
鋼の焼きなましと焼ならし
焼きなましと焼きならしは、製造業で広く適用されている熱処理プロセスで、主に鋳造品、鍛造品、溶接部品の準備熱処理に使用される。
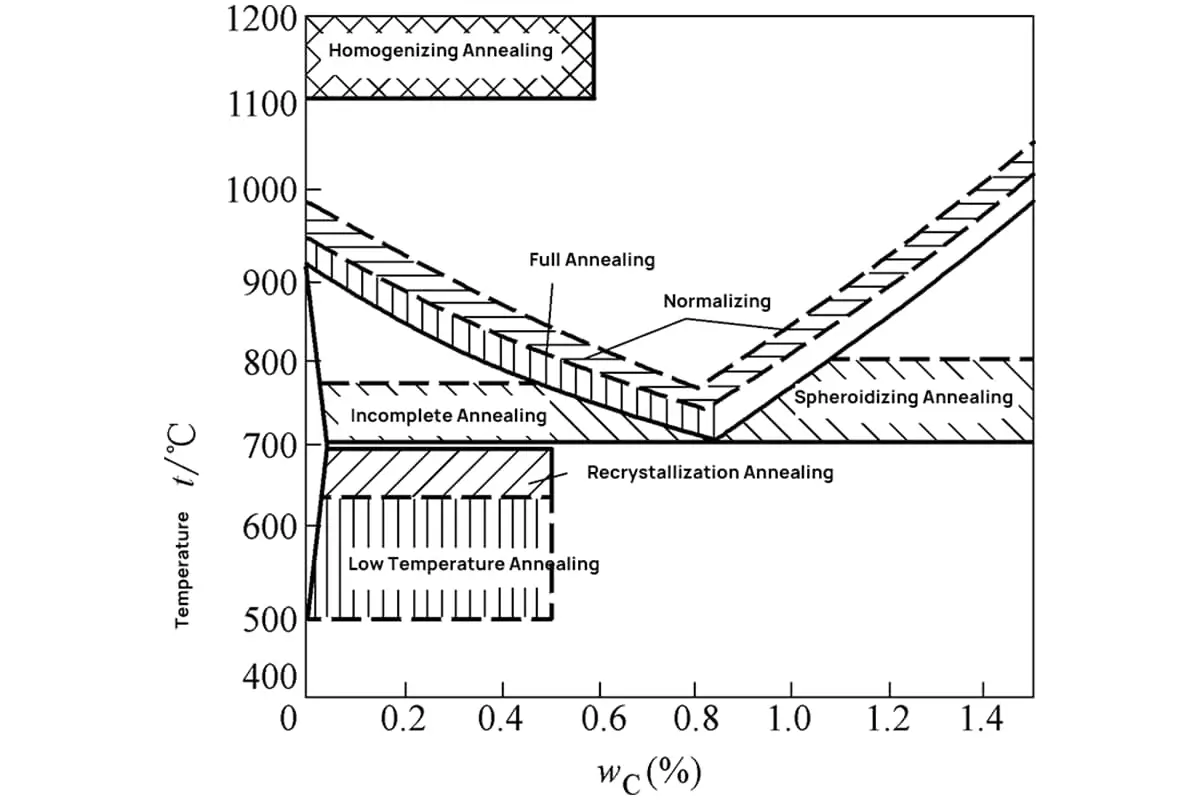
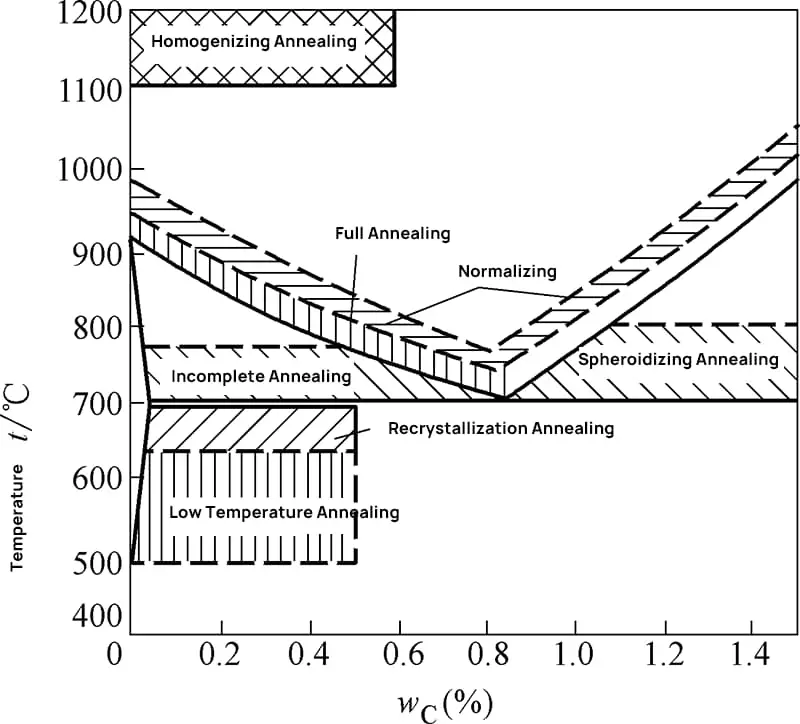
その目的は、熱処理による欠陥をなくし、微細構造を改善し、機械加工性を向上させることである。性能要件がそれほど厳しくない部品の場合、これらの工程は最終熱処理としても機能する。各種焼鈍および焼ならし処理の加熱温度範囲を図1-37に示す。
アニーリング
焼きなましは、鋼を臨界変態点以上または臨界変態点以下の温度に加熱し、その温度を維持した後、炉内で徐冷し、平衡に近いミクロ組織を得ることを含む。焼鈍プロセスには多くの種類があるが、生産現場で一般的に使用されるものには次のようなものがある:
1) フルアニーリング。
完全焼鈍は、鋼成分をAc1温度より30~50℃高い温度まで加熱し、組織を完全にオーステナイト化するのに十分な時間保持した後、ゆっくりと冷却して平衡組織に近い状態にする。
このプロセスは主に炭素含有量の高い低共析鋼用で、結晶粒の微細化、組織の均質化、内部応力の緩和、硬度の低下、被削性の改善を目的としている。その結果、ミクロ組織はフェライト+パーライトから構成される。
2) 不完全アニーリング。
不完全焼鈍は、低共析鋼の場合はAc1とAc3の間、過共析鋼の場合はAc1とAcの間の温度に鋼を加熱し、その後、平衡に近いミクロ組織を達成するために保持後に徐冷する。鋼は二相領域まで加熱されるため、プロユーテクトイドフェライトや二次セメンタイトの形態や分布は本質的に変化しない。
