
Essentiële assemblagetechnieken voor plaatmetaal: Een uitgebreide gids
I. Assemblagemethoden Volgens de gespecificeerde technische vereisten is het proces van het monteren en verbinden van onderdelen of...
In de handen van een bekwame vakman wordt een eenvoudige vijl een gereedschap met eindeloze mogelijkheden, in staat om ruw metaal te transformeren in objecten van precisie en schoonheid. Vijlen, een techniek die de tand des tijds heeft doorstaan, blijft een essentiële vaardigheid voor iedereen die de kunst van het metaalbewerken onder de knie wil krijgen. In dit artikel nodigen we je uit om samen met ons de wereld van de vijltechniek te verkennen, waarbij we de inzichten en kennis delen die je zullen helpen om je ambacht naar een hoger niveau te tillen. Van het begrijpen van de verschillende soorten vijlen tot het beheersen van de technieken waarmee je onberispelijke resultaten kunt bereiken, wij zullen je gids zijn op deze ontdekkingsreis en het opbouwen van vaardigheden.

Vijlen is een bewerkingsmethode waarbij een vijl wordt gebruikt om een metaallaag van het oppervlak van een werkstuk te verwijderen om aan de technische eisen van de tekening te voldoen. Met vijlen kunnen maattolerantieklassen van IT8 tot IT7 en oppervlakteruwheid Ra van 1,6 tot 0,8 μm worden bereikt, waardoor het relatief brede toepassingen heeft in de praktijk.
Met vijlbewerkingen kunnen verschillende interne en externe oppervlakken, gebogen oppervlakken en speciale vormen worden bewerkt; het wordt vaak gebruikt bij het maken van mallen, matrijzen en het monteren, afstellen en onderhouden van machines.
Zoals weergegeven in Figuur 1 bestaat een vijl uit het vijlvlak, de vijlrand, de vijltang, de vijltanden en het vijlhandvat.
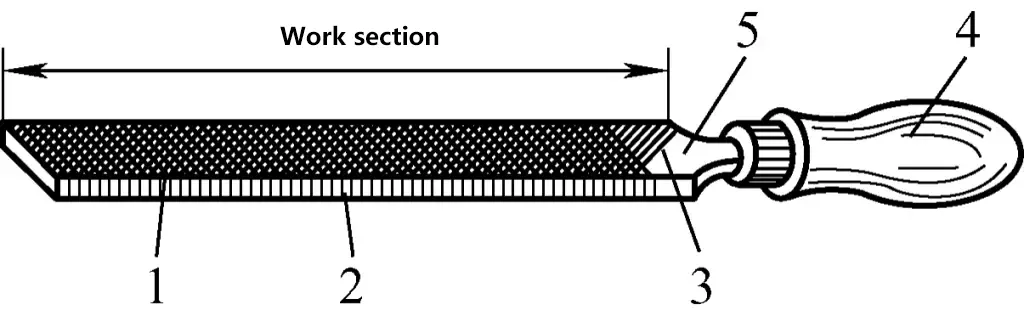
1-bestand Gezicht
Rand met 2 bestanden
3-voudige tanden
Handgreep voor 4 bestanden
5-bestand Tang
Het vijlvlak is het belangrijkste werkoppervlak van de vijl. Het is licht convex in de lengterichting om concave vervorming na een warmtebehandeling te voorkomen en om het convexe fenomeen dat op het werkstuk ontstaat door het op en neer bewegen van de vijl tijdens het vijlen tegen te gaan, zodat het werkstuk vlak gevijld kan worden.
De vijlrand verwijst naar de twee zijvlakken van de vijl. De ene rand heeft tanden, de andere niet. De rand zonder tanden wordt de veilige of gladde rand genoemd.
De vijltang verwijst naar het uiteinde van de vijl, dat wordt gebruikt om in het vijlhandvat te steken, waardoor de vijl gemakkelijk kan worden vastgepakt en de kracht tijdens het vijlen kan worden overgebracht.
Vijltanden worden meestal gesneden op een vijlsnijmachine en hun vorm en vijlprincipe worden getoond in Figuur 2. Tijdens het vijlen worden spanen van het werkstuk afgesneden door druk op het werkstuk en wrijving die met het werkstuk wordt opgewekt.
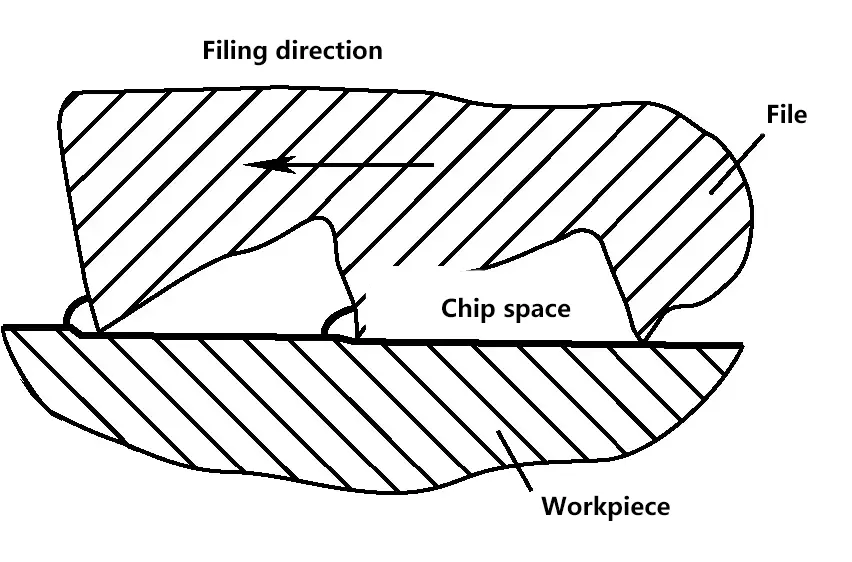
Het tandpatroon van de vijl is vaak dubbel uitgevoerd. Bij het vijlen kruisen de vijlmarkeringen van elke tand elkaar zonder elkaar te overlappen, wat resulteert in een gladder vijloppervlak. De spanen worden gebroken tijdens het vijlen, waardoor het minder arbeidsintensief is. Het vijlsel raakt minder snel verstopt en de vijltanden hebben een hogere sterkte, geschikt voor het vijlen van harde materialen.
Vijlen die door monteurs worden gebruikt, kunnen op basis van hun gebruik worden onderverdeeld in drie categorieën: algemene vijlen, vormvijlen en speciaal gevormde vijlen.
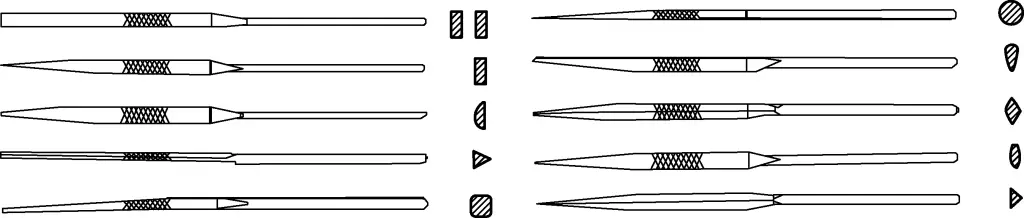
Algemene vijlen zijn verdeeld in vijf typen op basis van hun doorsnedevorm: platte vijlen, vierkante vijlen, driehoekige vijlen, halfronde vijlen en ronde vijlen. Hiervan worden de platte vijlen het meest gebruikt, zoals te zien is in Figuur 3.

Speciaal gevormde vijlen worden gebruikt voor het vijlen van speciale oppervlakken van werkstukken en omvatten messenvijlen, diamantvijlen, platte driehoekige vijlen, ovale vijlen en ronde vijlen, zoals getoond in Figuur 4.

Zoals te zien is in afbeelding 5, worden vormvijlen, ook bekend als naaldvijlen of assortimentsvijlen, genoemd naar hun gegroepeerde sets kleine vijlen met verschillende doorsnedevormen, die voornamelijk gebruikt worden voor het afwerken van kleine delen van werkstukken.
Bestandsspecificaties zijn onderverdeeld in formaatspecificaties en tandpatroongrofheidsspecificaties.
1) Specificaties afmetingen
Verschillende bestandsgroottespecificaties worden weergegeven door verschillende parameters. Ronde vijlen worden gespecificeerd aan de hand van de diameter; vierkante vijlen worden gespecificeerd aan de hand van de vierkante afmetingen; andere vijlen worden gespecificeerd aan de hand van de lengte van het vijllichaam. Monteurs gebruiken gewoonlijk vijlen van 100mm, 125mm, 150mm, 200mm, 250mm, 300mm, 350mm en 400mm.
2) Specificaties grofheid
Specificaties voor grofheid worden meestal weergegeven door het aantal hoofdvijlgroeven per 10 mm axiale lengte, onderverdeeld in vijf klassen.
Graad 1 tandpatroon is voor vijlen met grove tanden; Graad 2 voor vijlen met medium tanden; Graad 3 voor vijlen met fijne tanden; Graad 4 voor vijlen met dubbele fijne tanden; Graad 5 voor superfijne vijlen.
Voor het vijlen is het noodzakelijk om de juiste vijl te kiezen. Elk type vijl heeft een specifiek gebruik en als het verkeerd gekozen wordt, kan het zijn effectiviteit niet volledig bewijzen en kan het zelfs voortijdig zijn snijvermogen verliezen. Bij het kiezen van een vijl gaat het voornamelijk om het kiezen van de doorsnedevorm en de grofheidsspecificatie van de vijl.
