구부러진 부품의 제조 가능성은 스탬핑 공정에 대한 적응성을 의미합니다. 굽은 부품에 대한 구조적 제조 가능성 분석은 굽힘 형성의 난이도를 결정하고 스탬핑 전략을 고안하며 금형을 설계하는 데 필수적입니다.
잘 제조된 벤트 부품은 고품질을 보장할 뿐만 아니라 공정과 툴링을 간소화합니다. 벤딩 부품의 제조 가능성은 주로 다음과 같은 측면에서 반영됩니다:
최소 굽힘 반경
친척이 굽힘 반경 (r/t)가 어느 정도 감소하면 외부 표면 섬유의 인장 변형이 재료의 허용 한계를 초과하여 균열이나 파손이 발생할 수 있습니다.
따라서 최소 굽힘 반경에 제한이 있습니다. 이는 블랭크의 외부 표면 섬유를 손상시키지 않고 얻을 수 있는 가장 작은 내부 모서리 반경으로, 최소 굽힘 반경(r분). 이에 따라 r분/t를 최소 상대적 굽힘 반경이라고 합니다.
최소 굽힘 반경에 영향을 미치는 요인은 다음과 같습니다:
(1) 재료의 기계적 특성
소재의 가소성이 좋을수록 가소성 지수가 높고 최소 굽힘 반경이 작아집니다.
(2) 재료의 섬유 방향과 굽힘선 사이의 관계
압연 시트 소재는 이방성으로, 섬유 방향에 따른 가소성 지수가 섬유 방향에 수직인 소재보다 높습니다. 따라서 굽힘 선이 소재의 섬유 방향에 수직인 경우 r분/t는 굽힘선이 섬유 방향과 평행할 때보다 작습니다.
작은 r/t로 부품을 구부릴 때는 변형 정도를 높이고 외부 섬유가 찢어지는 것을 방지하기 위해 벤딩 라인이 시트 소재의 섬유 방향에 수직인 것이 이상적입니다. 다방향 벤딩이 필요한 구성 요소의 경우 벤딩 라인을 재료의 섬유 방향에 고정된 각도로 설정할 수 있습니다. 벤딩 라인과 소재의 섬유 방향 간의 관계는 그림 3-4에 나와 있습니다.
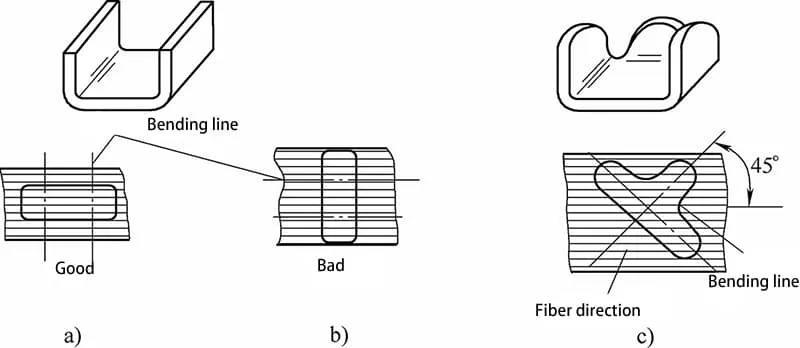
a) 굽힘 선은 판금의 결에 수직입니다.
b) 굽힘 선이 판금의 결과 평행합니다.
c) 굽힘 선이 판금의 결과 특정 각도에 있습니다.
(3) 판금의 표면 품질 및 블랭크 단면 품질
블랭크 표면에 긁힘, 균열이 있거나 측면(전단 또는 펀칭 단면)에 버, 노치, 냉간 가공 경화 흔적이 있는 경우 구부릴 때 균열이 생기기 쉽습니다.
따라서 표면 및 단면 품질이 좋지 않은 판금은 최소 상대 굽힘 반경 r이 더 큽니다.분/t로 설정합니다(그림 3-5 참조). 두꺼운 판을 구부리는 경우 균열을 방지하려면 그림 3-6과 같이 구부러진 안쪽에 펀칭 버가 있는 면을 배치하는 것이 가장 좋습니다.
