

I.基本的なプロセス知識
1.鋸引きの概念と応用
ハンドソーで材料や加工物を切断したり、溝を入れたりする作業をソーイングと呼ぶ。その用途を図1に示す。
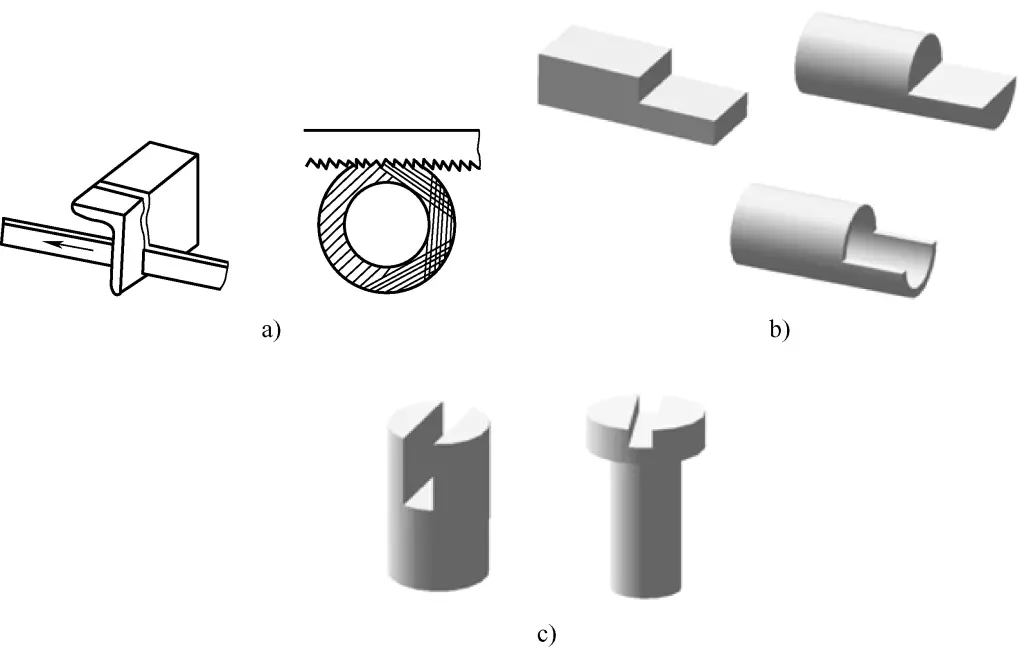
a) 切削材料
b) 材料の除去
c) スロット加工
2.鋸工具
(1) ハンドソー
手鋸は、鋸枠と鋸刃の2つの部品から構成されている。鋸枠は鋸刃を固定し、テンションをかけるためのもので、固定式と調節式の2種類がある。図2は固定式フレーム、図3は調節式フレームです。
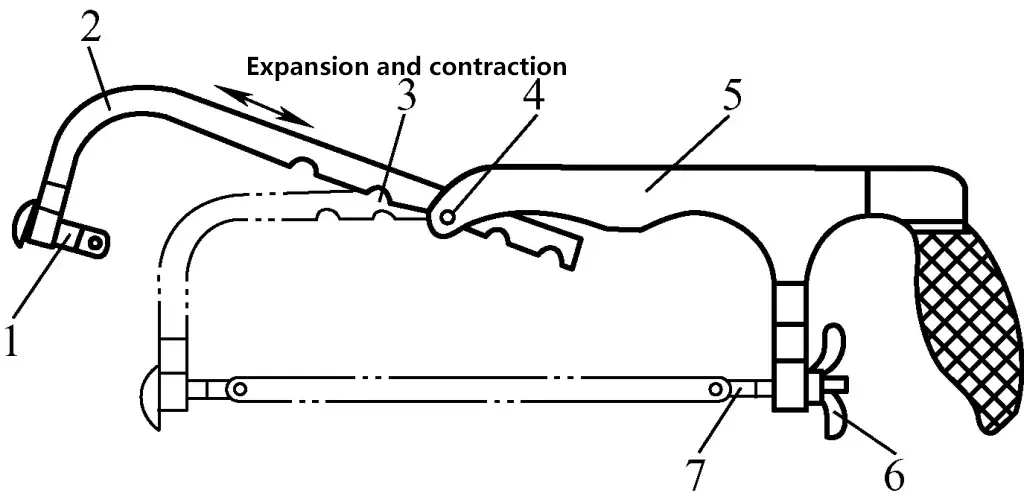
1-固定クランプヘッド(スクエアテノン)
2-調節可能なソーフレーム
3-半円形スロット
4リミッタースロット
5-固定鋸フレーム
6ウイングナット
7-可動式クランプヘッド(スクエアテノン)
アジャスタブルソーフレームのフロントセクションはリアセクション内で自由に伸縮できるので、異なる長さの鋸刃を収容することができ、広く適用可能です。鋸刃は、固定クランプヘッドと可動クランプヘッドの丸ピンに配置され、可動クランプヘッドの蝶ナットを締めることにより、鋸刃の張力を調整することができる。
(2) 鋸刃
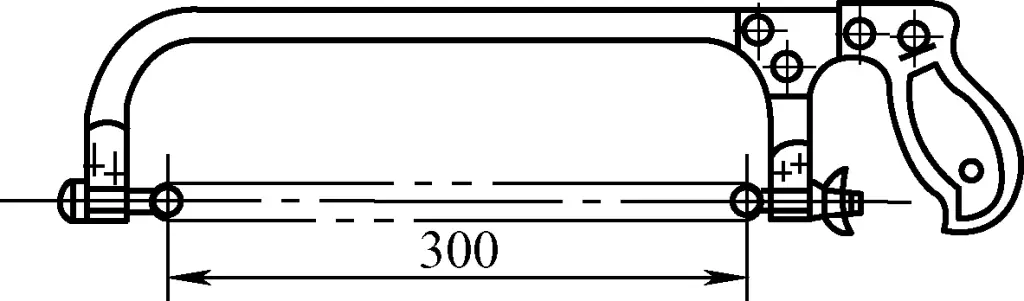
鋸刃のサイズは、両端の取り付け穴間の距離で示される。一般的に使用されているサイズは、長さ300mm、幅12mm、厚さ0.8mmです。
1) ノコギリ歯の角度
図4に示すように、鋸歯の背角は40°~45°、楔角は45°~50°、前角は約0°である。
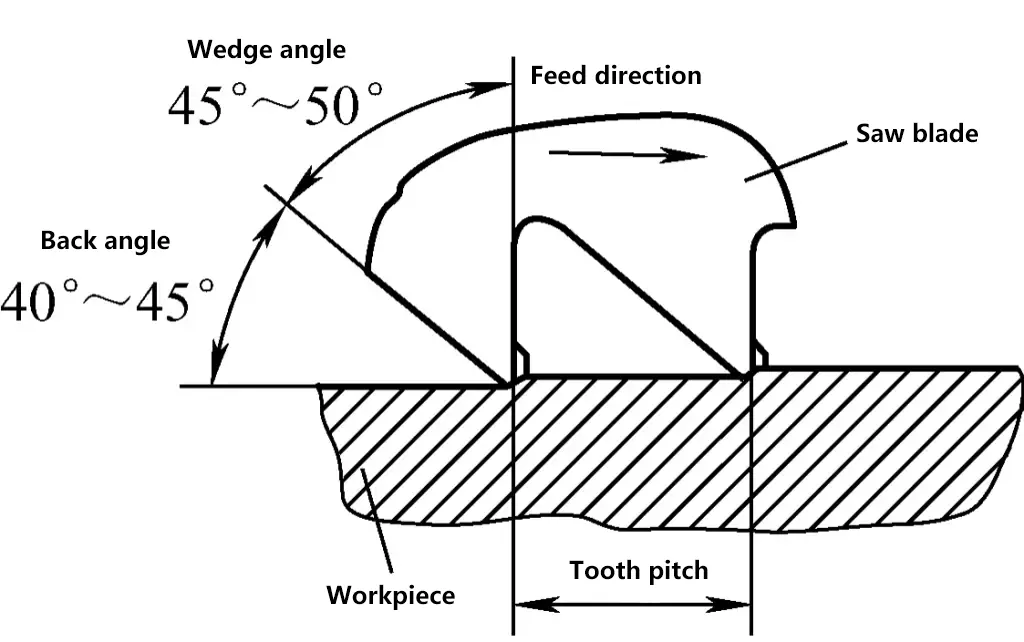
2) 歯のピッチ
隣り合う2つの鋸歯の間隔を歯ピッチという。歯ピッチが大きいほど、切り屑スペースが大きくなります。歯のピッチの大きさに基づいて、鋸刃は、表1に示すように、粗歯、中歯、細歯の3種類に分類することができます。
表1 鋸歯の仕様と用途
| 歯の粗さ | 25mmあたりの歯数 | 歯ピッチ/mm | 申し込み |
| 粗目 | 14-18 | 1.8-1.5 | 銅、アルミニウムなどの軟質材料や厚いワークの鋸切断 |
| ミディアム | 19-23 | 1.3-1.1 | 普通鋼、鋳鉄などの中硬材を鋸で切断。 |
