

레이저 용접기의 작동은 유연하고 광범위하게 적용할 수 있어 산업 공정에서 높은 수요를 보이고 있습니다. 레이저 용접은 일반적으로 금속 재료 용접에 사용됩니다. 레이저 용접기는 금속 표면에 고강도 레이저 빔을 조사하여 금속을 녹인 다음 냉각 및 응고시킵니다.
기존 용접기와 비교, 레이저 용접기 뛰어난 처리 품질, 최소한의 변형, 두 배의 효율성을 제공합니다.
더 나은 용접 결과를 얻고, 열 영향을 줄이며, 강도와 경도를 보장하기 위해 1500W 레이저 용접기의 예를 사용하여 레이저 용접 결과에 영향을 미치는 요소를 소개합니다.
1. Power
재료의 두께에 따라 필요한 레이저 용접기의 출력이 결정됩니다. 레이저 용접 과정에서 출력 출력이 너무 높거나 낮으면 용융 깊이에 영향을 미칩니다.
- 데모 기계: 1500W 핸드헬드 용접기
- 샘플: 2mm 스테인리스 스틸
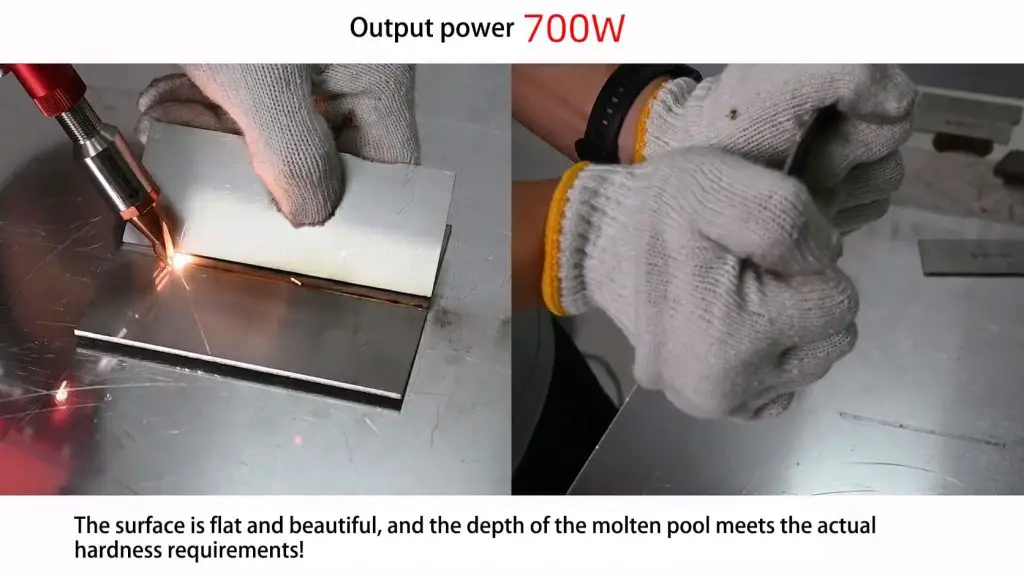
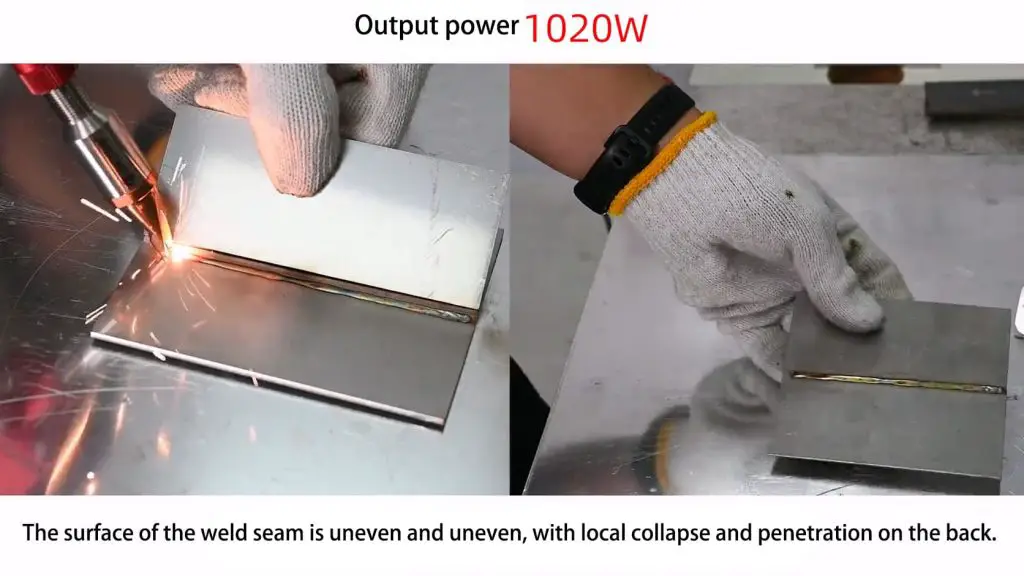
위의 이미지에서 볼 수 있듯이 출력 전력은 시트의 두께에 큰 영향을 미치며 외관 품질에 영향을 미칠 뿐만 아니라 용접 공정의 기계적 특성에도 영향을 미칩니다. 따라서 디버깅 과정에서 더 나은 파라미터 조정을 위해 먼저 유효 출력 범위를 확인하는 것이 좋습니다.
2. 초점 거리
