

TIG 용접의 주요 파라미터로는 용접 전류, 아크 전압, 용접 속도, 텅스텐 전극 직경 및 팁 모양, 노즐 직경 및 가스 유량, 노즐에서 공작물 표면까지의 거리, 용접 토치 각도 등이 있습니다.
(1) 수동 TIG 용접 파라미터 선택
1) 전류 및 극성 유형.
용접 전류에는 직류와 교류의 두 가지 유형이 있습니다. 직류에는 직선과 역방향의 두 가지 연결 방법이 있습니다. 전류 유형과 극성의 선택은 주로 용접되는 재료의 유형과 용접 요구 사항에 따라 달라집니다.
아크 길이의 변화로 인한 전류 변동을 줄이거나 제거합니다, TIG 용접 는 급격한 강하 또는 정전류 외부 특성을 가진 전원을 사용해야 합니다. TIG 용접에서 다양한 유형의 전류 및 극성 연결의 특성과 적용 가능한 범위는 표 5-80에 나와 있습니다.
표 5-80 TIG 용접에서 다양한 유형의 전류 및 극성 연결의 특성 및 적용 범위
| 전류의 종류 | 직류, 전극 양극 | 직류, 전극 네거티브 | 교류 전류 |
| 연결 방법 | 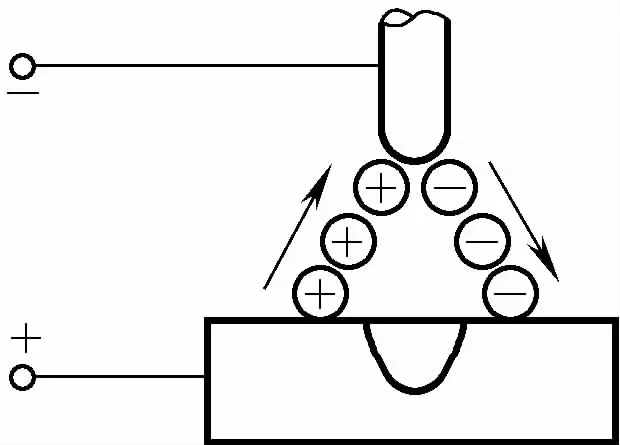 | 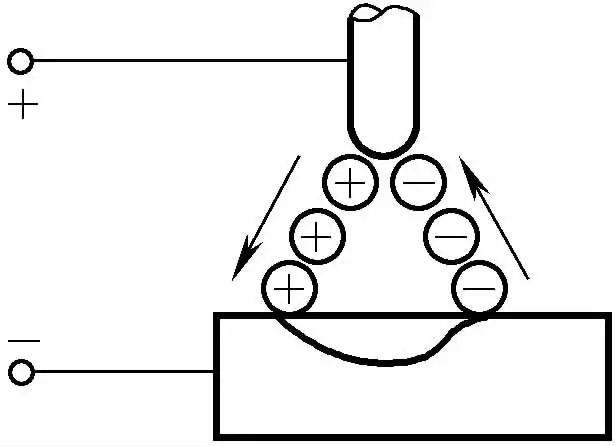 | 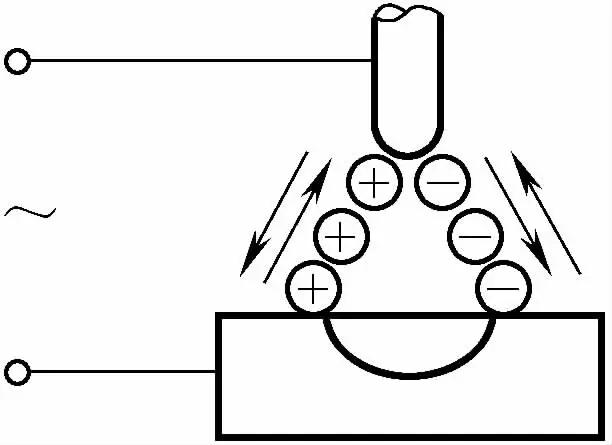 |
| 열 분배의 대략적인 비율 | 공작물 70%, 전극 30% | 공작물 30%, 전극 70% | 공작물 50%, 전극 50% |
| 침투의 특성 | 깊고 좁은 | 얕고 넓은 | Medium |
| 정통 청소 작업 | 없음 | 현재 | 있음(공작물이 음수인 경우) |
| ф3.2W 전극 허용 최대 전류 | 400A | 420A | 250A |
| 적용 가능한 자료 | 황동, 구리 합금, 주철, 스테인리스 스틸, 기타 금속, 티타늄, 실버 | 일반적으로 사용되지 않음 | 알루미늄, 마그네슘, 알루미늄 청동, 베릴륨 청동, 주조 알루미늄 |
2) 용접 전류.