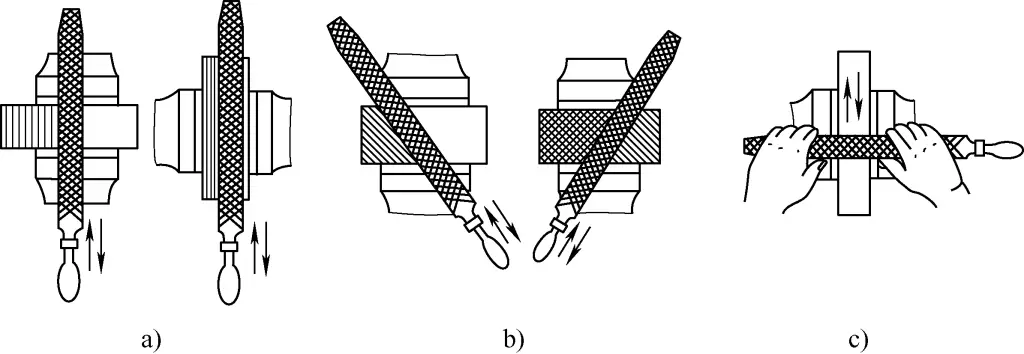
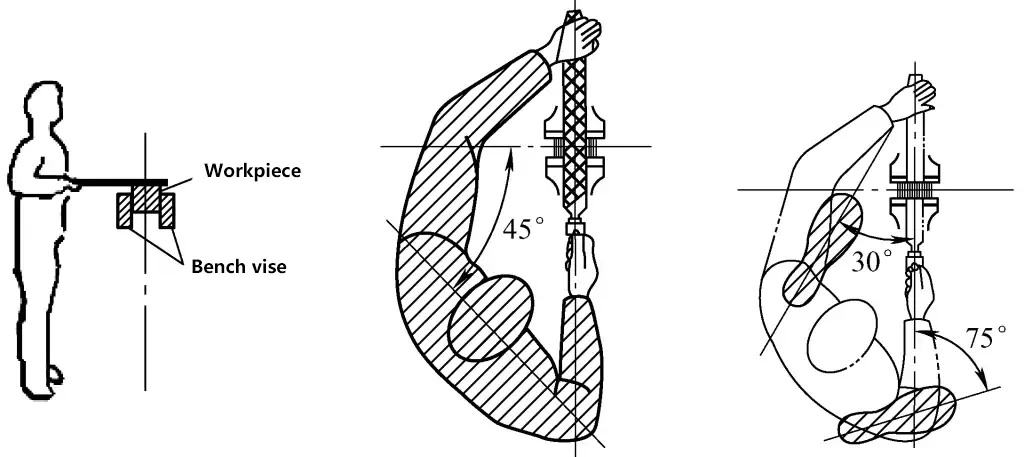
De doorsnedevorm en lengte van de vijl moeten gekozen worden op basis van de vorm en grootte van het te vijlen oppervlak op het werkstuk. De vorm van de vijl moet zich aanpassen aan de vorm van het te bewerken werkstukoppervlak, zoals getoond in Afbeelding 6.
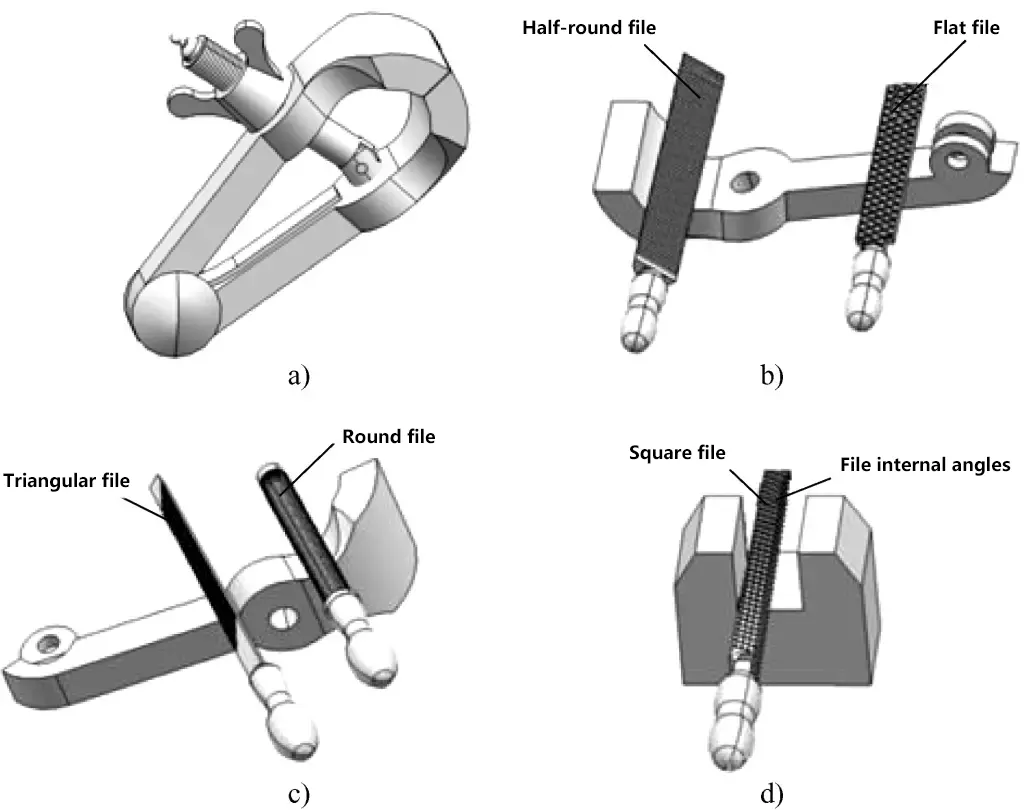
a) Handbankschroef
b) Toepassing van platte vijl en halfronde vijl
c) Gebruik van ronde vijl en driehoekige vijl
d) Gebruik van vierkant bestand
De keuze van de vijlgrofheid hangt af van de aard van het werkstukmateriaal, de grootte van de bewerkingstoevoeging en de vereisten voor bewerkingsnauwkeurigheid en oppervlakteruwheid. Grove vijlen, met een grotere tandafstand die minder snel verstopt raakt, worden over het algemeen gebruikt voor het vijlen van zachte metalen zoals koper en aluminium, en voor werkstukken met grote bewerkingstoleranties, lage nauwkeurigheidseisen en ruwe oppervlakteruwheid. Fijne vijlen worden gebruikt voor het vijlen van staal, gietijzer en werkstukken met kleine bewerkingstoleranties, hoge nauwkeurigheidseisen en lage oppervlakteruwheidswaarden. Superfijne vijlen worden gebruikt voor het uiteindelijke polijsten van werkstukoppervlakken.
Tabel 1 geeft referentie-informatie over de geschikte bewerkingstoleranties en haalbare bewerkingsnauwkeurigheid en oppervlakteruwheid voor vijlen met verschillende grofheidsspecificaties, om te helpen bij het kiezen van de juiste vijlgrofheidsspecificatie.
Tabel 1 Selectie van vijlgrofheidsspecificaties
| Bestandsnummer | Dossier tanden | Toepasselijke situaties | |||
| Verwerkingstoeslag/mm | Maatnauwkeurigheid/mm | Ruwheid Ra/μm | Toepassing | ||
| 1 | Grof | 0.5~1 | 0.2~0.5 | 100~25 | Geschikt voor voorbewerking of non-ferrometalen |
| 2 | Medium | 0.2~0.5 | 0.05~0.2 | 25~6.3 | Geschikt voor verwerking na ruw vijlen |
| 3 | Fijn | 0.1~0.3 | 0.02~0.05 | 12.5~3.2 | Polijsten van oppervlakken of harde metalen |
| 4 | Dubbele boete | 0.1~0.2 | 0.01~0.02 | 6.3~1.6 | Fijne bewerking |
| 5 | Olie-afwerking | Onder 0,1 | 0.01 | 1.6~0.8 | Oppervlaktebehandeling |
1) Rechte archiefmethode
Zoals te zien is in Afbeelding 7a, is de rechte vijlmethode een manier om het werkstuk in dezelfde richting te vijlen. Het is de basismethode van vijlen, gekenmerkt door rechte en nette vijlsporen, die de waarde van de oppervlakteruwheid kunnen verlagen.
a) Rechte klasseringsmethode
b) Cross filing methode
c) Push archiefmethode
2) Methode voor kruiselings archiveren
Zoals te zien is in Afbeelding 7b, wordt bij de kruisvijlmethode het werkstuk vanuit twee richtingen kruislings gevijld. Het kenmerk is dat het ongelijkmatige sporen op het gevijlde oppervlak kan vertonen, waardoor het gemakkelijker wordt om de hoge punten weg te vijlen. Deze methode maakt het gemakkelijker om een nauwkeurig vlak oppervlak te vijlen.
3) Push archiefmethode
Zoals te zien is in Afbeelding 7c, houdt de duwvijlmethode in dat het vijllichaam horizontaal met beide handen wordt vastgehouden en gestaag heen en weer wordt geduwd langs het werkstukoppervlak. Het kenmerk is minder snijvolume, waardoor de waarde van de oppervlakteruwheid afneemt, en wordt over het algemeen gebruikt voor het vijlen van smalle en lange oppervlakken.
Tijdens het vijlen moet worden opgemerkt dat het vijlen, ongeacht de vijlmethode, gelijkmatig over het gehele oppervlak moet gebeuren.
Boogvlakken vijlen omvat twee types: buitenboogvlakken vijlen en binnenboogvlakken vijlen. Voor buitenboogoppervlakken worden platte vijlen gebruikt, voor binnenboogoppervlakken halfronde vijlen of ronde vijlen.
