

I.基本的なプロセス知識
リベットで2つ以上の工作物を接続する操作は、リベッティングと呼ばれる。リベッティングは操作が簡単で適用が柔軟であるため、一般に力が大きくない状況で使用される。リベッティング後に部品が相対的に回転できるかどうかによって、図1に示すように、リベッティングは固定リベッティングと可動リベッティングに分けられる。
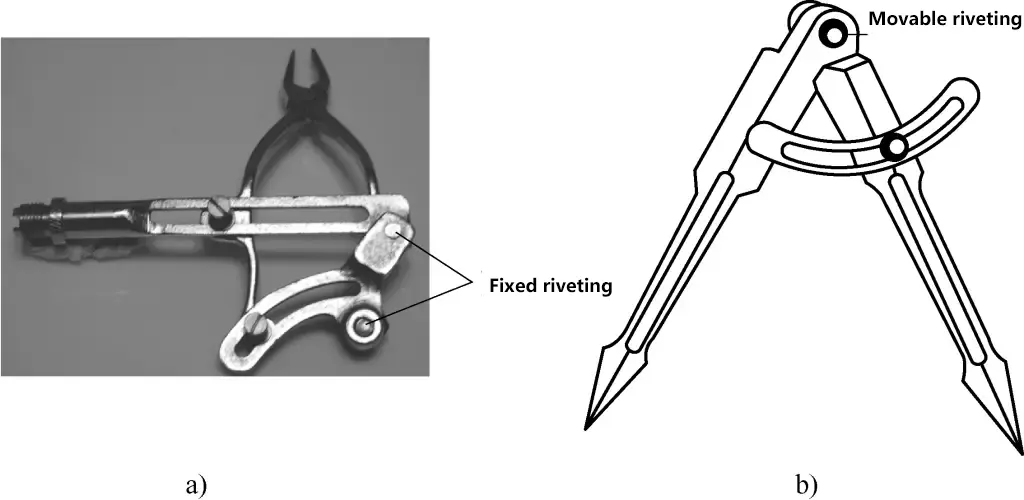
a) 固定リベット
b) 可動リベット
異なるリベット打ち方法に従って、リベット打ち作業はホット・リベット打ち、コールド・リベット打ち、混合リベット打ちに分けられる。一般に、コールド・リベッティングは直径8mm未満のリベットに使用される。
以下は、フィッターのための手動コールド・リベット作業技術を紹介する。
1.リベット工具
(1) ハンマー
はめあいリベッティングに使用されるハンマーは、ほとんどがボール・ピーン・ハンマーであり、その仕様はリベットの直径によって選択される。最も一般的に使用されるのは、0.66kgまたは0.88kgのボール・ピーン・ハンマーである。
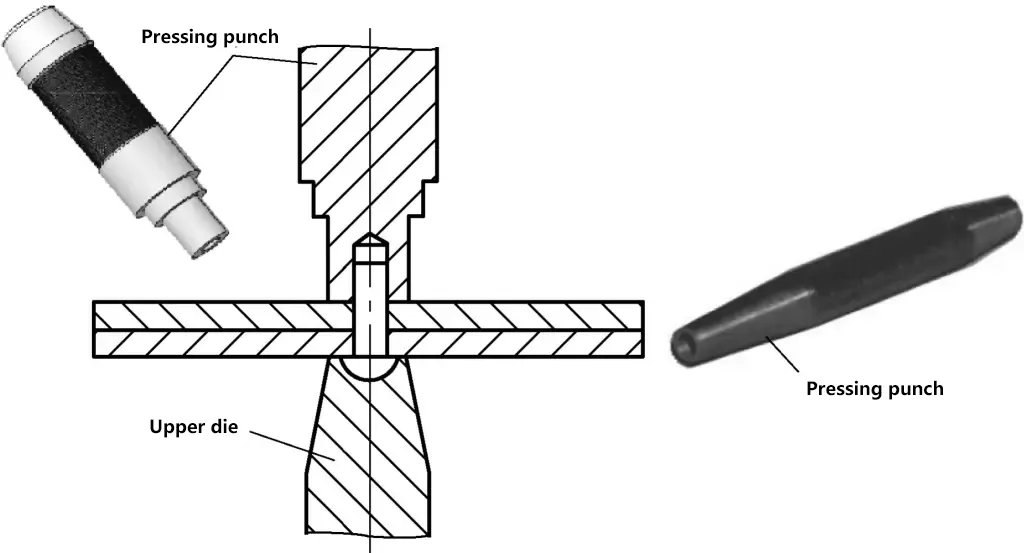
(2) 圧縮パンチ
図2に示すようにリベットが穴に挿入された後、リベットでリベットされる板を強く押し、密着させる。
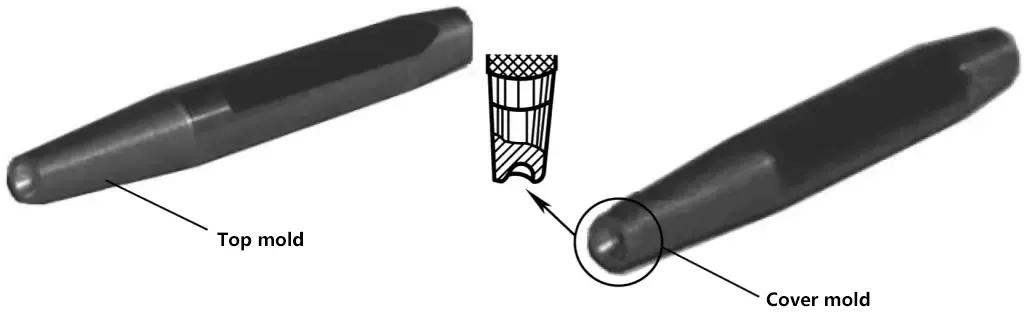
(3) 金型とキャップ
半円形頭部リベット及び半円形皿頭リベットをリベット成形する場合、最終的なリベット成形工程は、図3に示すように、ダイ及びキャップを使用してリベット頭部を規則的な形状に成形することである。ダイとキャップの頭部の半円形凹球面は、半円形頭部リベットの標準サイズに従って作られるべきである。