초점 거리는 용접 시 재료 표면에서 초점이 맞춰진 레이저 빔의 가장 작은 지점까지의 거리를 말합니다. 레이저 초점은 광점의 중심이기 때문에 출력 밀도가 너무 높으면 구멍으로 증발하기 쉽습니다. 레이저 초점에서 멀어질수록 출력 밀도 분포는 비교적 균일합니다.
따라서 용접 과정에서 더 나은 용접 결과를 얻으려면 초점에서 재료 표면까지의 거리(디포커스라고도 함)를 변경해야 합니다. 디포커스의 크기는 전력 밀도와 광점을 변경하여 용접 품질에 일정한 영향을 미칠 수 있습니다.
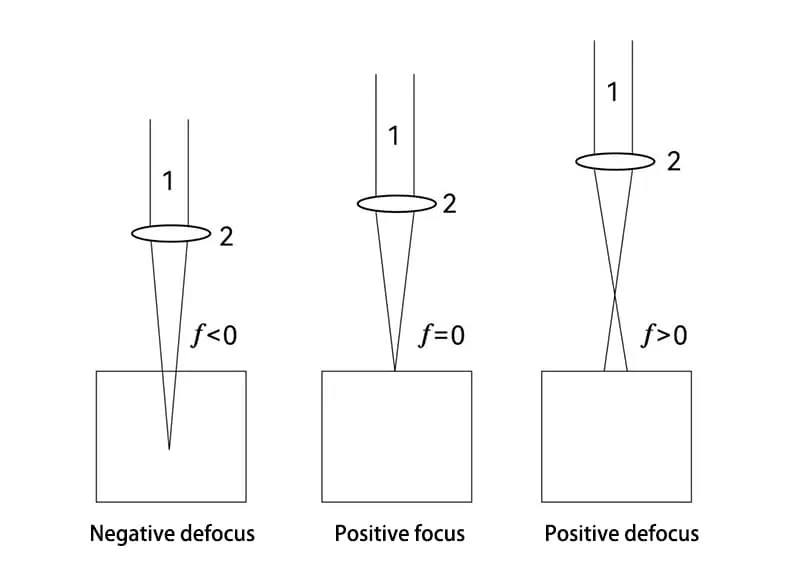
디포커스는 포지티브 디포커스와 네거티브 디포커스로 나뉩니다. 포지티브 디포커스를 사용하면 융착 깊이가 감소하고 융착 폭이 약간 증가하며 용접 스패터가 감소합니다. 네거티브 디포커스를 사용하면 융착 깊이가 증가하고 융착 폭이 약간 증가하며 용접 스패터가 감소합니다.
디포커스 F=0(초점 상태)이면 레이저 출력 밀도가 증가하여 용접 시 스패터가 발생합니다. 실제 응용 분야에서는 얇은 판을 용접할 때 용융 깊이가 작기 때문에 포지티브 디포커스를 사용하는 것이 적합합니다.
융합 깊이가 더 크면 네거티브 디포커스가 사용됩니다(디포커스가 너무 멀면 효과가 분명하지 않고 에너지가 분산될 가능성이 더 큽니다).
3. 너비
폭은 레이저 빔이 특정 회전 각도로 반사 거울에 일정한 속도로 앞뒤로 반사되어 형성되는 지정된 폭을 말합니다. 폭이 작으면 집중된 고밀도 레이저 에너지를 얻을 수 있습니다. 폭이 크면 더 넓은 영역의 레이저 에너지를 얻을 수 있습니다.