1) Buitenboogoppervlak vijlen
De vijl moet twee bewegingen maken: voorwaartse beweging en rotatie van de vijl rond het werkstuk. Er zijn twee vijlmethoden voor buitenbogen:
Gesegmenteerde vlakken vijlen
Plaats de vijl horizontaal tegen het boogoppervlak, vijl de randen achtereenvolgens af om een basispolygoon te maken die de boog benadert en gebruik ten slotte de rechte vijlmethode om deze in een boog te vijlen, zoals getoond in Figuur 8a. Deze methode is efficiënt en geschikt voor ruwe bewerkingsstappen.
a) Segmentboogoppervlak vijlen
b) Vlakvijlen met rechte boog
② Vlakvijlen met rechte boog
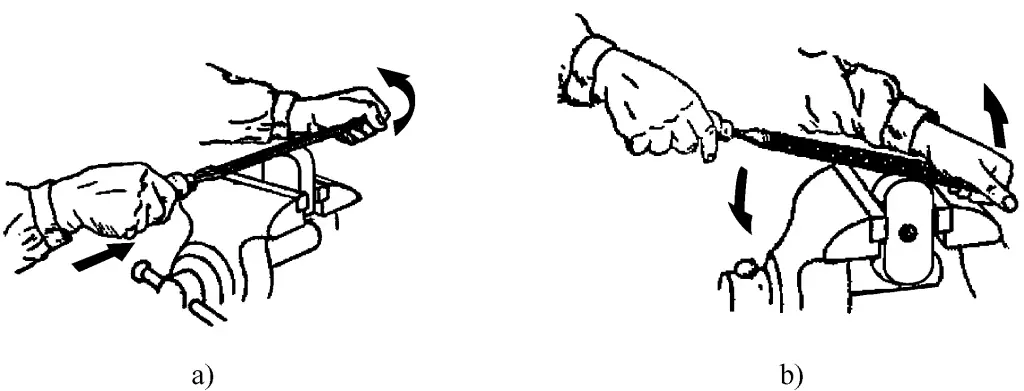
Druk tijdens het vijlen met de rechterhand op het vijlhandvat terwijl u de vijl naar voren duwt en til de vijlpunt met de linkerhand op, zoals getoond in Figuur 8b. Dit zorgt ervoor dat het gevijlde boogoppervlak geen randen heeft en glad is, geschikt voor de fijne bewerking van boogoppervlakken.
2) Binnenboogoppervlak vijlen
Zoals te zien is in Figuur 9, moet de vijl drie bewegingen tegelijkertijd uitvoeren: voorwaartse beweging, naar links of rechts bewegen (ongeveer de helft tot één bestandsbreedte) en roteren rond de middellijn van de vijl (ongeveer 90° met de klok mee of tegen de klok in).
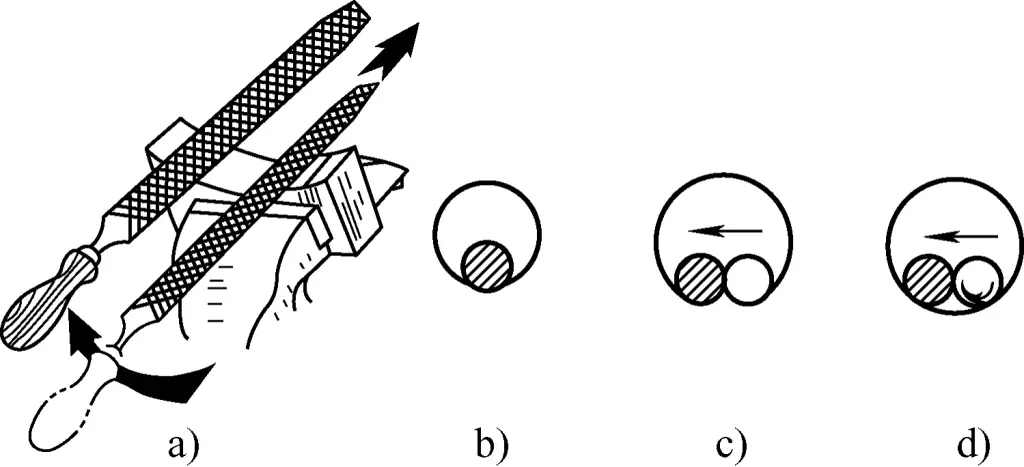
Als er alleen een voorwaartse beweging is, zal het cirkelvormige gat niet rond zijn; als er alleen een voorwaartse beweging is en een beweging naar links of rechts, zal de vorm van het boogoppervlak ook onjuist zijn. Alleen door alle drie de bewegingen tegelijkertijd uit te voeren, kan het binnenste boogoppervlak goed gevijld worden, omdat het werkvlak van de vijl dan in een boogvorm langs de boog van het werkstuk glijdt en vijlt.
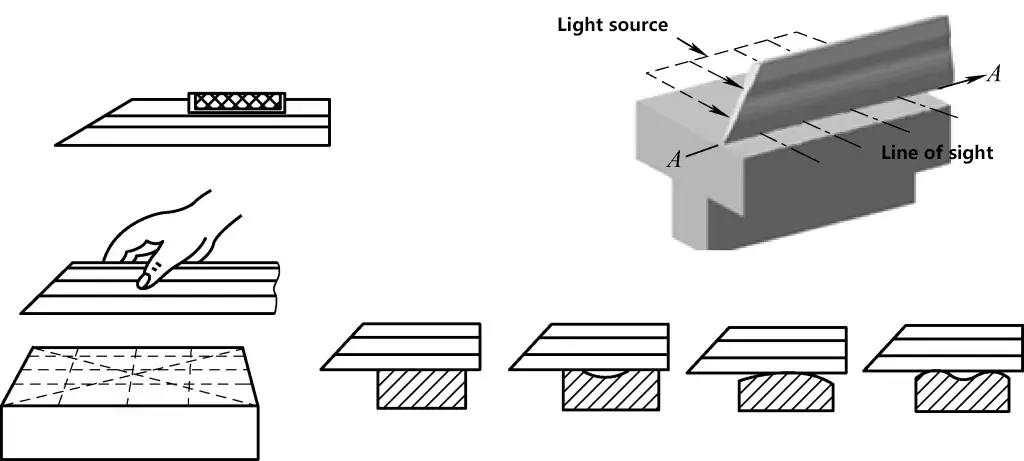
Na het vlakvijlen wordt vaak een richtliniaal of stalen liniaal gebruikt met de lichtspleetmethode om de vlakheid te controleren. Als het licht dat tussen de liniaal en het werkstukoppervlak doorvalt zwak en gelijkmatig is, geeft dit aan dat het oppervlak vlak is; als het licht dat doorvalt ongelijkmatig sterk is, geeft dit aan dat het oppervlak niet vlak is, waarbij het sterkste lichtgebied het meest holle deel is. De vlakheid moet worden gecontroleerd in de lengterichting, de dwarsrichting en de diagonale richting, zoals getoond in Figuur 10.
Zoals te zien is in afbeelding 11, moet bij het gebruik van een meetvierkant om de haaksheid van het bewerkte oppervlak ten opzichte van het referentieoppervlak te controleren, de korte kant van de meetvierkant voorzichtig tegen het referentieoppervlak van het werkstuk worden gedrukt, met de lange kant tegen het oppervlak dat wordt gecontroleerd. Gebruik de lichtspleetmethode om te inspecteren, waarbij de vereisten vergelijkbaar zijn met het controleren van vlakheid.
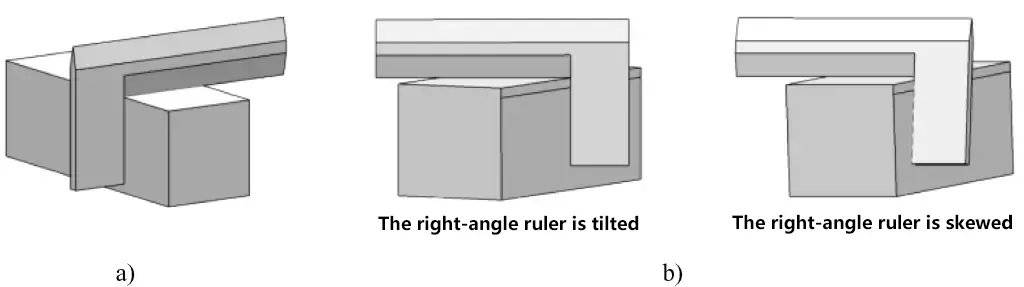
a) Correcte meetmethode
b) Verkeerde meetmethode
Er zijn verschillende methoden om parallellisme te controleren tijdens het archiveren, maar twee methoden worden vaak gebruikt:
1) Gebruik een meetklok om de evenwijdigheid van het bewerkte oppervlak te controleren. Plaats het referentieoppervlak van het werkstuk op een standaard oppervlakteplaat, zoals getoond in afbeelding 12, verplaats het werkstuk en lees de maximum- en minimumwaarde van de meetklok af. Het verschil tussen de twee is de parallelliteitsfout van het gemeten oppervlak. Het verschil tussen de twee is de parallelliteitsafwijking van het gemeten oppervlak.