上記の主な工具に加えて、アンビルのような補助工具や、ベンチバイスのようなクランプ工具も、リベッティングの際には必要である。
2.リベットとリベッティング・パラメータの選択
(1) リベットの分類
1) リベットの形状の違いにより、図4に示すように、リベットは主に平頭リベット、半円頭リベット、皿頭リベット、半円皿頭リベット、中空リベットに分けられる。
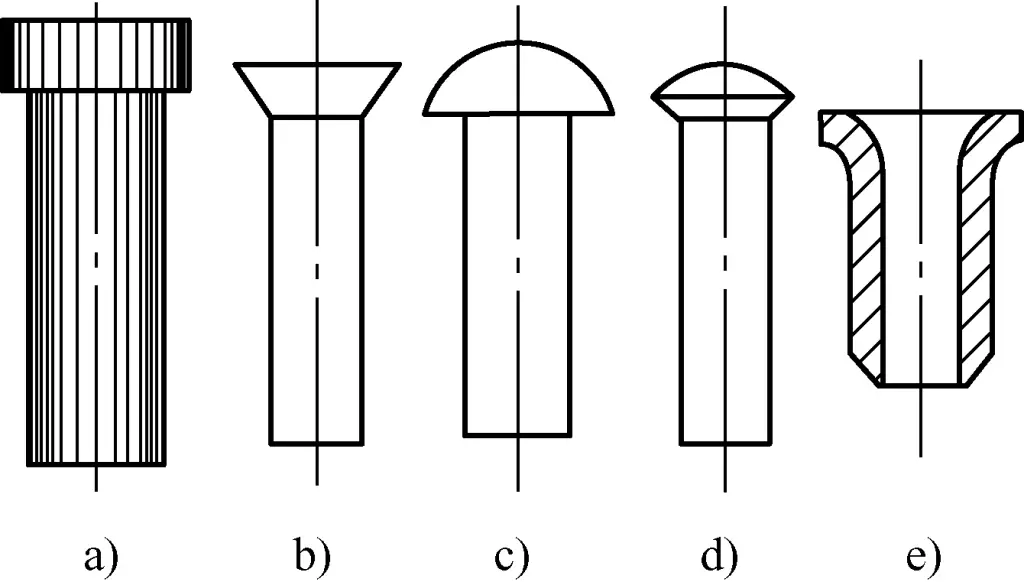
a) 平頭リベット
b) 皿頭リベット
c) 半円頭リベット
d) 半円皿頭リベット
e) 中空リベット
2) リベットの異なる用途に従って、リベットはボイラーリベット、鋼構造リベット及び伝動ベルトリベットに分けられる。
3) リベットの材質によって、リベットは鋼、銅(純銅と真鍮)、アルミニウムに分けられる。
(2) リベッティング・パラメーター
リベッティングのパラメータを図5に示す。
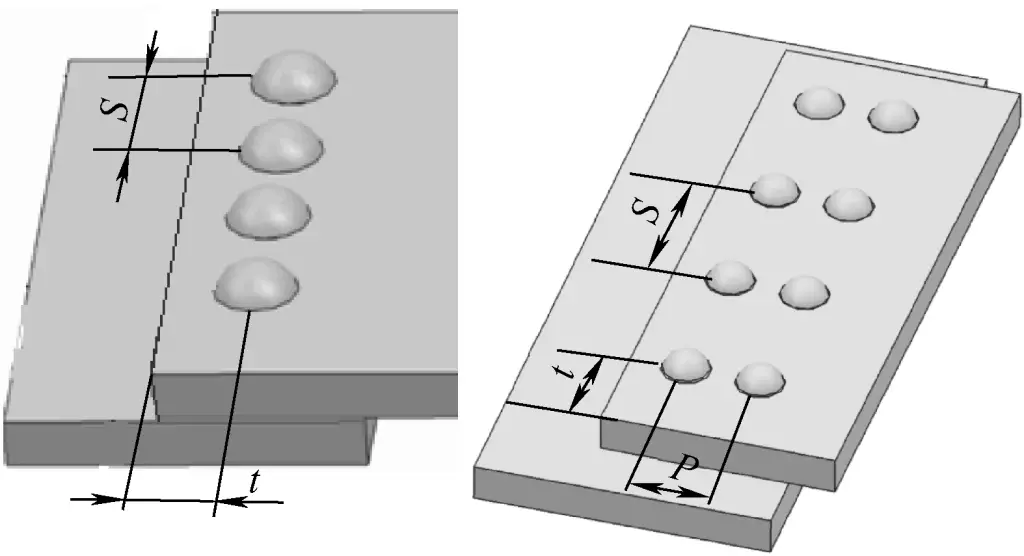
1) リベット間隔、エッジ距離、列距離の計算
単列リベッティング
リベットの間隔はS=3dである。
リベッティング・エッジの距離はt=1.5dである。
dはリベットの直径。
複列リベッティング
リベットの間隔はS=4dである。
リベッティング・エッジの距離はt=1.5dである。
リベット列の距離はP=2dである。
2) リベット径の決定
リベット直径の選択は、一般に、接続される板の計算された厚さに関係する。リベットが十分な剪断強度を持つことを保証するために、経験に従って、リベット直径は一般に表1に従って選択される。
