

파이프를 구부리는 방법과 장치는 여러 가지가 있습니다. 변형 영역이 금형의 직접적인 영향을 받는지 여부에 따라 금형 성형과 금형 없는 성형으로 나눌 수 있습니다. 굽힘 온도에 따라 냉간 굽힘과 고온 굽힘으로 나눌 수 있습니다. 일반적인 냉간 굽힘 방법에는 프레스(푸시) 굽힘, 롤 굽힘, 랩 굽힘 및 압출 굽힘이 포함됩니다.
프레스(푸시) 절곡은 프레스 또는 푸시 절곡기에서 측면 플라스틱 절곡을 통해 이루어지며, 롤 절곡은 금형을 추가하여 이루어집니다. 플레이트 압연기 또는 프로파일 벤딩 머신에서 연속적인 포인트별 측면 플라스틱 절곡, 압출 벤딩은 프레스 또는 전용 압출 머신에서 압출 벤딩, 랩 벤딩은 수직 또는 수평 파이프 벤딩 머신에서 일정한 인장력을 가하여 절곡하는 방식으로 이루어집니다.
파이프 열간 절곡의 주요 방법으로는 특수 장비에서 파이프를 연속적으로 가열, 절곡 및 냉각하는 공정인 중주파 파이프 절곡과 화염 절곡이 있습니다. 굽힘 시 가해지는 힘의 형태에 따라 풀 벤딩과 푸시 벤딩으로 나눌 수 있습니다. 또한 레이저로 국부적인 과도 가열을 통해 열 응력을 제어함으로써 레이저 몰드리스 벤딩을 구현할 수 있습니다.
파이프 벤딩 머신의 랩 벤딩은 정밀한 성형, 작은 크기로 인해 보일러, 조선, 자동차 및 항공 우주와 같은 산업에서 널리 사용됩니다. 굽힘 반경180도 이상의 굽힘 각도, 주름에 대한 저항성, 연속 굽힘 기능, CNC 통합의 용이성 등이 특징입니다. 아래에서는 랩 풀 벤딩 파이프 머신(이하 파이프 벤딩 머신)에 대해서만 소개합니다.
I. 파이프 벤딩 공정의 원리
그림 1과 같이 반원형 홈이 있는 파이프 벤딩 다이는 스프라켓, 체인 및 메인 샤프트를 통해 유압 실린더에 의해 회전합니다. 파이프는 벤딩 다이 내부에 배치되고 클램핑 다이에 의해 고정됩니다. 가이드 장치(롤러 또는 그루브)를 사용하여 변형 영역에서 파이프의 외부 표면을 누릅니다.
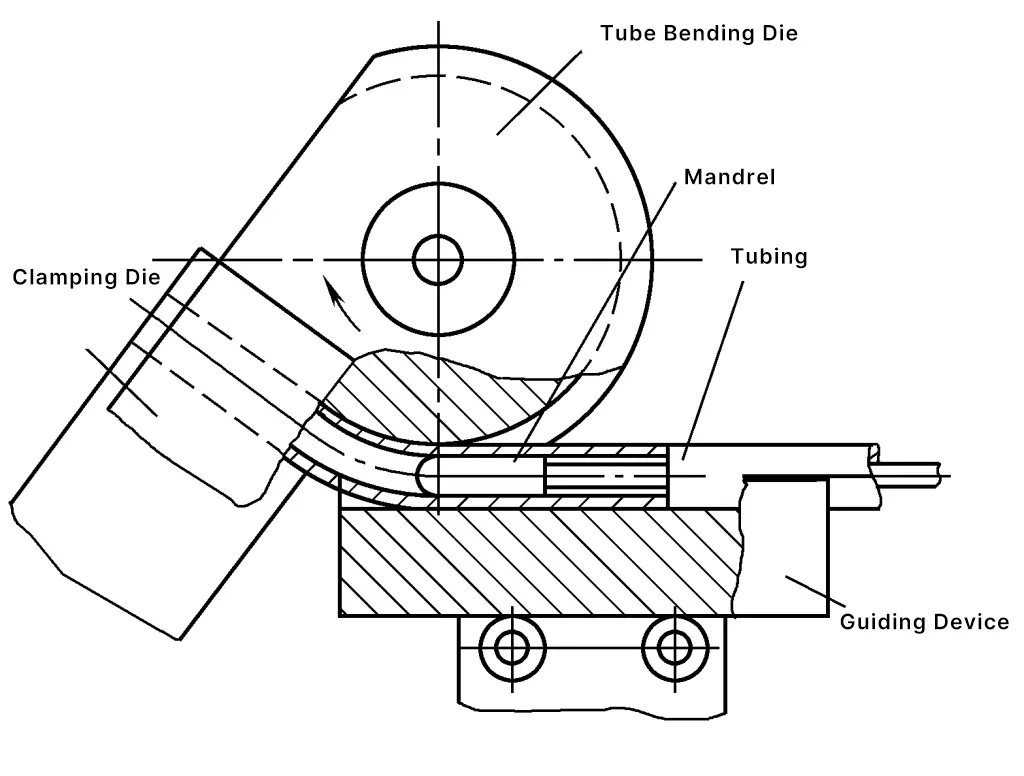
맨드릴 장치에 설치된 맨드릴 헤드는 벤딩 다이의 중심선 또는 약간 앞쪽에 위치한 파이프의 내부 구멍으로 확장됩니다. 파이프가 클램핑 다이에 의해 고정되고 벤딩 다이와 함께 회전하면 파이프가 벤딩 다이에 밀착되어 구부러집니다.