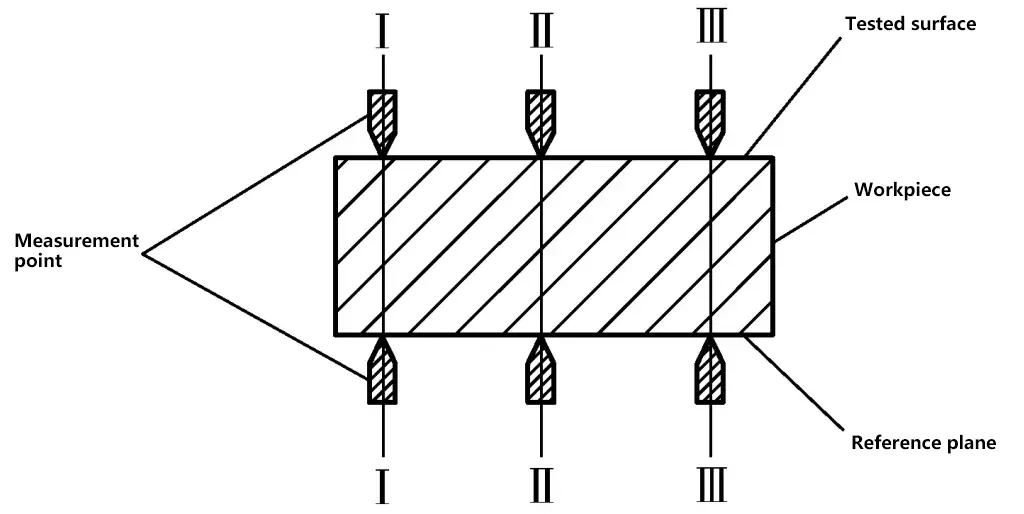
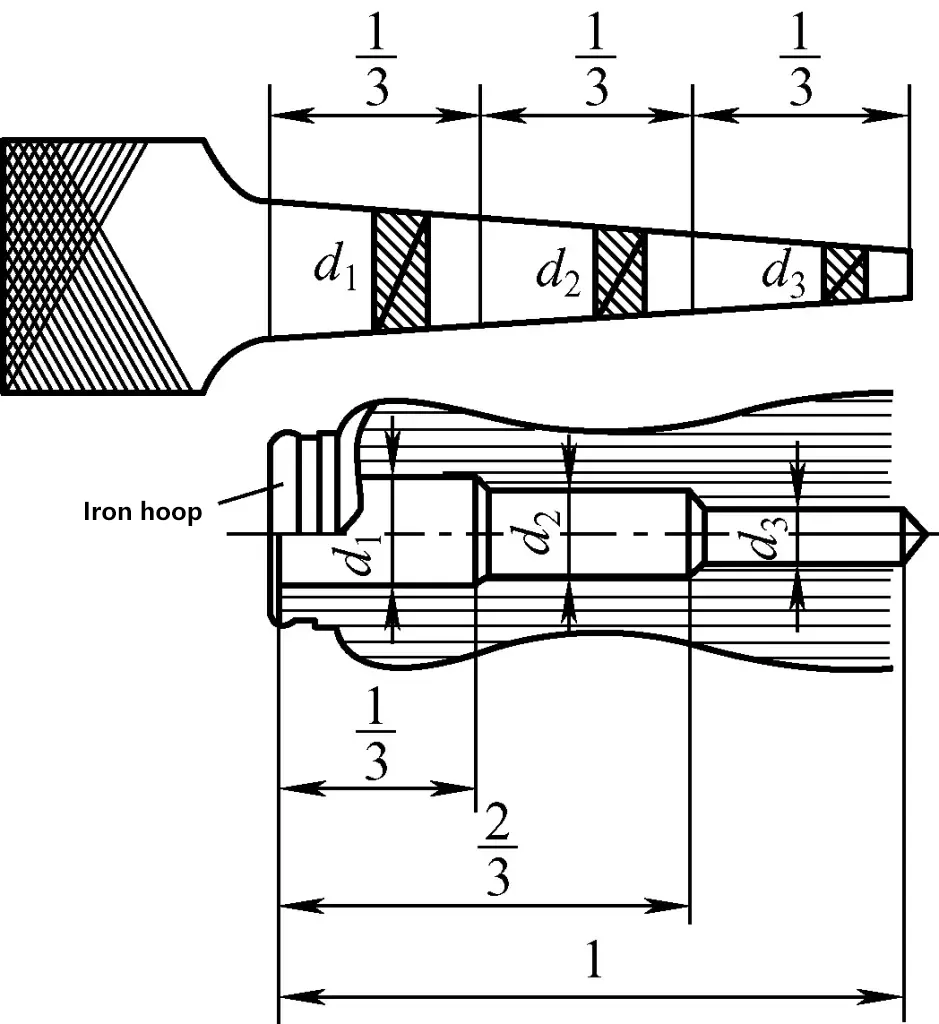
2) Gebruik een schuifmaat of micrometer om de evenwijdigheid te meten. Zoals getoond in Figuur 13, moet je op verschillende posities meten om het hoogste punt (maximumwaarde) en het laagste punt (minimumwaarde) te vinden. Het verschil tussen de twee is de parallelliteitsafwijking van het gemeten oppervlak.
Zoals te zien is in Figuur 14, kan bij het bewerken van een bankschroef een radiusmeter worden gebruikt om het binnenste boogoppervlak te controleren.
Selecteer eerst een geschikte bestandshandgreep op basis van de grootte van het bestand. Over het algemeen worden grote bestandshandgrepen gebruikt voor bestanden van 250 mm en meer, middelgrote bestandshandgrepen voor bestanden tussen 150 mm en 250 mm en kleine bestandshandgrepen voor bestanden van minder dan 150 mm.
Zoals te zien is in Figuur 15, boor je een gat in het handvat voordat je het handvat van de vijl installeert. De vorm en grootte van het getrapte gat moeten overeenkomen met de vijltand.
Het installeren van het vijlhandvat wordt getoond in Figuur 16. Houd het handvat met uw linkerhand vast, steek de vijltang met uw rechterhand in het handvatgat en tik hem er voorzichtig in. Laat uw linkerhand los en gebruik vervolgens uw rechterhand om de vijl verticaal aan te tikken totdat deze stevig vastzit, met de insteeklengte ongeveer 3/4 van de vijltang.
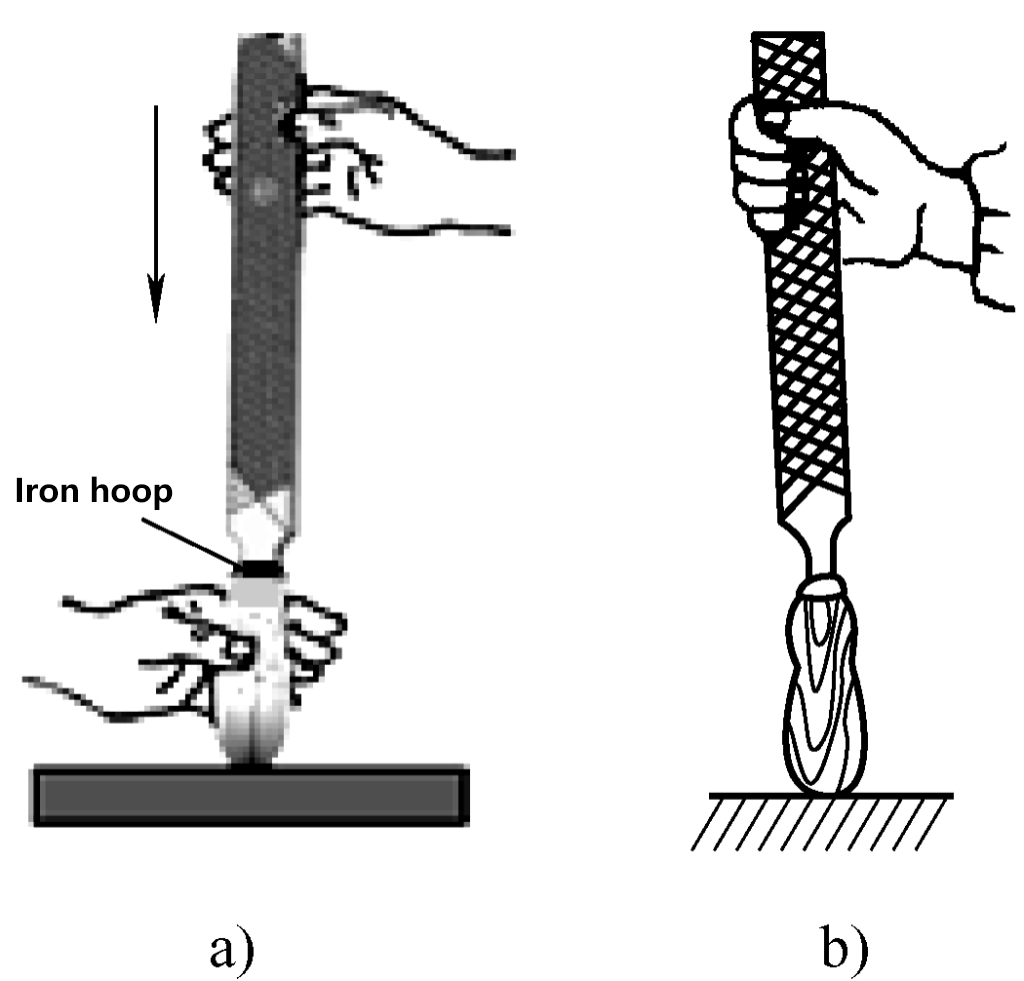
a) Invoegen
b) Aftappen
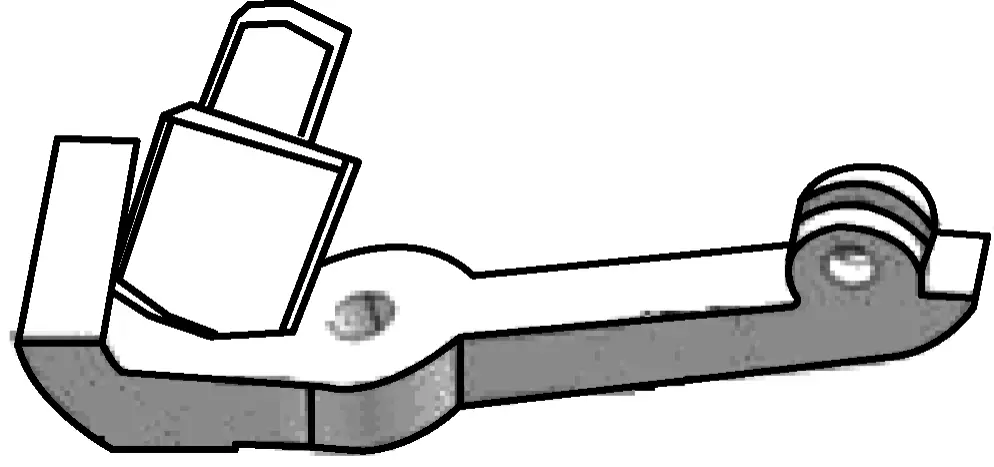
Zoals te zien is in Figuur 17, moet je bij het verwijderen van een vijlhandvat op een bankschroef het gatuiteinde van het vijlhandvat op de bek van de bankschroef plaatsen en het handvat lichtjes tegen de bek slaan. De inertie zal de vijl van het handvat scheiden. Deze methode kan ook worden gebruikt op een bankschroeftafel.