表1 リベット径の決定(単位:mm)
| 厚さの計算 | 5~6 | 7~9 | 10~12 | 15~18 | 19~24 | ≥25 |
| リベット径 | 10~12 | 14~18 | 20~22 | 24~27 | 27~30 | 30~36 |
厚さ計算の原則は以下の通り:
- プレートを重ねる場合は、厚い方を基準に計算する。
- 板厚に大きな差がある板をリベット接合する場合は、薄い方の板厚を計算板厚として使用する。
- プレートをプロファイルにリベット留めする場合は、2つの平均値を取る。
3) スルーホールの直径d0 リベット打ち前(表2参照)
表2 リベット打ち前の貫通穴径の決定(単位:mm)
| リベット径 d | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 8.0 | 10.0 | |
| スルーホールの直径 d0 | ラフ・アセンブリ | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 |
| 精密組立 | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 | |
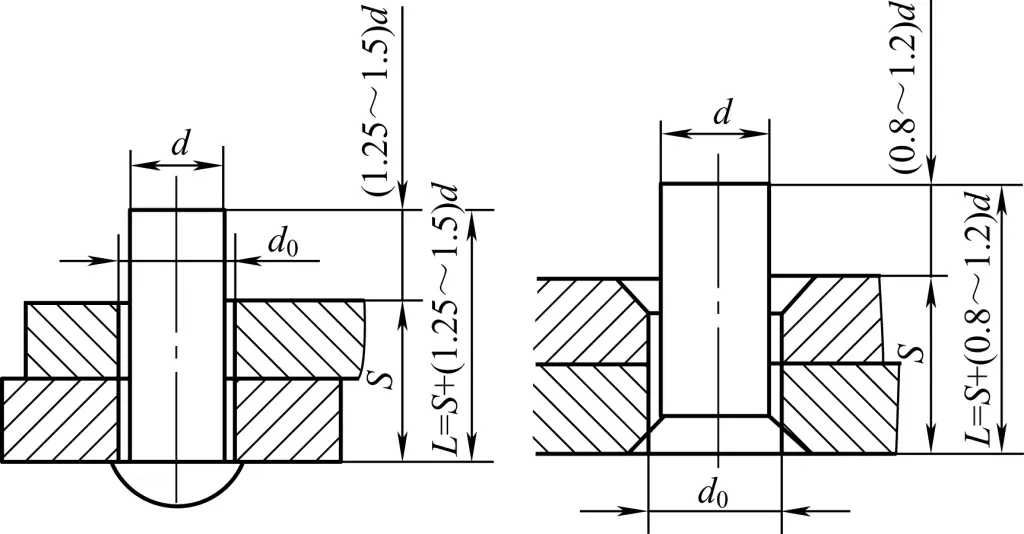
4) リベット長さの決定
リベット打ちに使用されるリベットの長さは、要件を満たし、十分なリベット打ち強度を提供するリベット・ヘッドを形成するのに十分でなければならない。リベットの長さは、板の全厚さとリベットの突出部の長さを含む。一般に、半円頭リベットの突出部の長さは、図6に示すように、リベットの直径の1.25~1.5倍であるべきであり、皿頭リベットの場合は、リベットの直径の0.8~1.2倍であるべきである。