용접 전류는 일반적으로 용접물의 재료, 두께 및 위치에 따라 선택됩니다. 텅스텐 전극의 직경은 용접 전류에 따라 선택해야 합니다. 다양한 텅스텐 전극 직경에 허용되는 용접 전류 범위는 표 5-81에 나와 있습니다.
표 5-81 다양한 텅스텐 전극 직경에 대한 허용 용접 전류 범위(단위: A)
| 전극 직경/mm | 교류 전류 | 직류, 직선 극성 | 직류, 역극성 | |||
| 순수 텅스텐 | 토륨 텅스텐, 세리게이트 텅스텐 | 텅스텐 | 토륨 텅스텐, 세리게이트 텅스텐 | 텅스텐 | 토륨 텅스텐, 세리게이트 텅스텐 | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
3) 아크 전압.
아크 전압은 용접 비드의 폭을 결정하는 주요 파라미터입니다. 용융 풀 보호를 위해 TIG 용접에서는 더 낮은 아크 전압이 사용됩니다. 헬륨 보호 상태에서 용접할 경우, 헬륨의 이온화가 더 높기 때문에 동일한 아크 길이가 아르곤 아크에 비해 아크 전압이 더 높습니다.
아크 전압은 텅스텐 전극 팁의 각도와 관련이 있습니다. 텅스텐 전극의 끝이 날카로울수록 아크 전압이 높아지며, 일반적인 범위는 10~20V입니다.
4) 텅스텐 전극 직경 및 팁 모양.
텅스텐 전극 직경의 선택은 사용할 용접 전류의 유형, 극성 및 크기에 따라 다릅니다. 동시에 텅스텐 전극 팁의 날카로움은 용접의 깊이와 폭에 영향을 미칩니다. 텅스텐 전극 팁 모양과 전류 범위는 표 5-82를 참조하세요.
표 5-82 텅스텐 전극 팁 모양 및 전류 범위
| 텅스텐 전극 직경 / mm | 팁 직경 / mm | 팁 각도 / (°) | 직류 전극 양극 | |
| 일정한 DC 전류 /A | 펄스 전류 /A | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
5) 용접 속도.
TIG 용접의 용접 속도는 공작물의 두께와 용접 전류에 따라 달라집니다. 텅스텐 전극은 낮은 전류를 견딜 수 있기 때문에 용접 속도는 일반적으로 20m/h 미만입니다. 기계화 TIG 용접의 최대 용접 속도는 35m/h를 초과할 수 있지만 이때 용접 속도가 차폐 가스의 층류 모양에 미치는 영향을 고려해야 합니다.
6) 노즐 직경 및 가스 흐름.
용접 부위를 효과적으로 보호하는 데 필요한 최소 가스 유량은 용접 토치 노즐의 모양과 크기와 관련이 있습니다. 노즐 직경은 공작물의 두께와 접합 유형에 따라 달라지며, 노즐 직경이 커질수록 가스 유량도 그에 따라 증가해야 합니다.
