

1. 파일 피팅 프로세스
파일링 방법을 사용하여 두 개 이상의 일치하는 부품이 지정된 기술 요구 사항을 충족하도록 하는 작업을 파일 피팅이라고 합니다.
(1) 파일 피팅을 위한 기준 부품 선택
1) 파일 피팅을 위한 기준 부품의 정의
파일 피팅용 기준 부품은 전체 파일 피팅 부품 중 파일 피팅 전 공정 분석을 통해 선택한 "템플릿 부품"을 의미합니다. 이 부품은 가공 후 측정 템플릿으로 사용하여 다른 매칭 부품의 파일링 조정 중에 측정 도구와 협력하여 다른 매칭 부품의 파일링 정밀도를 공동으로 측정하고 제어하여 필요한 파일을 정확하고 빠르게 완성 할 수 있습니다. 피팅 정확성.
2) 참조 부품 선정 원칙
기준 부품은 다른 일치하는 부품보다 파일링을 통해 필요한 치수 정확도, 형태 및 위치 정확도, 표면 거칠기 값을 더 쉽게 달성할 수 있어야 합니다.
볼록한 부품이 기준 부품으로 선호되는 이유는 오목한 부품에 비해 볼록한 부품이 측정하기 쉽고, 즉 측정을 통해 정확도를 제어하기 쉽기 때문입니다. 오목한 부품은 내부 표면이 있기 때문에 측정 도구가 들어가기 어렵기 때문에 측정 작업이 어렵습니다. 오목한 부품을 측정하기 쉬운 경우, 볼록한 부품의 파일 맞춤을 위한 기준 부품으로 사용할 수도 있습니다.
(2) 파일 피팅 프로세스
1) 참조 부품 제출
파일 피팅 프로세스는 일반적으로 개별 파일링과 파일링 조정 프로세스로 나뉩니다. 개별 파일링 방법은 앞서 설명한 것과 같습니다. 일반적으로 파일 피팅 프로세스는 다음과 같습니다. 먼저 기준 부품을 파일링합니다. 기준 부품이 필요한 치수 정확도, 형태 및 위치 정확도, 표면 거칠기(기준 부품의 표면 거칠기는 일반적으로 도면의 기술 요구 사항보다 한 등급 높음)를 충족하면 가공이 종료됩니다. 후속 파일 피팅에서 템플릿 부품인 기준 부품은 더 이상 가공할 수 없습니다.
2) 기타 일치하는 부품의 제출
다른 일치하는 부품을 파일링하여 형태 및 위치 정확도 및 표면 거칠기 요구 사항을 충족하면서 파일 피팅을 위한 트리밍 여유를 남겨 둡니다. 오목한 부품이 매칭 부품인 경우 일반적으로 오목한 부품의 내부 표면을 가공할 때 가공 정확도를 쉽게 제어하려면 오목한 부품의 관련 외부 표면을 측정 참조로 선택하는 것이 좋으므로 오목한 부품의 외형 참조 표면이 더 높은 형태 및 위치 정확도를 달성해야 합니다.
3) 조정 프로세스
참조 부품을 사용하여 다른 일치하는 부품을 비교하고 시험 장착합니다. 라이트 갭 방법 또는 염료 도말 방법을 사용하여 일치하는 부품을 측정하여 일치하는 부품의 파일링 영역을 결정합니다. 그런 다음 측정 도구를 결합하여 일치하는 부품을 측정하고 트리밍 허용치를 결정한 다음 필요한 피팅 정밀도를 달성하기 위해 점진적으로 가공합니다.
(3) 비접촉 피팅 정보
비접촉식 피팅에서는 기준 부품(측정 템플릿)을 사용하여 피팅 부품을 직접 측정할 수 없기 때문에 필요한 피팅 정밀도를 달성하기 위해서는 꼼꼼한 측정 작업을 통해서만 모든 피팅 부품의 치수 정확도와 형태 및 위치 정확도를 제어할 수 있습니다.
파일 피팅 작업을 보다 효과적으로 수행하려면 형태 및 위치 오류가 기능 치수에 미치는 영향을 종합적으로 분석하고 참조 부품을 가능한 한 비교 작업의 템플릿으로 사용해야 합니다. 주의 깊은 관찰과 정확한 측정을 통해 일치하는 부품의 조정 및 시험 피팅이 수행됩니다.
또한 만족스러운 비접촉 피팅을 수행하려면 시험 피팅 중에 관찰력과 손 감각이 뛰어나야 합니다. 날카로운 캘리퍼를 사용하는 기술은 파일 피팅 중 교정에 큰 도움이 될 수 있습니다. 이러한 기술은 탐구, 요약, 경험 축적을 필요로 합니다.
