

푸시 로드 또는 몰드를 사용하여 평평한 슬래브의 중앙 부분을 확장하고 바깥쪽 가장자리를 압착하여 양방향 곡면을 형성하는 작업을 아치 벤딩이라고 합니다. 아치 벤딩 프로세스 동안 부품의 바깥쪽 가장자리의 벽 두께는 증가하고 중앙은 얇아집니다.
I. 아치 굽힘 방법
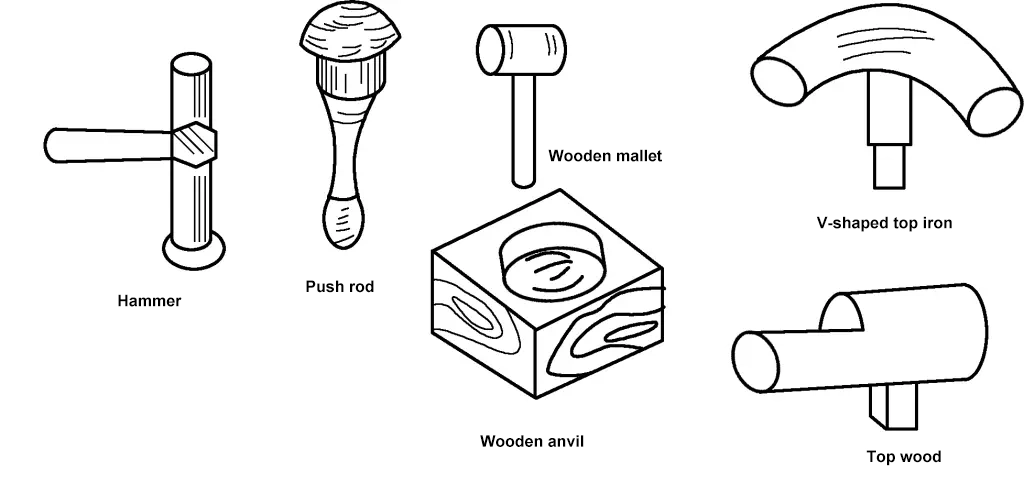
그림 1과 같이 수동 아치 굽히기 도구에는 나무 망치, 금속 망치, 모루, 푸시 로드, 몰드 등이 있습니다.
사용되는 다양한 도구에 따라 아치 굽힘의 주요 방법에는 푸시 로드 아치 굽힘과 몰드 아치 굽힘이 있습니다.
1. 푸시 로드 아치 굽힘
푸시 로드 아치 벤딩은 부품을 직접 형성하거나 다른 아치 벤딩의 후속 공정으로 사용할 수 있습니다. 예를 들어, 금형 아치 벤딩 형성이 더 이상 해머를 계속할 수 없는 지점에 도달하면 계속하려면 푸시 로드에 배치해야 합니다. 대구경 아치형 벤딩 부품의 경우 푸시 로드에서 바깥쪽 가장자리를 압착하면 큰 금형을 절약 할 수 있으며 푸시 로드에서 외부 표면의 수정 및 연마를 수행 할 수 있습니다.
그림 2a와 같이 푸시 막대를 사용하여 반구 모양의 부품을 수동으로 아치형으로 구부릴 때는 수축과 신장을 번갈아 가며 사용하는 방법을 사용할 수 있습니다. 먼저 주름 플라이어로 시트의 가장자리에 주름을 만든 다음 그림 2b와 같이 푸시 로드에서 주름을 평평하게 만들어 시트가 안쪽으로 구부러지게 합니다. 그런 다음 나무 망치로 중앙을 부드럽고 균일하게 두드려 중앙 블랭크가 위쪽으로 확장되고 아치 모양이 되도록 합니다.
타격 위치는 지지점을 약간 넘어야 하며, 타격 위치가 정확해야 합니다. 그렇지 않으면 찌그러지거나 부러지기 쉽습니다. 타격 시 힘은 가볍고 균일해야 하며, 타격 지점은 조밀해야 하며 타격하는 동안 블랭크를 회전시켜야 합니다. 육안 검사에 따라 언제든지 타격 위치를 조정하여 표면을 매끄럽고 균일하게 만듭니다. 튀어나온 부분은 다시 치지 않아야 하며, 그렇지 않으면 치면 칠수록 더 튀어나오게 됩니다.
