
기본 매개변수는 유압 프레스의 기본 기술 데이터로, 유압 프레스의 공정 용도 및 구조 유형에 따라 결정됩니다. 유압 프레스의 작업 용량과 특성을 반영하며 기본적으로 본체의 외형 치수와 총 중량을 설정합니다. 기본 매개 변수는 사용자가 구매할 때 주요 기준이 됩니다.
이제 3빔 4열을 사용하여 유압 프레스 를 예로 들어 유압 프레스의 기본 매개 변수를 소개합니다.
1. 공칭 힘과 그 분류
공칭 힘은 일반적으로 유압 프레스의 주요 작업 용량을 반영하는 주요 매개변수입니다. 공칭 힘은 유압 프레스가 명목상 발휘할 수 있는 최대 작동 압력으로, 액체의 최대 압력과 작업 피스톤의 총 작업 면적(정수로 반올림)의 곱과 수치적으로 동일합니다.
장비를 최대한 활용하고 공정 요구 사항을 충족하며 고압 액체를 절약하기 위해 일반적으로 대형 및 중형 유압 프레스는 공칭 힘을 2단계 또는 3단계로 나눕니다. 펌프에 의해 직접 구동되는 유압 프레스는 구조적으로 압력 레벨을 나눌 필요가 없습니다.
2. 최대 이격 거리(개방 높이) H
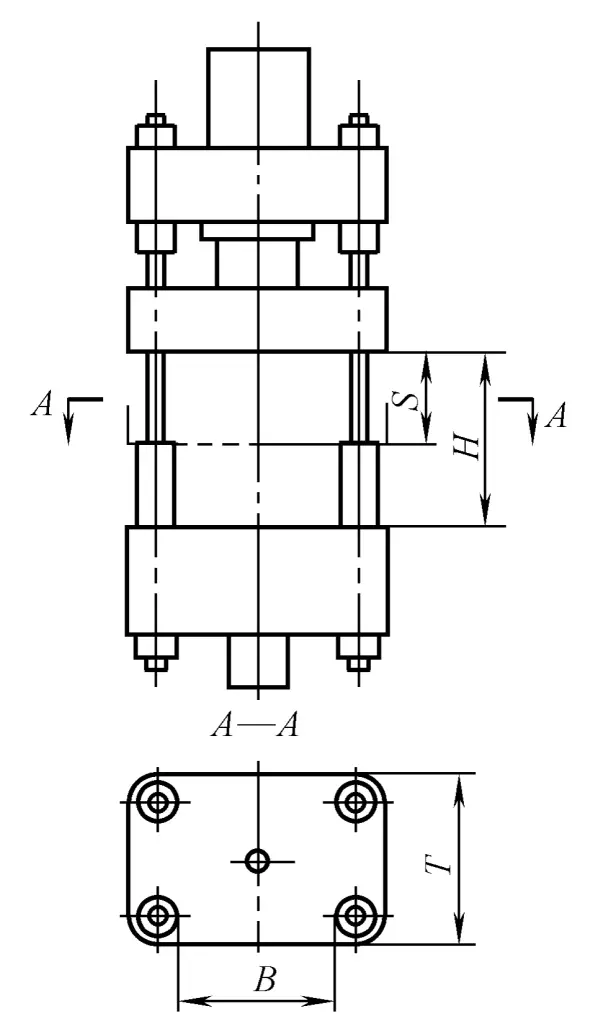
최대 안전 거리 H는 그림 1-1-6과 같이 작업대가 상한 위치에서 멈출 때 작업대 표면에서 움직이는 대들보 밑면까지의 거리를 나타냅니다.
최대 이격 거리는 유압 프레스의 높이 방향 작업 공간의 크기를 반영합니다. 금형(공구) 및 해당 스페이서의 높이, 작업 스트로크의 크기, 블랭크 삽입 및 공작물 제거에 필요한 공간 등 기타 공정 요소에 따라 결정해야 합니다.