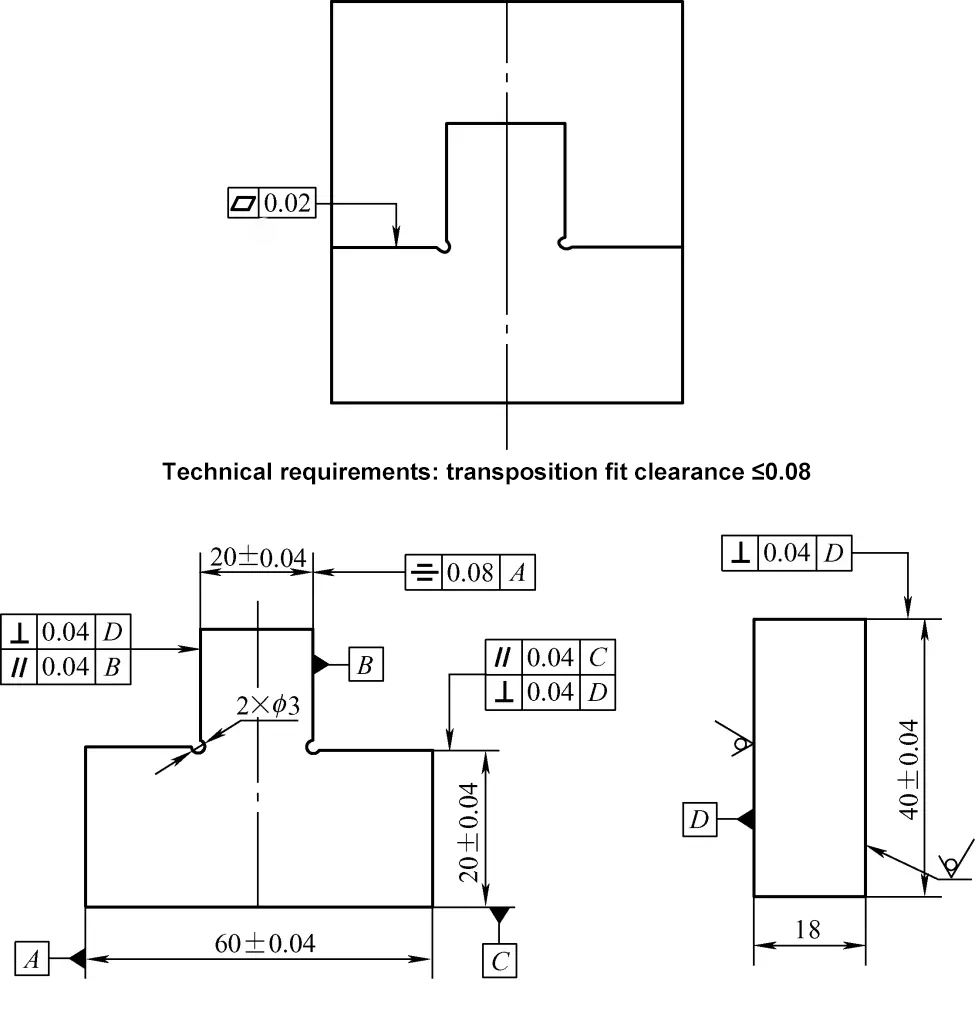
(4) 제출 시 대칭성 측정 및 제어 정보
가공 후 피팅 부품은 특정 정밀도 요구 사항을 충족하기 위해 윤곽의 직진도와 평탄도가 필요합니다.
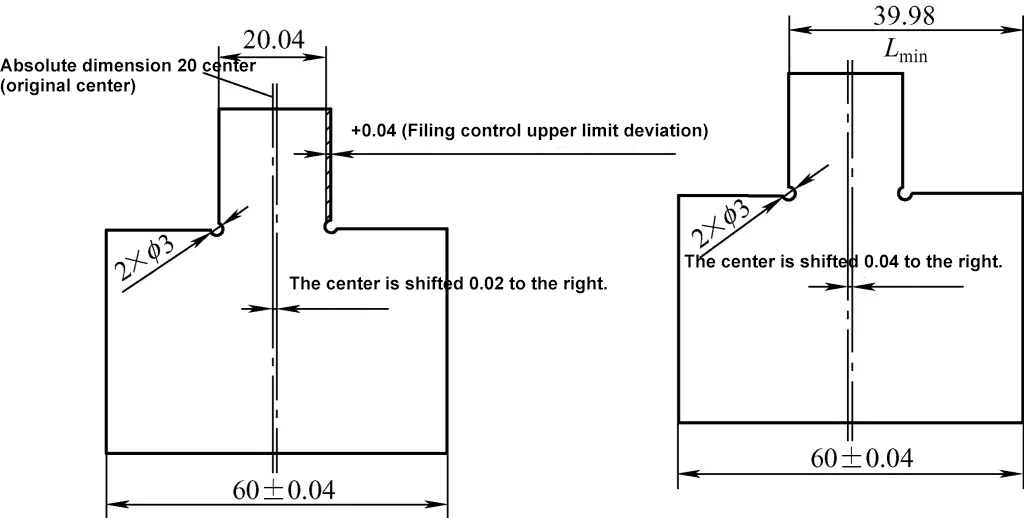
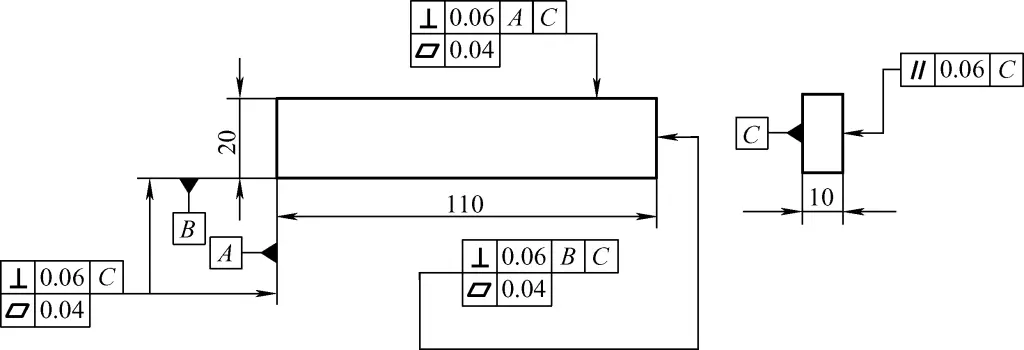
대칭 피팅 부품의 경우 일반적으로 회전 피팅이 필요합니다. 개별 가공 중에 대칭 요구 사항이 충족되지 않으면 피팅 후 외곽선 평탄도가 요구되는 정밀도를 충족하기 어렵고, 특히 그림 1과 같이 회전 후 외곽선 평탄도를 보장할 수 없는 경우 더욱 그렇습니다. 따라서 가공 순서를 합리적으로 배치하고 측정을 통해 대칭성을 제어해야 합니다.