II.基本操作スキル
1.ハンドリベットの工程
(1) 半円頭リベットのリベット打ち
1) 表1を参照し、リベットされる部品の厚さに基づいて正しいリベット径を選択する;表2を参照し、リベット径と組立精度に基づいて、リベット穴(貫通穴径)の正しいドリル径を選択する。
貫通穴径が小さすぎると、リベットは挿入時に接続部品の穴壁を傷つけ、ひび割れを起こす可能性があり、穴径が大きすぎると、リベットはリベット締結中にぐらついたり曲がったりして、リベット頭部の外観に影響を与え、リベット締結強度を著しく低下させる可能性がある。
2) 接続するプレートにドリルかリームで穴を開け、穴の縁のバリを取り除く。
3) リベットを挿入し、リベットの丸い頭を上のダイに置き、図7aに示すように、圧縮ポンチを使用してリベット止め部品をきつく挟む。
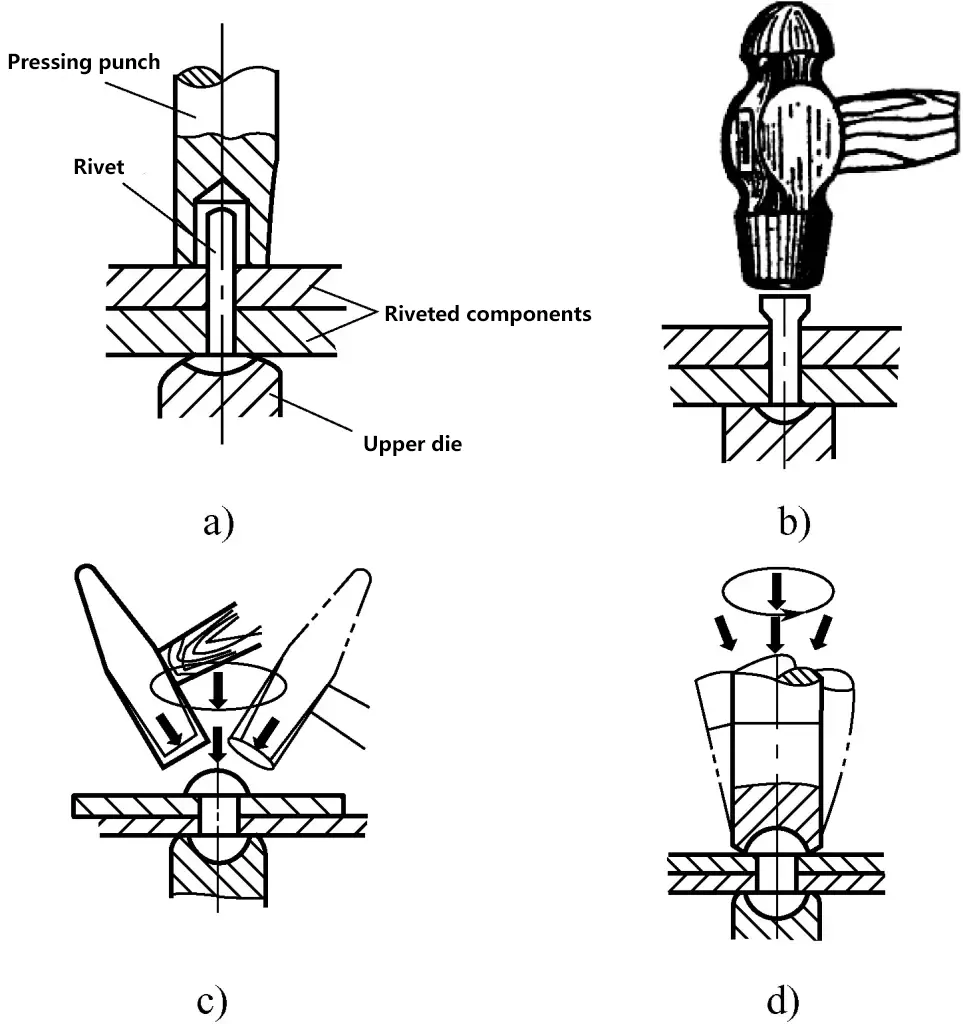
a) リベット部品のプレス
b) リベットの動揺
c) ハンマー鍛造
d) カバー・ダイを使用して、リベット・ヘッドを仕上げ成形する。
4) 図7bに示すように、ハンマーでリベットの頭をひっくり返す。
5) 図7cに示すように、ハンマーで叩き、リベット・ヘッドを初期形状に平滑にする。
6) 図7dに示すように、リベット・ヘッドを必要な形状に仕上げるた めに、カバー・ダイを使用する。カバー・ダイを使用するときは、リベット・ヘッドを傷つけたり、ワークの表面を傷つけたりしないようにする。
(2) 皿頭リベットのリベット打ち
- 半円頭リベットと同じ方法で、リベット穴のドリル径を正しく選択する。