| ファイン | 24-32 | 1.0-0.8 | 高硬度鋼や薄肉ワークなどの鋸切断。 |
3) 鋸の切り口
鋸刃の歯は左右交互にセットされ、鋸の切り口を形成する。図5aに示す波状の鋸歯と、図5bに示す交互の鋸歯がある。製材中、鋸縁は鋸の切り口を形成する。ソーカーフの幅Sはソーバックの厚さbより大きいので、鋸の切り口の幅は常にソーバックの厚さより大きくなり、鋸刃が切り口に引っかかりにくくなる(鋸の挟み込みの発生が少なくなる)。
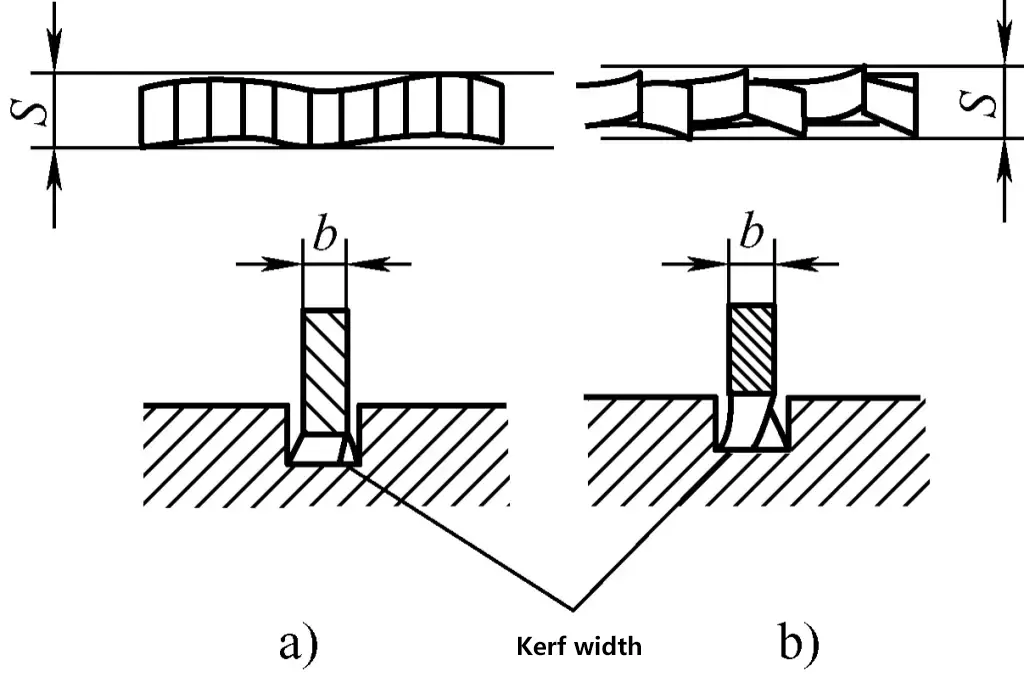
a) 波状の歯型
b) 交互歯型
鋸歯が磨耗するにつれて、鋸の切り口の幅は小さくなることが、これまでの経験から分かっています。その幅が鋸の背の厚みより大きくなくなると、鋸の切り口の幅も鋸の背の厚みより大きくなくなる。これは、鋸刃と切り口との間に激しい摩擦をもたらし、鋸引きを困難にし、鋸挟みを引き起こし、鋸刃を破損することさえある。
4) 鋸刃の選択
被削材の硬さと厚さに応じて、粗さの異なる鋸刃を選択します。柔らかい材料や厚い被削材を鋸で切断する場合は、切り屑のスペースが大きい粗目鋸刃を使用してください。硬い被削材や薄い被削材を鋸で切断する場合は、刃の固着を防ぎ、歯の欠けやくすみを軽減するために、中歯やさらに細かい歯の鋸刃を使用してください。
一般的に、粗い歯の鋸刃は、柔らかい鋸の切断に適しています。 金属 一方、中歯の鋸刃は、図6に示すように、普通鋼、鋳鉄、中厚のワークの加工に主に使用されます。
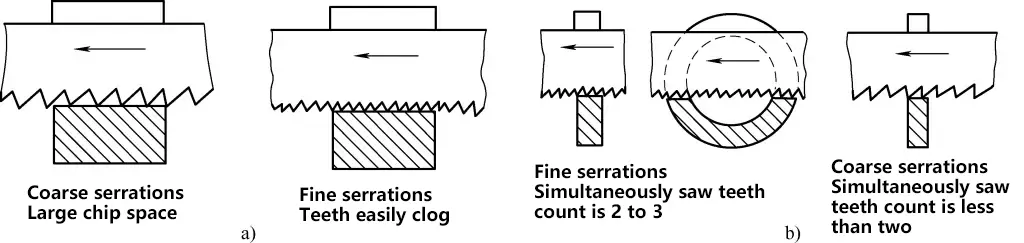
a) 厚いワーク用の粗い歯
b) 薄いワークピース用の細かい歯
II.基本操作スキル
1.鋸刃の取り付け
1) 被削材の材質と厚さに応じて、適切な鋸刃を選ぶ。
2) アジャスタブルソーフレームの上面が固定ソーフレームと一直線になるように、アジャスタブルソーフレームを固定ソーフレームの内側の溝に入れる。
3) 取り付け方向。図7aは鋸刃の正しい取り付け方向を示し、図7bは誤った取り付け方向を示す。鋸刃を逆向きに取り付けると、切断できないだけでなく、鋸歯が急速に摩耗します。
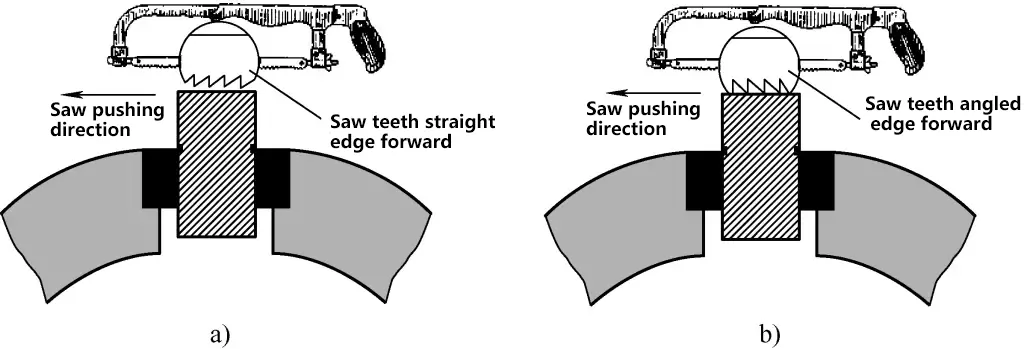
a) 鋸刃の正しい取り付け方向
b) 鋸刃の取り付け方向が正しくない。
