
Aanpassen: Technieken, gereedschappen en procedures
Hoe zorg je voor precisie als je mechanische onderdelen met de hand monteert? De kunst van het monteren bestaat uit het gebruik van verschillende handgereedschappen...
Wat is het geheim om verbluffende metalen ontwerpen te maken? Het is beitelen! Dit artikel onderzoekt de kunst en wetenschap van het metaalbeitelen. Je leert over de belangrijkste gereedschappen en technieken die experts gebruiken. We behandelen beiteltypes, hamermethoden en tips voor zuivere sneden. Of je nu voor het eerst metaal bewerkt of je wilt verbeteren, deze gids zal je vaardigheden verbeteren en je inspireren voor je volgende project.

De methode om metalen werkstukken te snijden met behulp van een hamer om op een beitel te slaan wordt beitelen genoemd.
Beitelen wordt voornamelijk gebruikt op plaatsen die ongeschikt zijn voor mechanische verwerking maar handig voor handmatige verwerking, zoals het verwijderen van flenzen en bramen uit gietstukken, het snijden van materialen, het beitelen van vlakke oppervlakken en groeven. Door met de hamer te werken bij het beitelen kan de nauwkeurigheid van het hameren worden verbeterd, waardoor een solide basis wordt gelegd voor het monteren en demonteren van mechanische apparatuur.
De belangrijkste gereedschappen om te beitelen zijn beitels en hamers.
1) Soorten en gebruik van beitels
De beitel is het snijgereedschap dat gebruikt wordt bij het beitelen, meestal gemaakt van koolstof gereedschapsstaal.
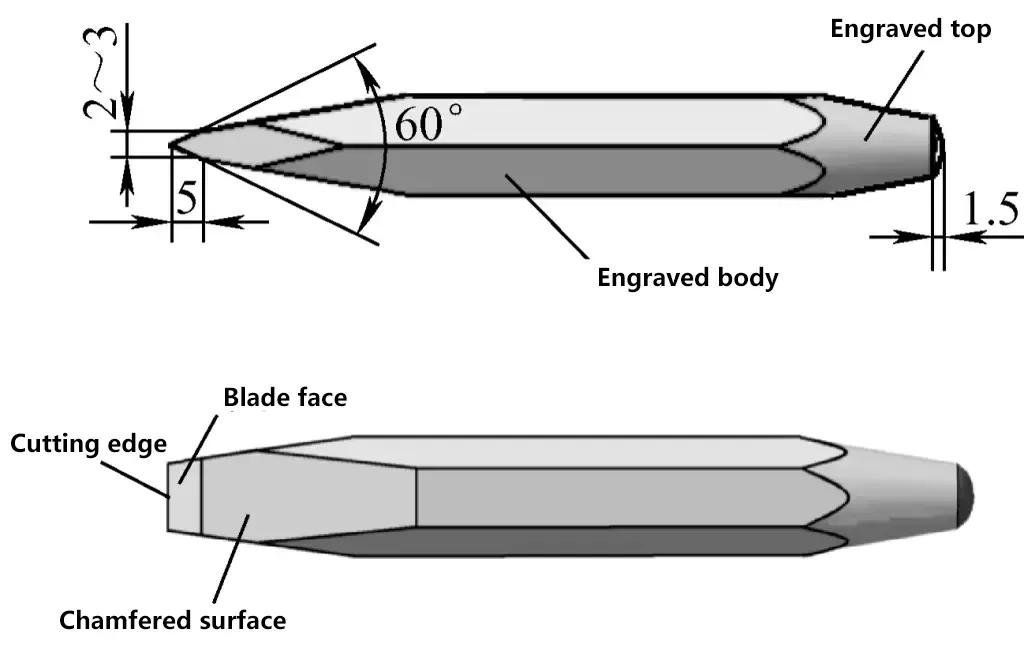
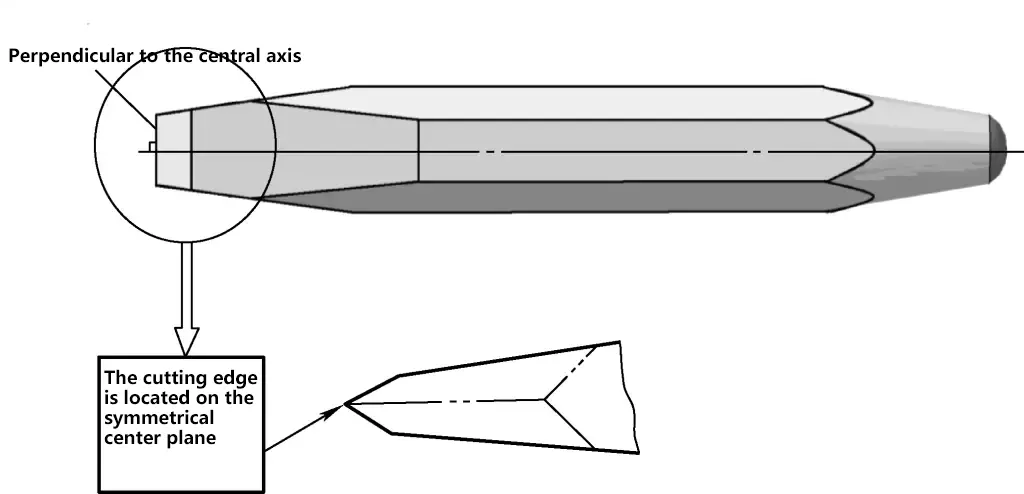
Een beitel bestaat uit drie delen: de kop, het snijgedeelte en het lichaam, zoals weergegeven in figuur 1. De kop heeft een zekere conus, met een licht bolvormige top, waardoor de kracht gemakkelijker door de middellijn van de beitel gaat tijdens het hameren, waardoor de beitel stabiel blijft. De meeste beitellichamen zijn nu zeshoekig om rotatie tijdens het beitelen te voorkomen.