최대 이격 거리는 유압 프레스의 전체 높이, 기둥의 길이, 유압 프레스 본체의 안정성 및 설치 작업장의 높이에 큰 영향을 미칩니다. 따라서 비용을 절감하려면 공정 요구 사항을 충족하면서 프레스의 높이를 최대한 최소화해야 합니다.
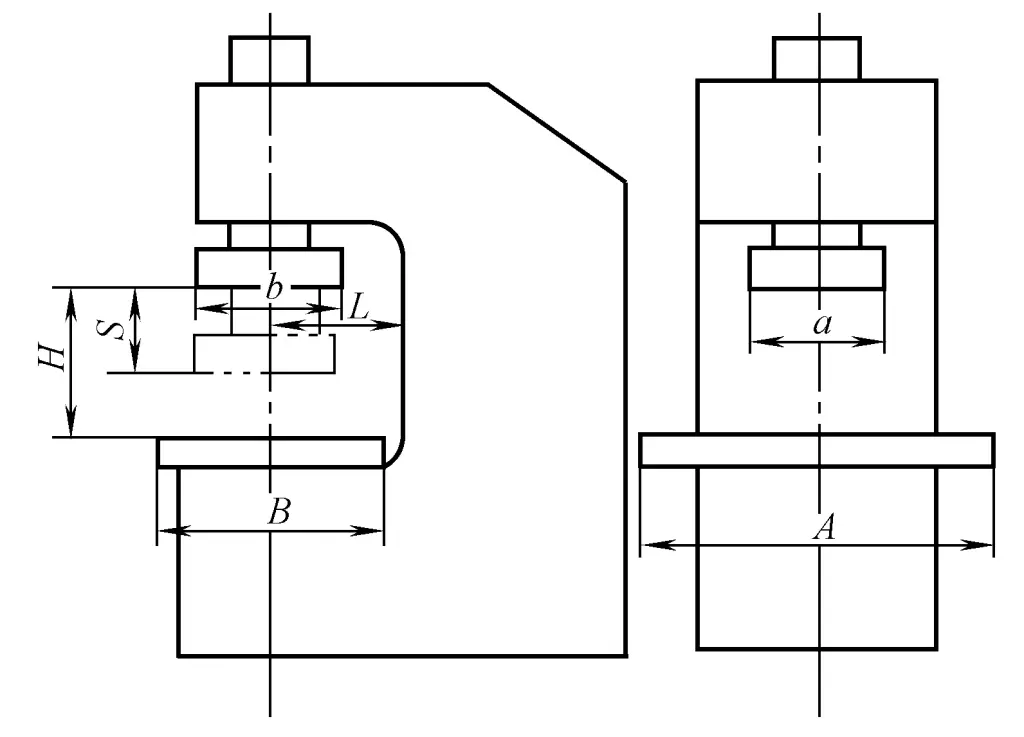
단일 암 유압 프레스의 최대 이격 거리는 그림 1-1-7과 같이 프레스 헤드 아래쪽에서 작업대 표면까지의 거리입니다.
3. 최대 스트로크 S
최대 스트로크 S는 상한 위치에서 이동 대들보의 기둥 가이드 슬리브 하부 표면에서 기둥 제한 슬리브 상부 표면까지의 거리를 말하며, 이는 이동 대들보가 이동할 수 있는 최대 거리이기도 합니다.
최대 스트로크는 작업 실린더와 리턴 실린더 및 해당 피스톤의 길이와 프레임의 전체 높이에 직접적인 영향을 미치므로 공작물 성형 공정에 필요한 최대 작업 스트로크를 기준으로 결정해야 합니다.
4. 작업 테이블 치수(길이 × 너비)
작업대는 일반적으로 금형이나 도구가 배치되는 하단 대들보에 고정됩니다. 작업대의 크기는 그림 1-1-6의 B×T 또는 그림 1-1-7의 A×B와 같이 작업대 표면에서 사용할 수 있는 유효 치수를 나타냅니다. 작업대의 크기는 금형(도구)의 평면 치수와 공정 배치에 따라 달라집니다.
