

I. 딥 드로잉 포스
딥 드로잉 력은 딥 드로잉 부품에 필요한 프레스 톤수를 결정하는 중요한 기준입니다. 실제 생산에서는 일반적으로 몇 가지 경험적 공식을 사용하여 딥 드로잉 력을 결정합니다.
1. 원통형 부품의 최대 깊은 인발력
(1) 첫 번째 딥 드로잉의 드로잉 힘
P최대 =πdp1tRmK1
(2) 두 번째 및 후속 딥 드로잉의 드로잉 힘
P최대 =πdp2tRmK2
공식에서
- d p1 , d p2 -첫 번째 및 두 번째 딥 드로잉 후 공작물의 직경(mm)입니다;
- t-공백 두께(mm);
- R m -재료 인장 강도(MPa);
- K 1 , K 2 -계수는 각각 표 1과 표 2를 참조하세요.
표 1 계수 K 1 원통형 부품(08~15강)의 첫 번째 딥 드로잉용
| 상대 두께 t/D0 ×100 | 첫 번째 딥 드로잉 계수 m1 | |||||||||
| 0.45 | 0.48 | 0.5 | 0.52 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 | |
| 5 | 0.95 | 0.85 | 0.75 | 0.65 | 0.6 | 0.5 | 0.43 | 0.35 | 0.28 | 0.2 |
| 2 | 1.1 | 1 | 0.9 | 0.8 | 0.75 | 0.6 | 0.5 | 0.42 | 0.35 | 0.25 |
| 1.2 | 1.1 | 1 | 0.9 | 0.8 | 0.68 | 0.56 | 0.47 | 0.37 | 0.3 | |
| 0.8 | 1.1 | 1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | 0.33 | ||
| 0.5 | 1.1 | 1 | 0.82 | 0.67 | 0.55 | 0.45 | 0.36 | |||
| 0.2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | ||||
| 0.1 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | |||||
참고: 1. 펀치 반경 rp = (4 ~ 6)t인 경우, 테이블 값에 따라 계수 K1을 5% 증가시켜야 합니다.
2. 다른 소재의 경우 소재 가소성의 변화에 따라 조회 값을 수정합니다(가소성이 감소할수록 증가).
표 2 계수 K 2 원통형 부품의 두 번째 딥 드로잉 값(08~15강)
| 상대 두께 t/D0 ×100 | 계수 m2 첫 번째 딥 드로잉의 경우 | |||||||||
| 0.7 | 0.72 | 0.75 | 0.78 | 0.8 | 0.82 | 0.85 | 0.88 | 0.9 | 0.92 | |
| 5 | 0.85 | 0.7 | 0.6 | 0.5 | 0.42 | 0.32 | 0.28 | 0.2 | 0.15 | 0.12 |
| 2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.52 | 0.42 | 0.32 | 0.25 | 0.2 | 0.14 |
| 1.2 | 1.1 | 0.9 | 0.75 | 0.62 | 0.52 | 0.42 | 0.3 | 0.25 | 0.16 | |
| 0.8 | 1 | 0.82 | 0.7 | 0.57 | 0.46 | 0.35 | 0.27 | 0.18 | ||
| 0.5 | 1.1 | 0.9 | 0.76 | 0.63 | 0.5 | 0.4 | 0.3 | 0.2 | ||
| 0.2 | 1 | 0.85 | 0.7 | 0.56 | 0.44 | 0.33 | 0.23 | |||
| 0.1 | 1.1 | 1 | 0.82 | 0.68 | 0.55 | 0.4 | 0.3 | |||
참고:
1. 펀치 반경 r p = (4~6)t, K 2 값을 5% 늘려야 합니다.
2. 계수 K의 경우 2 3, 4, 5번째 딥 드로잉의 해당 m n 및 t/D 0 ×100 값은 동일한 표에서 찾을 수 있지만 중간 어닐링 프로세스가 있는지 여부에 따라 표에서 더 크거나 작은 값을 선택해야 합니다:
중간 어닐링이 없으면 K 2 는 더 큰 값(아래 값에 더 가까운 값)을 사용합니다;
중간 어닐링을 사용하면 K 2 는 더 작은 값(위 값에 더 가까운 값)을 사용합니다.