노즐 직경은 다음 공식에 따라 선택할 수 있습니다:
D=(2.5 ~3.5)d w
공식에서:
- D-노즐 직경 또는 내경, mm;
- d w 텅스텐 전극 직경, mm.
노즐 직경이 결정되면 아르곤 유량은 다음과 같이 계산할 수 있습니다:
Q=(0.8 ~1.2)D
Where:
- Q-아르곤 유량, L/min;
- D-노즐 직경.
D가 작으면 Q의 하한을 취하고, D가 크면 Q의 상한을 취합니다.
일반적으로 노즐 구경이 8~12mm인 경우 보호 가스 유량은 5~15L/min이고, 노즐 직경이 14~22mm로 증가하면 가스 유량은 10~20L/min입니다. 알루미늄 및 알루미늄 합금의 두꺼운 판재를 용접할 때는 가스 유량이 25~35L/min에 도달해야 합니다.
또한 가스 유량은 용접 환경에 따라 달라집니다. 공기가 이동하는 영역에서 용접할 때는 공기 속도에 따라 가스 유량을 늘려야 하며, 시험 용접을 통해 유량을 선택할 수도 있습니다. 유량이 적절한 경우 용접 표면의 색상을 사용하여 식별 할 수 있습니다.
스테인리스강 용접의 색상과 보호 효과의 관계는 표 5-83에 나와 있습니다.
표 5-83 스테인리스강 용접부의 색상과 보호 효과의 관계
| 용접 이음새 색상 | 은백색, 황금색 | 파란색 | 빨간색-회색 | 회색 | 블랙 |
| 보호 효과 | 우수 | Good | 공정 | Poor | 최악 |
티타늄과 티타늄 합금 용접의 색상과 보호 효과의 관계는 표 5-84에 나와 있습니다.
표 5-84 티타늄 및 티타늄 합금 용접부의 색상과 보호 효과의 관계
| 용접 이음새 색상 | 실버-화이트 | 골드 | 보라색-파란색 | 블루-그레이 | 노란색-흰색 |
| 보호 효과 | 우수 | Good | 공정 | Poor | 최악 |
아르곤 유량, 노즐 조리개 및 공작물까지의 거리는 표 5-85를 참조하십시오.
표 5-85 아르곤 유량, 노즐 조리개 및 공작물까지의 거리
| 용접 방법 | 적절한 아르곤 유량(L/min) | 노즐 직경(mm) | 노즐과 공작물 사이의 거리(mm) |
| 텅스텐 불활성 가스 용접(TIG) | 3~25 | 5 ~20 | 5 ~12 |
| 금속 불활성 가스 용접(MIG) | 10~50 | ≤30 | 8~15 |
용접 전류, 노즐 직경 및 가스 유량 간의 관계는 표 5-86을 참조하십시오.
표 5-86 용접 전류, 노즐 직경 및 가스 유량 간의 관계
| 용접 전류 /A | DC 용접 | AC 용접 | ||
| 노즐 직경 / mm | 가스 유량 / (L/min) | 노즐 직경 / mm | 가스 유량 / (L/min) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
참고: 금속 노즐의 최대 허용 용접 전류는 500A이며, 세라믹 노즐의 경우 300A입니다.
(2) 자동 TIG 용접 파라미터 선택
자동 TIG 용접 파라미터에는 수동 텅스텐 전극 아르곤 아크 용접 파라미터와 와이어 이송 속도가 포함됩니다. 와이어 이송 속도는 용접 속도 및 용접 전류와 일치해야 합니다. 수동 TIG 용접 공정에서는 용접 전류와 아르곤 유량만 지정되는 등 실제 생산에서 용접 형성 및 용접 품질에 대한 TIG 용접 파라미터의 영향은 거의 독립적이지 않습니다.