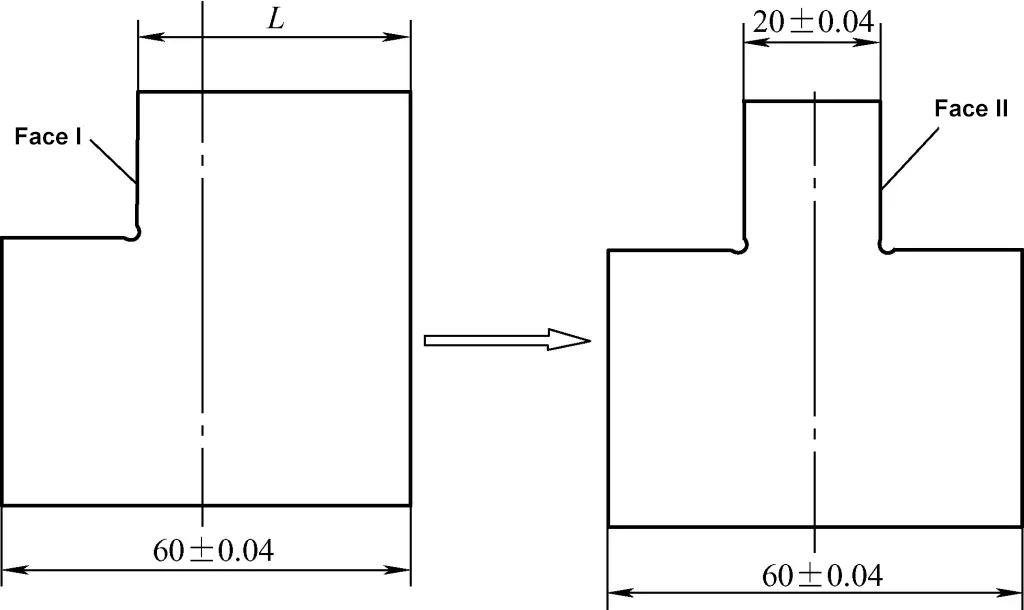
1) 처리 순서
그림 1과 같이 보스(치수 20)와 기준 A의 대칭성을 보장하려면(그림 1 참조) 보스 양쪽에서 모든 재료를 톱질하는 대신 한쪽에 재료를 유지해야 합니다(그림 2 참조). 치수 L이 요구 사항(아래 설명 참조)을 충족하면 이 면의 잔여 재료를 톱으로 잘라내고 동시에 치수 L을 (20±0.04)mm로 제어하여 가공된 표면 I을 제어합니다.
2) 대칭 오차 측정
파일링 처리의 관점에서 대칭 오차는 처리된 두 표면의 중심면과 파일링 처리 후 이론적 중심면 사이의 편차를 말합니다.
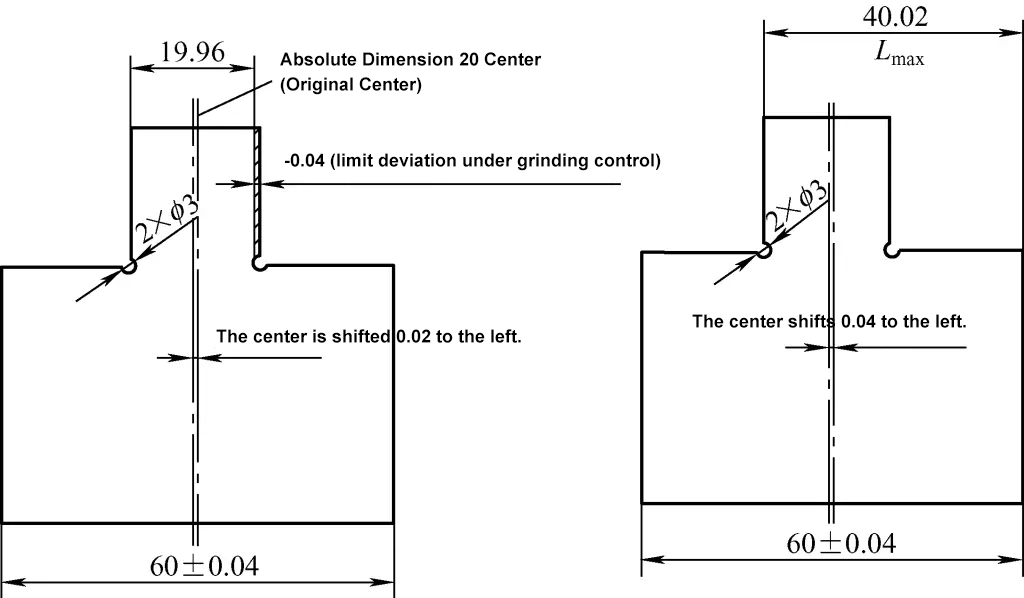
그림 1과 같이 공작물의 경우 축 데이텀 A에 대한 보스(20±0.04) mm의 대칭 공차는 0.08mm입니다. 그림 3에서와 같이 이 대칭 요구 사항을 보장하려면 치수 L의 간접 측정을 통해 이를 보장해야 합니다.
최대 제어 치수 L최대.
그림 4에서 볼 수 있듯이 보스 치수 파일링 제어 하에서 하한 편차는 19.96mm이며, 그 결과 원래 중앙 왼쪽 오프셋은 0.02mm입니다. 현재 대칭 허용 오차는 0.08mm입니다. 대칭 공차 개념에 따르면 보스 중심면의 최대 허용 왼쪽 오프셋은 (0.02 + 0.02) mm입니다. 따라서 제어 치수 L최대 = 40.02mm.
최소 제어 치수 L분.
그림 5와 같이 보스 치수를 상한 편차 20.04mm로 제출한 후 원래 중앙 오른쪽 오프셋은 0.02mm입니다. 현재 대칭 공차는 0.08mm입니다. 대칭 공차 개념에 따르면 보스 중심 평면의 최대 허용 오른쪽 오프셋은 (0.02 + 0.02) mm입니다. 따라서 제어 치수 Lmin = 39.98mm입니다.
