

I.フィッターの業務範囲
はめあい工とは、工具、器具、装置を手作業で操作し、部品の製造、装置の設置、デバッグ、修理を行う作業員のことである。作業の特徴や内容の違いにより、通常、金型フィッター、メンテナンスフィッター、組立フィッターに分けられる。
II.フィッターの組織と労働条件
1.フィッターの仕事
(1) 加工前の準備
- ブランク、工具、測定器を整然と並べる。
- 高さとベンチのバイスの高さに合わせてフットボードを用意する。
- 図面をクリップで留め、指定の位置に吊るす。
(2) 加工時の注意
- 測定器は工具と混ぜないこと。精密測定器は優しく扱い、使用後は箱に入れること。
- 定期的に鉄粉を掃除し、作業面を清潔に保つ。
- 処理された部品は、一定の場所にきちんと積み重ねられるべきである。
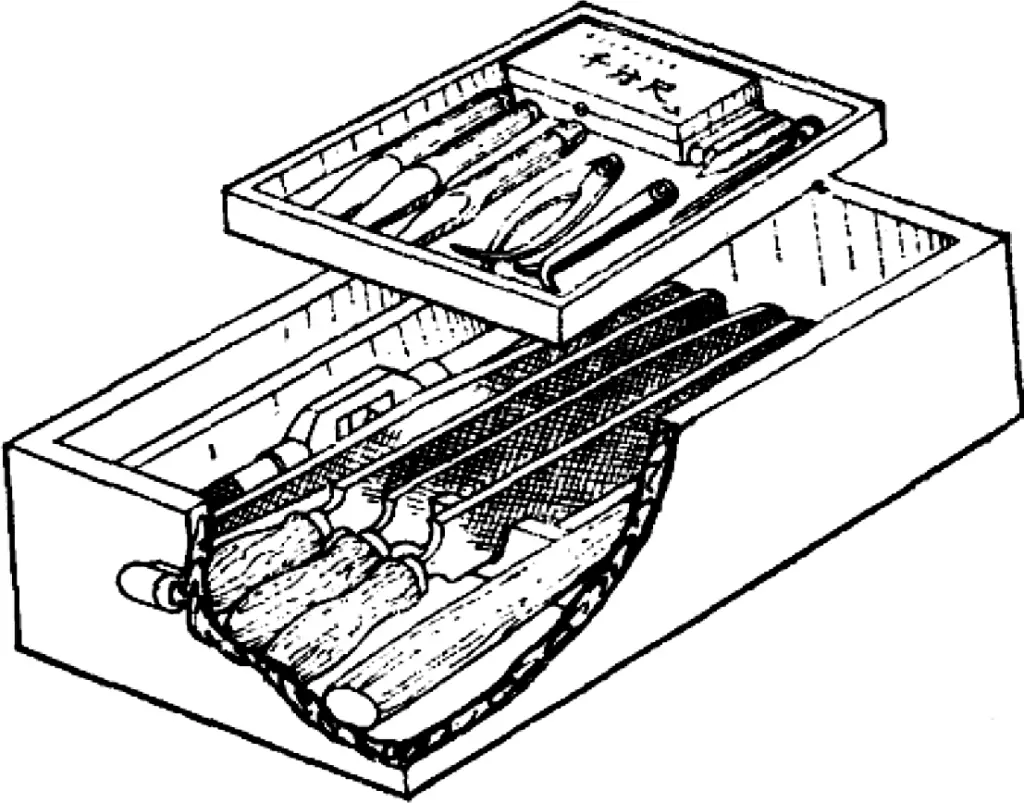
(3) 加工後の後片付け作業
- 測定器をクリーニングクロスできれいに拭いてください。
- 図1に示すように、ワークと工具を工具棚に整然と並べます。
- 台のバイスをきれいに拭き、2つのジョーの間に一定の隙間(5~10mm)を保ち、ハンドルを垂直に下向きにする。
- 作業場はきれいに掃除し、鉄粉やゴミは所定の場所に捨てる。
2.フィッターの労働条件
- 作業エリアは広々とし、作業台の配置は照明や光源の配置を考慮すべきである。
- 研磨機や穴あけ装置は、専用の部屋か作業エリアの端に設置する。