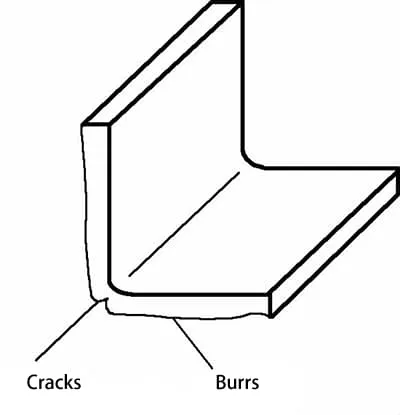
(버가 바깥쪽을 향하면 깨지기 쉽습니다.)
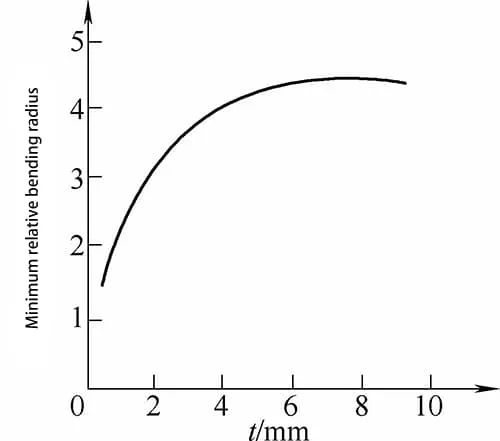
(4) 판금 두께
일반적으로 판금이 두꺼울수록 최소 굽힘 반경이 커집니다. 이는 주로 변형 영역의 접선 변형이 두께 방향으로 선형적으로 변화하여 표면에서 최대가 되고 중성층에서 0이 되기 때문입니다. 판금의 두께가 얇으면 접선 변형률의 기울기가 급격히 변화하여 최대값에서 0으로 급격히 감소합니다.
접선 변형이 가장 큰 외부 표면에 인접한 금속은 표면 금속의 국부적인 불안정한 소성 변형을 방지하는 역할을 할 수 있습니다. 따라서 이러한 경우 더 큰 변형과 더 작은 최소 굽힘 반경을 달성할 수 있습니다. 즉, 판금이 얇을수록 r/t 비율이 작아집니다.
표 3-1에는 최소 굽힘 반경 값이 나열되어 있고 표 3-2에는 튜브형 공작물의 최소 굽힘 반경이 자세히 나와 있습니다.
표 3-1: 최소 굽힘 반경
| 자료 | 어닐링 상태 | 냉간 가공된 경화 상태 | ||
| 구부러진 선의 위치입니다. | ||||
| 수직 섬유 | 병렬 파이버 | 수직 섬유 | 병렬 파이버 | |
| 08, 10, Q195, Q215-A | 0. 1t | 0.4t | 0. 4t | 0.8t |
| 15, 20, Q235-A | 0. 1t | 0.5t | 0.5t | 1. 0t |
| 45, 50, Q275 | 0.5t | 1. 0t | 1. 0t | 1.7t |
| 60Mn, T8 | 1. 2t | 2. 0t | 2. 01 | 3.0t |
| 순수 구리 | 0. 1t | 0.35t | 1. 0t | 2. 0t |
| 부드러운 황동 | 0. 1t | 0.35t | 0.35t | 0.8t |
| 황동(하프 하드) | 0. 1t | 0.35t | 0.5t | 1. 21 |
| 형광체 구리 | 一 | 一 | 1. 0t | 3.0t |
| 알루미늄 | 0. 1t | 0.2t | 0.3t | 0.8t |
| 반경질 알루미늄 | 1. 0t | 1.5t | 1. 5t | 2.5t |
| 단단한 알루미늄 | 2. 0 | 3. 0t | 3. 0t | 4. 0t |
참고:
- 굽힘 선이 널링과 비스듬히 있는 경우 해당 각도에 해당하는 값을 선택합니다.
- 표의 값은 버가 구부러진 안쪽에 있는 구부러짐에 적합한 값이며, 버가 바깥쪽에 있는 경우에는 그에 따라 구부러진 반경을 늘립니다.
- 펀칭 후 어닐링되지 않은 블랭크를 구부리는 경우 또는 전단를 클릭하고 재료를 경화된 금속으로 취급합니다.
- "t"는 재료의 두께를 나타냅니다.