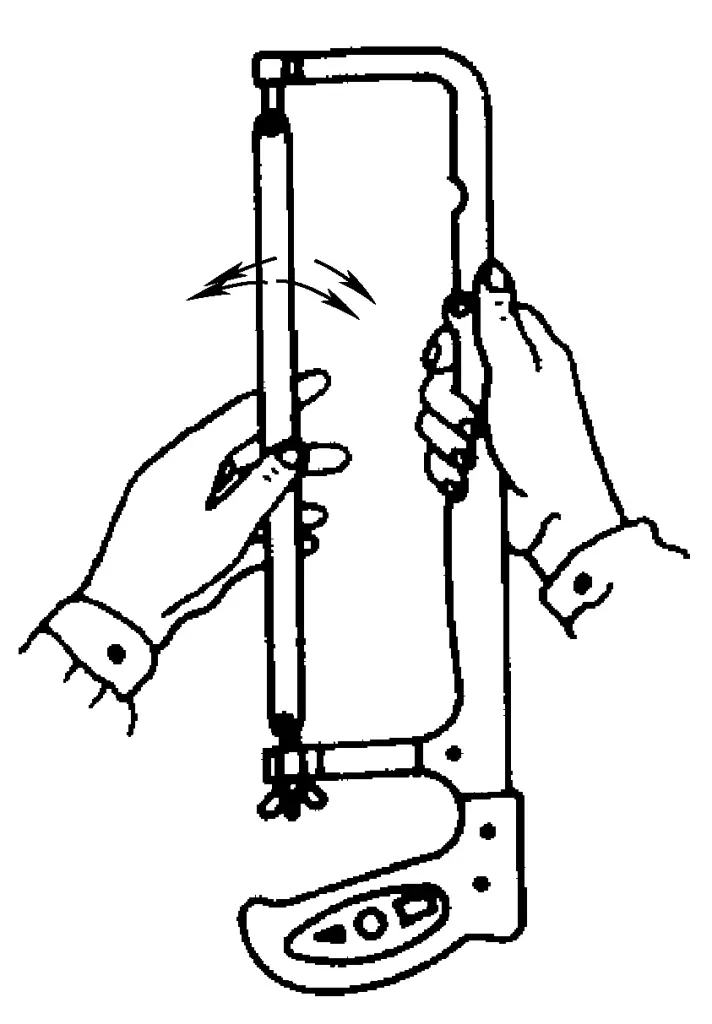
4)鋸刃のインストールのテンション。鋸刃をきつく締めすぎると、弾力性がなくなり、折れやすくなります。緩く締めすぎると、圧力で鋸刃がねじれ、鋸の切り口が斜めになり、また脆性破壊を起こしやすくなります。経験に基づいて、鋸刃を締めた後、2本の指で鋸刃を左右に押してみてください。図8に示すように、鋸刃はわずかに回転しますが、ぐらつきはありません。
5) 鋸刃を取り付けたら、鋸刃の平面が鋸フレームの中心面と一致するようにする。
2.ソーイング中のワーククランプ
図9は、製材中のワークのクランプ位置を示しており、次のようなポイントがある:
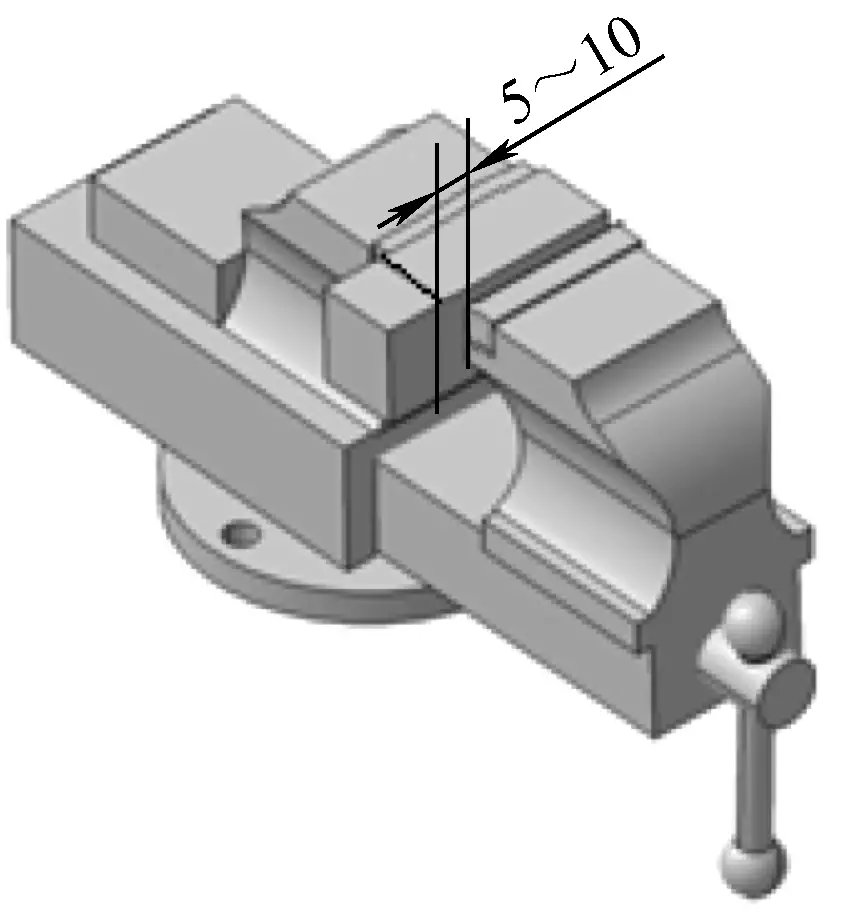
- ワークピースは、切断線がバイスのジョーと平行になるように、鉄のジョーから5~10mmほど離し、バイスの中でできるだけ左側にクランプする。
- そうでないと、ソーイング中にワークが振動し、鋸刃が破損する恐れがあります。
- 鋸の刃が破損する恐れがあります。
- パイプや柔らかい金属を鋸で切断する場合、特に加工されたワークの表面をクランプする場合は、ワークの損傷を防ぐために柔らかいパッドを使用してください。
3.製材作業のポイント
(1) 鋸フレームのグリップ
ソー・フレームの正しい握り方を図10に示す。右手はハンドルをしっかりと握り、左手はソー・フレームの湾曲した部分に軽く添え、親指はソー・フレームの背面を押し、他の4本の指は前端を握る。鋸枠の動きと鋸を押す力は主に右手でコントロールし、左手は手鋸を支える補助をする。
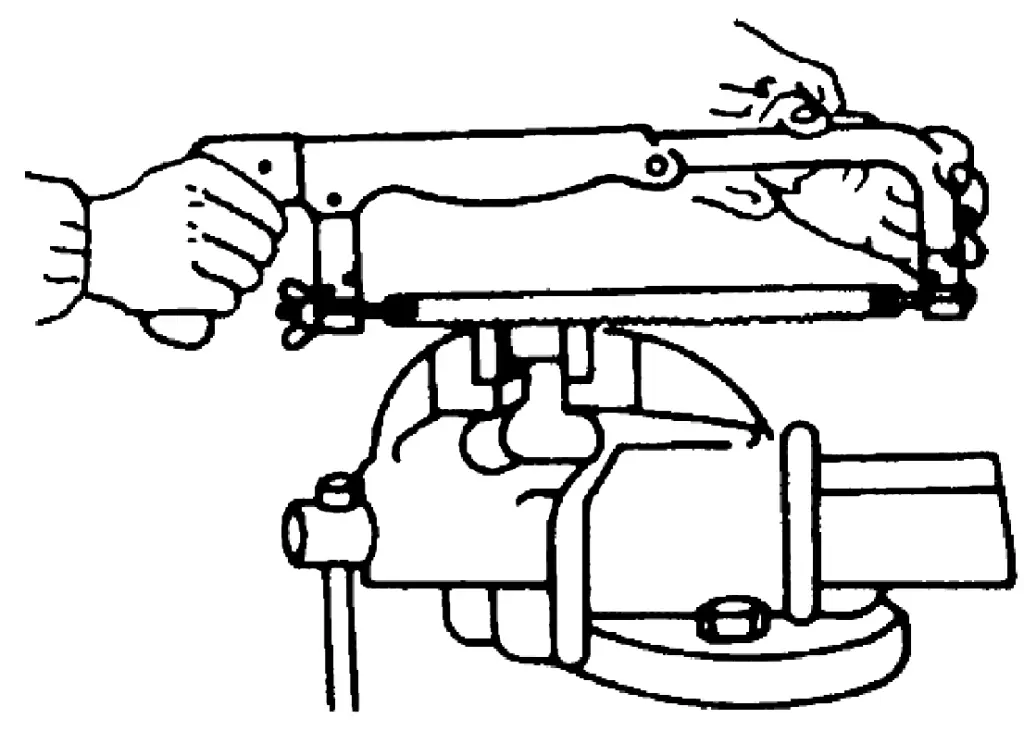
よくある間違った握り方は、①左手の小指をソーテノンの下に置く、②左手でソーフレームの前端を完全に握る、の2つです。
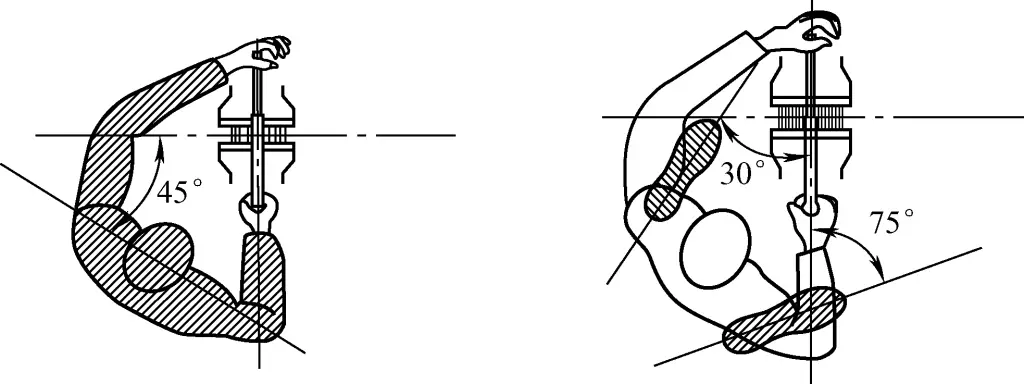
(2) 立ち姿勢での製材
図11に示すように、両足をベンチ・バイスに向けてしっかりと立ち、ベンチ・バイスの中心線より左側に、鋸刃の全長とほぼ等しい距離を置きます。次に左足を前に出し、右足のつま先と左足のかかとの間の距離を鋸フレームの長さとほぼ等しくします。左足はベンチバイスの中心線に対して30°の角度を作り、右足は75°の角度を作る。
(3) 鋸の始動