타격이 블랭크의 중앙에 도달하면 과도한 중앙 확장 및 돌출을 방지하기 위해 한 지점에 집중하지 말고 연속적으로 회전해야 합니다. 가장자리를 가늘게 하고 중앙 부분을 순차적으로 치면서 원하는 모양이 될 때까지 중간중간 확인합니다. 최종 스무딩 시 스프링백 변형을 고려해야 하므로 아치 굽힘 정도(스프링백 포함)를 약간 더 크게 해야 합니다.
아치 굽힘을 완료한 후 둥근 막대에 납작한 망치를 사용하여 그림 2c와 같이 형성된 부분을 연마합니다. 그런 다음 요구 사항에 따라 표시하고 절단하여 가장자리를 매끄럽게 정리합니다. 가공 중 블랭크의 냉간 가공 경화가 감지되면 균열을 방지하기 위해 즉시 어닐링을 수행해야 합니다.
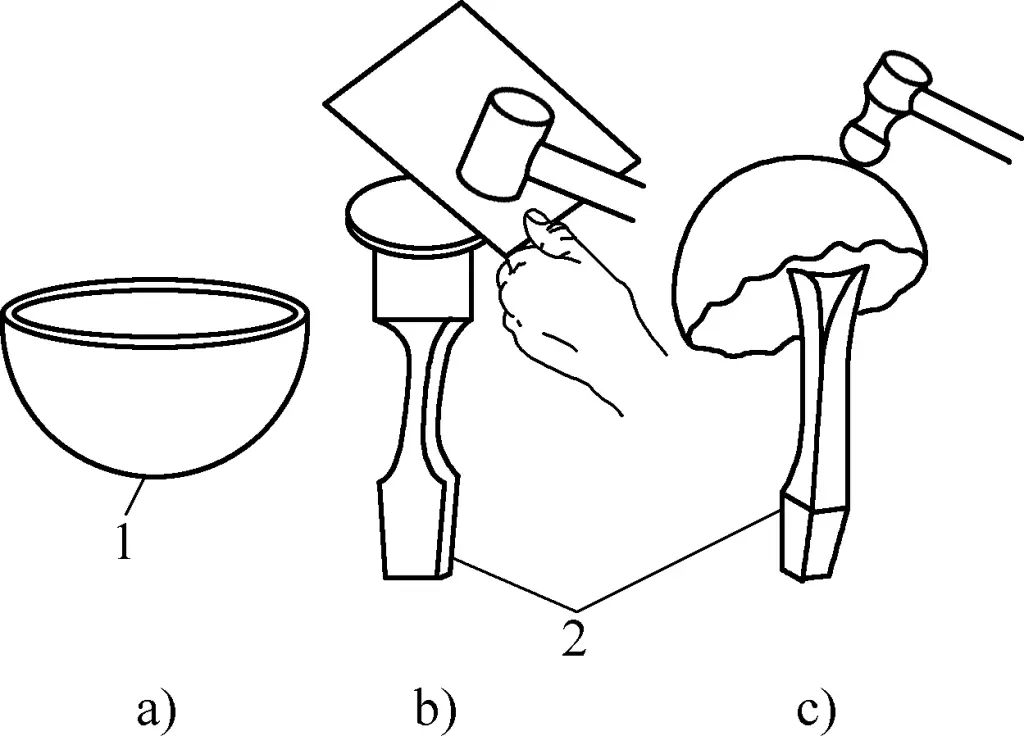
1부
2-푸시 로드
2. 몰드 아치 굽힘
그림 3과 같이 몰드에 블랭크를 조이고 나무 망치를 사용하여 몰드 캐비티의 가장자리에서 중앙을 향해 서서히 두드려 몰드 캐비티에 완전히 맞을 때까지 블랭크를 오목하게 만듭니다. 아치형 굽힘 변형이 큰 경우 매번 다른 금형을 사용하여 여러 단계로 수행해야 합니다. 몰드 모양은 그림에서 이중 점선으로 표시되어 있습니다.