표 3-2: 튜브의 최소 굽힘 반경
| 벽 두께 | 최소 굽힘 반경 R | 벽 두께 | 최소 굽힘 반경 R |
| 0.02d | 재료 두께의 4배 | 0.10d | 3D |
| 0.05d | 소재 두께의 3.6배 | 0.15d | 2D |
직선 가장자리 높이
직각으로 구부러진 경우(그림 3-7a 참조), 구부러진 부분의 직선 모서리의 최소 높이는 h=2t여야 합니다. 구부러진 부분에 경사진 모서리가 있는 경우(그림 3-7b 참조), 측면 모서리의 최소 높이는 h여야 합니다.분=(2~4)t 또는 1.5t+r.
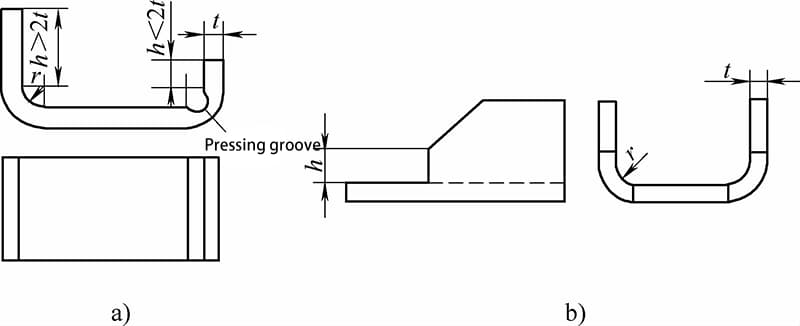
a) 구부러진 컴포넌트의 직선 모서리 높이
b) 구부러진 컴포넌트의 측면 가장자리 높이
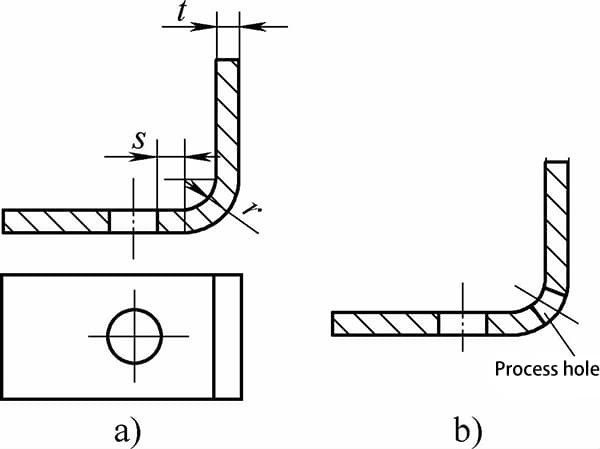
홀 가장자리 거리
구멍이 굽힘 라인에 너무 가까우면 굽힘 과정에서 변형이 발생할 수 있습니다. 따라서 그림 3-8에 표시된 것처럼 구멍을 변형 영역 바깥쪽에 배치하는 것이 중요합니다. 구멍의 가장자리에서 굽힘 반경의 중심까지의 거리("s"로 표시)는 다음 기준을 충족해야 합니다:
- 재료 두께 't'가 2mm 미만인 경우 's'는 't'보다 크거나 같아야 합니다.
- 재료 두께 't'가 2mm 이상인 경우 's'는 두께의 두 배 이상, 즉 '2t'여야 합니다.
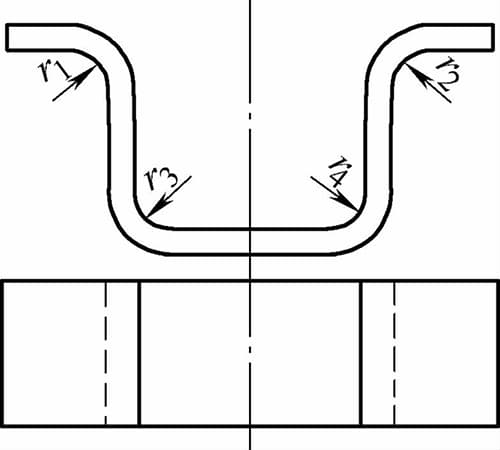
모양과 크기의 대칭성
구부러진 부품의 모양과 크기는 가능한 한 대칭이어야 합니다. 그림 3-9에 표시된 것처럼 부품의 필렛 반경이 다음 조건을 만족하는 것이 바람직합니다.1 = r2 및 r3 = r4.