자동 TIG 용접 시 제어해야 하는 용접 파라미터에는 용접 전류, 아크 전압, 용접 속도, 아르곤 유량, 와이어 직경, 와이어 이송 속도 등이 있습니다. 또한 티타늄과 같이 특히 반응성이 강한 금속을 용접할 때는 고온 영역에 대한 강화된 보호가 필요하며 엄격한 보호 조치를 취해야 합니다.
(3) 일반적인 TIG 용접 파라미터
1) 알루미늄 및 알루미늄 합금, 스테인리스강에 대한 수동 TIG 용접 파라미터는 표 5-87을 참조하세요.
표 5-87 알루미늄 및 알루미늄 합금, 스테인리스강에 대한 수동 TIG 용접 파라미터
| 재료 | 플레이트 두께/mm | 그루브 유형 | 용접 레이어 수(전면/후면) | 텅스텐 전극 직경/mm | 용접 와이어 직경/mm | 예열 온도/°C | 용접 전류/A | 아르곤 유량/(L/min) | 노즐 조리개/mm |
| 알루미늄 및 알루미늄 합금 | 1 | 비스듬한 가장자리 | 전면 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | 베벨 또는 I-그루브 | 전면 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | I-그루브 | 전면 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | Y-그루브 | 전면 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | X-그루브 | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| 스테인리스 스틸 | 1 | 엉덩이 관절 | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | 엉덩이 관절 | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | 엉덩이 관절 | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
용접 속도, cm/min 단위.
2) 탄소강, 저합금강에 대한 수동 TIG 용접 파라미터는 표 5-88을 참조하십시오.
표 5-88 탄소강, 저합금강용 수동 TIG 용접 파라미터
| 용접 두께/mm | 용접 전류/A | 와이어 직경/mm | 용접 속도/(mm/min) | 가스 유량/(L/min) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
3) 구리 및 구리 합금에 대한 수동 TIG 용접 파라미터는 표 5-89를 참조하십시오.
표 5-89 구리 및 구리 합금의 수동 TIG 용접 파라미터
| 재료 | 용접 두께/mm | 그루브 유형 | 텅스텐 전극 | 전극 직경/mm | 필러 와이어 직경/mm | 용접 전류/A | 노즐 직경/mm | 가스 유량/(L/min) | 예열 온도/°C |
|---|---|---|---|---|---|---|---|---|---|
| 구리 | <1.5 | 싱글-V | Thoriated | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | 싱글-V | Thoriated | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | V-그루브 | Thoriated | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | V-그루브 | Thoriated | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| 황동 | 1.2 | 엉덩이 관절 | Thoriated | 3.2 | - | 160-180 | 8 | 7 | - |
| 주석 황동 | 2 | 싱글-V | Thoriated | 3.2 | 3 | 180-200 | 8 | 7 | - |
| 주석 인 | <1.6 | 싱글-V | Thoriated | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| 브론즈 | 1.6-3.2 | 싱글-V | Thoriated | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| 알루미늄 브론즈 | <1.6 | 싱글-V | Ceriated | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | 싱글-V | Ceriated | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | V-그루브 | Ceriated | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| 실리콘 브론즈 | 1.6 | 싱글-V | Ceriated | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | 싱글-V | Thoriated | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | V-그루브 | Thoriated | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | V-그루브 | Thoriated | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| 니켈 브론즈 | <3.2 | 싱글-V | Thoriated | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | V-그루브 | Thoriated | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
4) 티타늄 및 티타늄 합금(DC 포지티브 연결, 맞대기 접합) 용접 매개변수의 수동 TIG 용접은 표 5-90을 참조하세요.