Beitels zijn onderverdeeld in drie soorten: platte beitels, groefbeitels en oliegroefbeitels. Ze worden als volgt gebruikt:
① Platte beitel
Platte beitels, ook wel brede beitels genoemd, worden voornamelijk gebruikt voor het beitelen van vlakke oppervlakken, het snijden van klein rond staal, plat staal en dunne staalplaten. Figuur 1 toont de afmetingen en namen van elk onderdeel van een platte beitel. De bladbreedte van een platte beitel is meestal 10-20 mm.
Groefbeitel
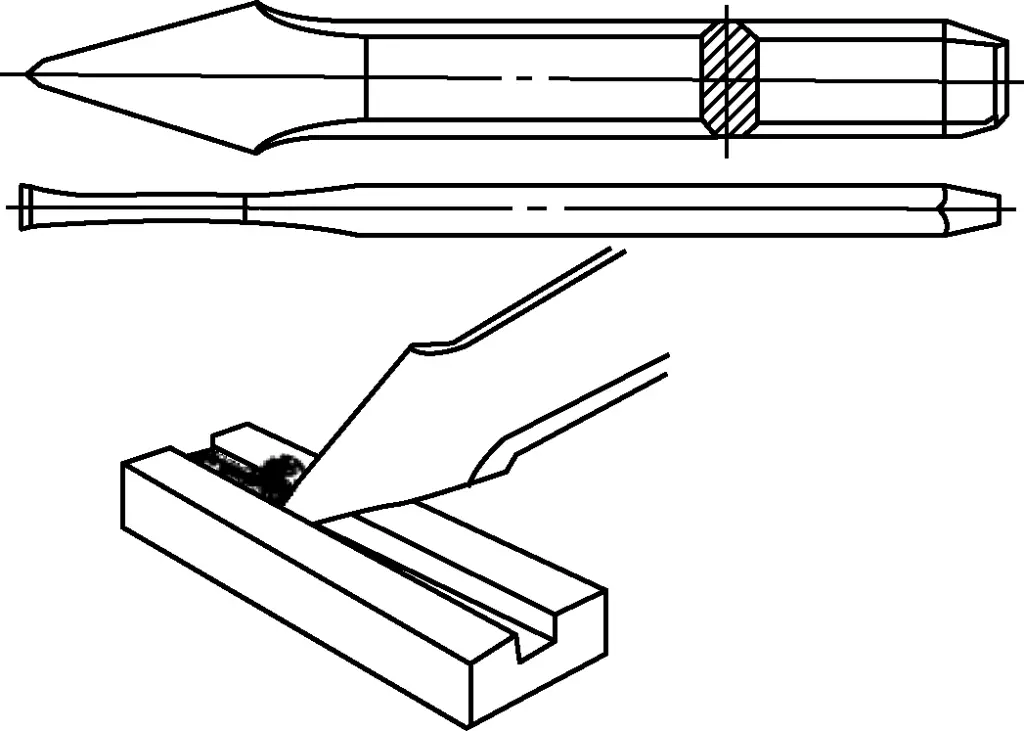
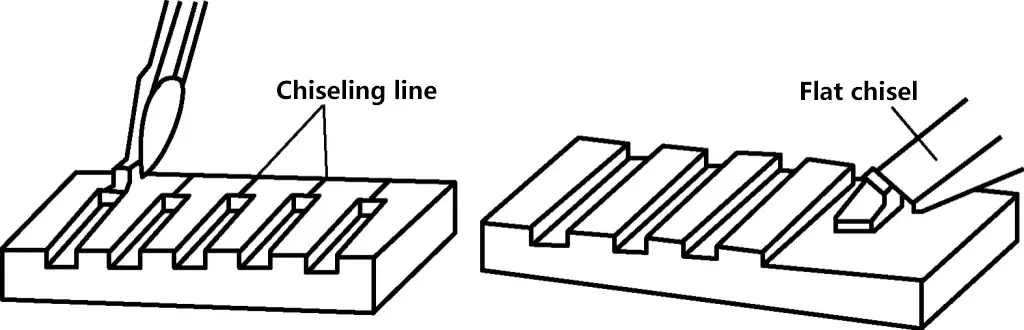
Groefbeitels, ook bekend als puntbeitels of smalle beitels, worden voornamelijk gebruikt voor het snijden van groeven, spiebanen op metalen oppervlakken en gebogen plaatmetaal. De bladbreedte van een groefbeitel wordt bepaald door de groefbreedte, meestal ongeveer 5 mm, zoals weergegeven in figuur 2. Gebruik bij het beitelen van een groot vlak oppervlak eerst een groefbeitel om groeven te maken en gebruik dan een vlakke beitel om vlak te maken, zoals getoond in Figuur 3.