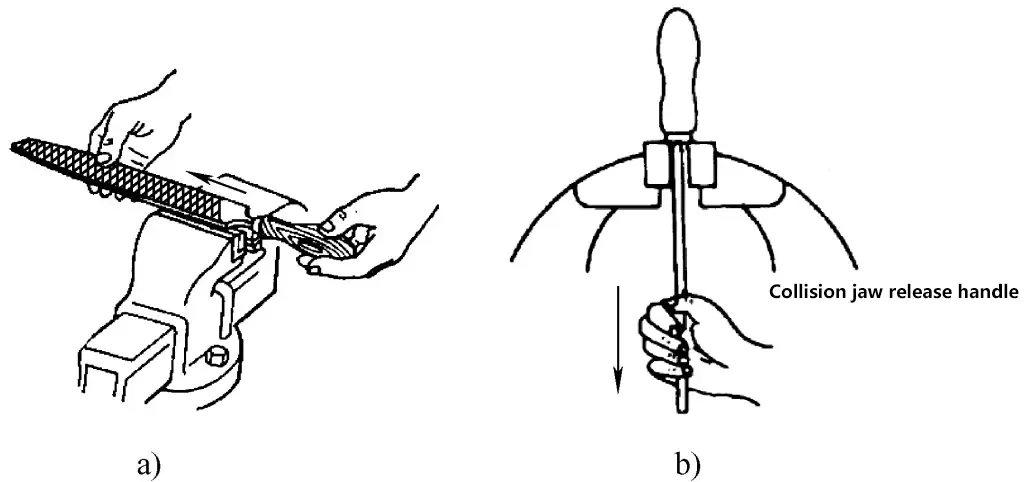
a) Verwijderingsmethode één voor bestandshandgrepen
b) Verwijderingsmethode twee voor bestandshandgrepen
Bij het vijlen wordt het werkstuk over het algemeen in het midden van de bankschroef geklemd, waarbij het blootgestelde deel boven de bek van de bankschroef niet te hoog is om trillingen van het werkstuk tijdens het vijlen te voorkomen, die klapperstrepen kunnen veroorzaken. Het werkstuk moet goed vastgeklemd worden; als het te los zit, kan de positie van het gevijlde oppervlak tijdens het vijlen veranderen, wat de oppervlaktekwaliteit beïnvloedt; als het te vast zit, kunnen sommige open delen vervormen. Wanneer u een eerder bewerkt oppervlak gebruikt als spanoppervlak, gebruik dan bankschroefbekledingen om beschadiging van het bewerkte oppervlak te voorkomen.
Alleen door de vijl op de juiste manier met beide handen vast te pakken en ze te coördineren, kan men de horizontale beweging van de vijl effectief controleren en effectief vijlkracht uitoefenen op het te vijlen oppervlak.
1) Vijlgreepmethode rechts
Behalve voor vormvijlen is de rechtergreepmethode voor andere vijlen in principe hetzelfde, zoals getoond in Figuur 18.
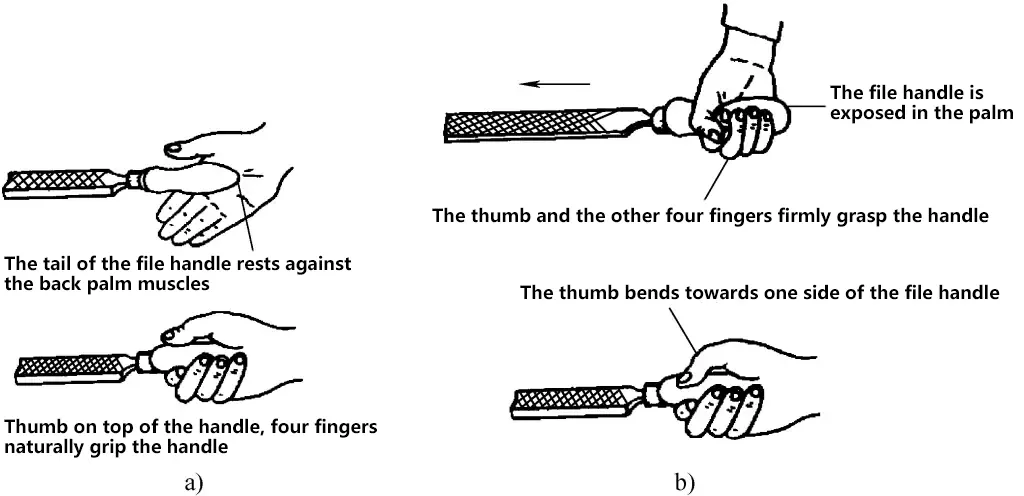
a) Correcte greepmethode voor rechtervijl
b) Verkeerde vijlgreepmethode
2) Linkshandige vijlgreepmethode
De juiste methode voor het vastpakken van de vijl met de linkerhand wordt getoond in Figuur 19, waarbij de greepmethode getoond in Figuur 19a typisch gebruikt wordt voor het vasthouden van grote platte vijlen.
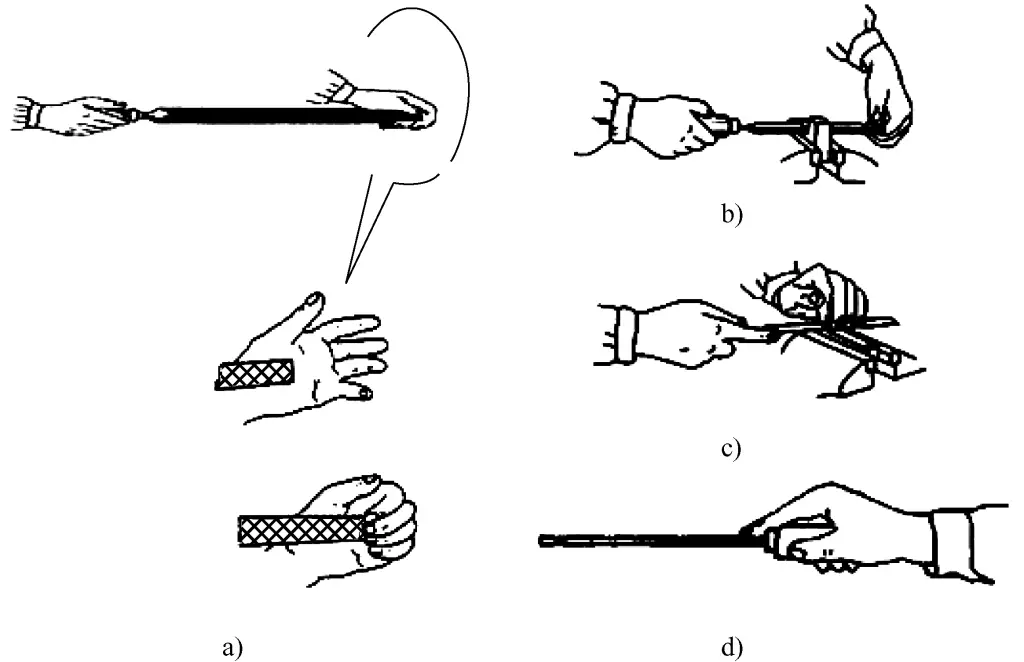
a) Basismethode voor vijlgrip
b) Greepmethode voor middelgrote bestanden
c) Greepmethode voor kleine vijlen
d) Greepmethode voor het vormen van vijlen
Zoals te zien is in Figuur 20, ga met beide voeten naar de bankschroef staan, links van de middellijn van de bankschroef. Het lichaam moet een hoek van 45° vormen met de bekrand van de bankschroef. De afstand tot de bankschroef wordt bepaald door de boven- en onderarmen verticaal te houden, de vijl waterpas te houden en de vijlpunt op het werkstuk te laten rusten.
Stap uit met de linkervoet, waarbij de afstand (van rechterteen tot linkerhiel) ongeveer gelijk is aan de vijllengte. De linkervoet moet ongeveer een hoek van 30° vormen met de hartlijn van de bankschroef en de rechtervoet ongeveer een hoek van 75°.
1) Zoals weergegeven in Figuur 21a, houd tijdens het vijlen de rechterpols licht gebogen en de rechterschouder omlaag (rechterschouder iets lager dan de linkerschouder), dit staat bekend als "de schouder laten zakken en de hand laten zakken". Deze houding vergemakkelijkt het horizontaal duwen van de vijl. De onjuiste houding wordt getoond in Afbeelding 21b.