- ヤスリの柄、ハンマーの柄など、フィッター用工具の柄の形状は妥当なものでなければならない。
III.フィッター用共通装備
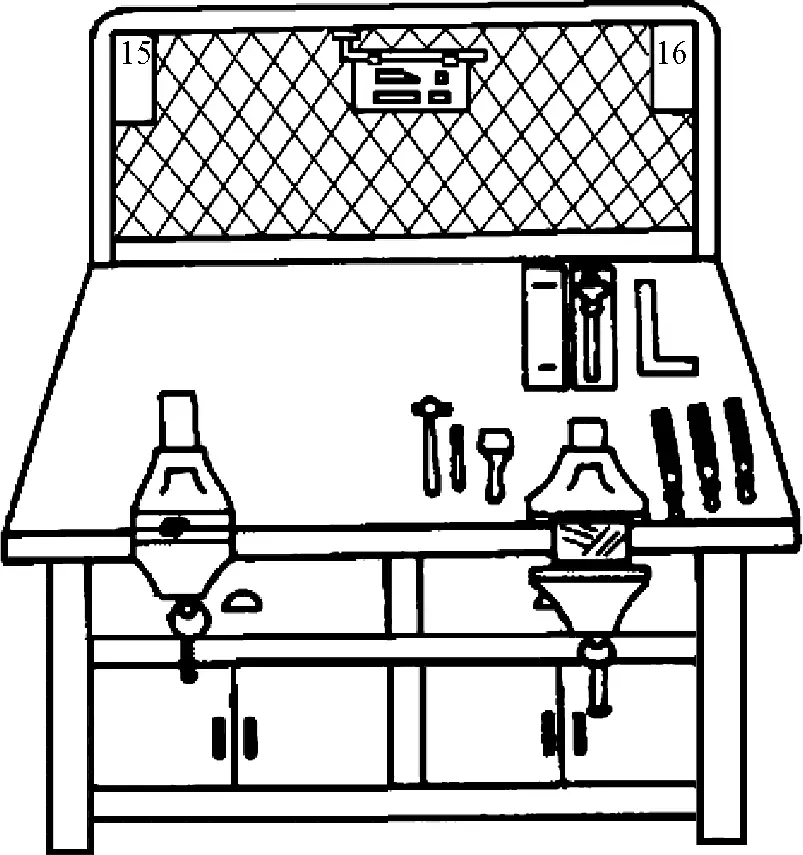
1.作業台(バイスベンチ)
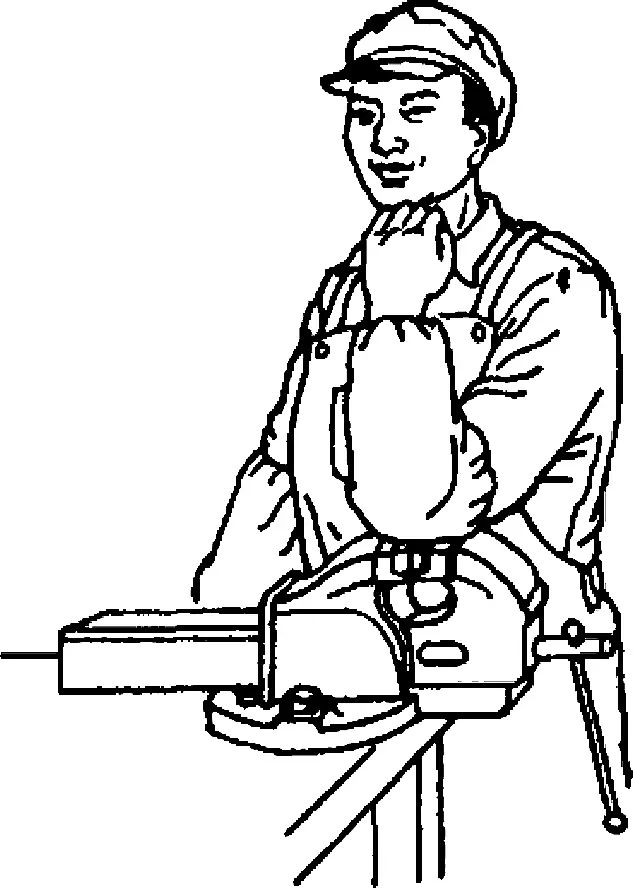
図2は、フィッター用の一般的な作業台である。一般に広葉樹製またはスチール・ウッド構造で、一人用と複数人用がある。天板は地面から700~900mm、厚さは60~80mm。ベンチ・バイスは、図3に示すように、顎の高さが肘の高さになるように卓上に設置する。
2.ベンチバイス
(1) ベンチバイスの仕様
万力は、工作物を保持するために作業台に設置する固定具で、図4に示すように固定式と旋回式がある。バイスの仕様は爪の幅で表され、一般的なサイズは100mm、125mm、150mmなどである。
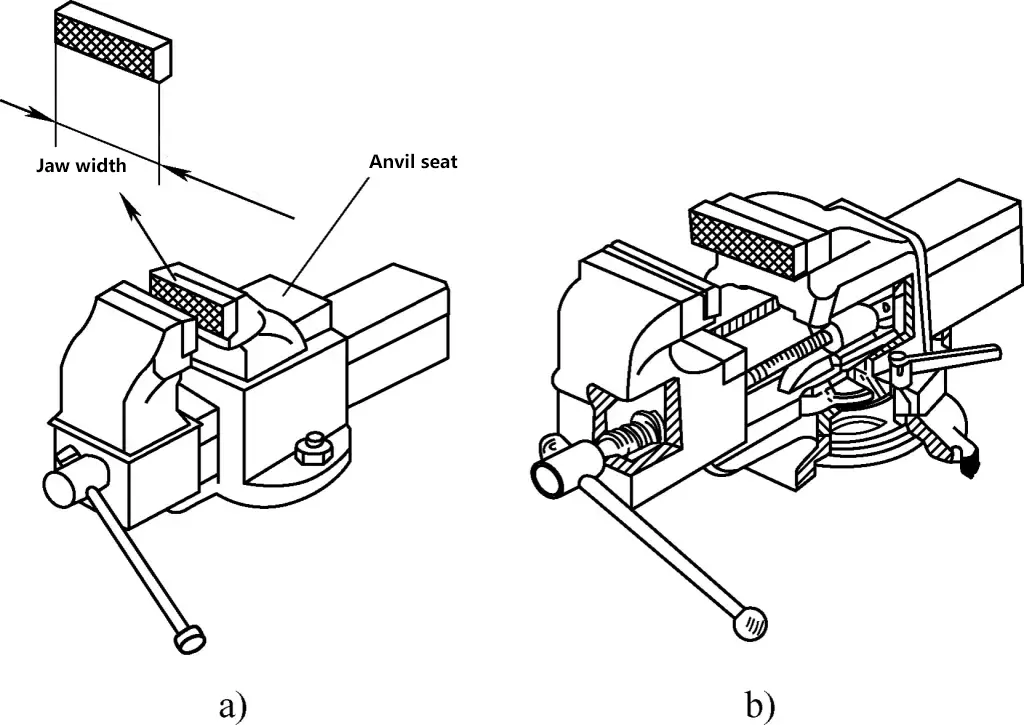
a) 固定式ベンチバイス
b) 回転ベンチバイス
(2) ベンチバイスの構造
ベンチバイスの本体は鋳鉄製で、ベンチにボルトで固定されており、その構造は図5に示すとおりである。開閉はリードスクリューとナットの間のねじ伝動によって行われる。スイベル・ベンチ・バイスのターンテーブル・ベースにはロック・ハンドルがあり、前端にはベンチ・バイス下部の回転プレートと一致する外ねじがある。必要に応じてロッキングハンドルを緩めると、バイス本体が回転します。希望の位置まで回転させたら、ロッキングハンドルを締めることができる。