鋸のスタートは鋸引きの最初のステップであり、スタートの良し悪しは鋸引きの質に直接影響します。
ノコギリをスムーズにスタートさせるには、左手の親指でノコギリの刃をスタートさせる位置に固定します(図 12 に示すように、マークされた切断線に沿い、どのワークが加工用に保持されるワークであるかを明確に識別し、ワークのスクラップを避けるようにしてください)。
ソーイングを始めるときは、軽く力を入れ、短いストロークで往復させます。溝が2~3mmの深さになったら、鋸刃を持つ手を離し、鋸フレームを水平にして通常の鋸引きを行います。
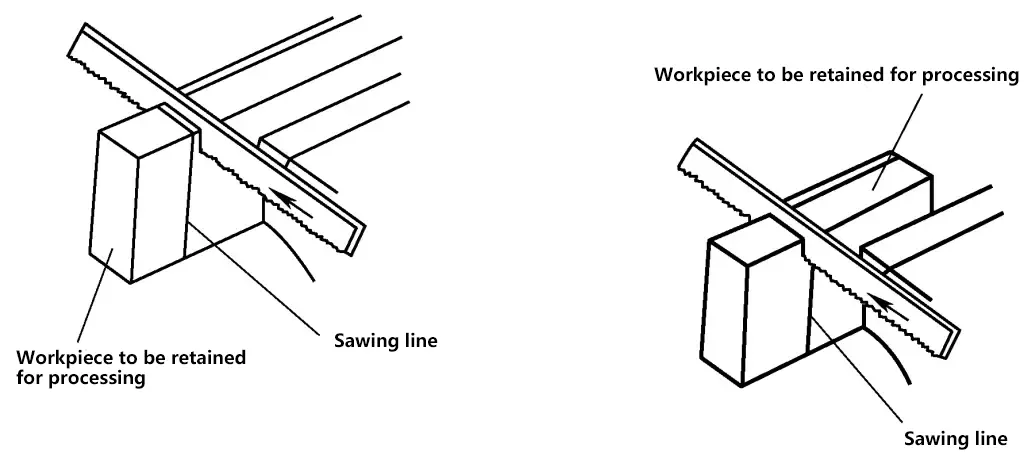
ノコギリの始動方法には、ファースタートとニアスタートの2種類がある。
1) 遠距離スタート
ファー・スタートは、一般的に使用される鋸のスタート方法です。図 13a に示すように、ファー・スタートは、自分から最も遠いワークの端からソーイングを開始します。鋸歯が徐々に加工物に食い込んでいくので、鋸歯が加工物の端に引っかかって欠けるのを防ぐことができます。

a) 遠距離スタート
b) スタート付近
2) スタート付近
図13bに示すように、ニアスタートは、自分に最も近いワークの端からソーイングを開始する。切断線がはっきり見えるという利点があるが、適切に行わないと、鋸歯がワークの端に引っかかって折れやすくなる。
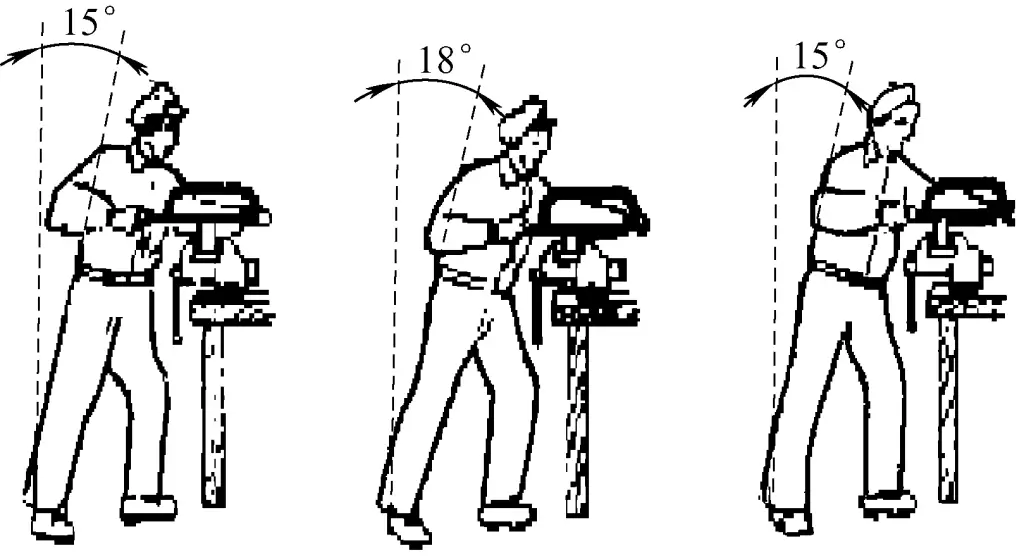
どちらの始動方法を使用する場合でも、始動角度は15°未満にする必要があります。始動角度が大きすぎると、鋸歯がワークピースのエッジに引っかかって欠けてしまう。始動角度が小さすぎたり、平らすぎたりすると、鋸歯が材料に食い込みにくくなったり、滑ってワークピースの表面を傷つける恐れがある。
(4) 製材工程
図 14 に示すように、前方に鋸を引くときは、体を少し前方に傾け、自然に鋸フレームに向かって押す。前方へのストロークが鋸刃の長さの約 3 分の 2 に達したら、鋸の反力を利用して体を元の位置に戻します。
戻りストロークでは、左手で鋸フレームを少し持ち上げ、鋸刃がワークの上を軽く滑るようにする。本体が最初の位置に戻ったら、2 回目の往復運動に備えます。鋸の切断中は、鋸の切り口をまっすぐに保ち、傾きがあれば直ちに修正する。
(5) 2つの一般的な鋸の形