不完全焼鈍は主に超共析鋼に使用され、球状化パーライト組織を得るため、超共析鋼の球状化焼鈍とも呼ばれる。その目的は、組織を変化させ、ネットワーク状のセメンタイトを球状化し、内部応力を緩和し、硬度を下げ、機械加工性を改善し、焼入れに備えることである。
3) 応力緩和アニーリング。
応力除去焼鈍は、鋼部品をAc1以下の温度に加熱し、温度を維持した後、ゆっくりと冷却する。この工程では相変態は起こらない。その目的は、鋳物、鍛造品、溶接部品、機械加工部品の残留内部応力を除去し、寸法安定性を高め、変形や割れを防止することである。
加熱温度が低いため、亜臨界アニールとも呼ばれる。
4) 再結晶化アニーリング。
再結晶焼鈍は、冷間加工された金属を再結晶温度以上に加熱し、適切な時間保持し、加工硬化と残留応力を除去しながら、変形した結晶粒を均一な等軸結晶粒に戻す。
このプロセスは、金属を複数回冷間加工する間の中間焼鈍として、または冷間加工した金属の最終熱処理として使用することができる。再結晶焼鈍後、金属の組織と特性は冷間加工前の状態に復元される。
アニーリング
焼ならし処理とは、鋼部品を30~50℃に加熱する熱処理工程である。c3 またはAcm 温度まで加熱し、適当な時間保持した後、空気中で冷却してパーライト組織を得る。次亜共析鋼の焼ならし温度は完全焼なまし温度より若干高いが、冷却が早いためパーライト組織が微細になり、強度が高くなる。 鋼の硬度.