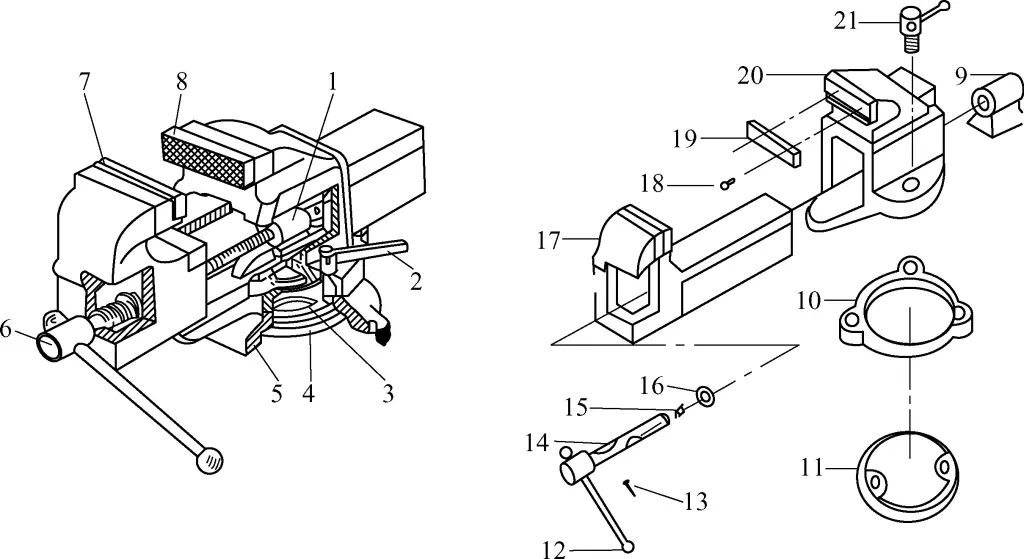
1、9ナット
2、21-回転プレートロックハンドル
3、10-回転プレート
4、11ベース
5-ターンテーブル・ベース
6、14リードネジ
7-可動式ジョー
8-固定ジョー
12ハンドル
13ピン
15-バッファースプリング
16-ワッシャー
17-可動式ジョー本体
18爪固定ネジ
19爪(硬化)
20-固定顎ボディ
(3) ベンチバイス使用上の注意事項
1) ベンチバイスを作業台に設置する場合、図6に示すように、棒状ワークの下端がクランプ時に作業台のエッジによって妨げられないように、固定ジョーの作業面は作業台のエッジを越えている必要があります。
2) 作業中にバイス本体がゆるまないように、両端の固定ボルトを締めて、作業台にしっかりと固定してください。固定ボルトが緩むと、バイスが破損し、作業品質に影響します。
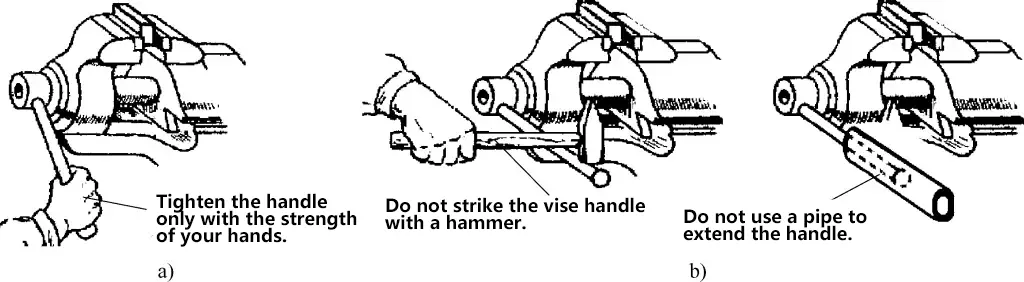
3) ワークをクランプする場合、ハンドルを回すのは手動のみです。図7に示すように、リードスクリューやナット、バイス本体を破損させる恐れがあるため、ハンマーで叩いたり、長いパイプを使ってハンドルを回したりしないでください。
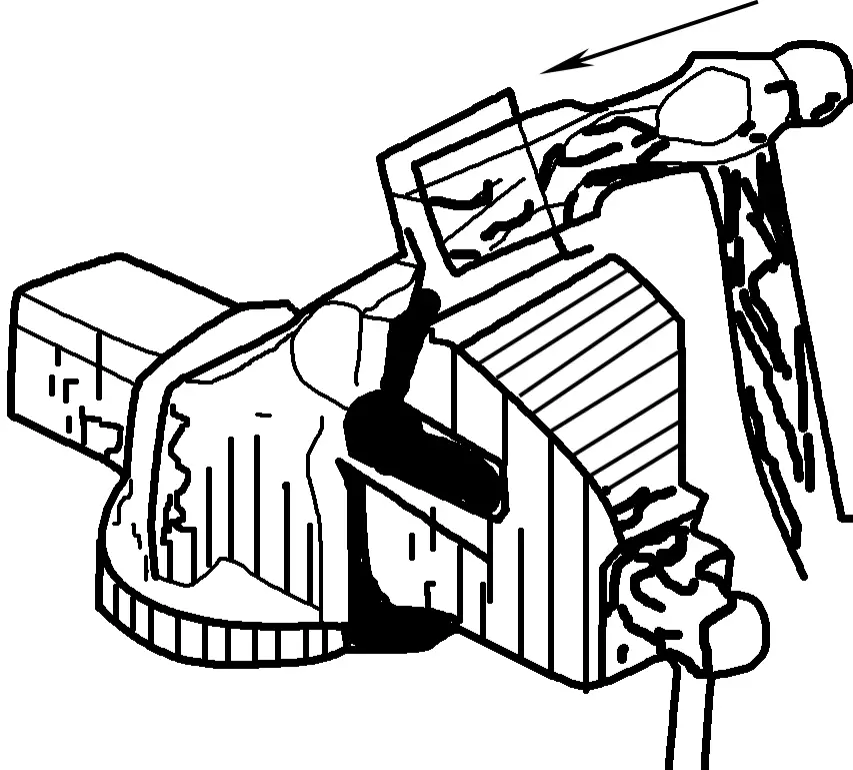
