

押し棒や金型を使って平らなスラブの中央部を伸ばし、外縁部を圧着して双方向の曲面を形成する操作をアーチ曲げという。アーチ曲げ加工では、外周部の肉厚が増加する一方、中央部は薄くなる。
I.アーチ曲げの方法
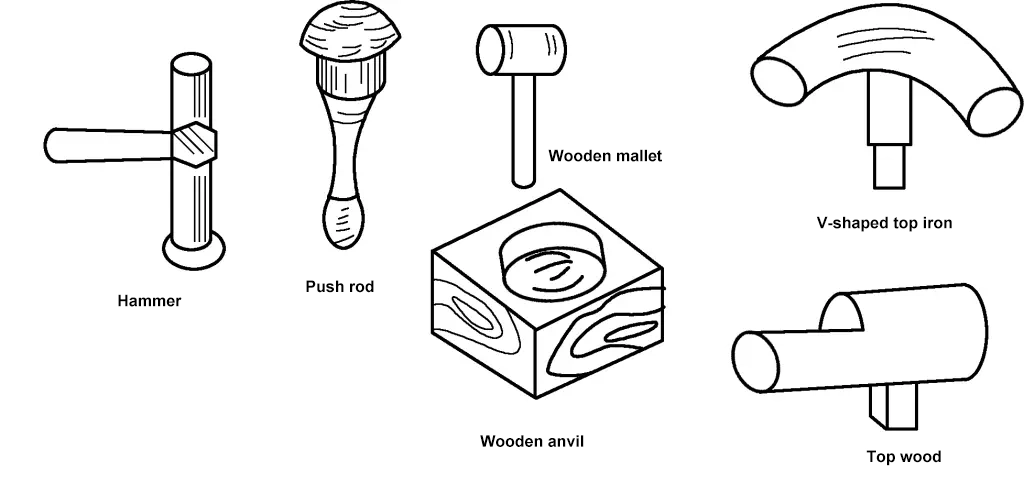
手動のアーチ曲げのための道具には、図1に示すように、木製ハンマー、金属ハンマー、アンビル、押し棒、金型などがある。
使用する工具の違いにより、アーチ曲げの主な方法には、プッシュロッドアーチ曲げと金型アーチ曲げがある。
1.プッシュロッドアーチ曲げ
プッシュロッドによるアーチ曲げは、直接部品を成形することも、他のアーチ曲げの後工程として使用することもできる。例えば、金型のアーチ曲げ成形がハンマーで続行不可能な状態になった場合、プッシュロッドに載せて続行する必要がある。大径のアーチ型曲げ部品の場合、プッシュロッドで外周を圧着すれば、大きな金型を節約でき、外周面の修正や研磨もプッシュロッドで行うことができる。
図2aに示すように、半球形状の部品をプッシュロッドで手動アーチ曲げする場合、収縮と伸張を交互に繰り返す方法を用いることができる。まず、シワ取りプライヤーでシートの端にシワを作り、図2bに示すように、プッシュロッドでシワを平らにしてシートを内側に曲げます。次に、中央のブランクが上方に伸びてアーチを描くように、木製ハンマーで中央を優しく均等に叩く。
打撃位置はサポート・ポイントより少し外側で、打撃位置は正確でなければならない。そうでないと、へこみができたり、折れたりしやすい。打撃時の力は軽く、均一にし、打撃点を密にし、打撃中にブランクを回転させる。表面を滑らかで均一にするために、目視検査に基づいていつでも打撃位置を調整する。そうしないと、打てば打つほど突出することになる。
ブランクの中央部までストライキングが達したら、中央部の過度な伸びや突出を避けるため、一箇所に集中させず、連続的に回転させる。端部をテーパー加工し、中央部を順次打撃し、その間に所望の形状になるまで確認する。最終平滑化の際、スプリングバックの変形を考慮し、アーチ曲げ(スプリングバックを含む)の程度はやや大きめにする。
アーチ曲げを終えたら、図2cに示すように、丸棒に平打ちハンマーを使って成形部分を研磨する。その後、必要な印をつけて切断し、エッジをヤスリで滑らかにする。加工中、ブランクの冷間加工硬化が検出された場合は、割れを防ぐために速やかに焼鈍を行う。
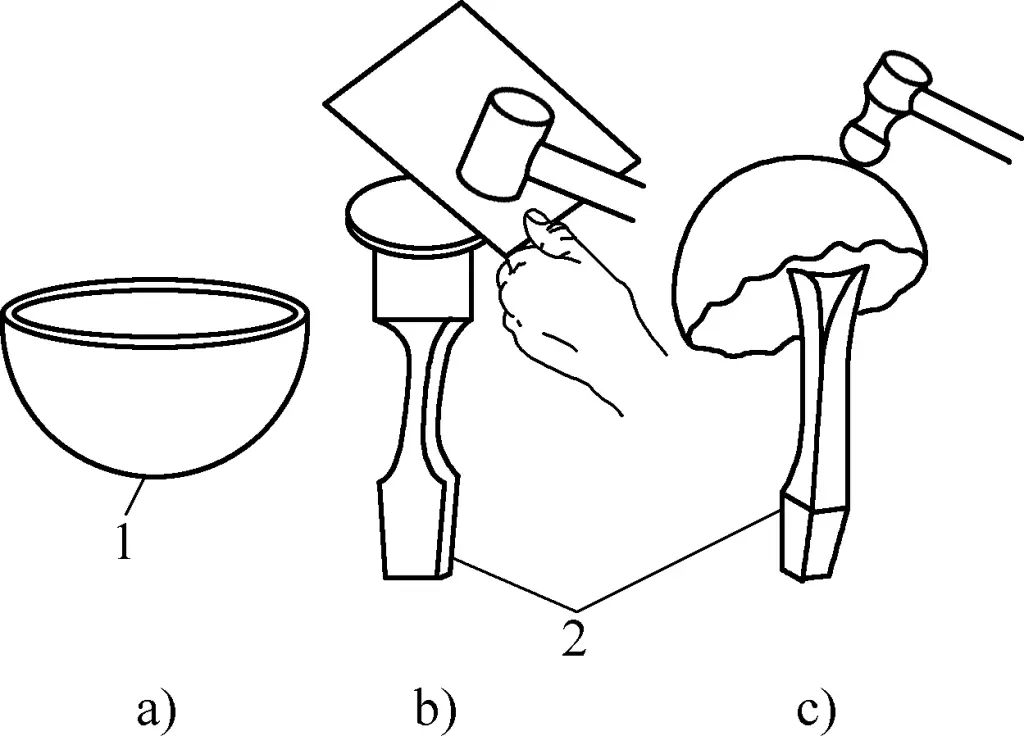
1-パート