3. 다른 소재의 경우 소재 가소성 변화에 따라 조회 값을 수정합니다(가소성이 감소할수록 증가).
2. 플랜지 부품의 깊은 인발력
(1) 플랜지형 원통형 부품의 첫 번째 인발력
P최대 =πdptRmKF
(2) 플랜지 원추형 부품과 구형 쉘 부품의 첫 번째 최대 인발력
P최대 =πdKtRmKF
공식에서
- d p -원통형 부분의 지름(mm);
- d K -원뿔 부분의 최소 직경(원뿔의 상단 직경) 또는 구형 쉘의 반경(mm)입니다;
- K F -계수, 표 3 참조.
표 3 계수 K F 플랜지 드로잉 부품의 첫 번째 드로잉 값(08~15강)
| dF/dP | 그리기 계수 d p /D 0 | ||||||||||
| 0.35 | 0.38 | 0.4 | 0.42 | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | |
| 3 | 1 | 0.9 | 0.83 | 0.75 | 0.68 | 0.56 | 0.45 | 0.37 | 0.3 | 0.23 | 0.18 |
| 2.8 | 1.1 | 1 | 0.9 | 0.83 | 0.75 | 0.62 | 0.5 | 0.42 | 0.34 | 0.26 | 0.2 |
| 2.5 | 1.1 | 1 | 0.9 | 0.82 | 0.7 | 0.56 | 0.46 | 0.37 | 0.3 | 0.22 | |
| 2.2 | 1.1 | 1 | 0.9 | 0.77 | 0. 64 | 0.52 | 0.42 | 0.33 | 0.25 | ||
| 2 | 1.1 | 1 | 0.85 | 0.7 | 0.58 | 0.47 | 0.37 | 0.28 | |||
| 1.8 | 1.1 | 0.95 | 0.8 | 0.65 | 0.53 | 0.43 | 0.33 | ||||
| 1.5 | 1.1 | 0.9 | 0.75 | 0.62 | 0.5 | 0.4 | |||||
| 1.3 | 1 | 0.85 | 0.7 | 0.56 | 0.45 | ||||||
참고: 플랜지의 경우, K의 값은 F 10%에서 20%로 증가합니다.
3. 얇게 그리기(원통형 부품)를 위한 그리기 힘
P 최대 =πd n (t n-1 -t n )R m K 3
공식에서
- d n -원통의 외경(mm);
- t n-1 , t n - 희석 및 딥 드로잉 전후의 전면 및 후면 실린더의 벽 두께(mm);
- K 3 - 계수, 강철은 1.8~2.25, 황동은 1.6~1.8입니다.
II. 딥 드로잉 작업과 파워
1. 딥 드로잉 작업
딥 드로잉 작업도 프레스 선택의 중요한 기준 중 하나입니다. 프레스의 압력 부하는 크랭크샤프트 또는 변속기 기어의 강도에 의해 제한되는 반면, 동력 부하는 플라이휠의 운동 에너지, 모터의 출력 또는 허용 과부하 수준에 의해 제한됩니다. 따라서 프레스를 선택할 때는 압력의 크기와 작업을 모두 종합적으로 고려해야 합니다.
(1) 원통형 부품의 딥 드로잉 작업
딥 드로잉 힘과 펀치의 작업 스트로크 사이의 관계는 그림 1에 나와 있습니다. 딥 드로잉 작업은 곡선 아래 영역(음영 처리된 부분)이어야 합니다. 계산의 편의를 위해 다음과 같은 경험적 공식을 사용하여 딥 드로잉 작업을 계산합니다.
A=cP최대h×l0-3
공식에서
- A- 딥 드로잉 작업(J);
- P 최대 - 최대 딥 드로잉 힘(N);
- h- 딥 드로잉의 깊이(mm);
- 딥 드로잉 계수와 관련된 c-계수는 표 4를 참조하세요.