4) 強い力がかかる作業では、力の方向を固定ジョー本体側に向ける。そうしないと、リードスクリューとナットにかかる負荷が大きくなり、ねじ山が損傷します。ひどい場合には、図8に示すようにナットが破損し、ベンチ・バイスが使用できなくなることもあります。
5) 工具はベンチバイスのアンビル座に置くことができ、小さな薄板の矯正にも使用できる。ただし、可動ジョー本体の他の滑らかな表面でハンマー操作を行わないでください。 フィッティング 固定式ジョーボディーの性能。
6)リードスクリュー、ナット、その他の可動面の汚れを定期的に清掃し、潤滑油を加えて清潔に保つ。錆を防ぎ、伝達の柔軟性を高め、ベンチバイスの寿命を延ばす。
7) 可能な場合は、図9に示すように、あごにかかる力が不均等にならないように、ベンチバイスの中央でワークをクランプするようにしてください。
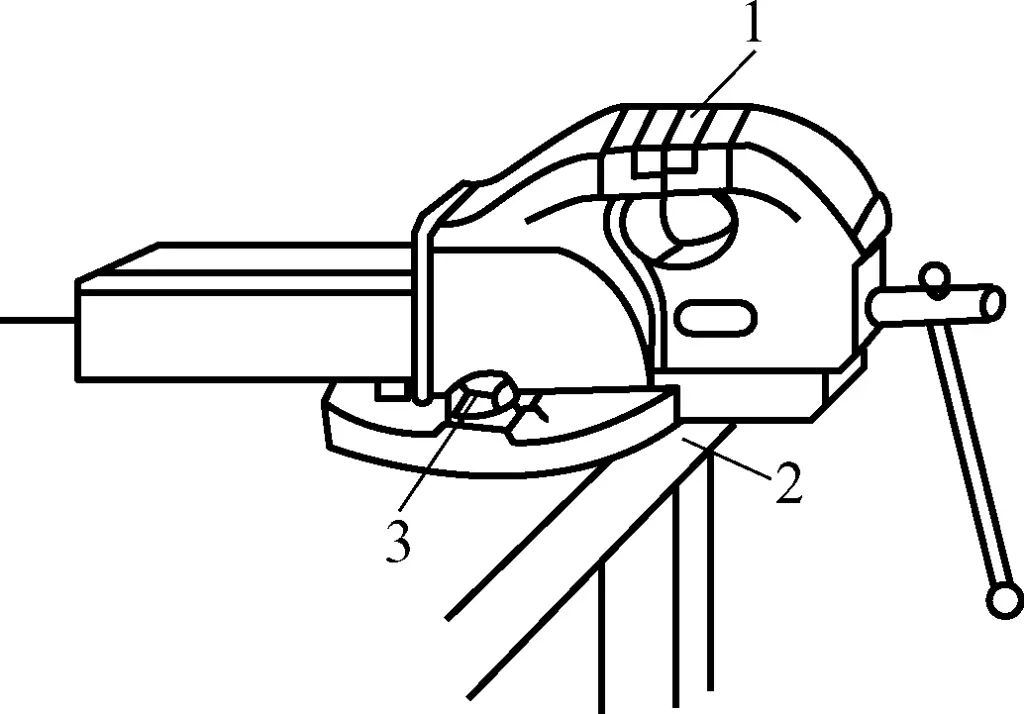
1-ジョー
2-作業台
3-固定ボルト
a) 正しい使用方法
b) 誤った使用方法
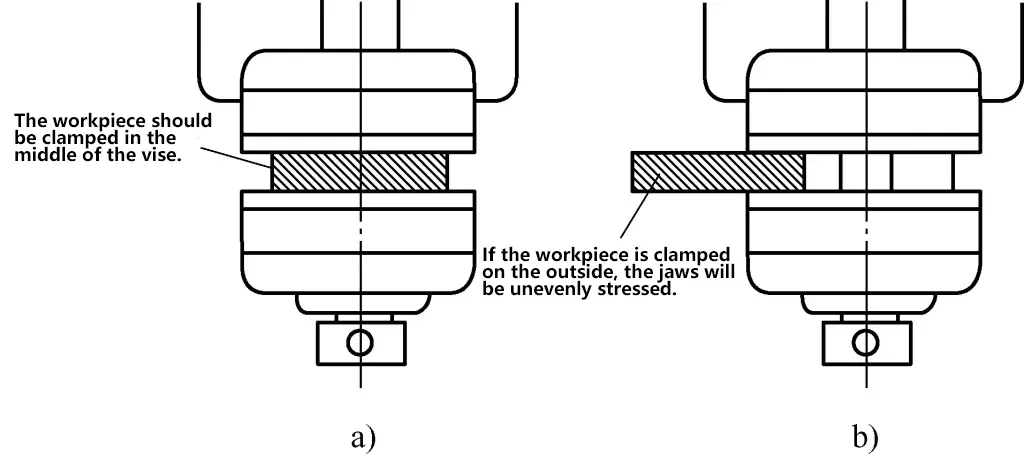
a) 正しいクランプ方法
b) 不適切なクランプ方法
3.研削盤
(1) 研削盤の種類と用途
研削盤は、主にドリル刃、ノミ、スクライバー、パンチなどの切削工具やその他の工具を研 磨するために使用される。図10に示すように、一般的な研削盤と集塵研削盤に分けられる。
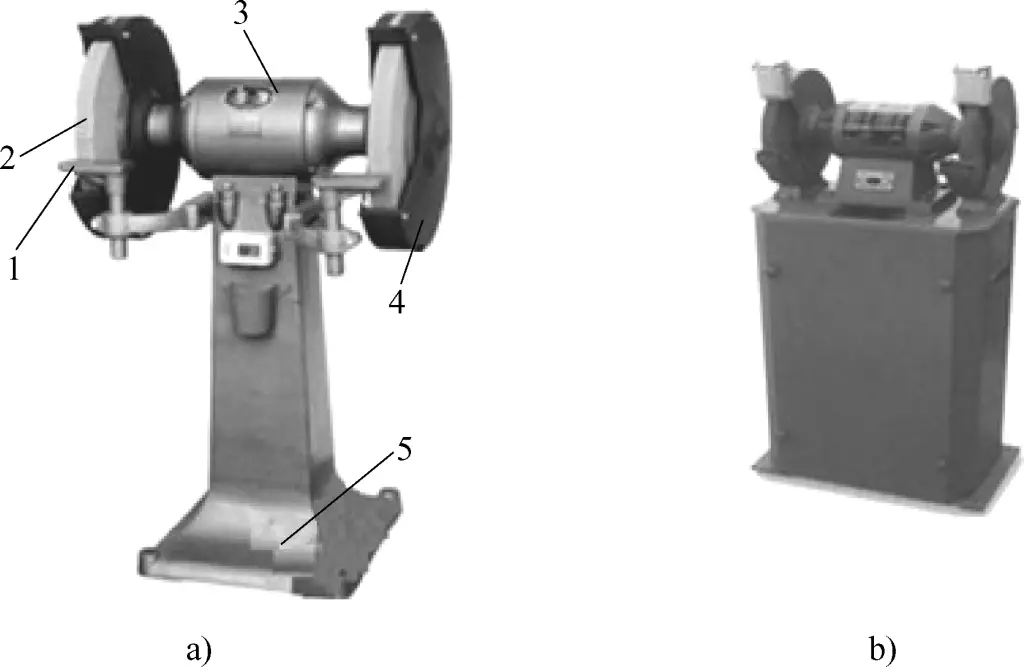
a) 標準研削盤
b) 集塵研削盤
1-ツールレスト
2-グラインディングホイール