표 5-90 티타늄 및 티타늄 합금 수동 TIG 용접(DC 포지티브 연결, 맞대기 접합) 용접 매개변수
| 플레이트 두께/mm | 베벨 유형 | 용접 레이어 수 | 텅스텐 전극 직경/mm | 와이어 직경/mm | 용접 전류/A | 아르곤 유량/(L/min) | 노즐 직경/mm | 참고 | ||
| 메인 노즐 | 드래그 쉴드 | 뒷면 | ||||||||
| 0.5 | 싱글-V 베벨 | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | 버트 조인트 간격 0.5mm, 티타늄도 추가되지 않을 수 있습니다. 와이어 간격 1.0mm |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | 싱글-Y 베벨 | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | 베벨 간격 2~3mm, 무딘 가장자리 0.5mm 용접 뒷면에는 강철 백킹 플레이트가 있습니다. 베벨 각도 60°~65° |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | 더블-Y 베벨 | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | 베벨 각도 60°, 무딘 모서리 1mm 베벨 각도 55°, 무딘 모서리 1.5-2.0mm 베벨 각도 55°, 뭉툭한 모서리 1.5~2.0mm, 간격 1.5mm |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
5) 알루미늄 및 알루미늄 합금에 대한 자동 TIG 용접 파라미터는 표 5-91을 참조하십시오.
표 5-91 알루미늄 및 알루미늄 합금의 자동 TIG 용접 파라미터
| 재료 | 플레이트 두께/mm | 용접 레이어 수 | 텅스텐 전극 직경/mm | 와이어 직경/mm | 용접 전류/A | 아르곤 유량/(L/min) | 노즐 조리개/mm | 와이어 이송 속도/(cm/min) |
| 알루미늄 및 알루미늄 합금 | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| 스테인리스 스틸 | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
6) 티타늄 및 티타늄 합금(DC 포지티브, 맞대기 접합)에 대한 자동 TIG 용접 매개변수는 표 5-92를 참조하세요.
표 5-92 티타늄 및 티타늄 합금(DC 포지티브, 맞대기 접합)의 자동 TIG 용접 파라미터
| 플레이트 두께 / mm | 베벨 유형 | 용접 레이어 수 | 성형 홈의 백킹 스트립 치수 | 텅스텐 전극 직경 / mm | 와이어 직경 / mm | 용접 전류 / A | 아크 전압/V | 용접 속도 / (cm/min) | 아르곤 유량 / (L/min) | |||
| 너비 / mm | 깊이 / mm | 메인 노즐 | 후행 방패 | 뒷면 | ||||||||
| 1 | I-grove | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | I-grove | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | I-grove | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | I-grove | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | I-grove | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | 2mm 간격의 싱글 베벨 | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | Y-그루브 60° | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | Y-그루브 60° | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | 더블 Y-그루브 60° | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
7) 오스테나이트 스테인리스 파이프(서스펜션 용접)의 TIG 용접 매개변수는 표 5-93을 참조하십시오.
표 5-93 오스테나이트 계 스테인리스 강관(서스펜션 용접)의 TIG 용접 파라미터
| 두께/mm | 베벨 모양 | 용접 전류/A | 용접 속도/(mm/min) | 참고 |
| 1.5 |  | 100 ~110 | 460 ~480 | 원형 및 사각 튜브의 오버헤드 용접에 사용되며, 튜브 내부에 아르곤 가스 보호 장치가 있어 용접 후면을 보호합니다. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
8) IG 용접을 사용하는 스테인리스 스틸 후육관 다층 용접의 루트 패스 용접 파라미터는 표 5-94를 참조하십시오.
표 5-94 스테인리스강 두꺼운 벽 파이프의 다층 TIG 용접 루트 패스에 대한 용접 파라미터
| 와이어 직경 / mm | 텅스텐 전극 직경 / mm | 현재 극성 | 용접 전류 / A | 아크 전압/V | 용접 속도 / (cm/min) | 직조 방법 | 차폐 가스 | |
| 유형 | 유량 / (L/min) | |||||||
| 2.0(1.6) | 1.6 | 직류 | 50~130 | 9~16 | 4~14 | 횡방향 진동 | 아르곤 순도(부피 분율) 99.9% 이상 | 8~15 |
| 2.4 | 2.4 | 탄젠트 | ||||||