

1. 스폿 용접 장비
TIG 스폿 용접 장비와 일반 TG 장비의 차이점은 특수 제어 장치와 스폿 용접 건이 있다는 것입니다. 제어 장치는 아르곤의 사전 공급, 환기 및 아크 개시는 물론 용접 시간 제어, 자동 전류 감쇠 및 아르곤 가스 지연 차단을 자동으로 보장 할 수 있습니다.
용접 시간 컨트롤러를 추가하고 일반 수동 텅스텐 아르곤 아크 용접 장비의 노즐을 교체하면 텅스텐 아르곤 아크 스폿 용접 장비로도 작동 할 수 있습니다.
2. 스폿 용접 작동 원리, 특성 및 적용 범위
스폿 용접 작동 원리
그림 5-68과 같이 고주파 아크 개시 또는 유도 아크 개시를 사용하여 용접 건 노즐을 공작물에 단단히 눌러 먼저 텅스텐과 노즐 사이에 약 5A의 작은 아크를 발생시킵니다. 그런 다음 용접 전류를 켜서 스폿 용접을 위한 용접 아크를 형성합니다.
용접 중에는 직류 양극 연결을 사용하거나 아크 안정화 장치가있는 교류 전원 공급 장치를 사용할 수 있습니다. 일반적으로 직류 양극 연결은 더 큰 침투 깊이를 얻을 수 있고 더 작은 용접 전류 (또는 더 짧은 시간)를 사용하여 열 변형 및 기타 열 효과를 줄일 수 있기 때문에 사용됩니다.
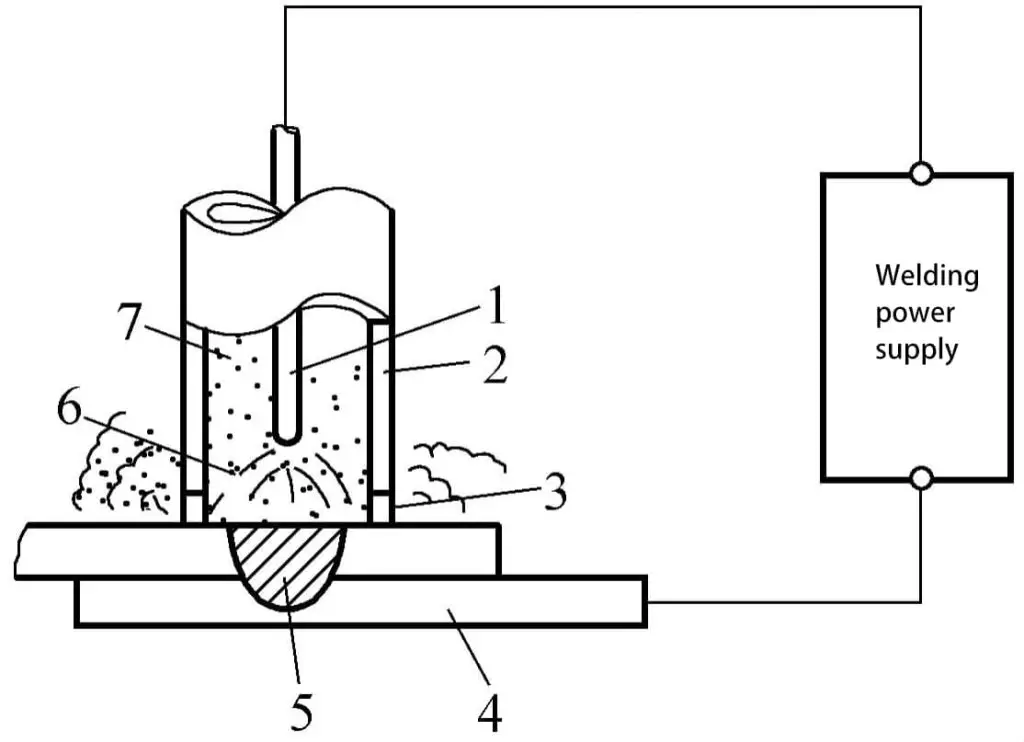
1-텅스텐 2-노즐 3-통풍구 4-베이스 재료 5-용접 지점 6-아크 7-알곤 가스
스폿 용접의 특성
용접 스폿의 강도는 넓은 범위 내에서 조정할 수 있으며 용접 스폿의 크기를 쉽게 제어 할 수 있습니다. 용접 시간과 용접 전류가 증가하면 용접 스폿의 직경이 증가하고 강도가 향상되어 다층 스폿 용접 및 다양한 두께의 공작물, 특히 뒷면에 고정 할 수없는 공작물의 스폿 용접에 편리합니다.