1) 直線往復鋸引きは、図15aに示すように、鋸フレームを両手で操作して、前に押すか、後ろに引くかにかかわらず、直線的に往復運動させるものである。この挽き方を直線往復挽きと呼ぶ。鋸枠の左右の揺れを最小限に抑えることができるので、溝を切るときに鋸の切り口がまっすぐになり、底が平らになりやすい。
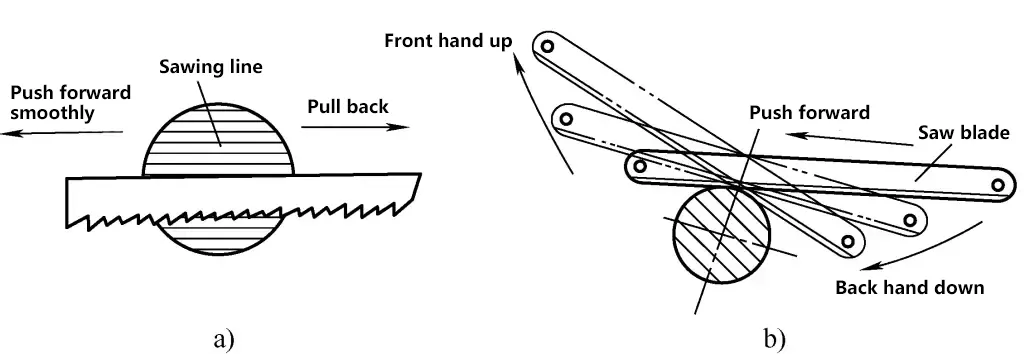
a) ストレート・レシプロソーイング
b) 小振幅スイングソーイング
2) 小振幅スイングは、図15bに示すように、ノコギリを前に押し出すときには前腕を上げ、後腕を下げ、後ろに引くときには後腕を上げ、前腕を下げることで、ノコギリのフレームを小振幅にスイングさせる動きを作り出す。
ストレートレシプロソーイングに比べ、この方法の主な利点は、長時間のソーイングでも疲労が少ないことである。欠点は、前後の前腕が上下に振られるため、鋸のフレームが左右に揺れ、鋸の切断面の真直度に影響が出ることである。さらに、溝を切る場合、溝の底が円弧状になる。
(6) 製材力の制御
手作業による鋸切断では、作業者はハンドソーが被加工材に加える力(鋸を押す力と鋸を押さえる力)をコントロールします。鋸引きにおける力のかけ方の原則は、適切な鋸引き圧力を維持しながら、固着することなくスムーズで安定した鋸引きを実現することです。
1) 図4に示すように、鋸を押し進めるとき、鋸の歯は切断状態にあり、鋸を引き戻すとき(戻りストローク)、鋸の歯は切断しません。したがって、作業者は鋸を押し進めるときに鋸圧をかけ、戻りストロークでは鋸圧をかけずに鋸をわずかに持ち上げる必要があり、さもなければ鋸刃の摩耗を早めます。
2) 作業者は、加工する材料の硬さに応じて、適切な鋸圧を選択する必要がある。柔らかい材料(銅、アルミニウム、低炭素鋼など)を鋸で挽く場合は、深く挽きすぎてバインディングを起こさないように圧力を低くし、硬い材料(高炭素鋼、鋳鉄など)を鋸で挽く場合は、スリップを防ぐために、切り込みにくいので圧力を高くする。
3) 製材中は、作業の安定性と安全性を確保し、鋸歯の摩耗を軽減するため、実際の製材条件に基づいて製材圧力を適切に調整する必要があります。
途中でソーイングが困難になった場合は、速やかに原因を分析してください。鋸歯の先端が磨耗している場合は、圧力を下げるか、鋸刃を交換してください。被削材に硬い部分がある場合は、圧力を下げるか、目の細かい鋸刃に交換してください。