- 接続するプレートにドリルまたはリーマで穴を開けた後、両方の穴の縁に皿面取りをする。
- 皿リベットをリベット穴に挿入する。予備成形リベットが入手できる場合は、図8に示す工程ステップで、もう一方の端部頭部を形成するためにアップセットするだけでよい。
- 予備成形されたリベットを使用せず、代わりに適切に切断された丸鋼をリベットとして使用する場合は、次のように進める:
- カットした丸鋼をリベット穴に差し込み、両端の真ん中をひっくり返す。
- 図9に示すように、まず一方の端を平らにリベットで留め、次にもう一方の端をリベットで留め、最後に両端の表面を滑らかにする。
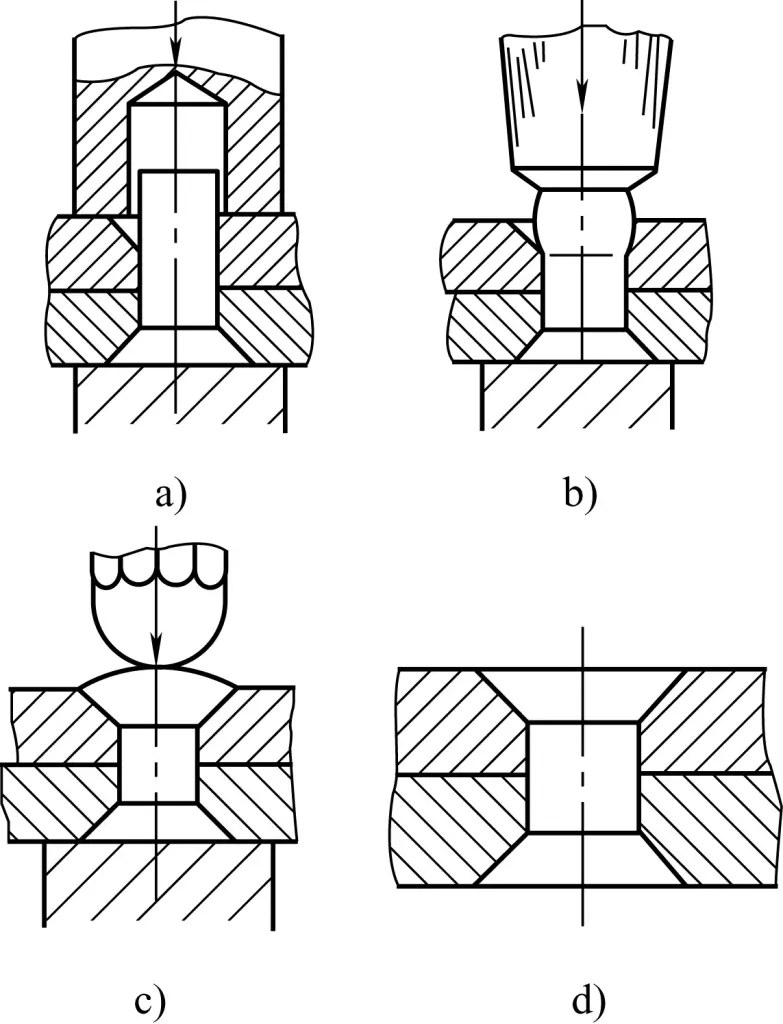
a) リベット部品のプレス
b) リベットの突出端をひっくり返す。
c) カウンターシンクのアップセットと充填
d) リベットの突出部分を平らにする。
(3) ハンマーによる手動リベット打ちの注意事項
- アプセット中、ハンマーで叩く力の方向はリベット軸を通り、リベット軸の曲がりやリベット頭部のずれを防ぐために斜めになってはならない。
- リベット・ハンマー打ちの際、リベット・パーツを伸ばしたり、表面にへこみを作ったりしないこと。
- 手動でリベットを打ち込んでいる間、リベット頭部の形状の変化を頻繁に観察し、それに応じて打ち込み力を調整する。半円形頭部リベットの場合、アプセット成形後、リベット頭部の形状を観察し、所望の形状になるように必要に応じて打込み力と接触点を調整する。
- 手作業でリベット打ちをする場合は、ハンマーヘッドと穴の縁金との衝突回数を最小限にして、穴の縁金の変形を抑え、亀裂の発生を防止する。