텅스텐 아르곤 아크 스폿 용접은 독특한 장점을 보여줍니다. 이러한 장점은 저항 용접과 비교됩니다. 단점은 생산성이 저항 용접만큼 높지 않다는 것입니다.
적용 범위
다양한 박판 구조 및 박판과 두꺼운 재료 사이의 연결, 주로 스테인리스 스틸 및 저합금강과 같은 용접 재료의 용접에 적합합니다.
3. 프로세스의 핵심 사항
텅스텐 전극 아르곤 아크 스폿 용접의 세척 요건은 일반 아르곤 아크 용접의 세척 요건과 동일합니다. 표 5-98에는 12Cr18Ni9 텅스텐 전극 아르곤 아크 스폿 용접의 용접 파라미터가 나와 있습니다.
표 5-98 12Cr18Ni9 텅스텐 전극 아르곤 아크 스폿 용접의 용접 파라미터
| 재료 두께 /mm | 용접 전류 /A | 용접 시간 /s | 보조 펄스 전류 /A | 보조 펄스 시간 /s | 차폐 가스 유량 /(L/min) | 용접 지점 직경 /mm |
| 0.5+0.5 | 80 | 1.03 | 80 | 0.57 | 7.5 | 4.5 |
| 0.5+0.5 | 100 | 1.03 | 100 | 0.57 | 7.5 | 5.5 |
| 2+2 | 160 | 9 | 300 | 0.47 | 7.5 | 8 |
| 2+2 | 190 | 7.5 | 180 | 0.57 | 7.5 | 9 |
| 3+3 | 180 | 18 | 280 | 0.69 | 7.5 | 10 |
| 3+3 | 160 | 18 | 280 | 0.69 | 7.5 | 11 |
참고:
1. 아크가 일정 시간 동안 소멸한 후 2차 펄스 전류를 추가합니다.
2. 아크 길이 0.5~1.0mm.
스폿 용접 아크 피트를 채우고 보강을 늘리기 위해 용접 중에 용융 풀에 적절한 양의 필러 와이어를 공급할 수 있습니다. 균열 저항을 개선하고 균열 경향을 줄이기 위해 용접기에는 자동 전류 감쇠 제어 기능이 있어야하며 2 차 펄스 가열 방법을 채택 할 수도 있습니다.