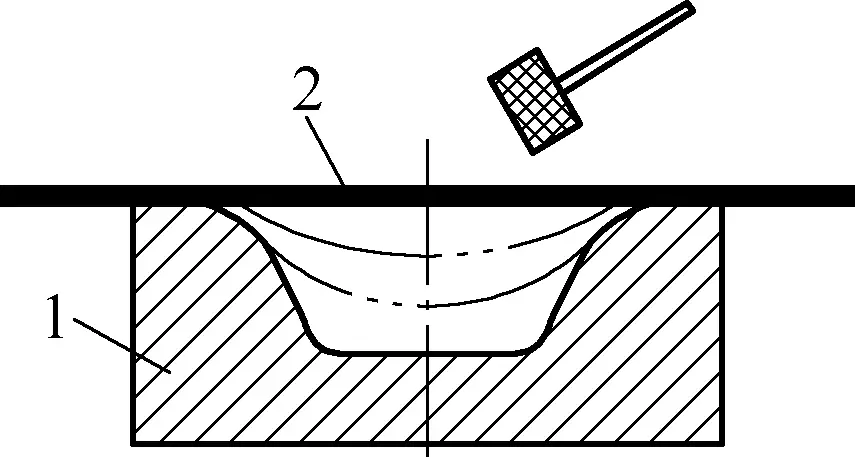
1-몰드
2-공백
아치 벤딩 공정 중에 고무, 샌드백 또는 코르크를 덧대어 블랭크를 확장할 수 있으므로 아치 벤딩 부품이 더 빠르게 확장되고 표면이 더 매끄러워집니다. 몰드 아치 벤딩은 더 큰 크기와 얕은 깊이의 부품 생산에 적합합니다.
금형 아치 굽힘을 수행 할 때주의하십시오 : 전체 가공 표면이 균일하게 확장되어 볼록한 모양을 형성하도록 가볍게 고르게 두드리십시오. 작업은 너무 성급해서는 안되며 블랭크가 점차적으로 금형에 완전히 맞도록 여러 단계로 수행해야합니다. 마지막으로 푸시로드에 납작한 머리 망치를 사용하여 돌출부를 부드럽게하고 두 드려야합니다.
II. 아치 굽힘 작업 시 주의사항
아치 굽힘 작업 중에는 다음 항목에 유의해야 합니다:
1. 아치 굽힘의 원활한 진행을 위해 블랭크는 사용 전에 응력 완화 어닐링을 거쳐야 합니다. 아치 절곡 중 냉간 가공 경화가 감지되면 즉시 어닐링해야 합니다.
2. 아치형 구부러진 부품의 품질은 주로 펼쳐진 크기의 정확한 계산에 따라 달라지며, 종종 실제 비교 및 계산 방법에 의해 결정됩니다.
실제 비교 방법.
종이를 물체나 틀의 모양에 맞게 접어서 물체나 틀을 감싸줍니다. 물체나 틀의 가장자리를 따라 용지를 자른 다음 용지의 펼쳐진 크기에 따라 적절한 여백을 추가하여 펼쳐진 블랭크의 크기를 얻을 수 있습니다.
제품 수량이 많은 경우 시험 제작을 통해 얻은 치수를 조정하고 일괄 절단을 위해 빈 템플릿을 만들 수 있습니다. 이 방법은 정확도가 높지 않고 허용 오차가 큽니다.
계산 방법.
계산 방법은 부품의 확장된 모양을 기준으로 수행됩니다. 그림 4에 표시된 반구형 아치형 구부러진 부품의 경우 확장된 모양은 원형이며 절단에는 블랭크의 직경만 필요합니다. 블랭크의 직경은 다음 공식을 사용하여 계산할 수 있습니다:
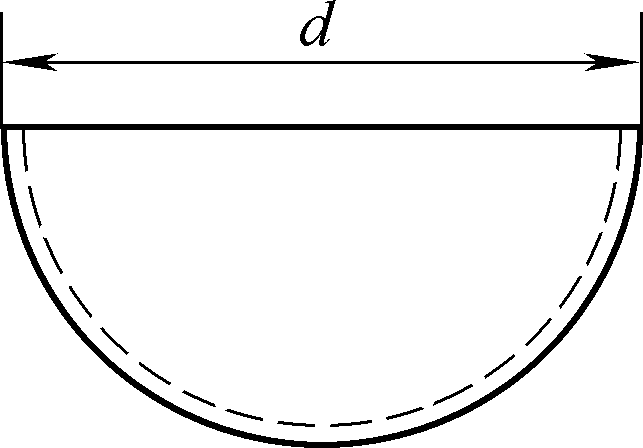
D=√(2d2)=1.414d
공식에서
- D- 블랭크의 필수 직경(mm)입니다;
- d- 반구형 부분의 직경(mm).
이 알고리즘은 대략적인 값을 사용하며 아치 굽힘 중 재료가 늘어나는 것을 고려하지 않으므로 아치 굽힘 후 가장자리 트리밍이 필요하며 초과분은 트리밍 허용치입니다.