파이프의 직경과 굽힘 반경 요구 사항이 다른 경우 다른 벤딩 다이가 필요합니다. 파이프의 굽힘 각도는 기계식 스톱 블록(또는 디지털 디스플레이)으로 제어되며, 벤딩 다이가 특정 각도로 회전하면 유압 실린더를 중지하라는 명령을 보내는 스톱 블록(또는 프로그래머)에 닿아 벤딩 다이를 중지하고 필요한 파이프 굽힘을 완료합니다.
II. 파이프 벤딩 머신의 형태와 구조
파이프 벤딩 머신의 일반적인 형태에는 주로 유압식(평면) 파이프 벤더, CNC(3차원, 단일 모드) 파이프 벤더, CNC 듀얼 모드(또는 다중 모드) 파이프 벤더가 있습니다. 또한 CNC 푸시 벤딩 머신, CNC 더블 헤드 파이프 벤더, CNC 사문석 파이프 벤더 및 파이프 배열 벤더도 있습니다.
1. 유압식(평면) 파이프 벤더의 구조
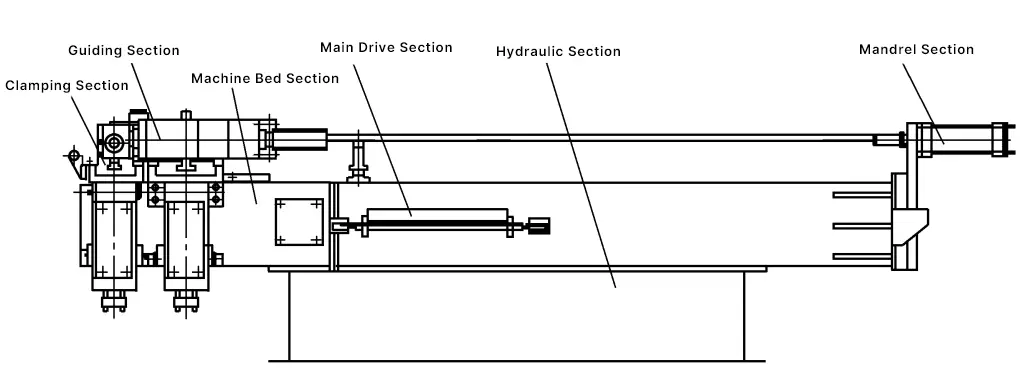
그림 2는 유압식(평면) 파이프 벤더의 구조적 구성을 보여줍니다. 이 장비는 베드, 메인 드라이브, 클램핑, 가이딩, 맨드릴, 전기 및 유압 제어 시스템으로 구성됩니다. 일반적으로 단일 곡률 반경을 가진 2차원 평면 파이프 형상을 구부리는 데 사용됩니다. 추가 보조 장치를 사용하면 공간 파이프 모양도 구부릴 수 있습니다.
2. CNC(3차원, 단일 모드) 튜브 벤딩 머신 구조
이 유형의 기계는 3차원 공간에서 단일 곡률 반경 튜브를 구부릴 수 있으며, 구조 구성에는 앞서 언급한 유압식 튜브 벤더의 기본 구조가 포함됩니다. 또한 가장 일반적인 구조는 기계에 선형 이송 거리를 나타내는 Y축, 튜브 공간 회전 각도를 나타내는 B축, 튜브 평면 굽힘 각도를 나타내는 C축의 세 가지 모션 좌표축이 있다는 것입니다.
