

1.スポット溶接装置
TIGスポット溶接設備と一般的なTG設備の違いは、特別な制御装置とスポット溶接ガンを備えていることである。制御装置は、アルゴンの事前供給、換気、アーク開始を自動的に確保し、溶接時間の制御、電流の自動減衰、アルゴンガスの遅延シャットダウンも可能です。
溶接時間コントローラを追加し、通常の手動タングステンアルゴンアーク溶接装置のノズルを交換することにより、それはまた、タングステンアルゴンアークスポット溶接装置として機能することができます。
2.スポット溶接の作業原理、特徴及び適用範囲
スポット溶接 動作原理
図5-68に示すように、溶接ガンのノズルをワークに強く押し付け、高周波アーク発生または誘導アーク発生を利用して、まずタングステンとノズルの間に5A程度の小さなアークを発生させる。その後、溶接電流をオンにしてスポット溶接用の溶接アークを形成する。
溶接中は、直流プラス接続を使用することも、アーク 安定化装置を備えた交流電源を使用することもでき る。通常、直流プラス接続が使用されるのは、より大きな溶け込み深さを得ることができ、より小さな溶接電流(またはより短い時間)を使用し、それによって熱変形やその他の熱影響を減らすことができるからである。
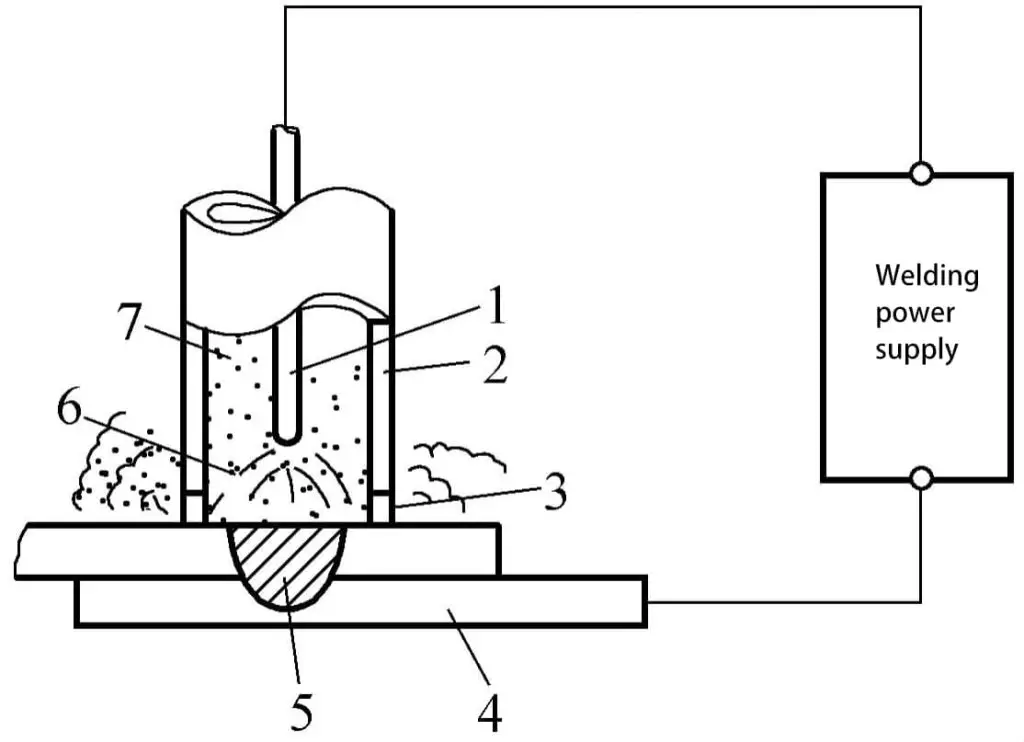
1-タングステン 2-ノズル 3-ベントホール 4-母材 5-溶接スポット 6-アーク 7-アルゴンガス
スポット溶接の特徴
溶接スポットの強度を広い範囲で調整でき、溶接スポットの大きさをコントロールしやすい。溶接時間と溶接電流が増加すると、溶接スポットの直径が増加し、強度が向上するため、多層スポット溶接や厚さの異なるワークのスポット溶接、特に背面でクランプできないワークの溶接に便利です。
タングステン・アルゴン・アーク・スポット溶接には、独特の利点がある。これらの利点は抵抗溶接と比較される。その欠点は、生産性が抵抗溶接ほど高くないことである。
適用範囲
主にステンレス鋼や低合金鋼などの材料を溶接し、様々な薄板構造物や薄板と厚板材の接合部の溶接に適しています。
3.プロセスのポイント
タングステン電極アルゴン・アーク・スポット 溶接の洗浄要件は、一般的なアルゴン・アーク 溶接と同じである。表5-98に、12Cr18Ni9タングステン電極アルゴン・ アーク・スポット溶接の溶接パラメーターを示す。
表5-98 12Cr18Ni9タングステン電極アルゴンアークスポット溶接の溶接パラメータ
| 材料の厚さ /mm | 溶接電流 /A | 溶接時間 /s | 二次パルス電流 /A | 二次パルス時間 /s | シールドガス流量 /(L/分) | 溶接スポット径 /mm |