2. 부품 파일링 및 피팅 분석 예시 - 1부
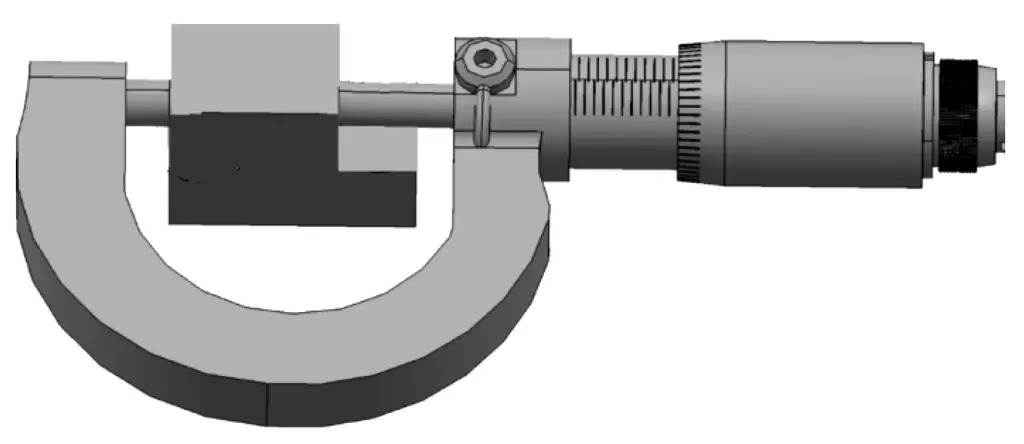
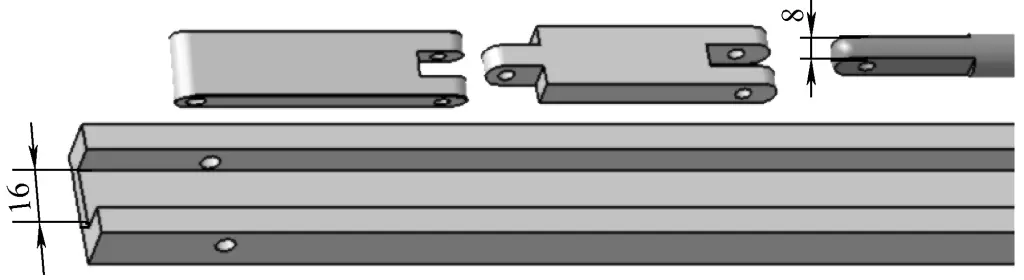
그림 6a, 6b와 같이 모터 유지보수 시 고정자와 회전자 사이의 간격을 측정하는 기기(필러 게이지라고도 함)로, 구조는 다음과 같습니다:
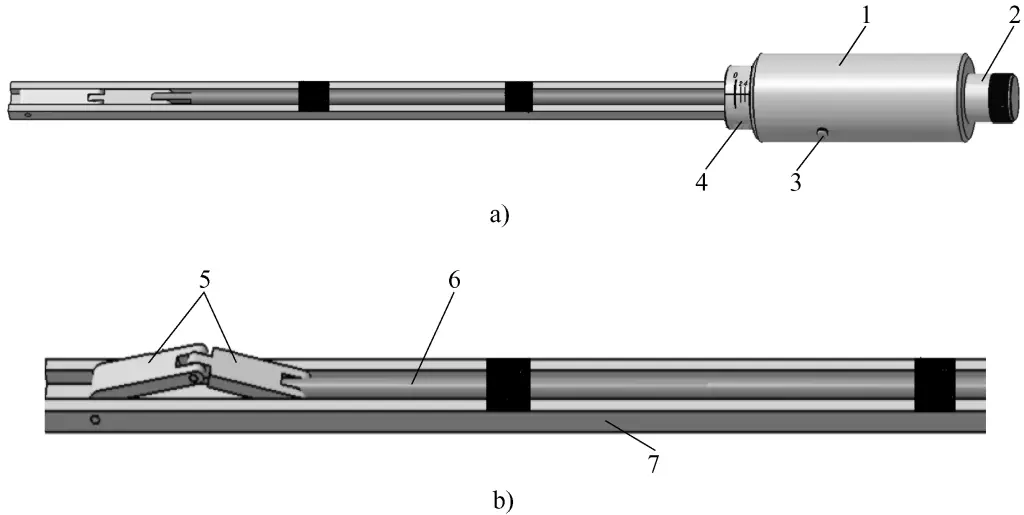
1-무버블 슬리브
2-미세 조정 장치
3-무버블 핀 샤프트
4-픽스드 슬리브
5-측정 블록
6 이동식 측정봉
7-통치자 본문
1) 이동식 슬리브와 이동식 측정봉의 꼬리 끝은 나사산으로 연결됩니다(나사산 사양은 M10×1mm).
2) 두 개의 측정 블록과 이동식 측정봉은 이동식 경첩으로 연결됩니다.
필러 게이지의 작동 원리는 다음과 같습니다:
이동식 슬리브가 회전하지 않으면 고정 슬리브의 제로 마크가 이동식 슬리브의 제로 라인과 정렬됩니다(그림 6a 참조). 이동식 슬리브를 시계 반대 방향으로 돌리면 이동식 핀 샤프트가 고정 슬리브의 원형 슬롯을 따라 원을 그리며 회전합니다. 나선형 전달 원리에 따라 이동식 측정봉이 왼쪽으로 이동합니다(그림 6 참조). 그 사이에 두 개의 측정 블록이 올라가고(그림 6b 참조), 올라간 높이가 이동식 슬리브에 표시될 수 있습니다.
현재 작업은 두 개의 측정 블록을 정리하고 맞추는 것입니다.
두 측정 블록의 치수는 그림 7과 같습니다.
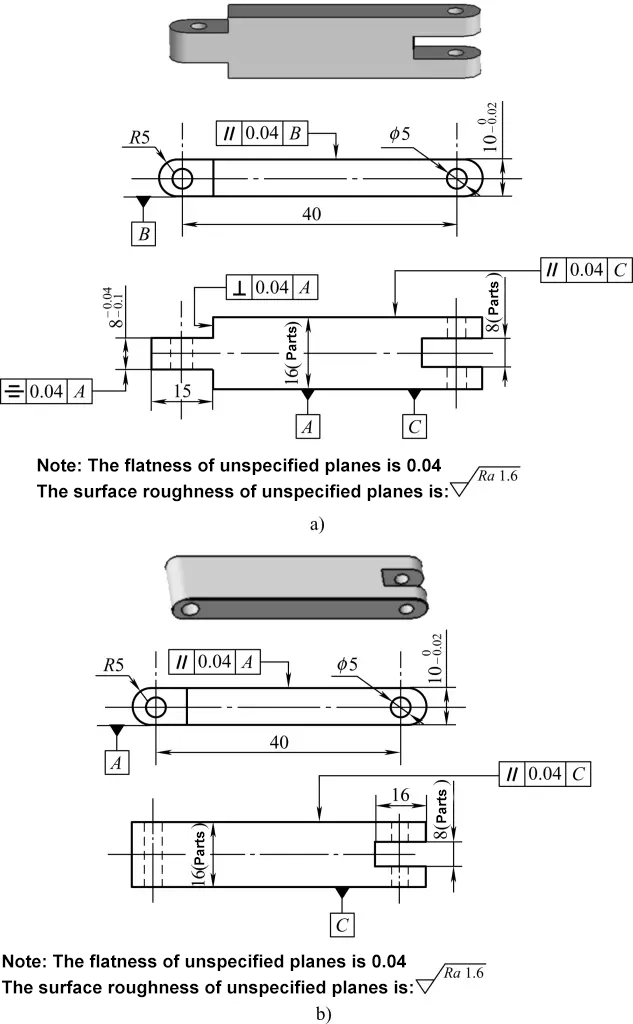
a) 측정 블록 1
b) 블록 2 측정
(1) 기술 요구 사항 제출
1) 사용 요구 사항에 따라 두 개의 측정 블록은 눈금자 본체 홈 내에서 부드럽게 미끄러져야하며 좌우로 흔들리지 않아야합니다. 따라서 두 개의 측정 블록을 정렬한 후 두 블록이 맞아야 합니다:
두 측정 블록의 측면을 정리한 후 그림 7에 표시된 치수 및 모양 정확도 요구 사항(측정 블록과 눈금자 본체 홈의 두 안쪽 면을 맞추기 위한 요구 사항)을 충족해야 합니다.