세 좌표축은 모두 컴퓨터에 의해 정밀하게 제어되며, Y축과 B축은 AC 서보 모터 또는 유압 서보 모터로 구동 및 제어됩니다. C축은 전기 유압 서보 밸브로 구동 및 제어됩니다. 더 작은 CNC 튜브 벤더는 세 축 모두 전기 서보로 제어됩니다.
그림 3은 CNC 튜브 벤더의 모션 좌표축과 금형의 조립 위치를 보여줍니다. CNC 튜브 벤더 시스템에는 다양한 튜브 벤더 데이터와 명령을 입력 및 표시 할 수있는 터치 스크린 디스플레이 터미널이 있습니다. 화면은 작업 상태를 전환 할 수 있고 강력한 편집 기능을 갖추고있어 작업자가 각 모션 좌표축에 대해 다양한 모션 속도를 자유롭게 선택하고 호출하여 메모리에 저장할 수 있습니다.
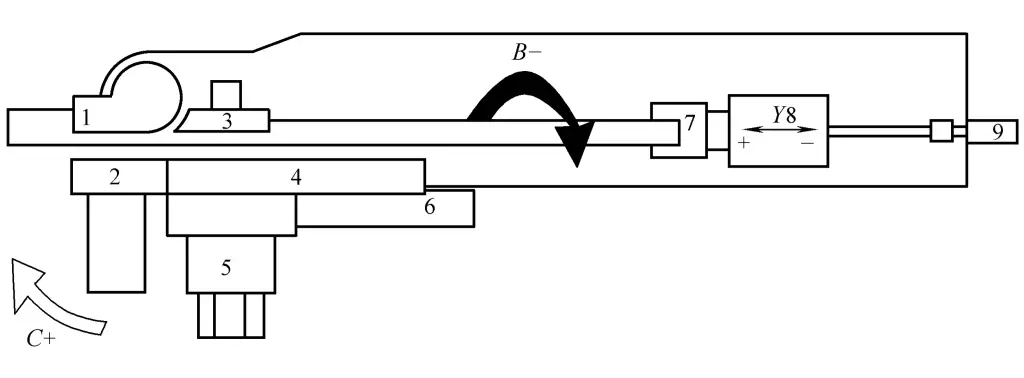
1-벤딩 몰드
2-클램프
3-주름 방지 플레이트
4-가이드 플레이트
5-가이드 슬라이더
6-실린더 블록
7-콜렛
8-트롤리
9코어 로드 유압 실린더
기계의 우수한 편집 기능 덕분에 작업자는 프로그램에서 튜브 데이터를 추가하거나 수정할 수 있습니다. 다음 중 발생하는 스프링백에 대한 보상 튜브 굽힘 을 달성할 수 있습니다. 또한 안전 잠금 및 진단 기능을 갖추고 있어 작동 오류나 기타 문제가 발생할 경우 자동으로 기기를 잠그고 진단 결과를 표시합니다.
3. CNC(3D 듀얼 모드 또는 멀티 모드) 튜브 벤딩 머신 구조
이 유형의 기계는 공간에서 두 개 이상의 곡률 반경을 가진 튜브를 구부릴 수 있습니다.
CNC 및 유압식 튜브 벤더의 구조적 특징 외에도 'X축'과 'Z축'의 움직임이 추가되었습니다. X축은 벤딩 헤드 또는 피드 심압대의 측면 이동에 의해 벤딩 반경을 변경합니다. X축의 구동 및 제어는 AC 서보 모터에 의해 이루어집니다.
Z축 - 수직 리프팅 축입니다. 코어 샤프트, 슬리브는 절곡 시 사용되는 금형에 위치를 지정하기 위해 위아래로 움직입니다. 유압 서보 또는 전기 서보로 구동됩니다.
III. 튜브 벤더 매개변수
유압 파이프 벤딩 머신과 CNC 파이프 벤딩 머신의 파라미터는 JB/T2671.1-1998 "파이프 벤딩 머신 파라미터" 및 JB/T5761-1991 "CNC 파이프 벤딩 머신 파라미터" 표준에 따라 구현됩니다.







