CNCタレットパンチプレスの特徴
1) 高精度ボールねじと転がりガイド構造を採用し、高い運動精度と信頼性を提供します。
2) タレットパンチプレスの上下のターンテーブルには、加工時に選択できる複数の金型セットが装備されており、様々なパンチ加工機能を備えている。
3)CNCシステムを採用し、プログラムを入力することで自動的に打ち抜き作業が完了する。また、プログラム保存機能も備えている。
4) シートメタルがクランプされたら、その上のすべての穴を段階的にパンチングすることができる。より複雑な穴を開けるにはコンビネーション・パンチ法を、より大きな穴を開けるにはステップ・バイ・ステップ・パンチ法を使うことができる。 パンチ力 パンチプレスの公称力よりも。
5) 打ち抜き部品の精度が高い。位置決め精度は一般的に±0.15mm以内で、最高は±(0.05~0.07)mmに達することができる。
6) 生産率が高く、通常の打ち抜き加工に比べて効率が4~10倍向上する。単品や小ロット生産では、効率が20~30倍になり、単品、多品種、小~中ロットの打ち抜き生産に適している。
7) パンチング加工が中断されない。工作機械の操作は便利で、生産工程は安全で、材料の利用率は10%によって増加する。また、スクラップを粉砕して処理することもできます。
8)生産準備サイクルが短く、金型設計と製造のコストを削減できる。