두 측정 블록 끝의 힌지 부분을 정리한 후 그림 7에 표시된 치수 및 모양 정확도 요구 사항을 충족해야 합니다(측정 블록 끝의 볼록 및 오목한 부분의 맞춤 요구 사항).
측정 블록 2의 힌지 부분과 이동식 측정봉 끝을 정리한 후 그림 7(측정 블록 끝의 볼록 및 오목한 부분의 맞춤 요구 사항)에 표시된 치수 및 모양 정확도 요구 사항을 충족해야 합니다.
사용 요구 사항에 따라 두 측정 블록의 바닥면이 눈금자 홈의 바닥면과 잘 접촉해야합니다. 즉, 필러 게이지를 사용하지 않을 때 (이동식 슬리브를 돌리지 않음) 측정 블록의 윗면은 눈금자 본체의 윗면과 동일한 수평면에 있어야합니다. 따라서 측정 블록을 정리한 후 상단 및 하단 표면은 그림 7에 표시된 치수 및 모양 정확도 요구 사항을 충족해야 합니다.
파일링 도구
두 측정 블록의 모양과 크기에 따라 파일링을 위해 선택할 파일은 10인치, 6인치 및 4인치 플랫 파일이어야 하며, 4인치 플랫 파일의 작동하지 않는 가장자리를 연마해야 합니다.
제출 절차
자료 준비
18mm × 10mm × 110mm 크기의 거친 강철 재료 블록(20개)을 준비합니다.
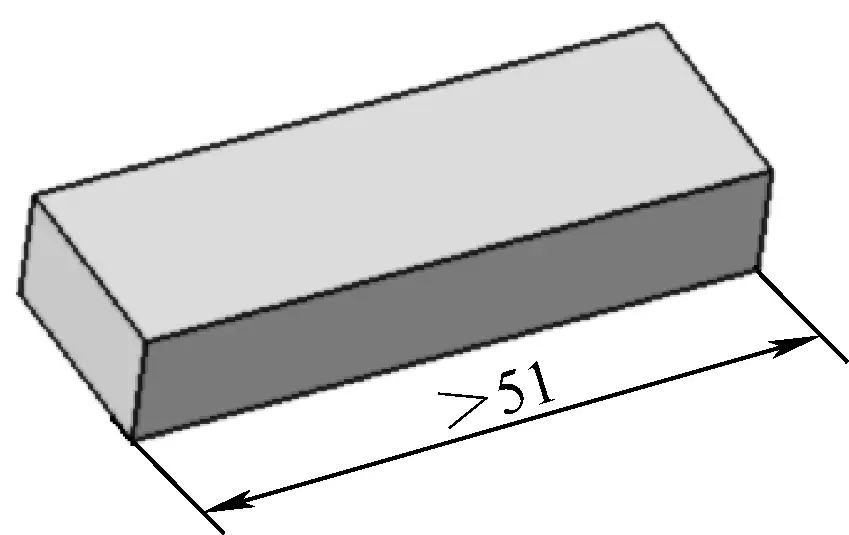
직사각형 프리즘을 정리합니다(그림 8 참조).
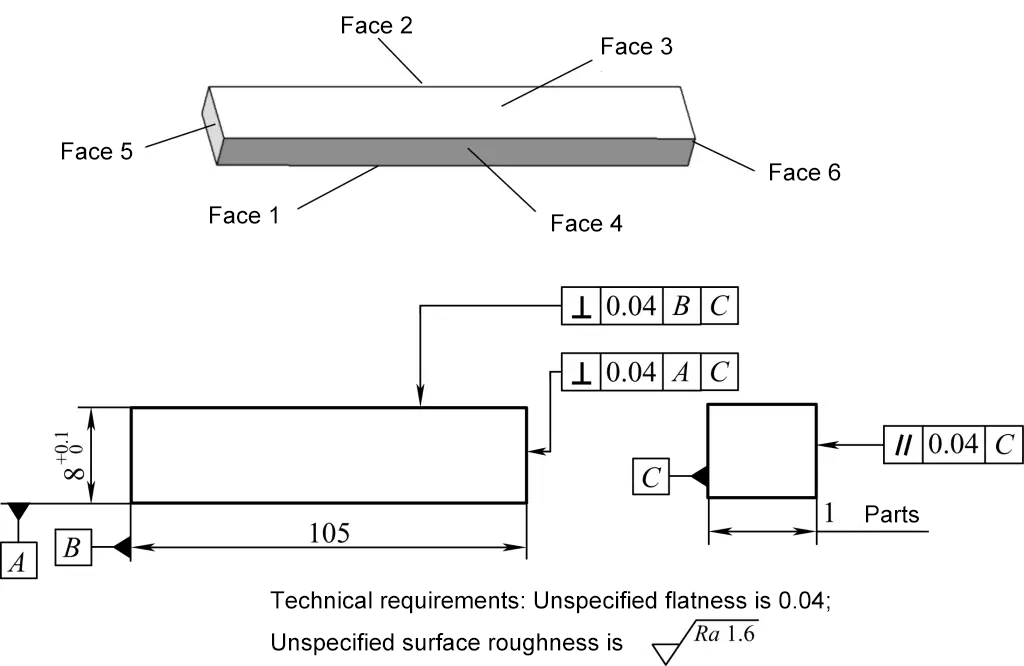
먼저 표면 1의 표면 거칠기 값이 Ra1.6μm 이내인지 확인하면서 칼날 눈금자를 사용하여 0.04mm 이내의 정밀도로 평탄도를 제어하여 표면 1을 평평하게 다듬습니다.
