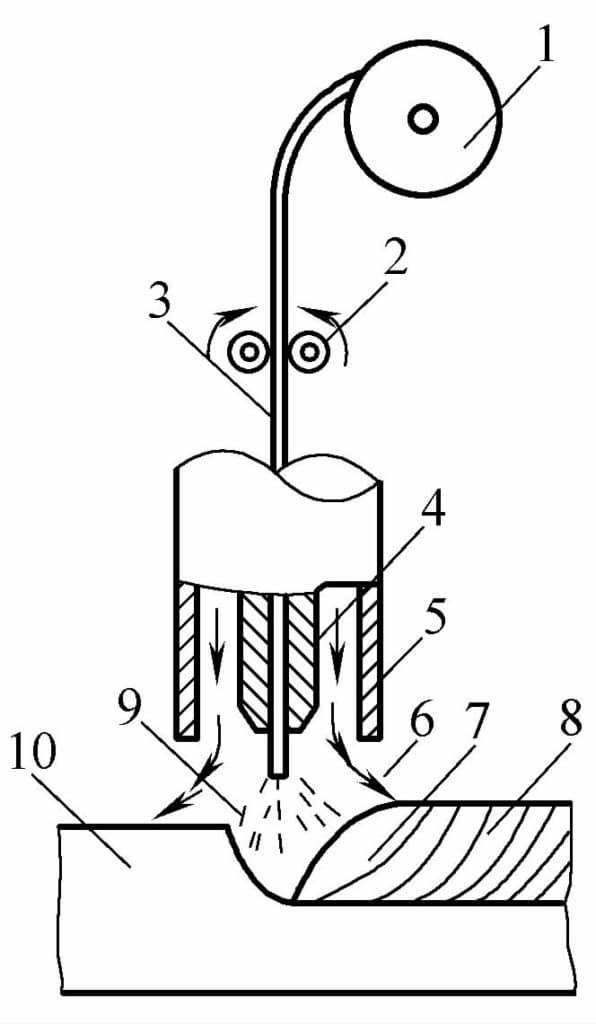
1-ワイヤーリール 2-ワイヤー送りローラー 3-溶接ワイヤー 4-導電性ノズル 5-保護ガスノズル 6-保護ガス 7-溶融池 8-溶接継目金属 9-アーク 10-母材
4) 自動化が容易である。ガス・タングステン・アーク溶接のアークは明瞭で、溶接プロセス・パラメーターは安定しており、検出と制御が容易であるため、自動化が容易である。現在、世界中の溶接ロボットや機械アームの大半がこの溶接法を採用している。
(2) デメリット
1) 溶接ワイヤとワークの油と錆に敏感で、溶接前に厳密な除去が必要。
2) 不活性ガスのコストが高く、溶接コストが高くなる。
3.MIG溶接の適用範囲
MIG溶接は、炭素鋼、低合金鋼、ステンレス鋼、耐熱合金、マグネシウムおよびマグネシウム合金、銅および銅合金、チタンおよびチタン合金などの溶接に使用できる。
平板溶接、水平溶接、垂直溶接、全姿勢溶接に適しており、最小溶接板厚は1mm、最大板厚の制限はない。

