

용접 구조 부품을 제작하는 동안 일련의 필요한 조치를 취하더라도 잔류 변형이 불가피하게 발생하는 경우가 많으므로 잔류 변형이 기술 요구 사항을 초과하는 경우이를 수정하기위한 조치를 취해야합니다.
일반적인 보정 방법에는 수동 보정, 기계적 보정, 화염 보정, 전자기 보정 등이 있습니다.
1. 수동 수정 방법
수동 수정 방법은 망치와 같은 도구를 사용하여 용접물의 변형된 부분을 타격하는 것입니다. 이 방법은 주로 작고 단순한 용접부의 굽힘 변형과 박판의 파형 변형에 사용됩니다.
2. 기계적 보정 방법
일반적으로 유압 프레스, 잭, 특수 교정기, 망치 등이 사용됩니다. 용접 변형 방향과 반대되는 부품에 소성 변형을 일으키기 위해 외부 힘이 가해져 서로를 중화시킵니다. 그림 9-80은 프레스 또는 잭을 사용하여 용접 후 구부러진 I형강을 기계적으로 곧게 펴는 모식도를 보여줍니다. 그림 9-81에 표시된 롤러 기계를 사용하여 I형 빔 플랜지의 각도 변형을 교정할 수 있습니다.
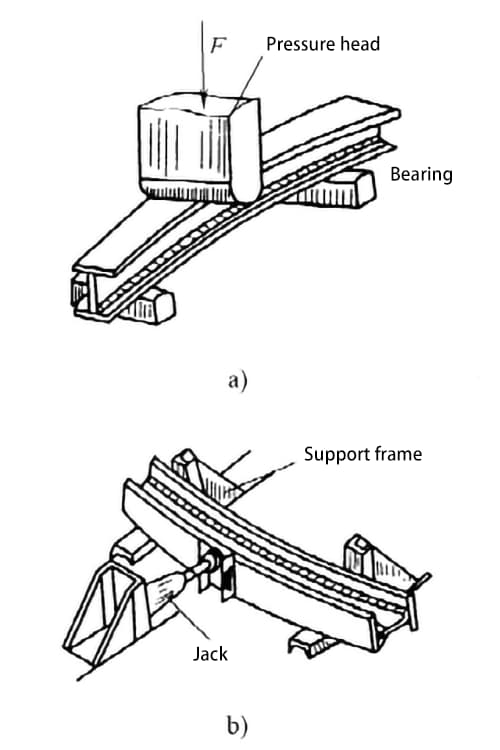
a) 프레스 보정 b) 잭 보정
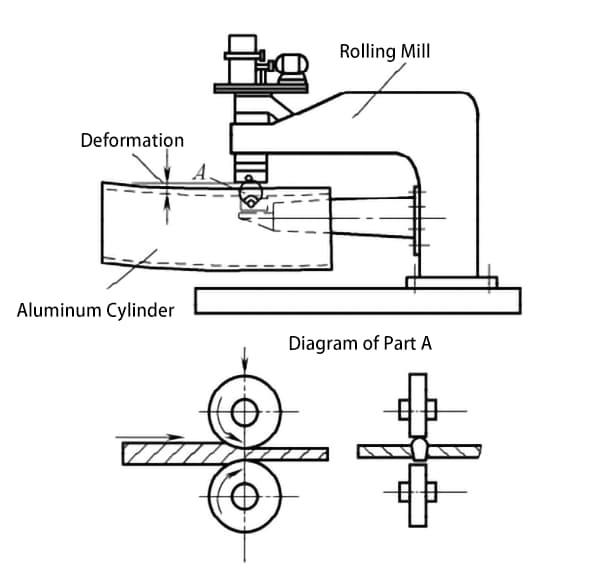
용접 후 변형은 주로 용접부와 그 주변 영역의 수축으로 인해 발생합니다. 소성 신장을 달성하기 위해 용접 부위를 따라 단조 또는 롤링을 수행하면 용접 중에 발생하는 소성 변형을 보상하여 변형을 제거할 수 있습니다. 수량이 적은 작은 용접 부품은 일반적으로 핸드 해머로 단조합니다. 규칙적인 용접부가 있는 박판 구조물의 경우 압연 장비를 사용하여 용접부와 그 주변 영역을 압연하여 기술적, 경제적 효과를 얻을 수 있습니다.