Houd, zonder de beweging van de rechterarm te beïnvloeden, de rechterarm zo dicht mogelijk bij het lichaam (houd ongeveer een vuist afstand tussen de rechterbovenarm en het lichaam). Hierdoor kan de kracht van het bovenlichaam gemakkelijk worden toegepast op de vijl tijdens het vijlen.
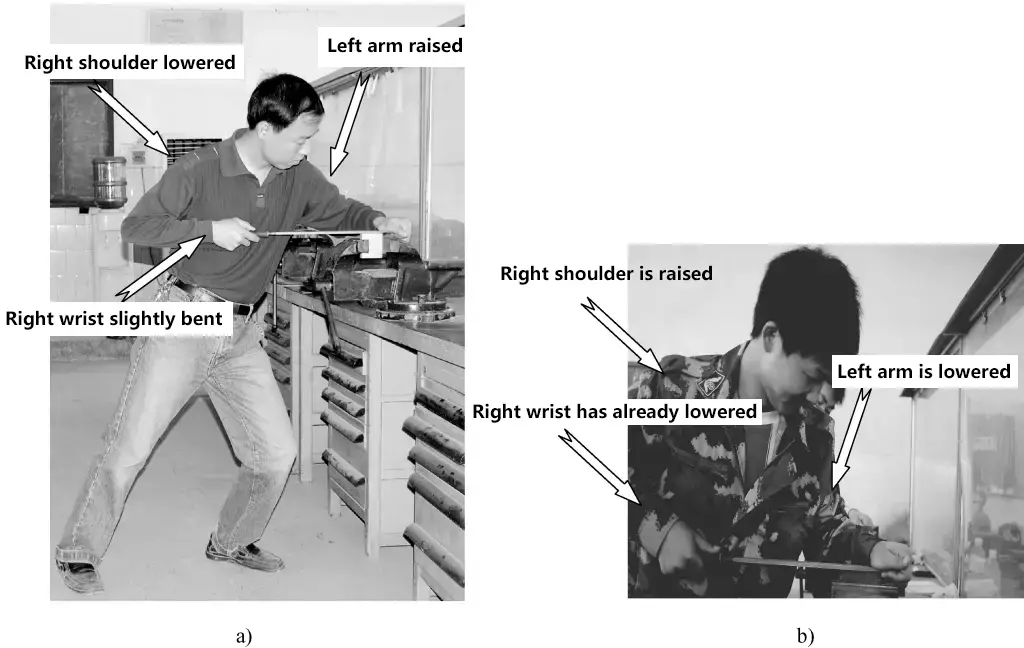
a) Correcte lichaamsbewegingen tijdens het vijlen
b) Verkeerde lichaamsbewegingen tijdens het vijlen
2) Zoals te zien is in Figuur 21a, moet tijdens het vijlen de linkerarm altijd omhoog gehouden worden om druk uit te oefenen op het vijloppervlak. De onjuiste houding wordt getoond in Afbeelding 21b.
3) Zoals te zien is in Figuur 21a, houd je evenwicht tijdens het vijlen, met het zwaartepunt op de linkervoet. Houd de rechterknie recht en beide voeten stevig op hun plaats. Gebruik het buigen en strekken van de linkerknie voor de heen en weer gaande beweging.
4) Continu archiveringsproces. Het continue archiveringsproces wordt getoond in Figuur 22.
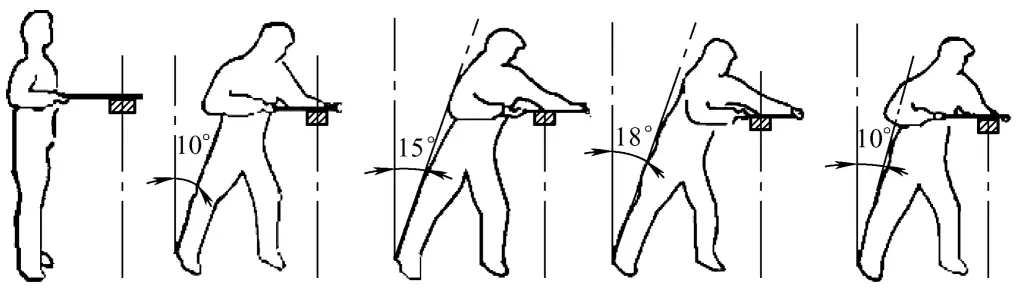
De vijlbeweging is een combinatie van lichaams- en armbewegingen. Leun bij het begin van het vijlen ongeveer 10° voorover, met de rechterelleboog zo ver mogelijk naar achteren getrokken.
② Wanneer de vijl voor een derde naar voren is geschoven, leun je het lichaam naar voren tot ongeveer 15°, met de linkerknie licht gebogen.
③ Wanneer de vijl nog een derde verder is gevorderd, helt u het lichaam geleidelijk over naar ongeveer 18°.
④ Wanneer de vijl 2/3 van zijn volledige slag heeft gemaakt, blijft u naar voren duwen om de volledige vijlslag te voltooien (Opmerking: Het vijlhandvat mag de rand van het werkstuk niet raken). Gebruik de reactiekracht van het naar voren duwen van de vijl om het lichaam terug te brengen naar een leunpositie van 10° in de tegenovergestelde richting van het naar voren duwen (Opmerking: Houd beide voeten stevig op hun plaats wanneer het lichaam terugkeert, zonder de voeten op te tillen of te bewegen). Bereid je voor op de tweede voorwaartse vijlbeweging.
⑤ Til de vijl bij het terugplaatsen lichtjes op (er wordt geen druk uitgeoefend tijdens de terugplaatsing) en beweeg de vijl lichtjes opzij om de vlakheid van het oppervlak te beoordelen aan de hand van de vijlmarkeringen.
⑥ Tijdens het vijlen moet de voorwaartse slag van de vijl niet minder zijn dan 2/3 van de volledige lengte van de vijl, met een vijlfrequentie van ongeveer 30-40 keer/min.
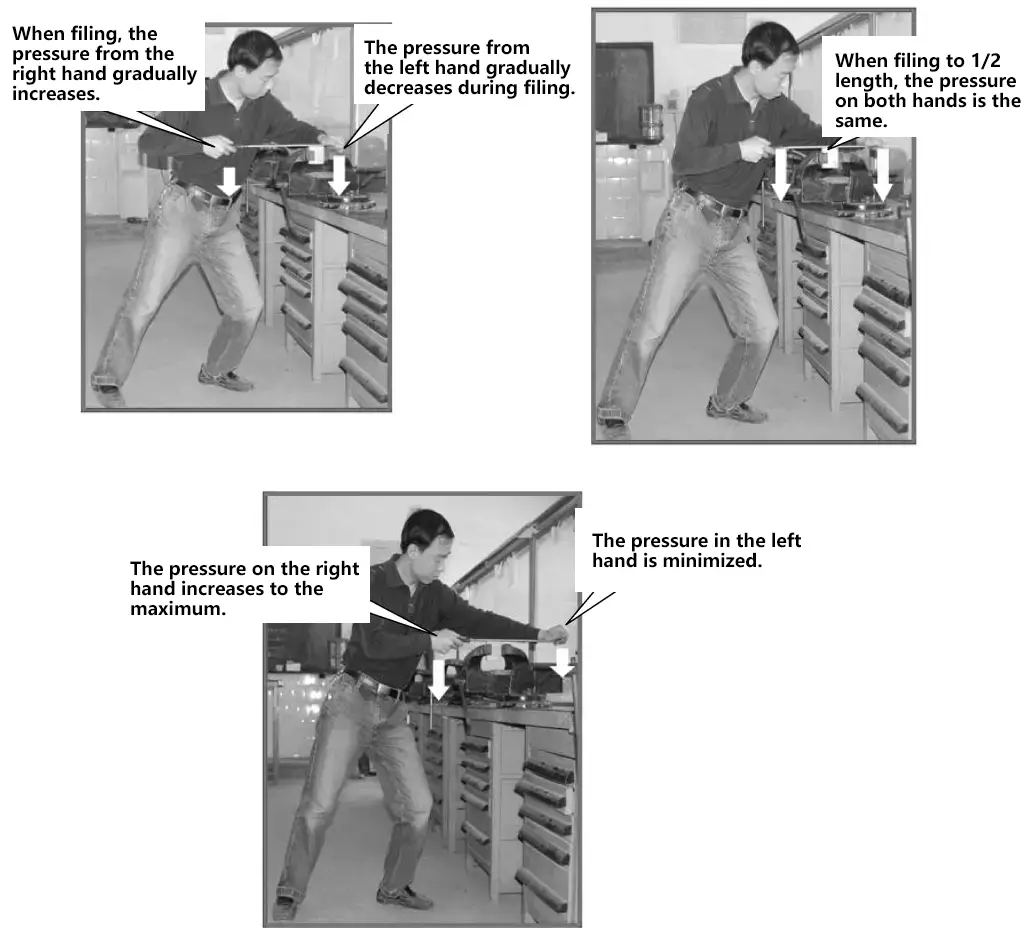
De sleutel tot het verkrijgen van een vlak vijloppervlak is het in evenwicht brengen van het vijlkrachtmoment, d.w.z. het handhaven van een horizontale lineaire beweging van de vijl tijdens de voorwaartse beweging. Daarom moet bij het duwen van de vijl de kracht die door beide handen wordt uitgeoefend continu veranderen terwijl de vijl vooruit gaat. De druk van de linkerhand moet afnemen van groot naar klein, terwijl de druk van de rechterhand toeneemt van klein naar groot, zodat de krachtmomenten van beide handen gelijk zijn ten opzichte van het middelpunt van het werkstuk, zoals getoond in Figuur 23.