③ Olie Groef Beitel
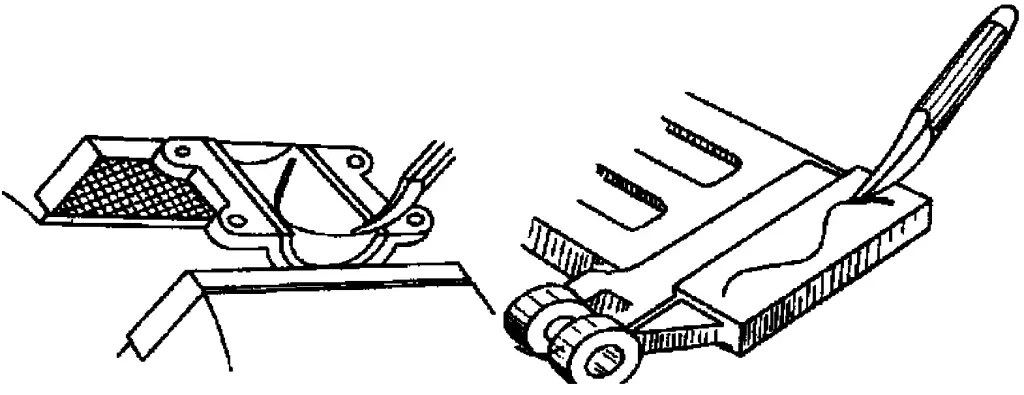
Oliegroefbeitels worden voornamelijk gebruikt voor het beitelen van oliesleuven, zoals het beitelen van oliesleuven in aslagers en andere glijvlakken. De snijkant moet in een boogvorm worden geslepen die overeenkomt met de vorm van de oliesleuf, met een breedte die gelijk is aan de breedte van de oliesleuf, en de oliesleuf wordt gebeiteld langs de afgetekende lijn op het werkstuk. De oliegroef moet soepel en met een constante diepte worden gebeiteld. De beitelmethode wordt getoond in Figuur 4.
2) Werkhoeken van beitels
De belangrijkste factoren die de kwaliteit en efficiëntie van het beitelen beïnvloeden, zijn de wighoek van de beitel en de rughoek tijdens het beitelen.
Keuze van wighoek β: De beitel is een type snijgereedschap, de snijkant wordt gevormd door twee snijkanten, in de vorm van een wig, dus de hoek gevormd door de twee snijkanten wordt de wighoek genoemd, aangeduid als β. Een kleine wighoek maakt de snijkant van de beitel scherp, maar is niet sterk en versplintert gemakkelijk. Een grote wighoek geeft het gereedschap een goede sterkte, maar met een hoge beitelweerstand en moeilijkheden bij het snijden, zoals te zien is in Figuur 5. De grootte van de wighoek moet worden gekozen op basis van de hardheid van het werkstuk.