4. 핫 와이어 TIG 용접
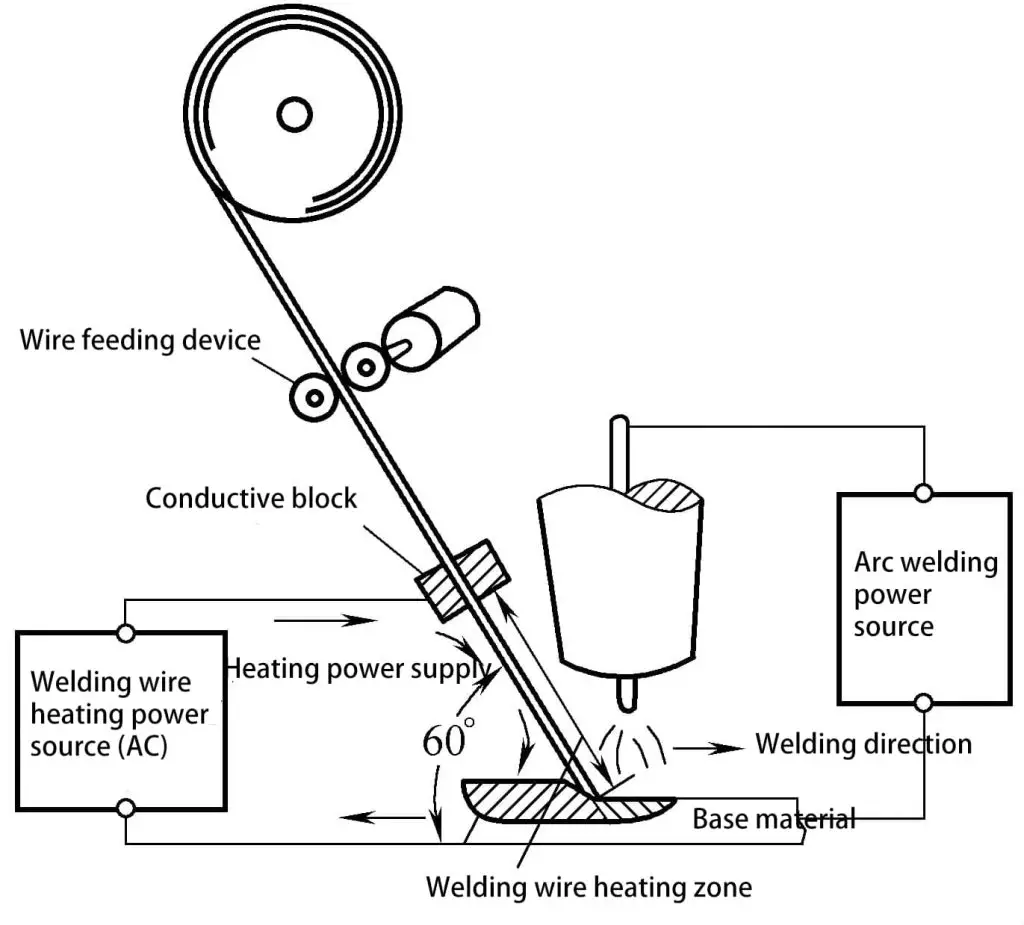
열선 텅스텐 전극 아르곤 아크 용접기는 DC 아르곤 아크 용접 전원, 용접 와이어 예열을위한 추가 전원 (일반적으로 AC), 와이어 공급 메커니즘 및이 세 부분을 조정하는 제어 회로로 구성됩니다. 안정적인 용접 공정을 위해 주 전원은 저주파 펄스 전원을 사용할 수도 있습니다.
그림 5-69는 열선 텅스텐 전극 아르곤 아크 용접의 개략도입니다. 용접 와이어가 용융 풀에 공급되기 전에 자체 전기 저항에 의해 가열됩니다. 용융 풀에 들어가기 약 10cm 전에 전도성 클램프가 설정되어 용접 와이어를 예열하기 위해 전류를 도입합니다.
AC는 아크 형성에 대한 자기 바이어스 블로우를 줄일 수 있으므로 예열 전류에는 AC 전원을 사용하는 것이 가장 좋습니다. 예열 전류가 용접 전류의 60%를 초과하지 않는 경우 용접 이음새를 따라 아크의 세로 스윙이 30° 이내입니다.
제한된 예열 전류로 충분한 예열 온도를 달성하려면 일반적으로 약 10cm에 불과한 예열 길이 내에서 용접 와이어가 충분한 저항을 갖도록해야하므로 필러 와이어의 직경이 너무 커서는 안되며 직경이 1.2mm 미만이어야합니다.
열선 용접은 탄소강, 저합금강, 스테인리스강, 니켈 및 티타늄 합금에 성공적으로 사용되었습니다. 알루미늄과 구리의 경우 저항률이 낮기 때문에 매우 큰 가열 전류가 필요하므로 과도한 자기 바이어스 블로우와 고르지 않은 용융이 발생하므로 열선 용접은 권장되지 않습니다.