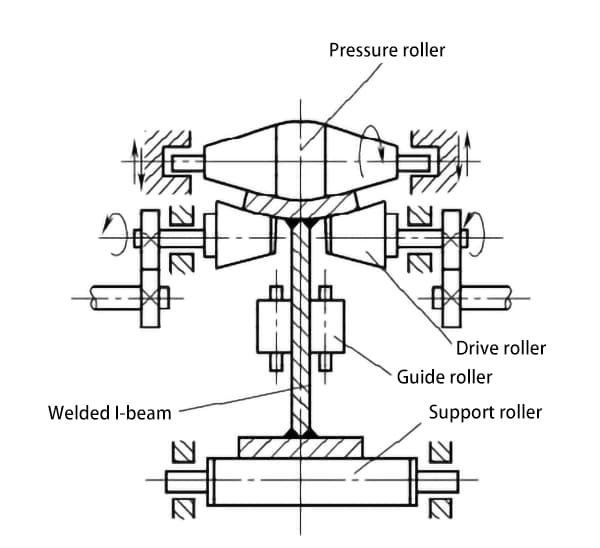
그림 9-82는 용접 후 알루미늄 실린더의 굽힘 변형을 보정하는 개략도를 보여줍니다. 롤링 머신를 누르면 세로 이음새가 롤링됩니다. 압력 롤러의 방향을 변경하면 원주 용접부도 롤링할 수 있습니다. 용접부의 롤링 단조는 잔류 용접 변형을 제거할 뿐만 아니라 잔류 용접 응력도 제거합니다.
기계적 보정 방법은 중소형 용접 부품의 단순한 구조에만 적합합니다.
3. 화염 보정 방법
가열 보정 방법이라고도 하는 화염 보정 방법은 화염을 열원으로 사용하여 금속을 국부적으로 가열하여 압축 소성 변형을 일으킵니다. 금속이 냉각되면 수축하고, 이 수축으로 인한 변형은 용접으로 인한 잔류 변형을 상쇄하는 데 사용됩니다.
이 방법은 일반적으로 가스 토치를 사용하며 특별한 장비가 필요하지 않습니다. 작동이 간단하고 편리하며 유연하며 크고 복잡한 구조물을 수정하는 데 사용할 수 있습니다.
(1) 화염 보정의 세 가지 필수 요소
불꽃 보정의 효과를 결정하는 세 가지 주요 요소는 가열 위치, 가열 온도, 가열 영역의 모양입니다.
1) 난방 위치
이는 성공과 실패의 핵심 요소입니다. 잘못된 가열 위치는 변형을 교정하지 못할 뿐만 아니라 기존 변형을 악화시킬 수도 있습니다. 따라서 선택한 가열 위치는 용접으로 인한 잔류 변형과 반대 방향으로 변형을 일으켜 이를 상쇄해야 합니다.
굽힘 또는 각도 변형의 주된 이유는 용접이 공작물의 중립 축의 한쪽에 집중되어 있기 때문입니다. 이러한 변형을 수정하려면 그림 9-83과 같이 중성 축의 반대쪽에서 가열 위치를 선택해야 합니다. 가열 위치가 중성 축에서 멀수록 보정 효과가 더 좋습니다.
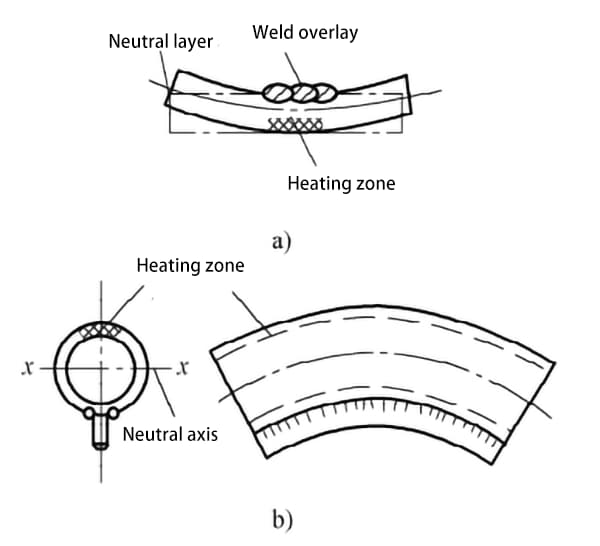
a) 빌드업 용접으로 인한 각도 변형 b) 핀형 튜브 굽힘 변형
2) 난방 온도
가열된 영역의 온도가 인접한 가열되지 않은 영역의 온도보다 높아야 가열된 금속이 열적으로 팽창하고 막혀서 압축 소성 변형이 발생합니다. 두꺼운 탄소강판이나 강성이 높은 용접 부품의 경우 100°C 이상의 국부 가열 온도는 압축 소성 변형을 일으킬 수 있습니다. 생산 과정에서 구조용 강철의 화염 보정 가열 온도는 일반적으로 600~800°C 사이에서 제어됩니다.