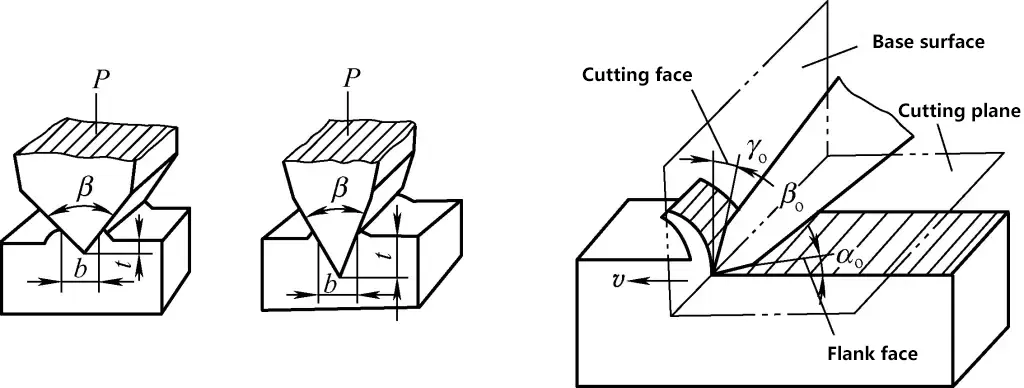
Over het algemeen moet voor het beitelen van brosse en harde materialen de wighoek groter zijn; voor zachtere materialen moet de wighoek kleiner zijn. De wighoek voor harde materialen is 60°-75°; voor middelharde materialen 50°-60°; voor koper en gietijzeren materialen 30°-50°.
Selectie van de rughoek αo: De hoek tussen de achterkant van de beitel en het werkstuk wordt de rughoek genoemd. Als de rughoek te groot is, zal de beitel te diep in het werkstuk snijden. Als de terugloophoek te klein is, is de beitelrichting te vlak en kan de beitel gemakkelijk van het werkstukoppervlak afglijden, waardoor ook het snijden onmogelijk wordt, zoals te zien is in figuur 6. Over het algemeen is een terugloophoek van 5°-8° geschikt. Tijdens het beitelproces moet de terugloophoek zo constant mogelijk worden gehouden, anders wordt het bewerkte oppervlak ongelijkmatig.
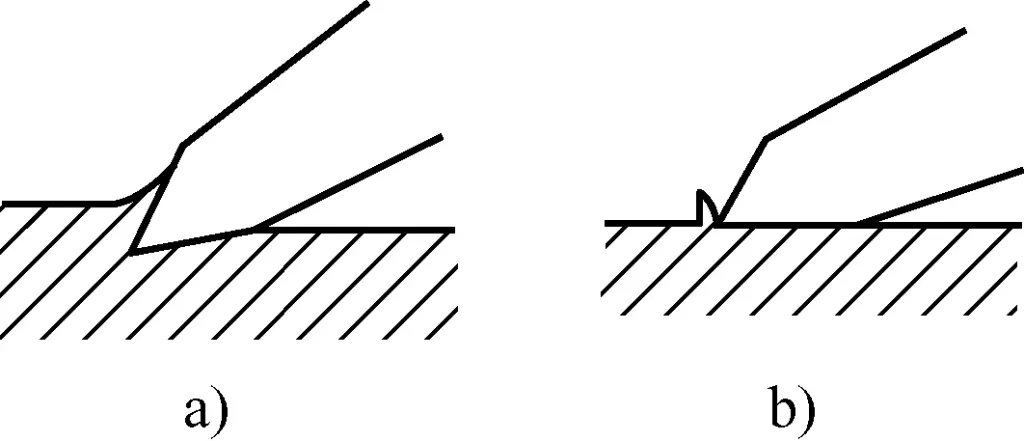
a) αo groot
b) αo kleine
1) Specificaties hamer
De hamer in afbeelding 7a, beter bekend als een voorhamer, is een van de meest gebruikte handgereedschappen bij basisbankwerk en demontagewerkzaamheden.
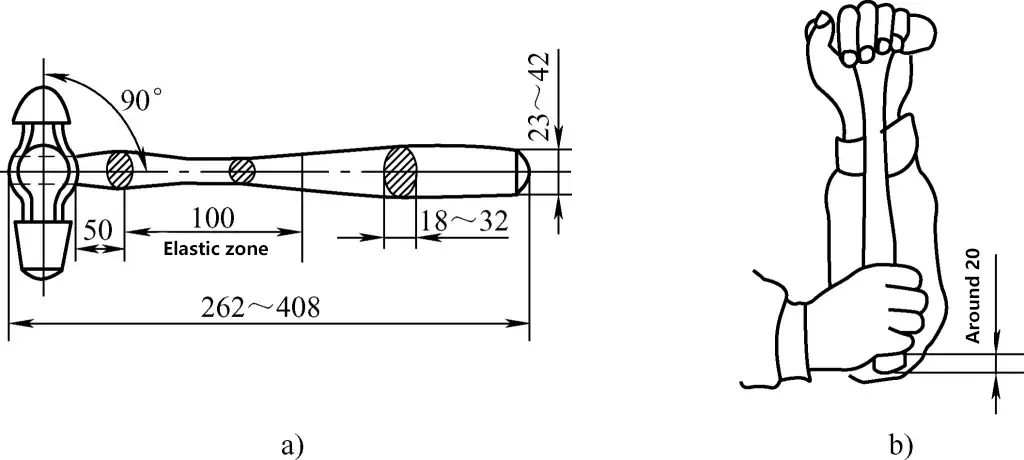
a) Hamer en handvat
b) De lengte van de hamersteel bepalen
Een hamer bestaat uit twee delen: de hamerkop en het houten handvat. Het gewicht van de hamerkop wordt gebruikt om de specificatie van de hamer aan te geven. Gangbare maten zijn 0,22kg, 0,44kg, 0,66kg, 0,88kg, 1,1kg, enz. De hamerkop is gemaakt van koolstof gereedschapsstaal (T7 of T8) en ondergaat een hardingsbehandeling.