- 整形用カバーダイで半円頭リベットを手作業でリベット打ちするときは、ダイに当たってはね返り、人に怪我をさせないように注意すること。
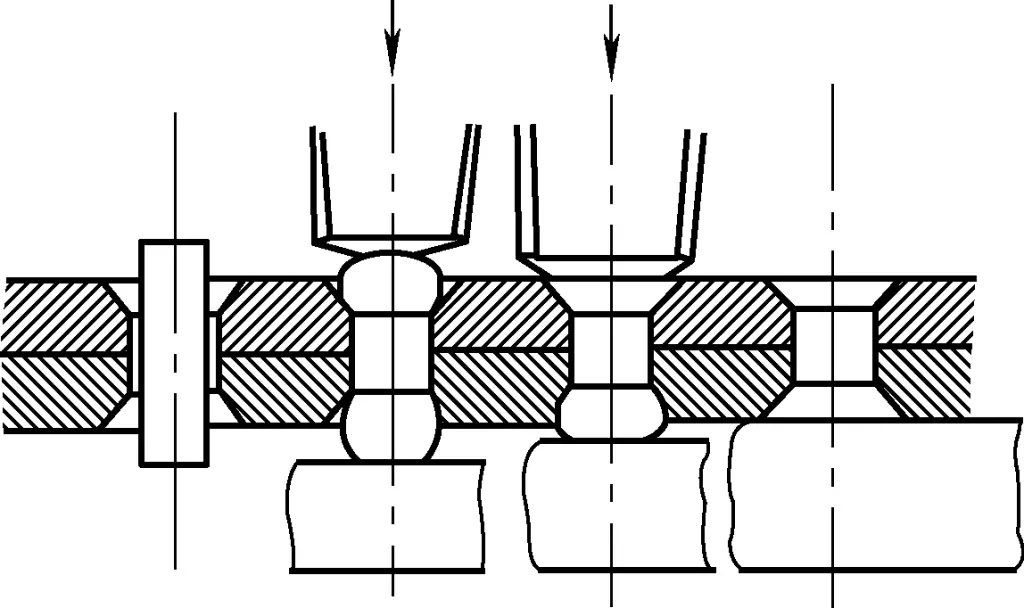
(4) 中空リベットのリベット打ち
図10に示すように、中空リベットを穴に挿入した後、まず被加工物を強く押圧し、次にテンプレート・パンチを使用して中空リベットのエッジを広げ、最後に特殊成形パンチを使用してリベット・ヘッドを成形する。
(5) 可動リベットについて
リベット締結後にリベット締結部品を相対的に回転させるために、可動リベット締結時には、上記のリベット締結プロセスに従うことに加えて、リベット・ヘッドを平らにする間、ハンマリング力は軽くすべきである。部品が "死ぬほどリベットされる "のを防ぐために、ハンマーで打ちながら移動状態をチェックする。
リベット接合後にリベット接合部品が回転しにくい場合は、リベット頭部の下に中空のダイ(押えポンチに似た形状)を置き、リベット頭部をハンマーで叩くことができる。これによりリベットが緩み、2つのリベット部品が相対的に動くことができるようになる。部品がゆるすぎる場合は、固定リベット・プロセスに従って締め付けることができ、可動リベットの締め付けを必要に応じて調整することができる。
2.リベット部品の分解
いくつかの機器の保守場面では、部品を交換するためにリベット部品を分解する必要がある。この場合、リベット部品を分解するという目的を達成するために、リベットを押し出すための特別なパンチを使用する前に、リベット・ヘッドを破壊しなければならない。
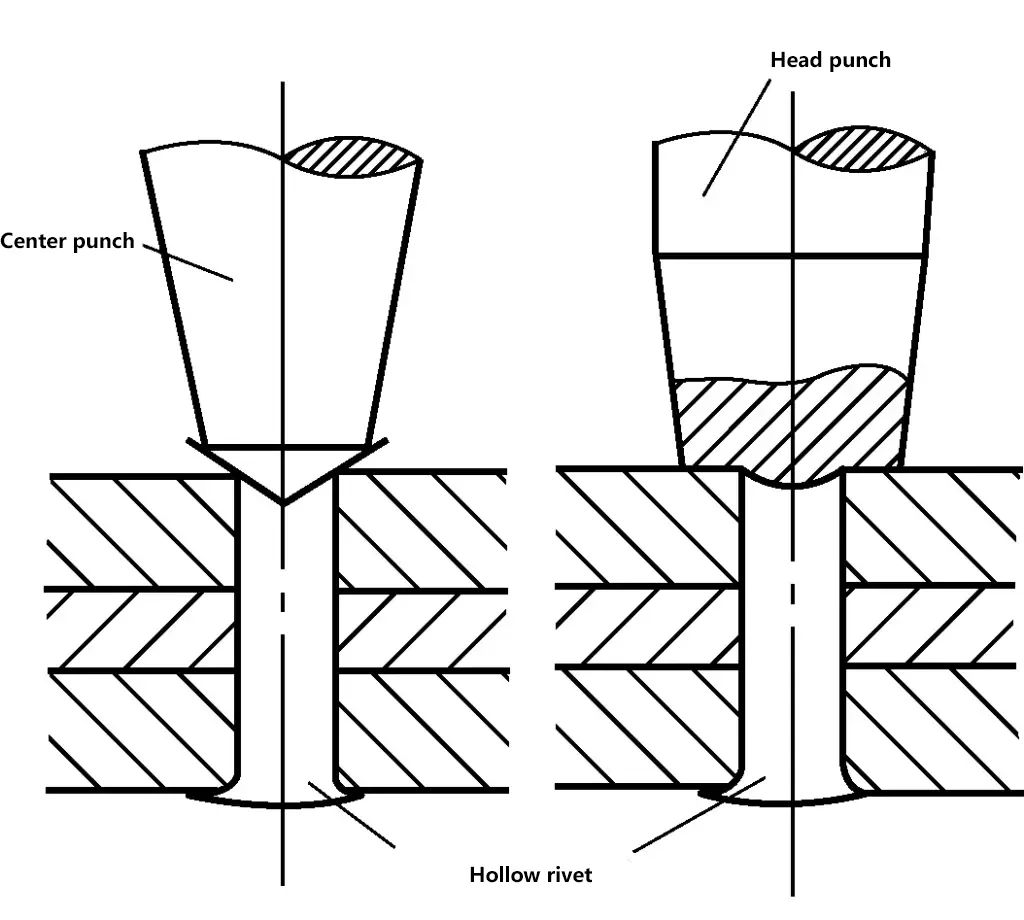
(1) 皿リベットの分解