대형 및 중형 단조 또는 후판 스탬핑 유압 프레스에는 종종 이동식 작업대가 있으며, 이동식 작업대의 스트로크와 푸시 실린더의 공칭 힘은 금형 교체 필요성 및 공정 작동 방법과 관련이 있습니다.
작업대의 크기 외에도 일부 4 기둥 유압 프레스에서는 기둥의 중심 거리 (넓은면과 좁은면)도 매개 변수로 사용됩니다. 단일 암 유압 프레스는 평면에서 3면이 개방되어 있으며 평면에서 작업 공간의 크기에 영향을 미치는 매개 변수는 그림 1-1-7에 L로 표시된 것처럼 단일 암 유압 프레스의 프레스 헤드 중심에서 프레임 내부 표면까지의 거리 인 목 깊이입니다.
5. 반환 힘
리턴에 필요한 힘을 계산할 때는 움직이는 부품의 무게, 리턴 과정에서 필요한 힘(예: 금형 당기는 힘, 리프팅 초퍼 등), 유체를 배출하는 작업 실린더의 저항, 실린더 실의 마찰, 움직이는 크로스빔의 가이드에서의 마찰을 고려합니다. 복귀력은 고압 유체가 피스톤 실린더의 하부 챔버에서 피스톤 링의 환형 영역을 밀거나 별도로 설정된 복귀 실린더에 의해 달성됩니다.
6. 움직이는 크로스빔 속도(슬라이더 속도)
작업 스트로크 속도, 유휴 스트로크(충전 스트로크) 속도, 복귀 속도로 나눌 수 있습니다.
작업 스트로크의 속도는 다양한 공정 요구 사항에 따라 결정되어야 하며, 변화 범위가 크며 공작물의 품질과 펌프의 전력 수요에 직접적인 영향을 미칩니다. 단조 유압 프레스는 50~150mm/s에 이르는 높은 작업 속도가 필요한 반면, 4열 범용 및 트리밍 유압 프레스의 작업 스트로크 속도는 10~15mm/s이고 전극 압출 유압 프레스의 작업 속도는 약 3mm/s에 불과합니다.
직접 구동식 유압 펌프의 출력은 작업 스트로크의 속도에 비례합니다. 일반적으로 생산성 향상을 위해 정지 및 복귀 시 속도를 높일 수 있습니다. 그러나 속도가 너무 빠르면 정차 또는 후진 시 수격과 진동이 발생합니다.
7. 최대 허용 편차
유압 프레스에서 수행되는 많은 공정에서 편심 하중이 종종 발생하며, 이는 유압 프레스의 넓은 면과 좁은 면 모두에서 발생합니다. 최대 허용 편심은 공작물의 변형에 대한 저항이 공칭 힘에 가까워질 때 허용되는 최대 편심을 의미합니다. 유압 프레스를 선택할 때는 공정의 특성에 따라 이 편심을 고려해야 합니다.
8. 이젝터의 공칭 힘 및 스트로크
일부 유압 프레스(예: 다이 단조 및 스탬핑 유압 프레스)에는 공작물을 배출하거나 드로잉 중에 이젝터가 하부 크로스빔에 설치되어 있는 경우가 많습니다. 이젝터의 힘과 스트로크는 전적으로 공정 요구 사항에 따라 결정됩니다.
구조 형태와 공정 목적이 다른 다양한 유압 프레스의 경우 기본 매개 변수가 다릅니다. 우리나라의 기계 산업 부서는 단일 암 스탬핑 유압 프레스 JB/T2098-2010, 4 열 범용 유압 프레스 (JB/T9957.2-1999), 트리밍 유압 프레스 (JB/T1881-2010) 등과 같은 다양한 공정 목적에 대한 유압 프레스 형태 및 기본 매개 변수에 대한 다양한 표준을 설정했습니다.