Uit de analyse van de onderdeeltekening moet de volgende verwerkingsinformatie duidelijk worden:
1) De positie en het aantal referentiepunten.
2) De maattoleranties, geometrische toleranties en oppervlakteruwheidseisen voor de oppervlakken die op het onderdeel gevijld moeten worden.
Controleer het werkstuk aan de hand van de informatie op de onderdeeltekening:
1) Controleer of het materiaal van het werkstuk overeenkomt met de technische vereisten op de onderdeeltekening.
2) Controleer op defecten in het werkstuk.
① Gebruik een stalen liniaal of aftekenblok om te controleren op buigen, verdraaien of kromtrekken van het werkstuk en op vlakheidsfouten; gebruik een meetlat om de haaksheid vooraf te controleren en te bepalen of het voldoet aan de verwerkingsvoorwaarden (of geometrische toleranties gegarandeerd kunnen worden na verwerking).
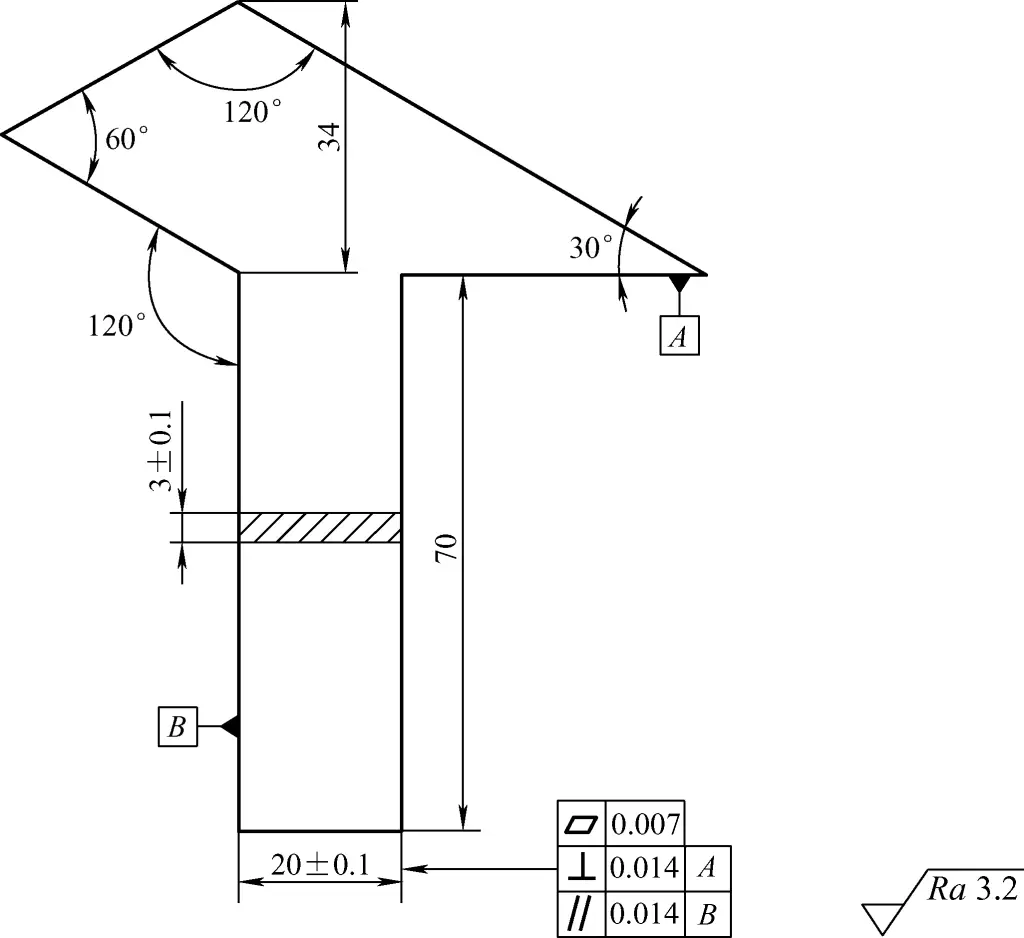
Zoals getoond in Figuur 24, controleer voor een onderdeel met een rechte hoek van dunne plaat of het dunne plaatmateriaal gebogen, verdraaid of kromgetrokken is voordat het verwerkt wordt. Kleine vervormingen kunnen worden gecorrigeerd; bij ernstige vervormingen moet het werkstuk worden vervangen.
② Gebruik een schuifmaat in combinatie met een stalen lineaal om het werkstuk te meten, vooral plaatselijke concave defecten, om te bepalen of de minimummaat groter is dan de afmetingen die op de producttekening zijn aangegeven, en om de bewerkingstolerantie te beoordelen. Als de minimummaat van het werkstuk kleiner is dan de gemarkeerde maat, of als de bewerkingstolerantie te klein is om de maattoleranties en geometrische toleranties na bewerking te garanderen, moet het beschouwd worden als een defect werkstuk.
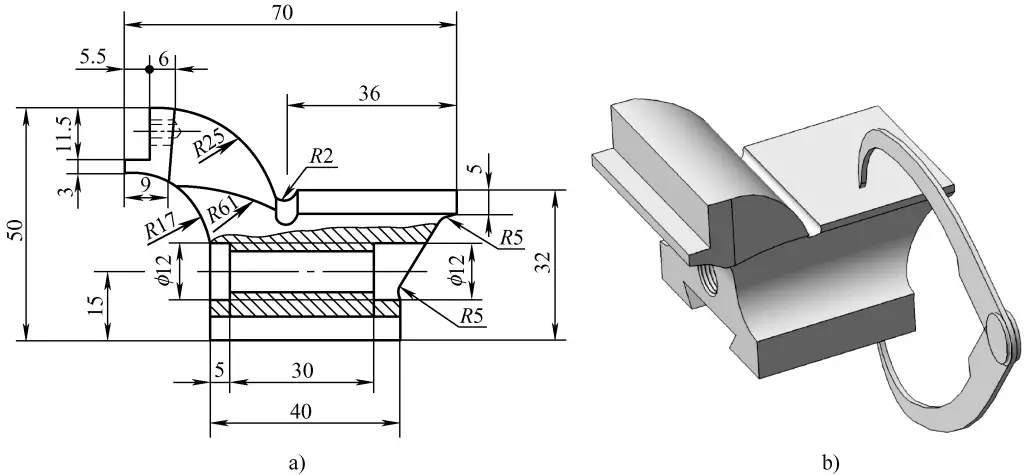
Figuur 25 toont het bewerkingsschema voor de beweegbare bek van een bankschroef. Gebruik voor de bewerking schuifmaten en stalen linialen om verschillende afmetingen te controleren en de bewerkingstoeslag te beoordelen. Figuur 25b toont de meting van de hoogte (32 mm) tussen het plateau en de basis.
1) Bepaal de markeermethode.
2) Bepaal de verwerkingsvolgorde van de indiening.
① Begin voor een enkel onderdeel meestal met het nabewerken van het referentievlak om de geometrische nauwkeurigheid te garanderen.
② Controleer voor een enkel onderdeel meestal eerst de haaksheid van het bewerkte oppervlak ten opzichte van de referentie, daarna de evenwijdigheid en afmetingen en ten slotte de vlakheid. Zorg er na de nabewerking voor dat de maattoleranties, geometrische toleranties en oppervlakteruwheid voldoen aan de eisen die op de producttekening staan.
③ Om vervorming van het werkstuk tijdens het bewerken te voorkomen, kun je het beste eerst interne vormen bewerken en dan pas externe contouren, vooral bij dunne plaatmaterialen.
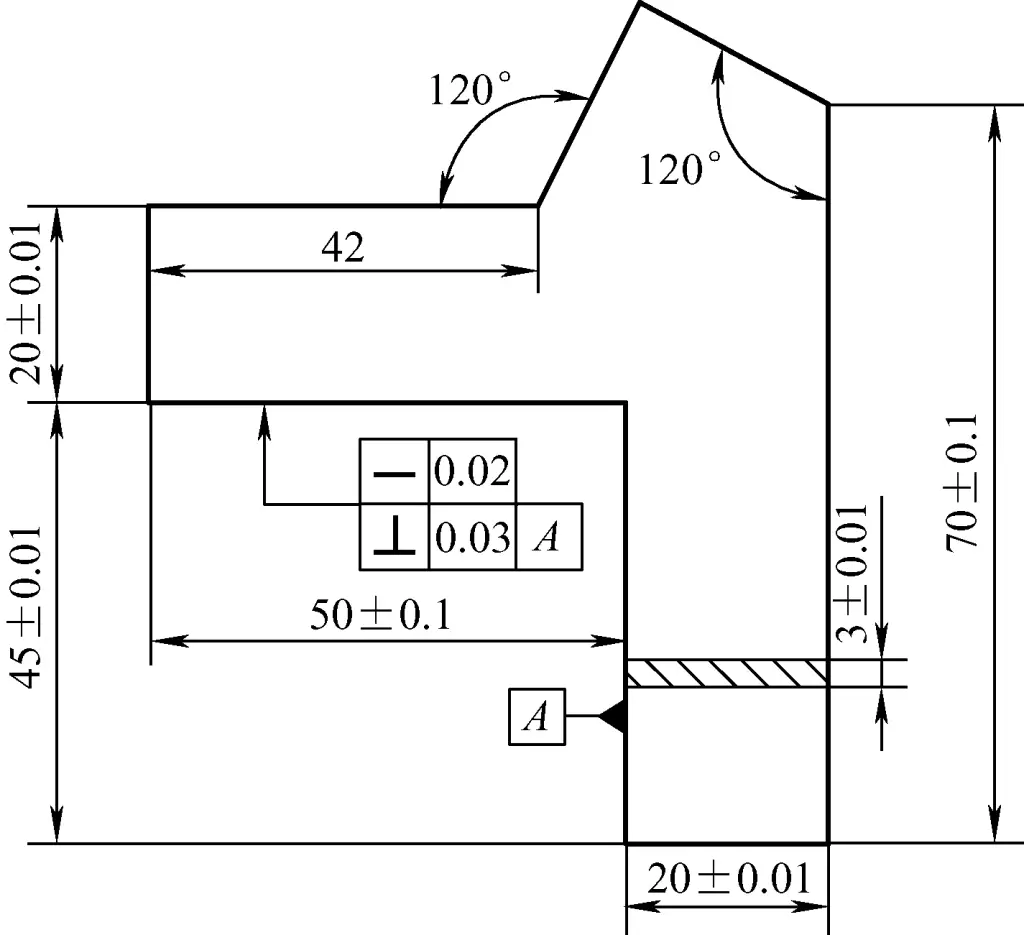
Afbeelding 26 toont een hoekmeetsjabloon van 3 mm dun plaatmateriaal. Om vervorming van het werkstuk te voorkomen, bewerkt u eerst de binnenste rechte hoek en de binnenste hoek van 120° en vervolgens de buitenste hoek van 120°.