2プッシュロッド
2.金型アーチ曲げ
図3に示すように、ブランクを金型に締め付け、木づちで金型キャビティの端から中央に向かって徐々に叩き、ブランクが金型キャビティに完全に適合するまで凹ませる。アーチの曲げ変形が大きい場合は、数回に分けて行い、その都度別の金型を使用する。金型形状は図の二点鎖線で示されている。
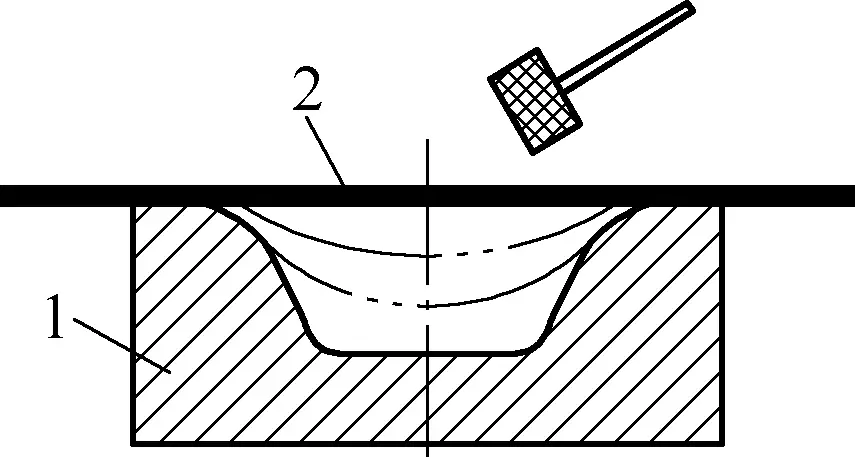
1-金型
2-ブランク
アーチ型曲げ加工では、ゴム、サンドバッグ、コルクなどをブランクを伸ばすために入れることができ、その結果、アーチ型曲げ加工された部品はより早く膨張し、表面はより滑らかになります。金型アーチ曲げは、より大きなサイズや浅い深さの部品の生産に適しています。
金型アーチ曲げを行う際には、次のことに注意する:軽く均等に叩いて、加工面全体が均一に膨張し、凸型になるようにする;作業はあまり急がず、ブランクが徐々に金型に完全に適合するように、複数回に分けて行う;最後に、押し棒に平たい頭のハンマーを使って、膨らみを滑らかにし、叩く。
II.アーチ曲げ作業の注意事項
アーチ曲げ作業では、以下の点に注意する必要がある:
1.アーチ曲げを円滑に進行させるため、ブランクは使用前に応力除去焼鈍を受ける必要がある。アーチ曲げ加工中に冷間加工硬化が検出された場合は、直ちに焼鈍が必要である。
2.アーチ型曲げ部品の品質は、展開寸法の正確な計算に大きく依存し、多くの場合、実用的な比較と計算方法によって決定される。
実用的な比較方法。
対象物や型の形に合わせて折り目をつけ、対象物や型に巻きつけます。対象物や型の端に沿って紙をカットし、広げたサイズに適当な余白を加えることで、広げたブランクのサイズを求めることができる。
製品の数量が多い場合は、試作によって得られた寸法を調整し、一括切断用のブランク・テンプレートを作成することができる。この方法は精度が低く、公差も大きい。
計算方法
計算方法は、部品の展開形状に基づいて行う。図4に示す半球アーチ曲げ部品の場合、その展開形状は円形であり、切削に必要なのはブランクの直径のみである。ブランクの直径は以下の式で計算できる:
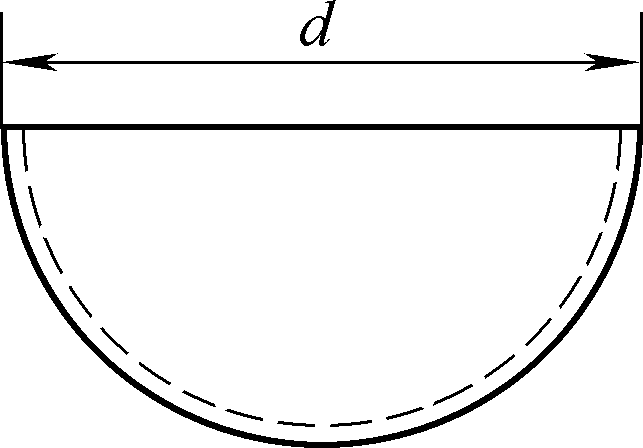
D=√(2d2)=1.414d
式中
- D- ブランクの必要直径(mm);
- d- 半球部分の直径(mm)。
このアルゴリズムは近似値を使用し、アーチ曲げ時の材料の伸びを考慮していないため、アーチ曲げ後にエッジのトリミングが必要となり、余剰分がトリミング代となる。