ワークが切れそうになったら、圧力を下げてください。
(7) 製材方向の制御
鋸の切断線に沿って鋸を切断し、まっすぐな鋸切断を実現することは、鋸切断の品質にとって基本的な要件である。そのためには、作業中に鋸の切断方向をうまくコントロールする必要があります。
1) 製材中は、切り口が切断線から外れていないか頻繁に確認し、外れやすい場合は速やかに修正する。
2) 前述のように、ワークを取り付ける際、切断線はバイスの爪と平行になるため、鋸加工中はバイスの爪の端を基準線として使用することができます。つまり、製材中は、製材の進行方向を常にバイスの爪の端と平行に保つようにします。
3) ソーイング中にソーフレームが左右に揺れないようにする。
(8) 鋸速度とストローク
適切なソーイング速度は毎分20~40ストロークである。柔らかい材料では速く、硬い材料では遅くします。速度が速すぎると鋸刃が早く摩耗し、遅すぎると能率が悪くなる。鋸刃の中央部分が早く鈍るのを防ぐため、鋸引きのストロークは鋸刃の長さの3分の2以下にしてはいけませんが、前後の鋸の爪がワークの端に触れてはいけません。
(9) 斜めにカットされた鋸の修正
製材工程では、次のような理由により、斜めの切り口が生じることがよくある:
- ワークを取り付ける際、切断線の方向が垂直方向と一致しない。
- 鋸刃の取り付けが緩すぎるか、 鋸フレーム平面に対してねじれてい る。
- 歯の両側に不均等な摩耗のある鋸刃を使用すること。
- 鋸圧が高すぎると、鋸刃が左右に揺れる。
- 鋸のフレームがまっすぐに保たれていないか、力が不均等に加えられているため、鋸の刃の背が切り口から外れている。
製材中にスキューを発見した場合は、速やかに修正する必要があります:図16に示すように、ソー・フレームの上部をスキューと同じ方向に傾け、ソー・バック厚さよりもソー・カーフ幅が広いことを利用して、下方に軽く圧力をかけながらソーイングを行い、切り口を修正する。切り口が正しい位置に戻ったら、すみやかにソー・フレームをまっすぐにし、通常の方法でソーイングを続けます。
4.代表的な部品の製材
(1) 平鋼と山形鋼の鋸引き