Het handvat van de hamer is gemaakt van stevig hout, waarbij palissander een veelgebruikte keuze is. De hamersteel is meestal ongeveer 300-350 mm lang, maar voor zwaardere hamerkoppen zijn langere stelen nodig. Voor een hamerkop van 1,1 kg moet bijvoorbeeld een 350 mm lang handvat worden gebruikt. Het handvat kan echter ook worden bepaald aan de hand van de lengte van iemands onderarm, zoals te zien is in Figuur 7b.
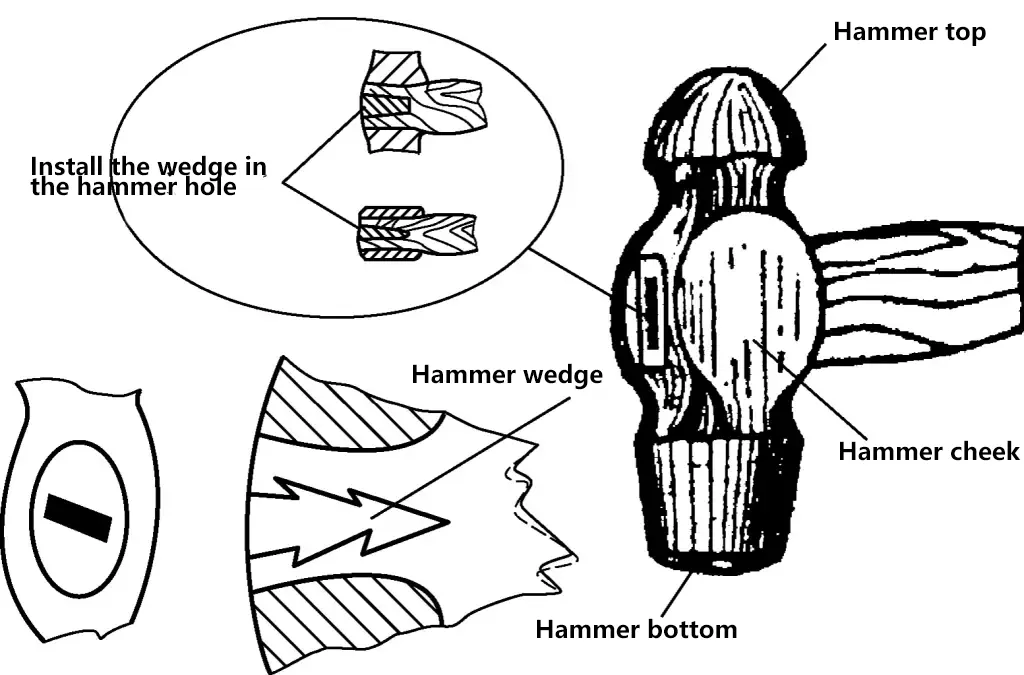
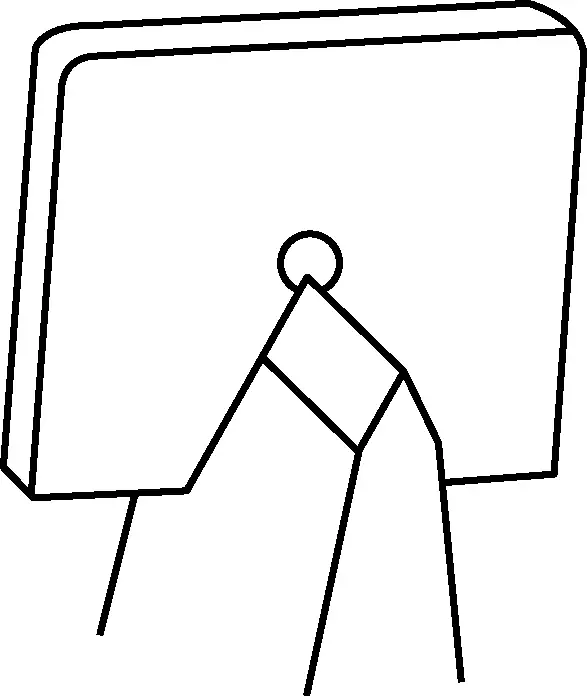
2) Installatie van de hamer
Zoals getoond in Figuur 8, moet bij het installeren van een hamer ervoor worden gezorgd dat de middellijn van het handvat loodrecht op de middellijn van de kop staat; het handvat moet stevig in de kop worden bevestigd om ongelukken door losraken te voorkomen. Daarom moet het gat voor het handvat ovaalvormig zijn. Nadat het handvat stevig in het gat is bevestigd, wordt een wig in het uiteinde gedreven om losraken te voorkomen. Het handvat moet ook ovaalvormig zijn, zodat het een stevige grip biedt en rotatie tijdens het gebruik voorkomt, wat zorgt voor nauwkeurigere hamerslagen.