3-電気モーター
4ガード
5ベース
(2) 研削盤の使い方
1) 研削盤を運転する前の準備
- 刃物台と砥石の隙間は3mm以内であることを確認し、刃物台の高さを調整し、ワークの研削領域が砥石の中心と同じ平面になるようにします。
- 電源コードが損傷していないか確認する。
- 研削盤のすべての部品が良好な状態にあるか、ボルトやナットがしっかりと固定されているか、特に研削砥石に亀裂や欠陥がないかを確認する。
- 保護メガネを着用すること。
2) 研削盤を操作する際の注意事項
- 研削盤をスタートさせ、その動作を観察する。聞く、見る、嗅ぐ」の方法で研削盤の運転状態を確認してください:研削砥石が回転し始めたら、衝撃音や金切り音などの異常音がしないか聞く。砥石が回転し始めたら、回転方向が正しいかどうか、機械各部の振動はないか、砥石はぐらついていないかなどを観察する。砥石が回転し始めたら、焦げ臭いなどの異臭がしないか。異常があれば直ちに機械を停止する。
- 研削盤を始動したばかりのときは、急いで使用しないでください。砥石が通常の速度になるまで待ってから研削作業を開始してください。
- 作業中は、手を怪我しないように砥石に触れないように注意してください。
- 誰も研削砥石の前に立ってはいけません。作業者は砥石の横に立ってください。
- 同じ砥石を2人で同時に使用しないこと。砥石の側面で研削しないこと。 金属非金属や大きなワークピース。
- 砥石の側面とガードの内壁との間に20~30mmの隙間を保つ。