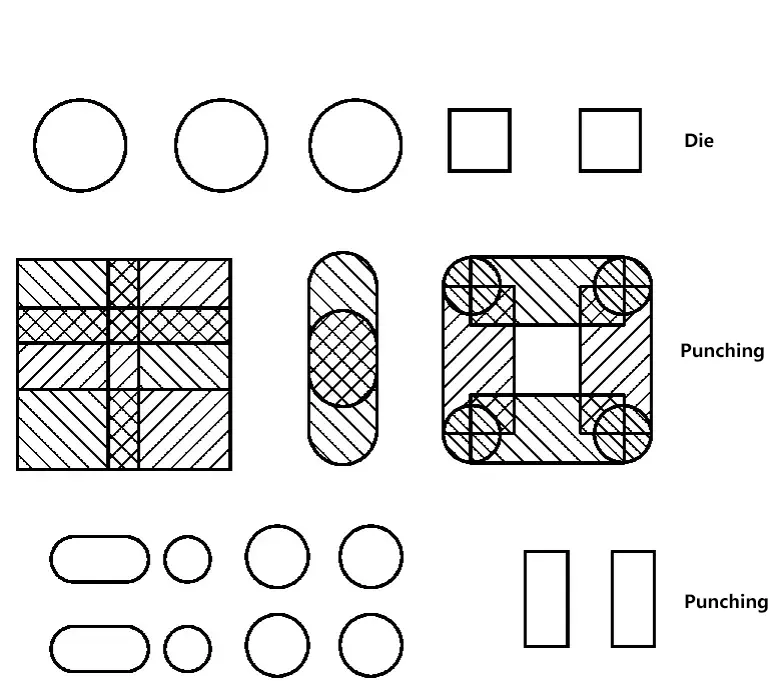
図 3-41 は、以下のようなコンビネーション・パンチの例である。 CNCタレット パンチプレス
CNCタレットパンチプレスの機能金型
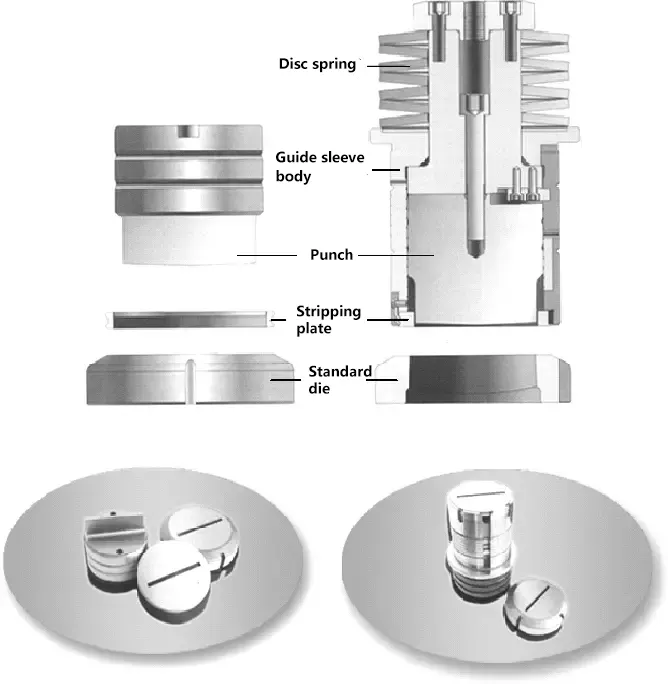
CNCタレットパンチプレスの金型は、標準化された構造と機能コアによって特徴付けられる。図3-42にCNCタレットパンチプレスで使用される金型の構造図を示す。機能的には、抜き型、切断型、成形型、マーキング型、ビード転造型などがある。
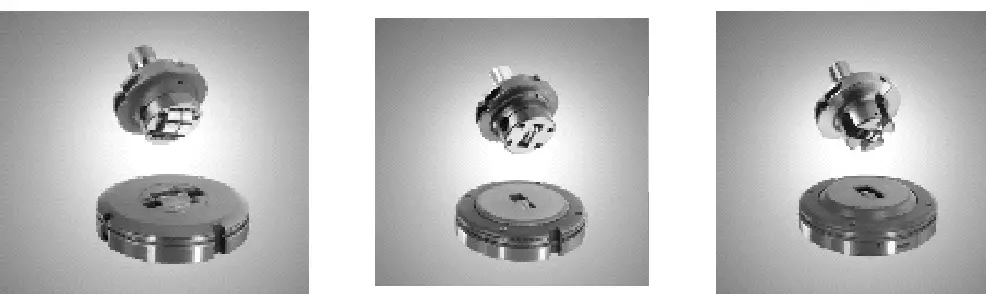
(1) パンチング・ダイとカッティング・ダイ図 3-43 にパンチング・ダイとカッティング・ダイの外観図を示す。

(2) 成形金型図3-44に成形金型と成形品の例を示す。
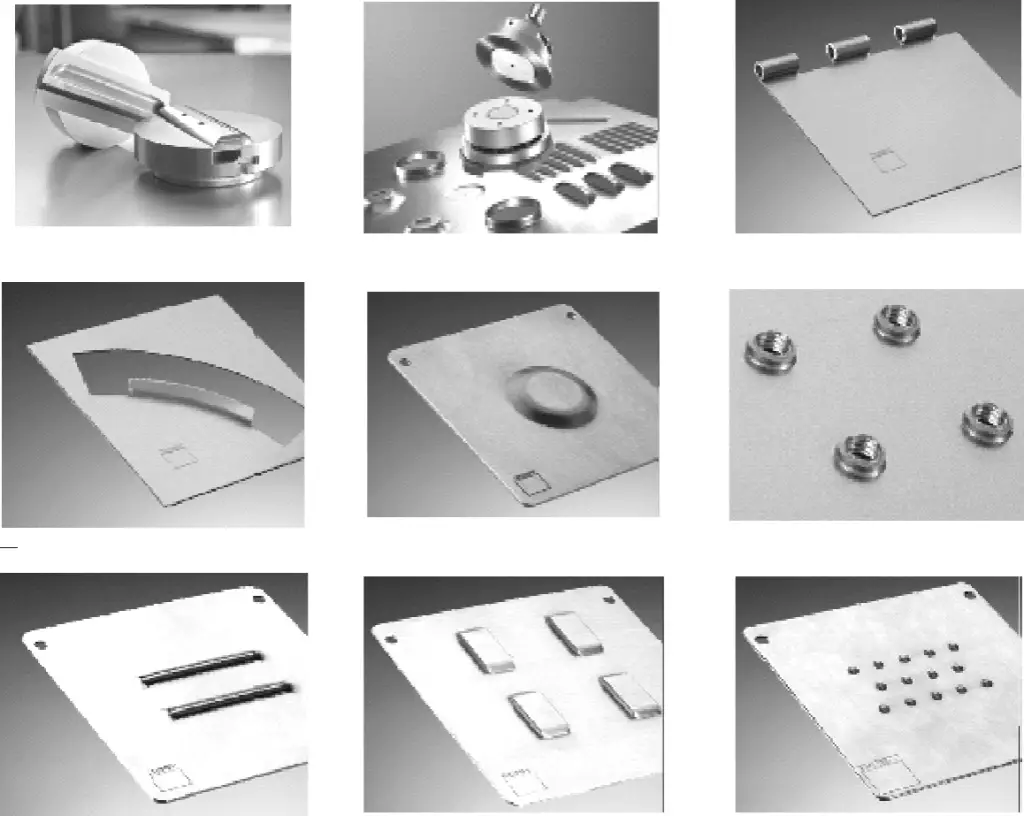
(3) マーキング金型:図 3-45 にマーキング・ダイとマーキングされた部品の例を示す。
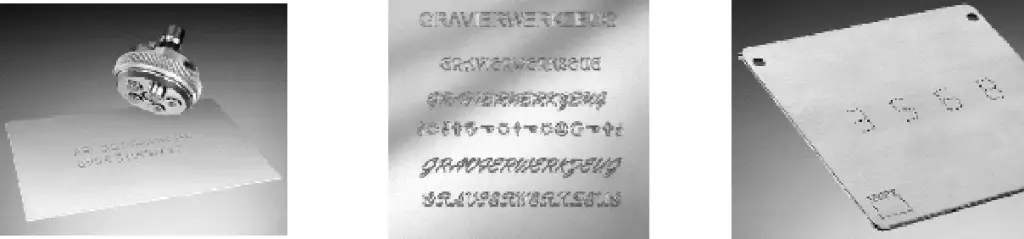
(4) ビード転造ダイス:図 3-46 は、ビード圧延機で使用されるビード圧延ダイスの外観図である。 CNCタレットパンチプレス.