용접 심의 폭은 용접 심의 성능에 직접적인 영향을 미치며 깊이 대 폭 비율에 특정 변화를 일으킵니다. 일정한 속도와 진동 주파수에서 폭이 줄어들면 용접 심 폭과 재료 표면의 열 영향 영역이 감소하고 융착 깊이가 증가하며 용접 성능이 안정적입니다.
폭이 증가하면 용접 심 폭과 재료 표면의 열 영향 영역이 증가하고 에너지 분포가 집중되지 않으며 융착 깊이가 감소합니다. 두꺼운 재료의 경우 깊이 대 폭 비율이 좋을수록 용접 심의 성능이 향상됩니다.

4. 빈도
주파수는 주로 용접 이음새의 모양과 품질에 영향을 미칩니다. 속도가 일정할 때 레이저 주파수가 감소하면 용접 포인트의 겹침 비율이 감소하고 용접 이음새의 표면이 상대적으로 거칠어집니다. 레이저 주파수가 너무 높으면 슬래그 또는 침투 문제가 발생할 수 있습니다.
용접 과정에서 가공 재료 및 용접 요구 사항에 따라 적절한 용접 주파수를 선택하여 특정 겹침률을 보장하고 용접 이음새를 더 부드럽고 깨끗하게 만들 수 있습니다.

Artizono 사용 핸드헬드 레이저 용접 기계를 예로 들면, 진동 주파수가 20Hz인 경우 용접 심 모양이 깔끔하고 용접 심의 침투 효과가 얕습니다. 적절한 진동 주파수를 사용하면 좋은 용접 결과를 얻을 수 있습니다.
용접 과정에서 외관과 성능에 대한 특별한 요구 사항이 없는 경우 당사의 레이저 용접기를 사용하여 주파수 범위를 14Hz-20Hz로 조정하는 것이 좋습니다.

5. 속도
속도 측면에서 고속 용접은 융착 깊이를 더 얕게 만듭니다. 일반적으로 얇은 판이나 더 나은 성능을 가진 재료를 용접할 때는 고속 용접을 사용하는 것이 좋으며, 그 반대의 경우도 마찬가지입니다.
용접 과정에서 속도는 용접 이음새의 미관에도 영향을 미칩니다. 저속 용접은 처짐이 발생하기 쉽고 고속 용접은 용접 이음새가 고르지 않을 수 있습니다.
또한 레이저 용접의 효과는 가스, 재료 흡수율 및 파형과 같은 다양한 요인에 의해 영향을 받기도 합니다. 실제 용접의 경우 처리 요구에 따라 레이저 용접의 주요 매개 변수를 유연하게 조정하고 더 나은 용접 결과를 얻기 위해 여러 번의 시도를 수행할 수 있습니다.
6. 결론
레이저 용접 기술을 사용하여 제조된 부품 및 구성 요소는 애플리케이션의 우수한 성능 요구 사항을 충족할 뿐만 아니라 생산 효율성도 크게 향상됩니다.
전통적인 용접 기술에 비해 레이저 용접의 초기 투자 비용은 더 높지만 용접의 효과는 무시할 수 없습니다. 레이저 용접 기술의 점진적인 성숙은 산업 분야에서 혁신과 업그레이드의 더 많은 가능성을 가져올 것입니다.