Zoals getoond in Figuur 9, verwarm het snijgedeelte van de beitel, ongeveer 20mm lang, gelijkmatig tot 750-780°C (kersenrode kleur), plaats de beitel dan verticaal in koud water (dompeldiepte ongeveer 4-6mm, d.w.z. de lengte van de snijkant), en beweeg de beitel langzaam om hem te blussen.
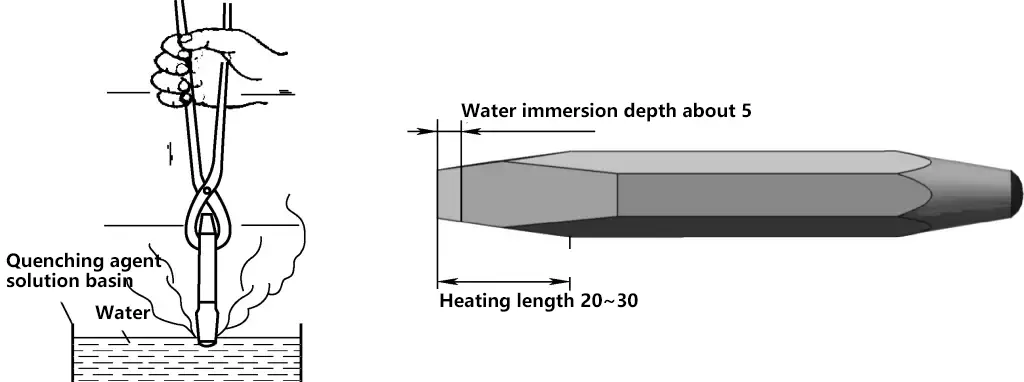
Als de beitel stationair wordt gehouden, zal de grens tussen de uitgebluste en ongebluste delen te duidelijk zijn en kan de beitel gemakkelijk breken op de grens tijdens het gebruik na het blussen.
Als je tijdens het blussen ziet dat het deel van de beitel boven het wateroppervlak van rood naar zwart is veranderd, haal de beitel dan snel uit het water, verwijder onmiddellijk vuil en aanslag (gebruik de restwarmte van het bovenste deel van de beitel om de snijkant te temperen).
De specifieke methode is om de beitel uit het water te halen en snel een paar keer over een vooraf geprepareerde fijne slijpschijf of schuurpapier te wrijven (de actie moet snel zijn) en de kleurverandering van de snijkant te observeren. Als de snijkant geel wordt, dompel dan de hele beitel onder in water, dit staat bekend als blussen bij "gele hitte".
"Geelhitte" afgeschrikte beitels hebben een hoge hardheid maar zijn bros, en de snijkant kan afschilferen of zelfs breken tijdens het beitelen. Wanneer de snijkant blauw wordt, dompel je de hele beitel in water, dit staat bekend als "blauwhitte" afschrikken. "Blauwhitte" gedoofde beitels hebben een te lage hardheid en de snijkant kan omkrullen tijdens het beitelen.
De ideale situatie is wanneer de gele kleur vervaagt en paars verschijnt, plaats dan onmiddellijk de hele beitel in water (omdat de paarse kleur maar heel even verschijnt, en als hij niet onmiddellijk in water wordt ondergedompeld, zal hij blauw worden en de eerder genoemde "blauwe hitte" worden). Op dit moment heeft de uitgebluste beitel niet alleen een relatief hoge sterkte en hardheid, maar ook een goede slagvastheid.