| 0.5+0.5 | 80 | 1.03 | 80 | 0.57 | 7.5 | 4.5 |
| 0.5+0.5 | 100 | 1.03 | 100 | 0.57 | 7.5 | 5.5 |
| 2+2 | 160 | 9 | 300 | 0.47 | 7.5 | 8 |
| 2+2 | 190 | 7.5 | 180 | 0.57 | 7.5 | 9 |
| 3+3 | 180 | 18 | 280 | 0.69 | 7.5 | 10 |
| 3+3 | 160 | 18 | 280 | 0.69 | 7.5 | 11 |
注:
1.二次パルス電流を加える前の一定期間、アークが消える。
2.アークの長さ 0.5~1.0mm。
スポット溶接のアーク・ピットを埋め、補強 強度を高めるために、溶接中に溶融池に適量の 溶加ワイヤーを供給することができる。耐亀裂性を向上させ、亀裂の発生傾向を 低減するには、溶接機に自動電流減衰制御を設 ける必要があり、二次パルス加熱法を採用する こともできる。
4.ホットワイヤTIG溶接
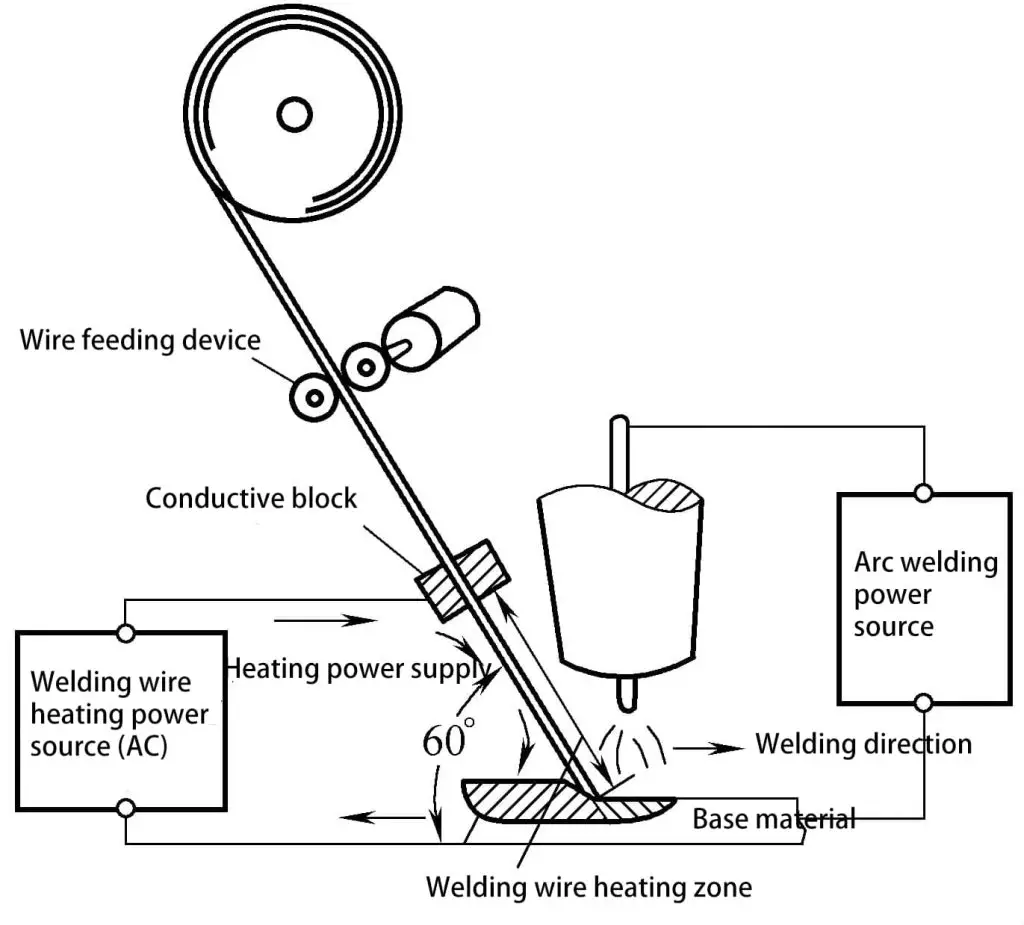
熱線タングステン電極アルゴンアーク溶接機は、直流アルゴンアーク溶接電源、溶接ワイヤ予熱用追加電源(通常は交流)、ワイヤ送給機構、およびこれら3つの部分を調整する制御回路で構成される。安定した溶接プロセスを実現するため、主電源に低周波パルス電源を使用することもできる。
図5-69は、熱線タングステン電極アルゴン・アーク溶接の模式図である。溶接ワイヤは溶融池に入る前に、自身の電気抵抗で加熱される。溶融池に入る約10cm手前で、導電性のクランプをセットして電流を流し、溶接ワイヤを予熱します。
予熱電流には交流電源を使用するのが最善である。交流 は、アーク形成に与える磁気バイアスの影響を軽減す ることができるからである。予熱電流が溶接電流の60%を超えない場合、 溶接シームに沿ったアークの長手方向の振れ幅は30° 以内である。
限られた予熱電流で十分な予熱温度を得るには、一般に約10cmしかない予熱長さの中で溶接ワイヤが十分な抵抗を持つようにする必要があるため、フィラーワイヤの直径はあまり大きくすべきではなく、直径1.2mm以下が必要である。
熱間ワイヤー溶接は、炭素鋼、低合金鋼、ステンレ ス鋼、ニッケル、チタン合金にうまく使用されてい る。アルミニウムと銅の場合、抵抗率が低いため、 非常に大きな加熱電流が必要となり、過度の磁気バイア ス・ブローと不均等な溶融を引き起こすので、 熱間ワイヤー溶接は推奨されない。