서페이스 1을 참조로 사용하여 서페이스 3의 처리 경계를 표시하고 그림 8과 같이 크기 및 기하학적 공차 요구 사항을 충족하도록 서페이스 3을 파일링합니다.
표면 1과 유사한 평탄도 및 표면 거칠기 제어를 사용하여 표면 2를 파일링하고 표면 2와 표면 1의 수직도를 제어합니다(그림 8 참조).
그림 9와 같이 눈금자 홈의 실제 크기에 따라 표면 4를 파일링하여 치수를 16mm로 제어하여 눈금자 홈과 16mm 치수 방향 사이에 0.04mm의 맞춤 간극을 달성합니다.
양쪽 끝면 5와 6을 파일링하고, 5면과 1, 2면의 직각도와 6면과 1, 2면의 직각도를 조절하여 전체 길이를 105mm로 조절합니다.
그림 10과 같이 직사각형 프리즘을 파트 1과 파트 2로 나누어 분할합니다.
프로세스 측정 블록 1
- 8mm × 16mm 홈을 파일링(이동식 측정봉 끝의 파일링 맞춤에 따라, 그림 7, 그림 9 참조)하여 이동식 측정봉과 8mm × 16mm 홈 측면 사이의 간격이 0.04mm가 되도록 합니다.
- 홈 끝의 바깥쪽 호를 R5mm, 총 길이 50mm로 줄입니다.
- 8mm × 15mm 엔드 아크를 R5mm로 줄입니다.
- 그림 7에 표시된 치수 및 모양 정밀도를 충족하도록 8mm × 15mm 엔드 보스를 파일링합니다.
프로세스 측정 블록 2(그림 7b, 그림 9 참조)
파트 1 홈과 동일한 방법으로 8mm × 16mm 홈을 가공합니다. 파트 1의 보스와 그루브의 맞춤 간격을 0.04mm로 조절하는 데 집중합니다.
파트 2의 왼쪽과 오른쪽 끝 호를 총 길이가 50mm가 되도록 R5mm로 줄입니다.
3. 부품 파일링 적합성 분석 예시 - 1부
그림 11에 표시된 절연체 핀 풀러는 송전선로 유지보수 및 설치에 일반적으로 사용되는 홈메이드 공구입니다. 다음은 플라이어 본체의 제조 공정에 대한 설명입니다:
자료 준비
스트립 35 강판의 치수는 그림 12와 같이 110mm×20mm×10mm(두께)입니다.
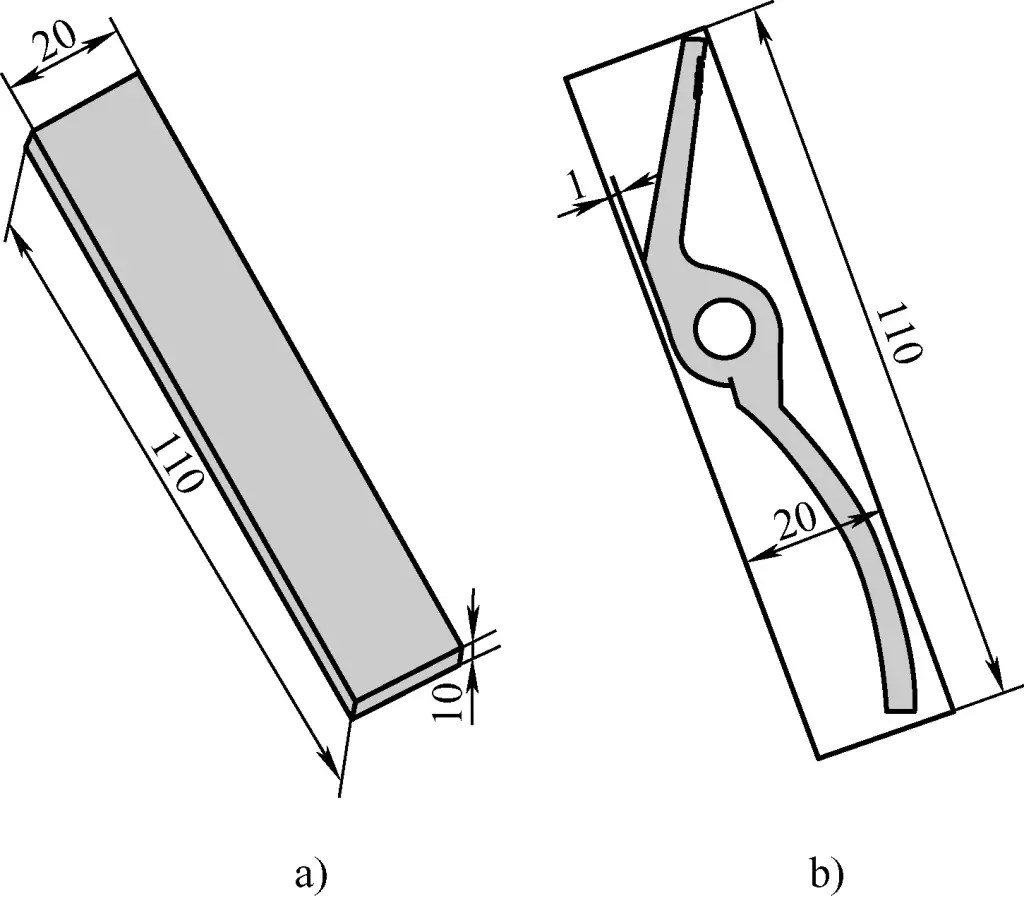
a) 빈 치수
b) 성형 후 모양
(2) 파일링 스트립 플레이트 블랭크(그림 13 참조)
- 스트립 플레이트의 A 표면을 평탄도 0.04mm로 C에 수직으로 줄입니다.
- 스트립 플레이트의 B 표면을 평탄도 0.04mm로 A 및 C에 수직으로 줄입니다.
- A와 B를 참조(스크라이브 참조와 측정 참조 모두)로 사용하고 참조 표면 A와 B의 반대쪽을 파일링하여 0.06mm의 평탄도와 필요한 수직도를 얻습니다.