1) Algemene vereisten voor het slijpen van gereedschap
2) Specifieke vereisten voor het slijpen van beitels
Naast het voldoen aan de bovenstaande algemene eisen voor het slijpen van gereedschap, moet het slijpen van beitels ook aan de volgende punten voldoen:
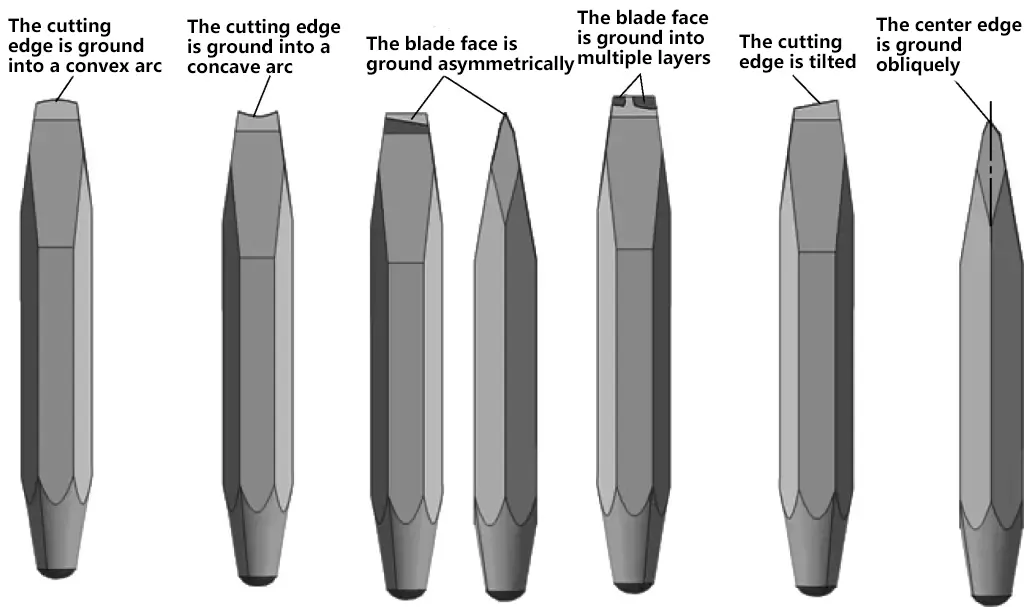
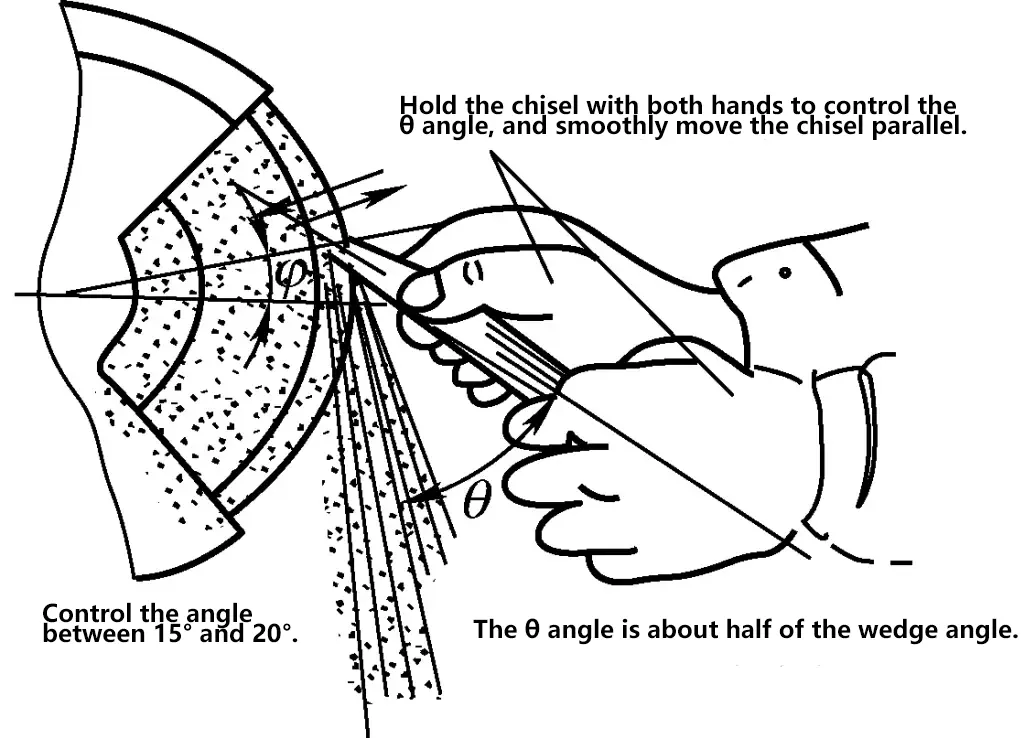
De basismethode voor het slijpen van beitels wordt getoond in Figuur 12.
Er zijn twee manieren om een hamer vast te houden: een losse grip en een strakke grip.