- 研削する際は、無理な力を加えないでください。工具が砥石の上で飛び跳ねないよう、しっかりと持ってください。
- 研削盤の運転中に異常が発生した場合は、直ちに研削盤を停止させるか、電源を遮断してください。
- 使用後は、研削盤を停止位置に切り替え、電源コードを抜いてください。
- 研削盤のほこりを拭き取り、清潔に保つ。
3) 研削盤のメンテナンスと手入れ
- マシンテーブルを清潔に保つ。
- 定期的に排気孔にゴミがないことを確認してください。
- 砥石を取り付ける際は、砥石とサイドプレートの間にソフトパッドを挟んでください。決してナットを強く叩かないでください。
- 有効半径が元の半径の1/3まで摩耗したら、砥石を交換してください。
4.ボール盤
ボール盤には、ベンチドリル、アップライト・ドリル、ラジアルボール盤などの穴あけ加工機がある。
図11aに示すように、卓上ボール盤は卓上ドリルとも呼ばれ、卓上で使用される小型のボール盤である。通常、直径13mm以下の穴を開け、可能な最小の穴の直径は0.1mmである。ベンチドリルはコンパクトで柔軟性があり、使いやすい。小径の穴をあけるための主な機器であり、器具の製造、フィッター作業、組み立てなどで最も一般的に使用されている。
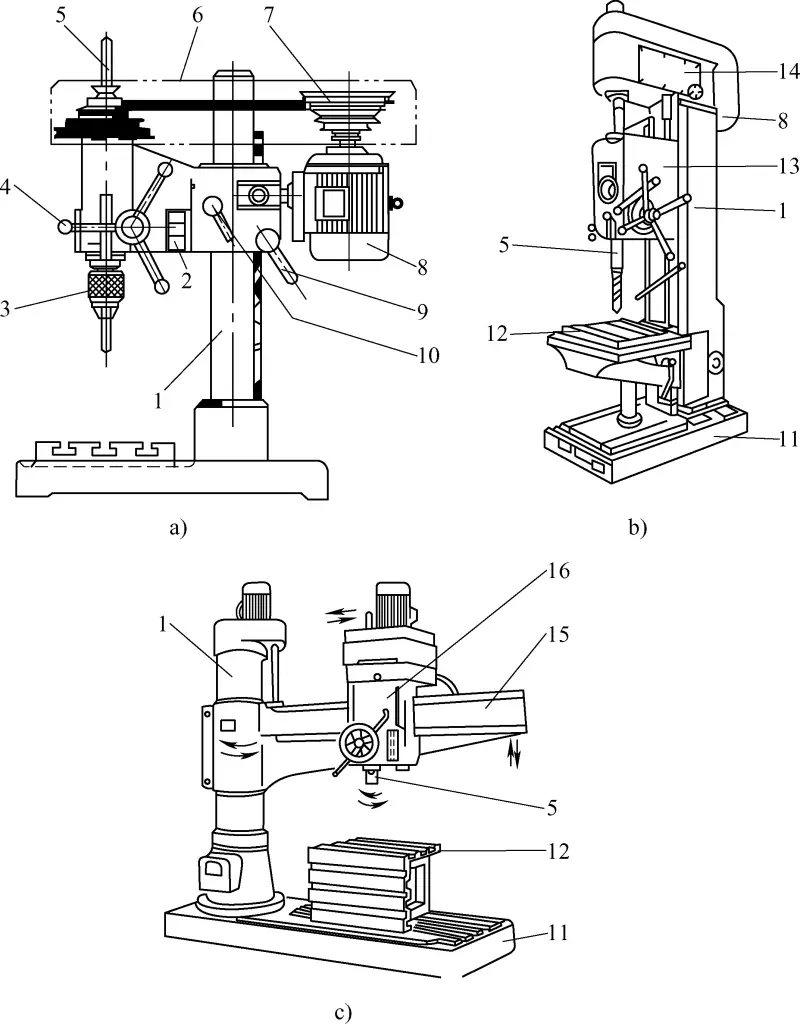
a) ベンチボール盤
b) 直立ボール盤
c) ラジアルアーム穴あけ機
1カラム
2スイッチ
3-ドリルチャック
4-フィードハンドル
5スピンドル
6-ドライブベルトカバー