焼ならしは、長時間設備を使用することな く生産性を向上させ、低炭素鋼の加工性を改善するた めによく使用される。応力が少なく、性能要求が低い部品では、焼ならし は最終熱処理工程として機能する。過共析鋼のネットワーク炭化物を除去し、球状化焼鈍のための組織を整えます。
大型のワークピースや複雑な形状のワークピース、断面寸法が大きく変化するワークピースでは、焼入れや焼戻しに代わって焼ならしを行うことで、歪みや割れを防ぐことができます。
鋼の焼き入れと焼き戻し
(1) クエンチング
焼入れは、鋼を臨界相転移点Ac3またはAc1以上の温度まで30~50℃加熱し、その後、マルテンサイトやベイナイトのような非平衡組織を得るために断熱・急冷する熱処理プロセスである。
鋼を焼入れする主な目的は、マルテンサイトの形成を最大化することであり、その後、様々な温度で焼戻しを行い、所望の特性を達成することである。焼入れの質は、焼入れ加熱温度、冷却媒体、および焼入れ方法に依存する。
1)焼入れ加熱温度。
焼入れ加熱温度の選択は、焼入れ時に微細なマルテンサイト組織が形成されやすい、均一で微細なオーステナイト粒径を得ることに基づくべきである。具体的な焼入れ加熱温度は、鋼の臨界相転移点に基づいて決定される。
低共析鋼の場合、焼入れ加熱温度は通常Ac3 を30~50℃の範囲で変化させる。温度がAc1 とAc3焼入れ後、マルテンサイトとともにフェライト相が組織中に残り、鋼の強度と硬度が低下する。しかし、加熱温度はAc3 オーステナイト粒の粗大化と粗大マルテンサイト組織の形成を防ぐには、あまりに多すぎる。
共析鋼および超共析鋼の場合、焼入れ加熱温度は通常Ac1 を30~50℃下げる。これは主に、適切な量のセメンタイトを保持しながら微細なオーステナイト粒を得るためであり、その結果、焼入れ後に隠微晶マルテンサイトと均一に分布した粒状炭化物が形成される。
その結果、鋼はより高い強度、硬度、耐摩耗性を有するだけでなく、良好な靭性を示す。加熱温度が高すぎると、多くの二次セメンタイト粒子が溶解し、焼入れ後に保持されるオーステナイト量が増加するため、変形や割れ傾向が大きくなる。
合金鋼の焼入れ加熱温度は、一般的に炭素鋼の焼入れ加熱温度よりも高いが、これはほとんどの合金元素がオーステナイト結晶粒の成長を妨げるためである。焼入れ加熱温度を上げることで、合金元素の完全な溶解と均質化が可能になり、より良い焼入れ結果が得られる。
2)クエンチング冷却媒体。
鋼をオーステナイト状態からMs点以下にするために使用される冷却媒体は、焼入れ冷却媒体と呼ばれる。
媒体の冷却能力が強ければ強いほど、鋼の冷却速度は大きくなり、焼入れ後の硬化層が深くなる。しかし、冷却速度が高すぎると、被加工材に大きな焼入れ応力が発生し、変形や割れが生じやすくなる。従って、適切な焼入れ冷却媒体を選択することが、焼入れの際に非常に重要である。