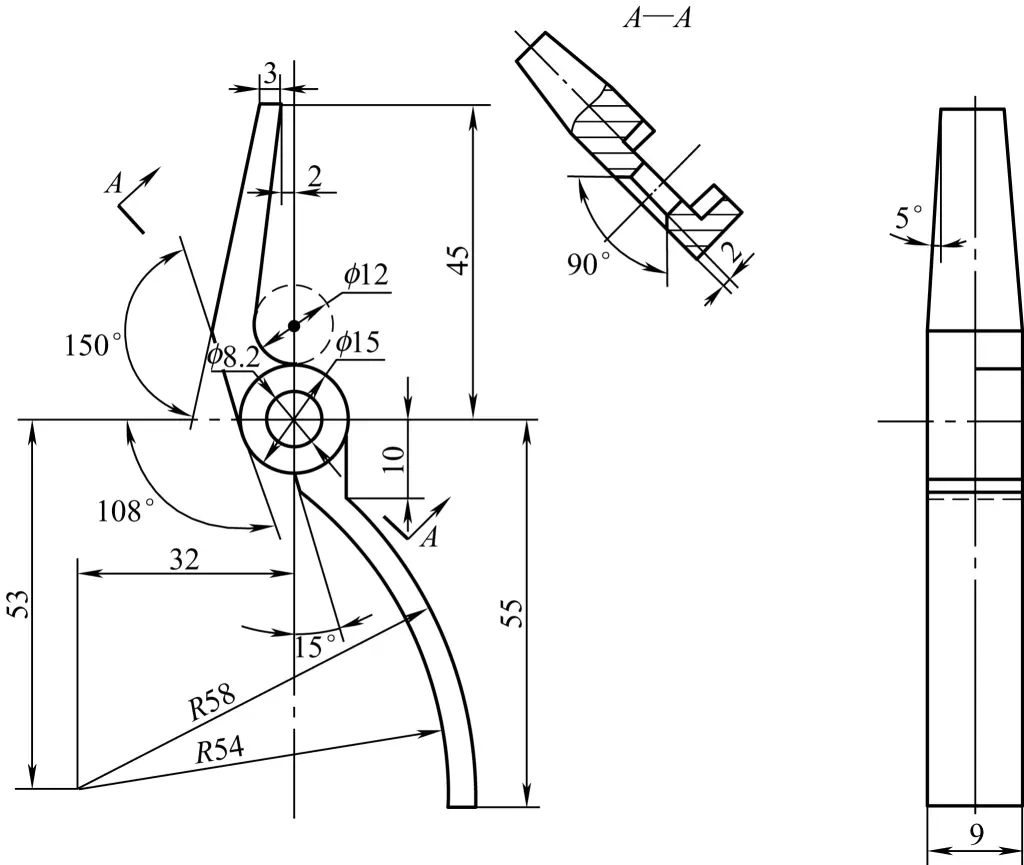
(3) 구멍 처리(그림 14 참조)
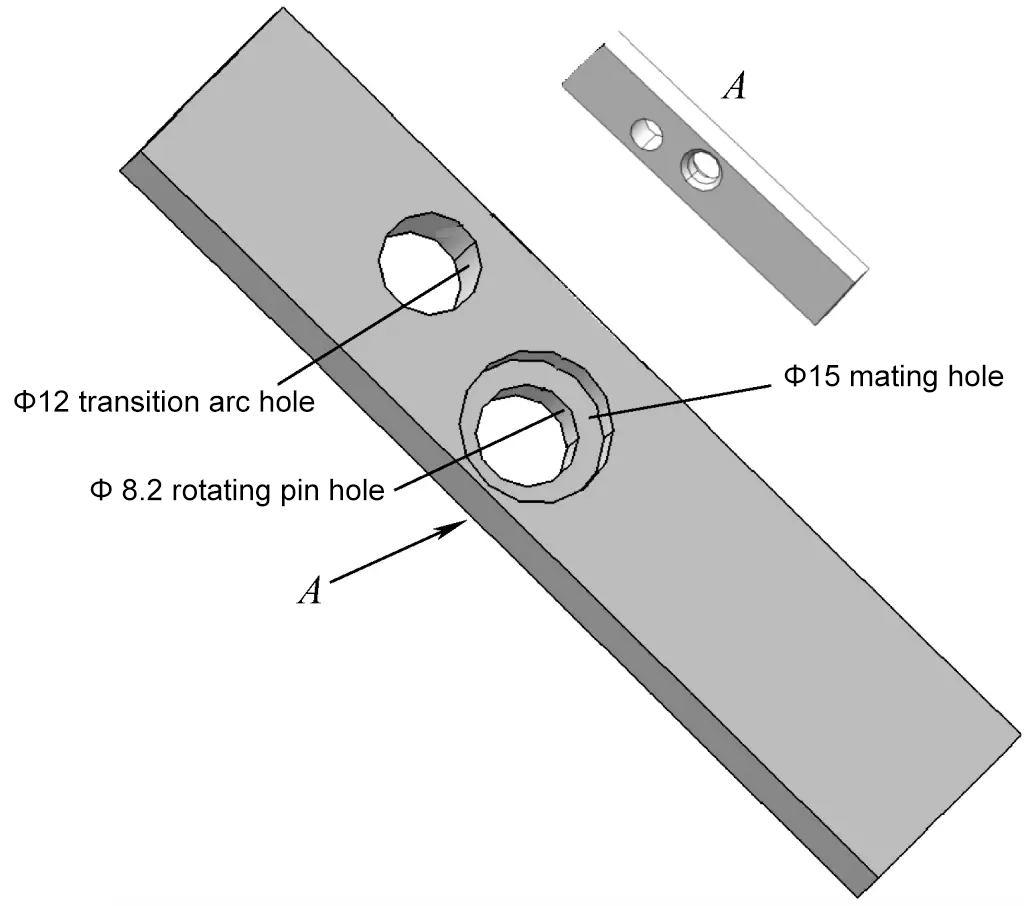
- 도면 치수를 기준으로 ϕ8.2mm 피벗 핀 구멍과 ϕ12mm 전환 아크 구멍의 위치와 직경을 표시합니다.
- 그림 14와 같이 스트립 플레이트 블랭크에 ϕ8.2mm 및 ϕ12mm 구멍을 뚫습니다.
- 그림 14 및 11과 같이 원뿔형 카운터싱크 드릴을 사용하여 ϕ8.2mm(핀 제거 플라이어에 사용)의 상단 원뿔을 카운터싱크합니다.