7-タワーVベルトプーリー
8モーター
9-エレベーティング・ハンドル
10-ロック式ハンドル
11ベース
12ワークテーブル
13-フィードボックス
14-主軸回転数ギアボックス
15-ラジアルアーム
16-スピンドルヘッド
図11bに示すように、縦型ボール盤は縦型ドリルとも呼ばれ、中型のボール盤である。このタイプのボール盤の最大穴あけ直径は、φ25mm、φ35mm、φ40mm、φ50mm などである。ドリルのサイズは、その最大穴あけ直径によって示される。縦型ドリルは主に、スピンドル、スピンドル速度ギアボックス、フィードボックス、コラム、ワークテーブル、ベースから構成されています。リーマ加工、皿穴加工、中ぐり加工、ネジ切り加工に適している。
図11cに示すように、ラジアルアーム式ボール盤は、コラムの周りを回転できるアームを備えている。スピンドルヘッドを搭載したアームはコラムに沿って垂直方向に移動でき、スピンドルヘッドはアームに沿って水平方向にも移動できる。
ラジアルアーム式ボール盤のこのような構造上の特徴により、加工物を移動させることなく、工具の位置を加工穴の中心に合わせることができ便利である。そのため、ラジアルアーム式ボール盤は、大型で重いワークや多穴ワークの加工に適している。単品生産からバッチ生産まで幅広く使用されている。
IV.ベンチワークの基本操作
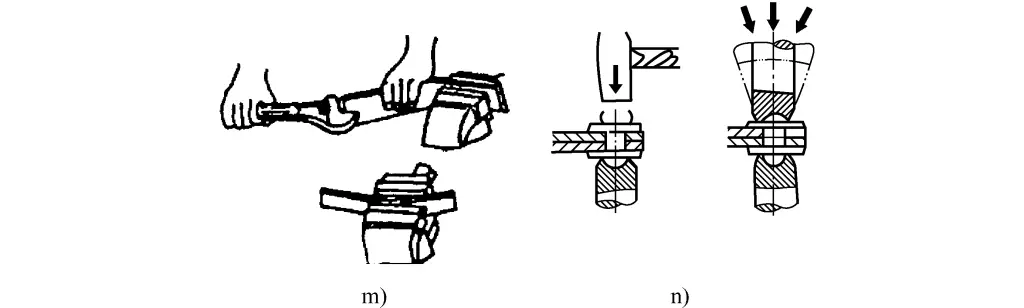