図11に示すように、分解の際、まずセンター・ポンチを使ってリベット・ヘッドに中心穴を開け、次にリベットの直径より約1mm小さいビットで穴を開ける。穴の深さは、リベット・ヘッドの高さをわずかに超えるようにする。最後に、ポンチを穴に挿入し、リベットを押し出す。
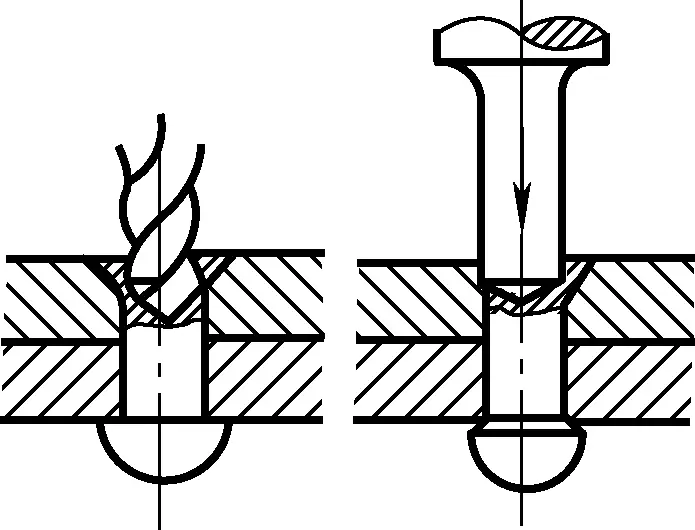
(2) 丸頭リベットの分解
図12に示すように、丸頭リベットを分解するときは、まずリベットの頭を少し平らにし、次にセンター・ポンチを使って穴を開け、適当な棒を穴に差し込んでリベットの頭を割り、最後にポンチを使ってリベットを押し出す。
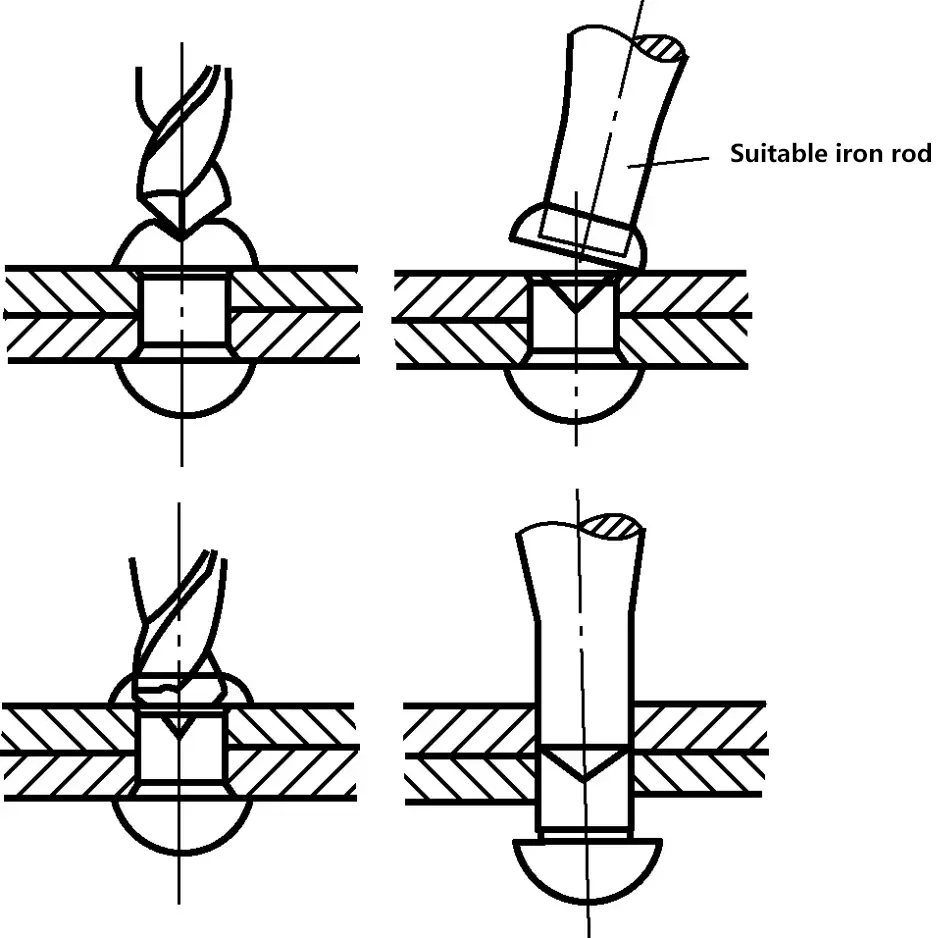
要求が低く、粗い部分のある表面に対しては、リベットの周囲からリベット・ヘッドを削り取るためにノミを使うことができます。この方法は、一般的に直径がφ10mm以下のリベットにのみ適しています。分解中に表面を傷つけることができない部品については、適切なドリル・ビットを使ってリベットをドリルで取り除く。
3.リベッティング不良の原因と防止策
表3 リベッティング不良の原因と防止策
| リベットの欠陥の種類 | 欠陥イラスト | 欠陥の原因 | 予防策 |
| 斜めリベットヘッド | 1) リベットシャンクが長すぎる; 2) 2つの部品とリベットとの間のミスアライメント; 3) 平坦化中にリベットの軸を通してハンマー力が加わらない。 | 1) リベットの長さを正しく計算し、選択する; 2) リベット穴を開けるときは、同軸を確保すること; 3) 打点はリベット軸を通ること。 | |