一般的な急冷クーラントには、水、ブライン、アルカリ水溶液、油などがあり、その冷却能力は表1-4に示されている。水と油は最も頻繁に使用される焼入れ媒体である。一般的に、水焼き入れはサイズが小さく、形状が単純な炭素鋼ワークに採用され、油焼き入れは一般的にサイズが大きく、より複雑な炭素鋼や合金鋼ワークに使用される。
表1-4:一般的に使用される焼入れ媒体の冷却能力
| 焼入れ媒体 | 以下の温度範囲における冷却能力(℃/秒) | |
| 650~550℃ | 300~200℃ | |
| 水(18℃の場合) | 600 | 270 |
| 10% NaCl水溶液(18℃にて) | 1100 | 300 |
| 10% NaOH水溶液(18℃にて) | 1200 | 300 |
| 10% Na2CO3水溶液(18℃にて) | 800 | 270 |
| 鉱物油 | 150 | 30 |
| カノーラ油 | 200 | 35 |
| 硝酸塩系溶融塩(200℃の場合) | 350 | 10 |
3)クエンチング法
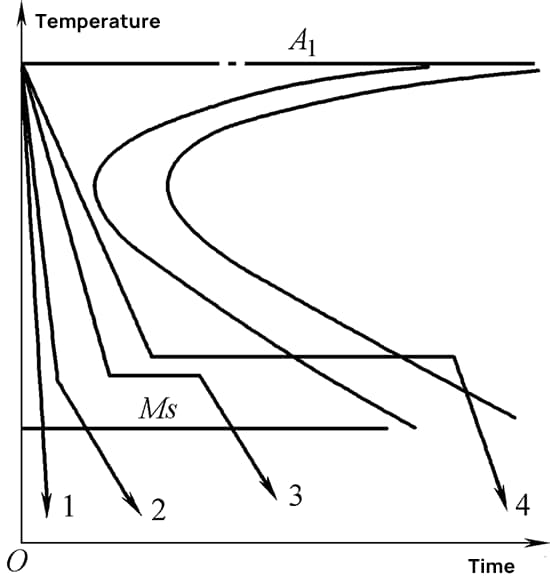
一般的な急冷法には、シングルミディアム急冷法、ダブルミディアム急冷法、ステップ急冷法、等温急冷法があり、それらの冷却曲線を図1-38に示す。
単一媒体焼入れは、オーステナイト状態に加熱されたワークを焼入れ媒体に浸漬し、室温まで連続的に冷却する方法である(図1-38の曲線1)。この方法は単純な形状の炭素鋼や合金鋼のワークに適しており、一般に炭素鋼には水、合金鋼には油を使用する。
ダブルミディアム焼入れは、オーステナイト状態に加熱された加工材を、強い冷却能力を持つ焼入れ媒体中でMs点温度付近に達するまで初期冷却した後、直ちにマルテンサイト変態が完了するまで弱い冷却能力を持つ媒体に移すものである(図1-38の曲線2)。
この方法は通常、大型の炭素鋼に使用され、多くの場合、水冷の後に油冷を行うか、油冷の後に空冷を行う。ステップ焼入れは、オーステナイト状態に加熱された被加工材をMs点をわずかに超える温度媒体(塩浴のようなもの)に浸漬して内部温度と外部温度を等しくした後、室温まで空冷してマルテンサイト変態を完了させるものである(図1-38の曲線3)。
この焼入れ方法は、切削工具、測定工具、最小限の変形を必要とする精密部品など、より小さなワークピースに適用できる。
等温焼入れとは、オーステナイト状態に加熱された被加工材をMs点以上の適切な温度の塩浴中に浸漬し、長時間保持して下部ベイナイトに変態させた後、室温まで空冷する工程である(図1-38の曲線4)。
この方法は主に、金型、切削工具、歯車などの複雑な形状や精密サイズの工具、重要な機械部品に使用される。
4) 鋼の焼入れ性。
焼入れ性とは、オーステナイト化した鋼が焼入れ中にマルテンサイトを形成する能力のことで、ある条件下で得られる硬化層の深さと硬度分布によって特徴付けられる。焼入れ性は、鋼の重要な技術的特性であり、材料の選択と熱処理工程の策定にとって不可欠な基準の一つです。