현장 온도 측정은 불편하기 때문에 일반적으로 가열된 부분의 색상을 육안으로 관찰하여 대략적인 온도를 추정합니다. 표 9-13에는 가열 공정 중 강판 표면의 색상과 해당 온도가 나열되어 있습니다.
표 9-13 강판 표면의 색상과 해당 온도
| 색상 | 온도(°C) |
|---|---|
| 진한 갈색-빨간색 | 550-580 |
| 갈색-빨간색 | 580-650 |
| 다크 체리 레드 | 650-730 |
| 딥 체리 레드 | 730-770 |
| 체리 레드 | 770-800 |
| 라이트 체리 레드 | 800-830 |
| 밝은 체리 레드 | 830-960 |
| 주황색-노란색 | 960-1050 |
| 진한 노란색 | 1050-1150 |
| 밝은 노란색 | 1150-1250 |
| 흰색-노란색 | 1250-1300 |
3) 난방 영역의 모양.
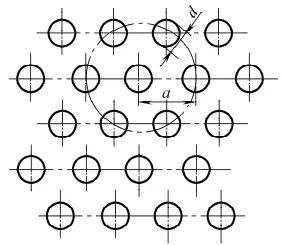
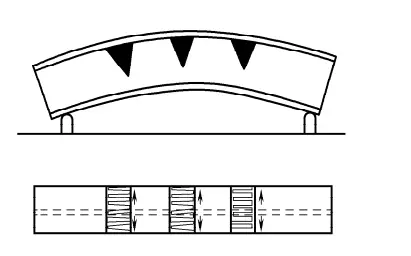
가열 영역의 모양에는 그림 9-84에 표시된 것처럼 점, 선, 삼각형이 있으며, 그림 9-85에는 점 가열, 그림 9-86에는 선 가열, 그림 9-87에는 삼각형 가열이 표시되어 있습니다.
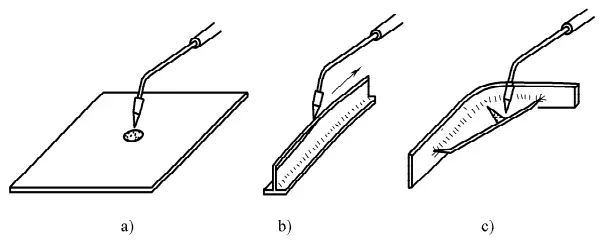
a) 점 b) 줄무늬 c) 삼각형
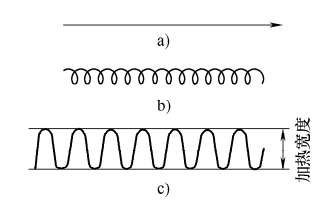
a) 직선 가열 b) 체인 가열 c) 밴드 가열
(2) 일반적인 화염 보정 방법
화염에 의한 용접 변형을 보정하는 일반적인 방법은 표 9-14에 나와 있습니다.
표 9-14 가열에 의한 용접 변형 보정 방법
| 가열 방법 | 방법 | 참고 |
| 점 난방 (그림 9-85 참조) | 변형에 따라 한 지점 또는 여러 지점에 열을 가할 수 있습니다. d=φ15 ~ φ30mm a=50~100mm | 1. 일반적으로 옥시아세틸렌 중성 불꽃을 사용합니다. 2. 수정 중인 자료의 속성에 주의하세요. 3. 작업장 환경 온도에 주의하세요. 4. 얇은 판을 수정할 때는 나무 망치를 사용하여 망치질하십시오. 5. 먼저 변형에 따라 가열 위치 및 단계를 계획합니다. 6. 열처리된 고강도 강의 경우, 가열 온도가 템퍼링 온도를 초과해서는 안 됩니다. 7. 화염 보정과 함께 수냉을 사용하는 경우, 물을 붓기 전에 강철이 붉은 색을 잃을 때까지 식혀야 합니다. 8. 가열 위치는 일반적으로 용접부에서 멀리 떨어져 있습니다. 9. 보정 후 후속 공정이 용접 또는 가스 절단인 경우 화염 보정 과정에서 필요한 양의 역변형을 할 수 있습니다. 10. 가열 과정 중 온도에 해당하는 색상은 표 9-13에 나와 있습니다. |
| 선형 난방 (그림 9-86 참조) | 불꽃은 직선 방향으로 움직이며 판 두께의 0.5 ~ 2 배의 가열 폭으로 폭 방향으로 측면 스윙을 할 수도 있습니다. | |
| 삼각 난방 (그림 9-87 참조) | 수정된 강철의 가장자리에서 정점이 안쪽을 향하도록 삼각형으로 가열합니다. | |
| 열, 물, 전력이 함께 사용됩니다. | 박판 구조를 가열하고 보정할 때 수냉 또는 외력을 동시에 사용하여 보정 효과를 향상시킬 수 있습니다. |
용접 변형의 화염 보정 예는 그림 9-88에 나와 있습니다.