| リベット頭部の周囲が大きすぎる | 1) リベットシャンクが長すぎる; 2) リベットダイ径が小さすぎる | 1) リベットの長さを正しく計算し、選択する; 2) リベットの仕様に従ってリベットダイを選択する。 | |
| 不均一なリベットヘッド | 1) 打撃力の不均一、打撃時のハンマーのオフセットまたはスイング; 2) 斜めに配置されたリベットダイまたはトップダイ | 1) リベットの中心を通るハンマーの力点; 2) リベット・ダイまたは上型ソケットの中心がリベット軸と同心であることを確認する。 | |
| リベット部品の隙間 | 1) ワーク間の凹凸; 2) プレスパンチがシートを強く押さない | 1) リベッティングの前にワークの表面が平らであるかどうかをチェックし、平らでない場合は表面を修復する; 2) 穴径を正しく計算し、加工する; 3) リベット止めの前に、押えポンチがワークをしっかりと押さえること。 | |
| 破砕されたリベット部品の表面 | 1) リベットシャンクが短すぎる; 2) リベットダイの直径が大きすぎる | 1) リベットの長さを正しく計算し、選択する; 2) 適切な直径のリベット・ダイを選ぶ。 | |
| ベント・リベット・シャンク | リベットシャンク径が小さすぎるか、リベット穴径が大きすぎる。 | リベット留めする前に、貫通穴の直径を正しく計算し、選択する。 | |
| 皿リベット穴が埋まっていない | 1) リベットの長さが足りない; 2) リベットをアプセットするとき、打ち込み方向はリベットされる面に対して垂直でない。 | 1) リベットの長さを正しく計算し、選択する; 2) リベットをアプセットするとき、ハンマーの方向はリベット・シャンクの中心と一致する。 |