3) Bepaal de bewerkingstoeslag. Gewoonlijk doorlopen gevijlde oppervlakken de processen ruw vijlen en fijn vijlen (inclusief fijn nabewerken), dus het redelijk toewijzen van bewerkingstoeslag kan leiden tot efficiëntere bewerkingsresultaten.
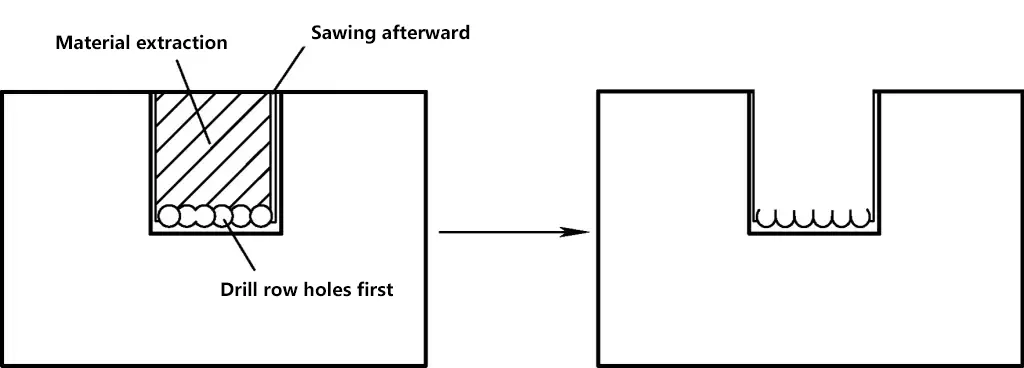
4) Bepaal de methode voor het verwijderen van materiaal. Bij werkstukken met inwendige sleuven wordt het proces van het verwijderen van inwendig vast materiaal materiaal materiaalverwijdering genoemd. Zoals te zien is in Figuur 27, wordt de methode van gaten boren gevolgd door beitelen of zagen vaak gebruikt voor materiaalverwijdering (zie boormethoden voor meer informatie).
5) Besteed tijdens de verwerking aandacht aan de juiste manier om het werkstuk vast te klemmen om vervorming te voorkomen.
Tijdens de verwerking is het van cruciaal belang om de maatnauwkeurigheid en geometrische nauwkeurigheid van het product te garanderen. Op basis van het proces om meetresultaten te verkrijgen, kunnen metingen worden onderverdeeld in directe metingen en indirecte metingen.
1) Directe meting
Elke meting waarbij de afmetingen en geometrische fouten van het onderdeel direct en nauwkeurig kunnen worden verkregen met behulp van meetgereedschap wordt directe meting genoemd. Dit omvat externe afmetingen en geometrische fouten van onderdelen. Directe metingen zijn relatief eenvoudig om nauwkeurige resultaten te verkrijgen en zijn eenvoudiger, daarom worden ze hier niet verder besproken.
2) Indirecte meting
Elke meting die niet direct gemeten kan worden met gereedschap, of die wel direct gemeten kan worden maar niet direct nauwkeurige resultaten oplevert, wordt indirecte meting genoemd.
Zoals te zien is in het werkstuk in Afbeelding 28, is de dieptemaat van 15+0.050 mm is moeilijk nauwkeurig te meten met een schuifmaat. Daarom kan de maatkettingmethode worden gebruikt om de bovenste en onderste afwijkingswaarde van maat L te berekenen. Tijdens het vijlen controleert u maat L en de 250+0.05 mm om de 15+0.050 mm afmeting.
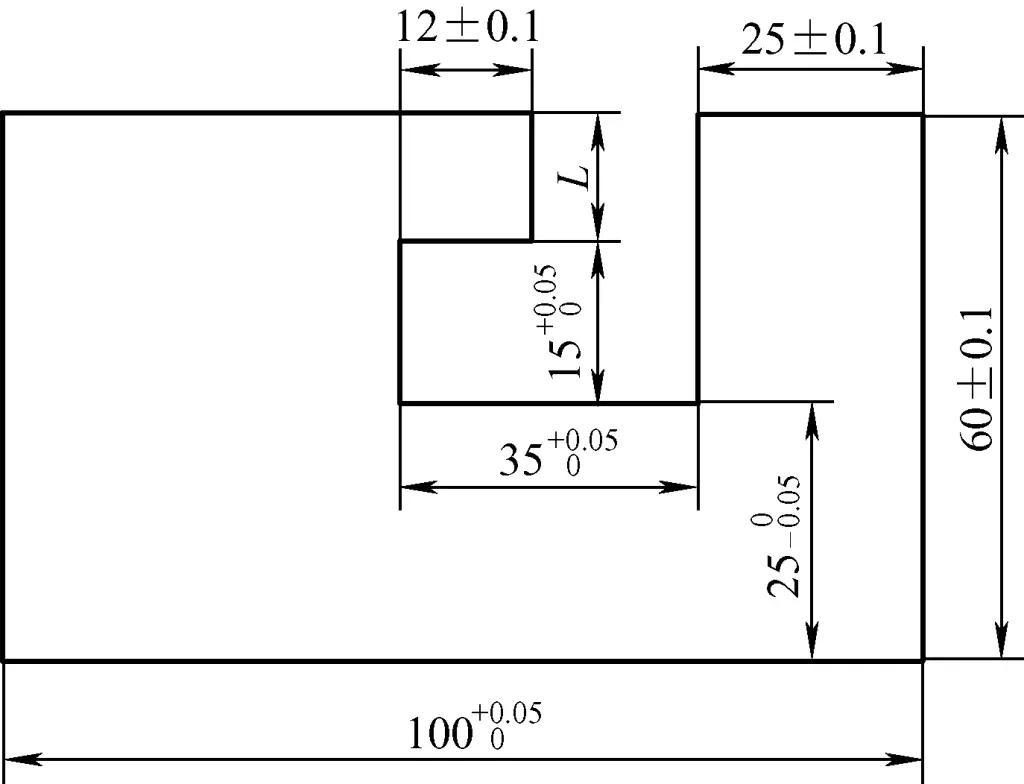
Figuur 29 toont een vereenvoudigd diagram van deze dimensieketen. Het oplossingsproces verloopt als volgt:
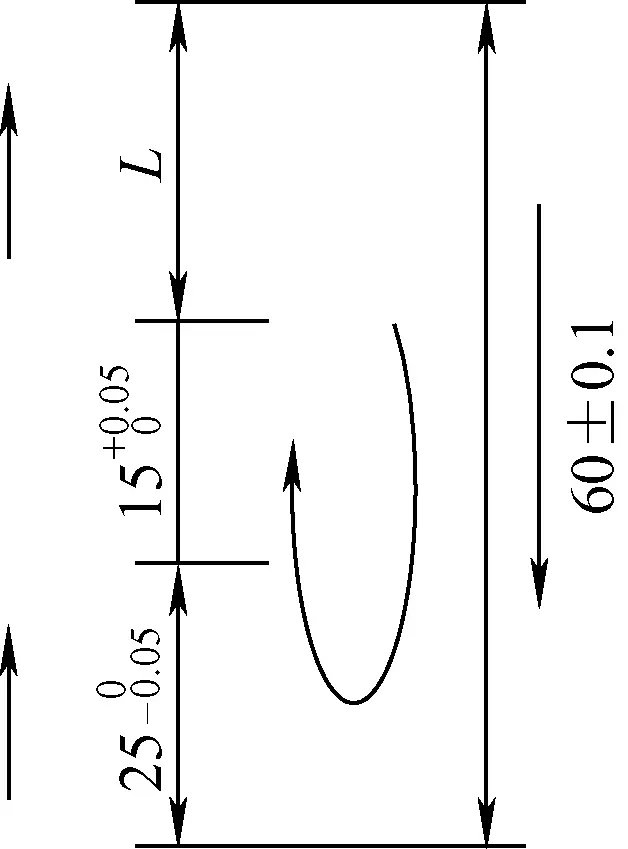
Dimensie L is de afsluitende schakel die gevormd wordt nadat alle andere dimensies bepaald zijn. Volgens de pijlen is (60±0,1) mm een toenemende schakel, terwijl 250-0.05 mm en 15+0.050 mm zijn afnemende schakels. We hebben dus:
Meet daarom tijdens het vijlen maat L en de maat van 25 mm en stel het bereik van de vijlmaat in op 250-0.05 mm en (20±0,15) mm om te voldoen aan de vereiste vijlnauwkeurigheid van 15+0.050 mm.