- 그림 14와 같이 ϕ15mm 평평한 바닥 원통형 카운터싱크 드릴을 사용하여 ϕ15mm 맞춤 구멍을 4.5mm 깊이로 카운터싱크합니다.
(4) 절연체 핀 추출기의 윤곽선 표시(그림 15 참조)
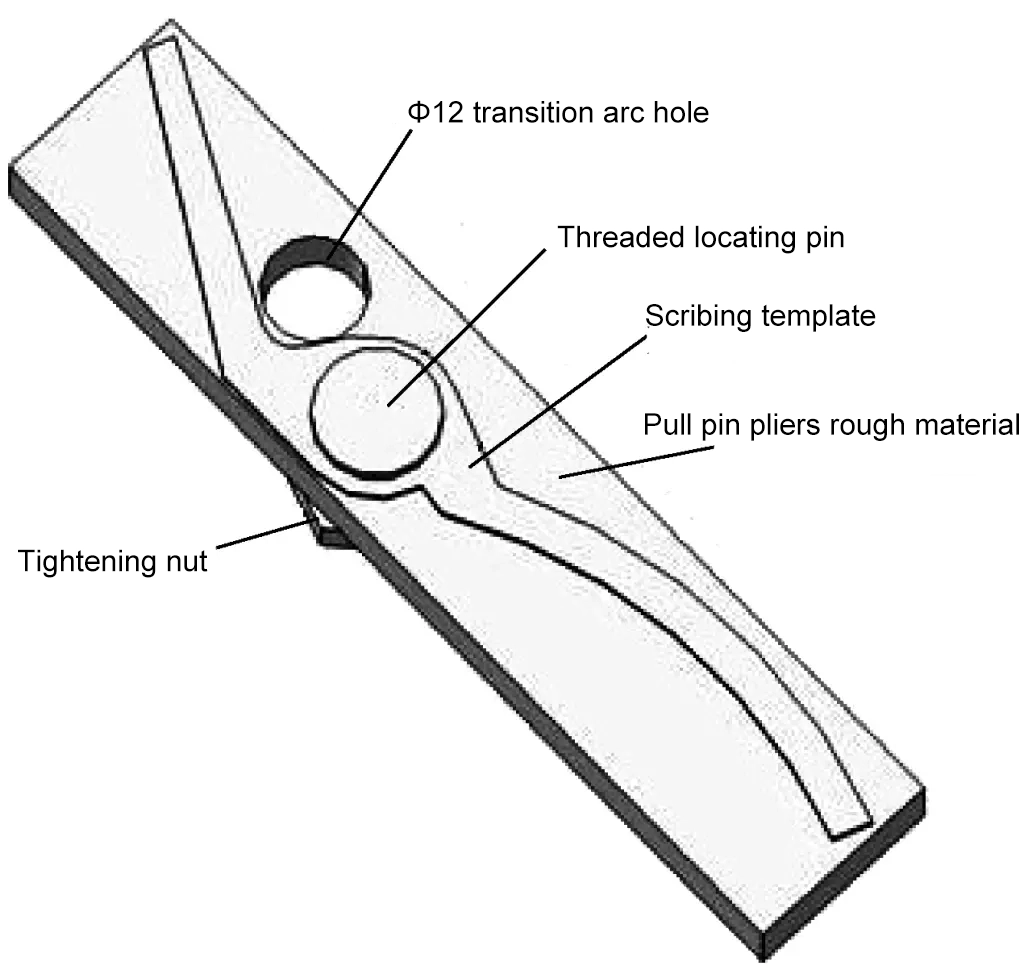
1) 템플릿의 ϕ8.2mm 피벗 핀 구멍을 스트립 플레이트 블랭크의 ϕ8.2mm 구멍에 맞추고 나사산 위치 지정 핀을 삽입한 다음 너트를 사용하여 스크라이빙 템플릿과 스트립 블랭크를 함께 고정합니다.
2) 스크라이브를 사용하여 템플릿을 따라 이젝터 플라이어의 윤곽선을 표시합니다.
(5) 자료 제거
템플릿에 표시된 처리 라인에 따라 톱질이나 드릴링을 사용하여 여분의 재료를 제거하고, 특히 끌을 사용하면 플라이어 본체가 변형될 수 있으므로 주의하세요.
(6) 절연체 핀 플라이어의 전체 파일링
절연체 핀 제거 플라이어의 전체 파일링에 대한 처리 순서는 그림 16에 나와 있습니다. 플라이어 죠의 안쪽 면을 가공할 때는 안쪽 면 윤곽이 ϕ12mm 연결 호에 접하도록 하십시오.
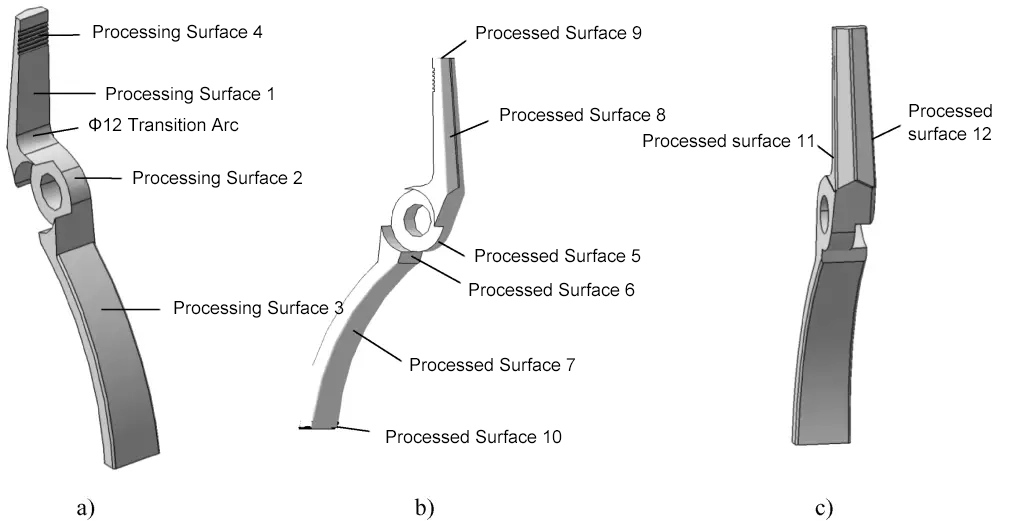
a) 1단계
b) 2단계
c) 3단계