断面の大きなワークでは、加熱・焼入れ後、表面冷却速度が最も高く、芯部冷却速度が最も低くなる。図1-39に示すように、ワークの断面全体にわたって、臨界冷却速度(v_critical)よりも速く冷却される領域は完全にマルテンサイト組織に変化し、v_critical以下の冷却速度の領域は非マルテンサイト組織を形成する。
一般的に、加工物の表面から半マルテンサイト帯(マルテンサイト組織と非マルテンサイト組織がそれぞれ面積の50%を占める)までの深さを硬化層の深さと定義する。ハーフマルテンサイトゾーンの位置は、金属組織顕微鏡で容易に観察でき、硬さ計で測定することができる。
したがって、焼入れ性は、焼入れ後に一定の深さの硬化層を達成する鋼の能力として理解することもでき、本質的に過冷却オーステナイトの安定性を反映している。
(2) 焼き戻し
焼戻しとは、焼入れした鋼を臨界点A以下の温度まで加熱し、安定した焼戻し組織に変化させた後、制御された方法で室温まで冷却する工程である。
焼戻しの主な目的は、焼入れ応力を低減または除去し、対応する構造変化を確実にし、鋼の靭性と塑性を高め、強度、硬度、塑性、靭性の適切なバランスを達成し、様々な用途のワークピースの性能要件を満たすことである。
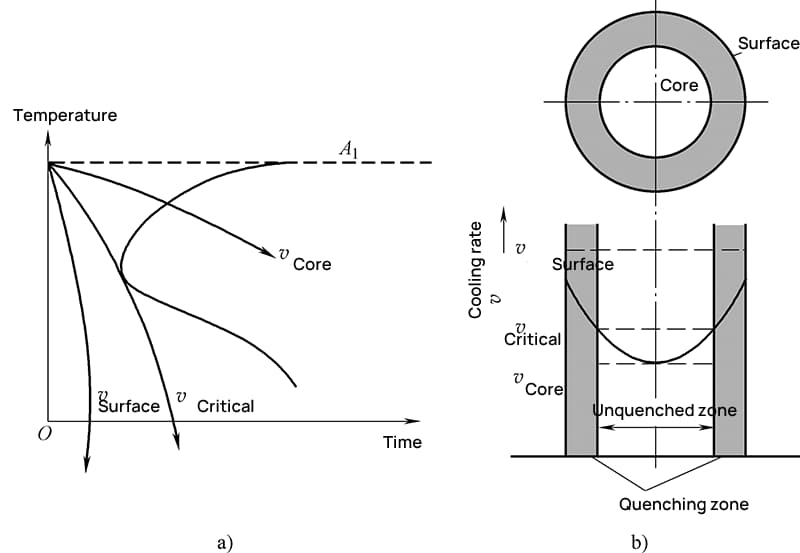
a) 被加工物断面の冷却速度 b) 未硬化ゾーン
焼戻しは、関係する加熱温度によって、低温、中温、高温プロセスに分類することができる。低温焼戻しは150~250℃で行われ、主に焼戻しマルテンサイトが生成される。この処理により、鋼の高強度、高硬度、耐摩耗性が維持され、靭性も向上する。T
そのため、低温焼戻しは工具、測定器、転がり軸受、浸炭部品、表面硬化加工品に特に適しています。高炭素鋼および高炭素合金鋼の場合、焼入れ応力と脆性を大幅に低減しながら、高い硬度と耐摩耗性を維持します。
焼入れによって低炭素マルテンサイトを達成した鋼の場合、低温焼戻しによって内部応力を低減し、強度と塑性をさらに向上させ、優れた総合機械特性を維持することができる。
中温焼戻しは350~500℃で行われ、主に焼き戻されたトルースタイトになる。このプロセスでは、焼入れ応力が効果的に除去されるため、鋼は高い弾性限界を示し、高い強度と硬度、良好な塑性と靭性を保持します。従って、中温焼戻しは主に各種バネ部品や熱間加工金型に使用される。
高温焼戻しは500~650℃で行われ、焼戻しソルバイトになる。焼入れと高温焼戻しを組み合わせた熱処理は、焼入れ焼戻しと呼ばれる。
この処理の後、鋼は優れた総合的な機械的特性を有する。そのため、高温焼戻しは主にシャフト、ギア、コネクティングロッド、ボルトなど、中炭素構造用鋼や低合金構造用鋼で作られた重要な機械部品に適しています。これらの部品には、高い強度と、使用中の衝撃や交番荷重に耐える能力が要求されます。