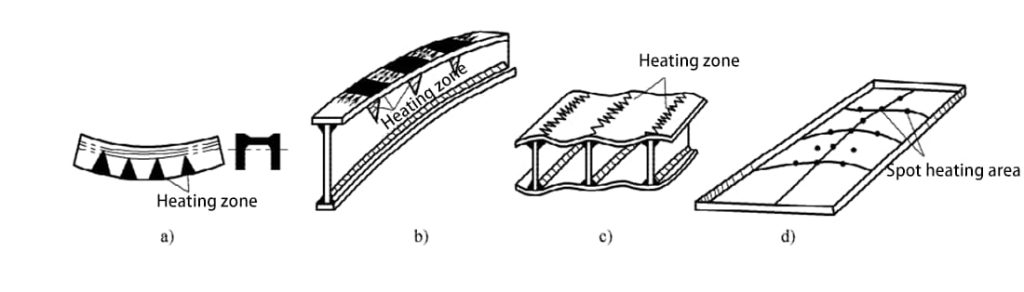
a) 비대칭 아치형 강철의 측면 굽힘
b) 비대칭 I-빔의 상향 처짐
c) 엉덩이 아치 관절의 각도 변형
d) 중간 박판의 물결 모양 변형
(3) 화염 보정 후 테스트 결과
일반적으로 사용되는 일부 저합금강에 대한 화염 보정 테스트 결과는 표 9-15에 나와 있습니다.
표 9-15 일반적으로 사용되는 저합금 구조용 강의 화염 보정 후 부분 시험 결과
| 강철 등급 | 실험 결론 및 주의 사항 |
| 14MnNb | 용접 피로 빔에 대한 화염 보정 테스트 결과 화염 보정은 강철의 특성에 거의 영향을 미치지 않는 것으로 나타났습니다. |
| Q345 (16Mn) | 우수한 화염 보정 및 열수력 벤딩 플레이트 포함 ① 성능. 열수 굽힘판의 가열 온도가 약 650°C일 때 기계적 특성은 거의 영향을 받지 않으며 850~900°C에서 가열한 후에도 여전히 충분한 강도와 가소성을 갖습니다. |
| Q390(15MnV) | 옥시-아세틸렌 불꽃을 이용한 국부 가열 보정은 강철의 기계적 특성에 영향을 미치지 않습니다. |
| Q420 | 옥시-아세틸렌 불꽃을 이용한 국부 가열 보정은 강철의 기계적 특성에 영향을 미치지 않습니다. |
| 14MnVTiXt | 옥시-아세틸렌 불꽃을 이용한 국부 가열 보정은 강철의 기계적 특성에 영향을 미치지 않습니다. |
| 10MnPNbXt | 옥시-아세틸렌 화염을 이용한 국소 교정은 강철의 기계적 특성에 영향을 미치지 않습니다. |
| Q390(15MnTi) | 옥시 아세틸렌 화염을 이용한 보정을 사용할 수 있으며 얇은 강판은 열수 굽힘판을 사용할 수도 있습니다. |
| 08MnPXt | 국소 화염 베이킹으로 변형을 교정할 때는 600~700°C의 온도를 유지해야 합니다. 600~700°C에서는 곡물이 자라기 시작하고 700~800°C에서는 비드만슈타텐 구조가 나타나기 때문입니다. |
| Q345(09MnCuPTi) | 박판의 입자는 900°C에서도 여전히 미세하며, 900~1000°C에서 위드만슈타텐 구조가 나타나므로 국소 베이킹 보정을 위한 온도는 700~800°C가 되어야 하며, 열수 보정을 사용하지 않아야 합니다. |
물불 벤딩 플레이트는 조선 분야의 공정 이름입니다. 이 공정은 화염 교정과 완전히 동일하며, 화염을 사용하여 강판을 국부적으로 가열하여 원하는 변형을 달성하고 가열 과정에서 물로 빠르게 냉각하는 과정을 포함합니다.