経験上、鋸の歯が切断中にワークのエッジに引っかからないようにし、鋸刃の破損を避けるには、通常3~4枚の歯を切断面に接触させる必要があります。したがって、平鋼や山形鋼を製材する場合は、図 17 に示すように、幅の広い面を下にして製材します。幅の広い面を下にして製材すると、能率が向 上するだけでなく、切断面のチッピングを防ぐこ ともできる。
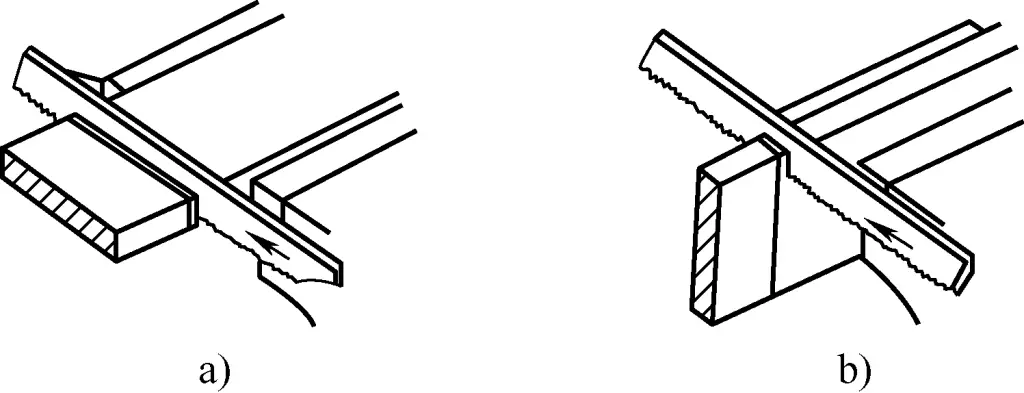
a) 正しい
b) 正しくない
逆に、幅の狭い側から下に向かって鋸を挽くと、不経済なだけでなく、鋸歯が被加工物に接触するのはわずかであるため、鋸歯が動かなくなる。ワークが薄ければ薄いほど、鋸歯がワークのエッジに引っかかって折れやすくなる。
(2) チャンネル・スチールの鋸引き
1) 製材前のチャンネル鋼のクランプ
溝形鋼は、その使用に影響を及ぼす可能性のある製材中の変形を防ぐため、製材前に正しくクランプする必要があります。図18は、製材前にチャンネル・スチールをベンチ・バイスでクランプする方法を示している。
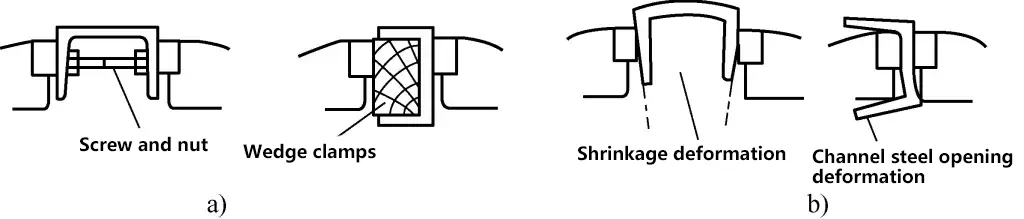
a) 正しいクランプ方法
b) 不適切なクランプ方法
2) 溝形鋼の鋸切断法
図19に示すように、溝形鋼を製材する場合は、幅の広い側から下に向かって3回に分けて行うのが一般的である。片側から挽くことはできず、できるだけ長い切り口から挽くようにする。そのため、ワークは何度も位置を変えなければならない。まず、溝形鋼の幅の広い面の片側を鋸で挽き(図19a参照)、次に溝形鋼を反転させてクランプし、幅の広い面の中央部を鋸で挽き(図4-19b参照)、最後に溝形鋼を横にしてクランプし、幅の広い面の反対側を鋸で挽く(図19c参照)。
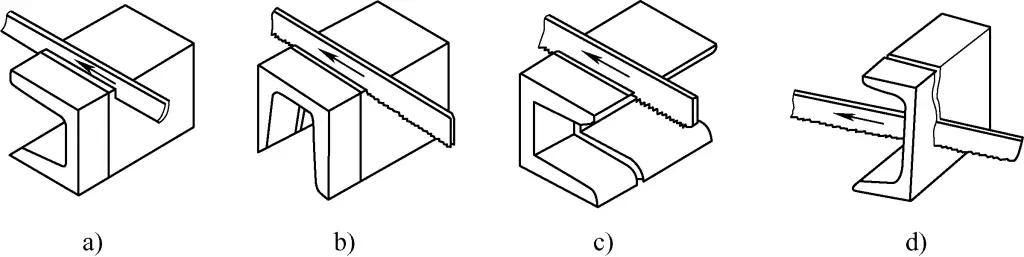
a) 裏返す
b) フリップ2
c) フリップ3
d) 通常の製材経路
図19dに示すように、溝形鋼を一度だけクランプしてのこぎりで開くと、第一に能率が低く、第二に、高くて狭い中間部分をのこぎりで切るときに、のこぎりの歯が折れやすく、切り口が均一にならないので、この方法は推奨されない。
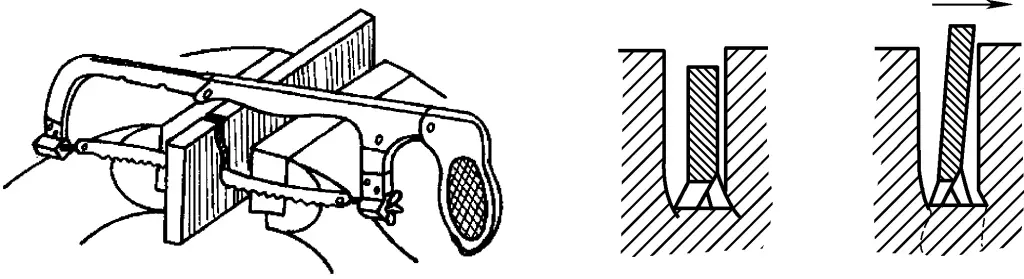
(3) 深い溝の鋸引き
図 20 に示すように、深い溝を挽く場合は、まず垂直に挽きます。切り口の高さがソー・フレームの高さ に達すると、フレームがワークとぶつかります。この時点でソー・ブレードを取り外し、90°回転させて再び取り付け、ソー・フレームをワークの側に向けます。