図12に示すように、ベンチワークの基本的な作業には、部品の測定、マーキング、ノミ、ヤスリ、ノコギリ、穴あけ、皿穴、ネジ切り、リベット打ち、ネジ切り、削り、さらに矯正や曲げ、研削、簡単な熱処理などが含まれる。
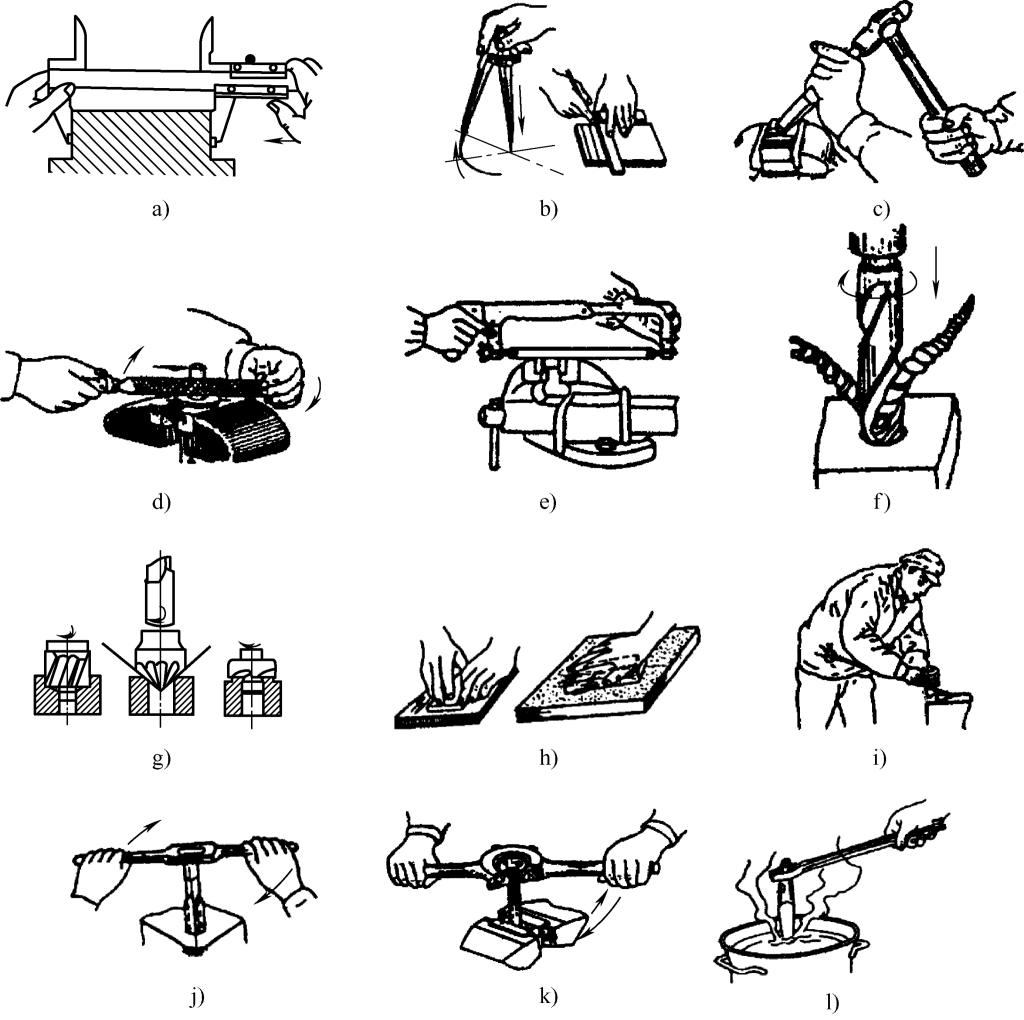
a) 測定
b) マーキング
c) チゼリング
d) ファイリング
e) 製材
f) 掘削
g) カウンターシンク
h) 研磨
i) スクレイピング
j) スレッドタッピング
k) 糸通し
l) 単純な熱処理
m) 矯正と曲げ
n) リベッティング
V.ベンチ作業における安全要件
ベンチワークの安全性を確保するため、ベンチワークに従事するすべての人員は、ベンチワークに関する一般的な安全要件を理解し、習得しなければならない:
- 労働規律と関連する安全作業手順を厳守すること。練習の際は、適切な作業服、作業帽、その他必要な保護具を着用すること。
- 職場は清潔で整理整頓され、工具や測定器が混在してはならず、物体は安定して置かれるべきである。
- 不慣れな機器や工具を許可なく使用しないこと。
- 金属片を取り除くにはブラシを使う。手で取り除いたり、特に口で吹き飛ばしたりしないこと。
- 電気機器やナイフスイッチを使用する際は、感電に注意してください。使用後は速やかに電源を切ってください。
- 使用前に機器を点検し、問題があれば直ちに報告してください。
- 人身事故や設備事故が発生した場合は、直ちに報告し、速やかに対処すること。事故の拡大を防ぐため、隠蔽してはならない。