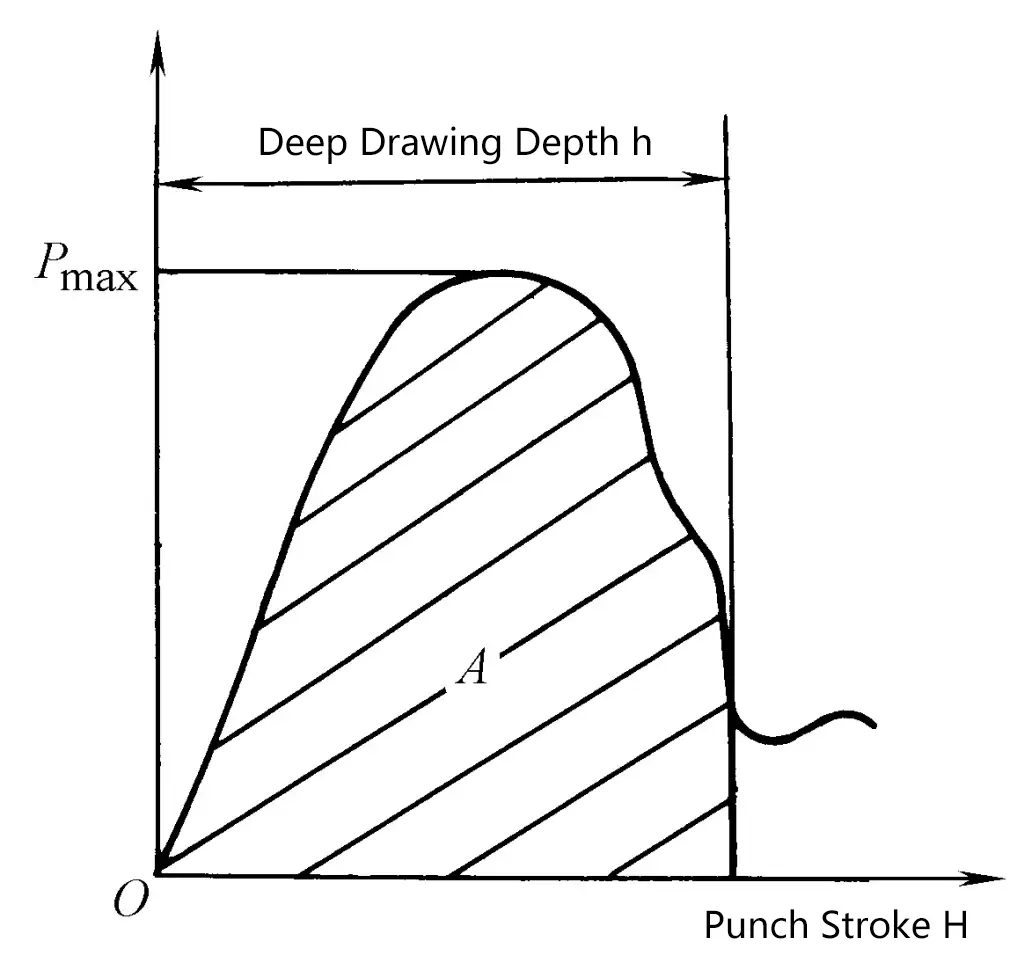
표 4 계수 c와 딥 드로잉 계수 간의 관계
| 딥 드로잉 계수 m | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 |
| 계수 c | 0.8 | 0.77 | 0.74 | 0.7 | 0.67 | 0.64 |
(2) 얇게 그리기 위한 딥 드로잉 작업
A=P최대H×1.2×L0-3
어디
- P 최대 - 얇게 그리기 위한 최대 심도 그리기 힘(N);
- h - 깊은 그리기 깊이(mm);
- 1.2 - 안전 계수.
2. Power
프레스 모터의 출력은 다음 공식으로 계산됩니다.
P=KA n /(1.36×60×750×η 1 ×η 2 )
어디
- P - 프레스 모터의 전력(kW);
- K - 불균형 계수, K=1.2~1.4;
- A - 딥 드로잉 파워(J);
- η 1 - 프레스 효율, 71=0.6~0.8;
- η 2 - 모터 효율, 72=0.9~0.95;
- n - 언론의 분당 스트로크 수입니다;
- 1.36 - 마력에서 킬로와트로의 변환 계수입니다.