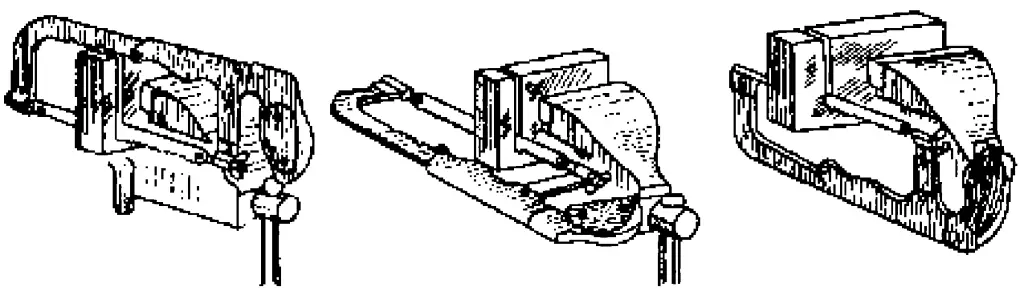
(4) 管状材料のソーイング
1) 製材前の管状材のクランプ
管状材は、その使用に影響を及ぼす可能性のある、製材中の内径の変形を防ぐため、製材前に正しくクランプする必要がある。図21は、鋸引き前に万力で管状材をクランプする方法を示している。
a) 正しいクランプ方法
b) 不適切なクランプ方法
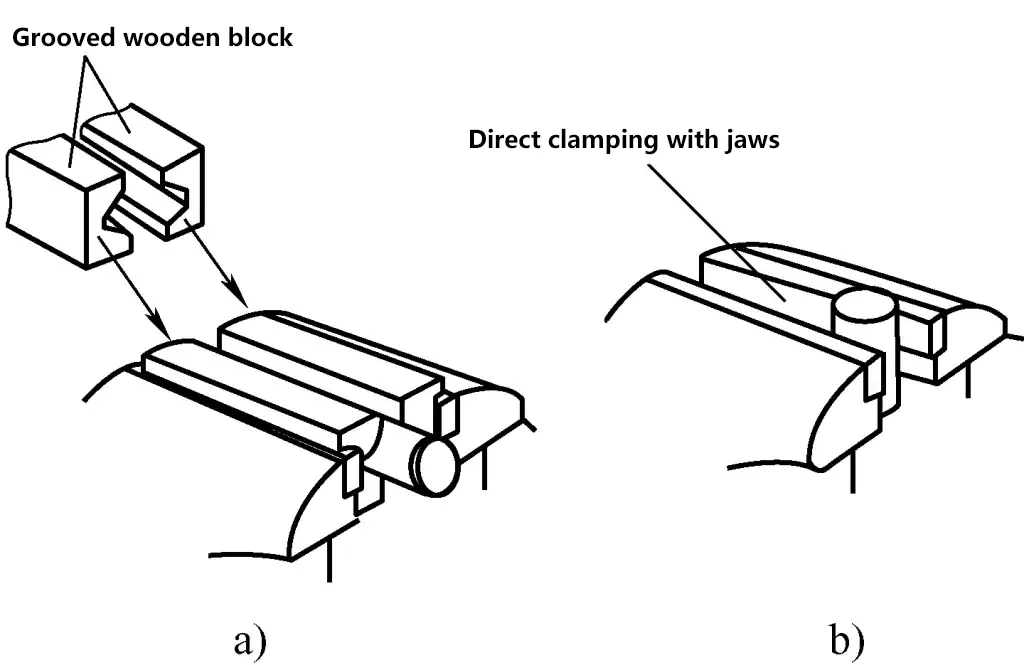
2) チューブ材のソーイング加工
図22に示すように、管材を鋸で切断する場合、一方向から鋸で切断することはできない。これは、のこぎりが管の内壁を貫通した後、のこぎりの歯が薄い壁で切断され、力が集中するため、容易に管の壁に引っかかって破損するからである。
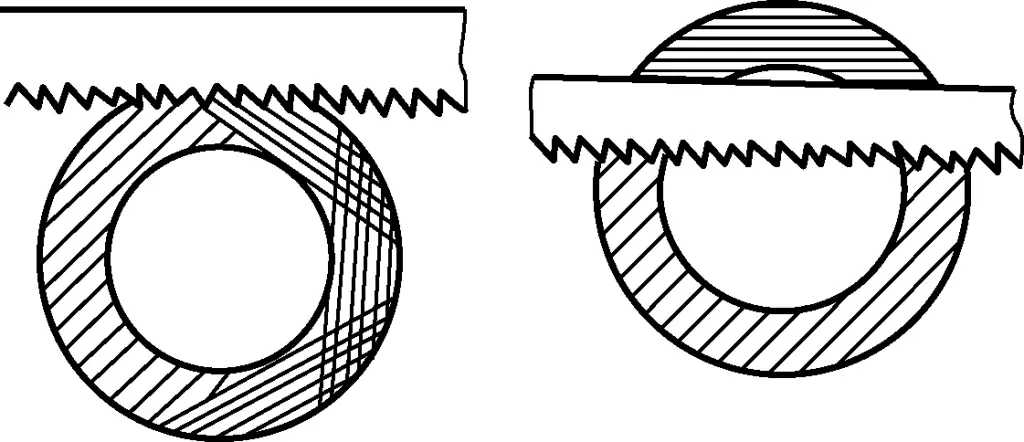
正しい方法は、鋸がチューブの内壁に達したら鋸引きを止め、鋸を押す方向にチューブをわずかに回転させ、元の切り口に沿って鋸引きを続ける。切断が完了するまで、回転させながら鋸引きを続ける。また、肉厚の薄い丸管の場合は、鋸引きの前にV字型の木製ブロックを使ってクランプし、鋸引きを行う必要がある。
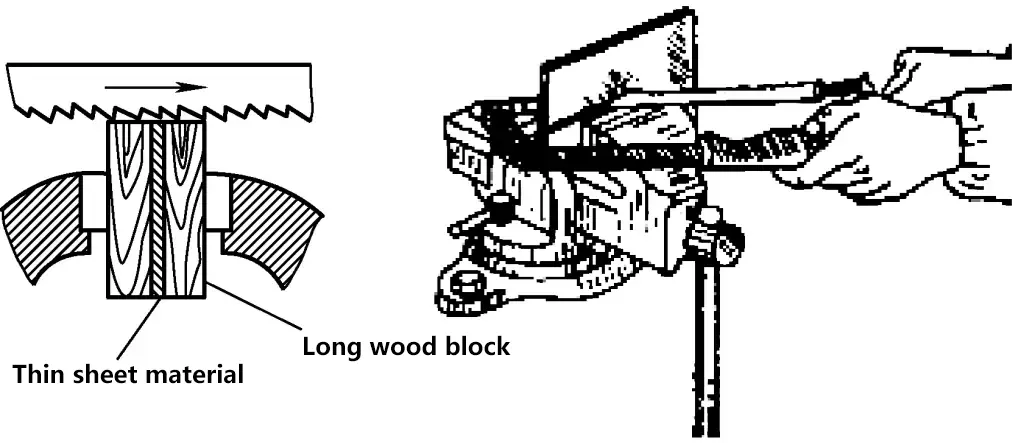
(5) 薄板の鋸引き
図 23 に示すように、2 つの木製ブロックの間に薄板材を挟み、ベンチ・バイスでクランプしてソーイングを行う。こうすることで、製材中の薄板材の剛性が増し、鋸歯が折れるのを防ぐことができる。
5.製材時の安全注意事項
- 鋸刃の張りは、緩すぎず、きつすぎず、適切でなければならない。
- のこぎりの刃が破損する恐れがあります。
- 製材中にノコギリの歯が欠けた場合は、歯の損傷を防ぐために速やかに対処してください。
- ワークがノコギリで切り落とされそうに なったら、圧力を弱め、スピードを落としま す。左手でのこぎりで切断する部分を支え、右手でのこぎりのフレームを操作して、切断する部分をゆっくりと切断します。こうすることで、のこぎりを押す力が強すぎて腕を怪我するのを防ぎ、また、取り外した部品が落下して足を怪我するのを防ぐことができます。