1) De 'tight grip'-methode houdt in dat de wijsvinger, middelvinger, ringvinger en pink van de rechterhand het handvat van de hamer stevig vastpakken, met de duim tegen de wijsvinger gedrukt, waardoor 15-30 mm van het handvat bloot blijft aan het uiteinde. De greep blijft ongewijzigd tijdens het zwaaien en slaan. De strakke greepmethode wordt zelden gebruikt omdat deze gemakkelijk blaren op de hand kan veroorzaken door de stevige greep, zoals te zien is in Figuur 14a.
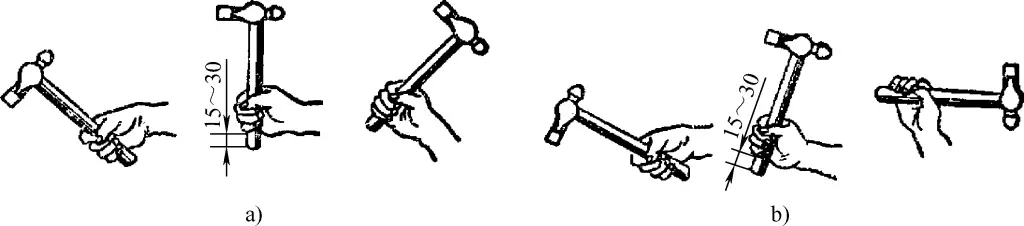
a) Strakke grip-methode
b) Losse greepmethode
2) De losse greepmethode is om de hamersteel altijd met duim en wijsvinger vast te houden. Wanneer de hamer naar achteren wordt geheven (tijdens het zwaaien), ontspan dan geleidelijk de pink, ringvinger en middelvinger, waardoor ze op natuurlijke wijze tegen de hamersteel drukken.
Span tijdens het hameren de ontspannen vingers geleidelijk aan en versnel de beweging van de hamer. Eenmaal onder de knie, kan deze methode niet alleen de hamerkracht verhogen, maar ook de vermoeidheid verminderen, zodat de losse greepmethode beter is dan de strakke greepmethode, zoals getoond in Figuur 14b.
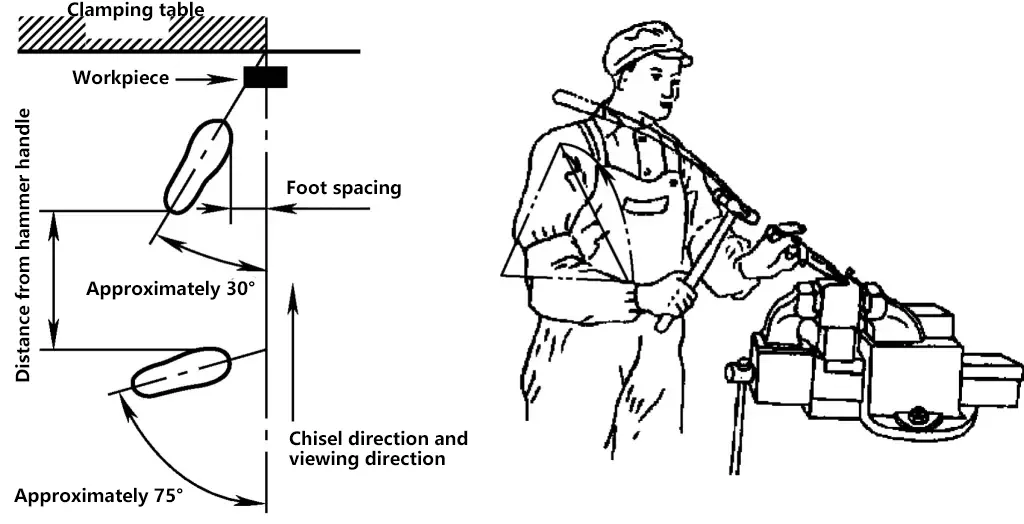
1) Staande houding
De juiste staande houding vergemakkelijkt het uitoefenen van kracht tijdens het beitelen en voorkomt vermoeidheid in het hele lichaam. Gewoonlijk staat de linkervoet een halve stap naar voren, de rechtervoet staat achter, de afstand tussen de twee voeten is ongeveer een hamersteel lengte, met het zwaartepunt op de linkervoet, stabiel staand bij de bankschroef.
Oefen niet te veel kracht uit op de benen, buig de linkerknie lichtjes, houd het rechterbeen recht en stabiel en plaats de voeten in een "V"-vorm. Leun het hoofd niet naar voren of naar achteren, kijk met het gezicht naar het werkstuk en kijk naar de rand van de beitel. De specifieke staande houding wordt getoond in Figuur 15.
2) Met de hamer zwaaien
Er zijn drie manieren om met de hamer te zwaaien: polszwaai, elleboogzwaai en armzwaai, zoals getoond in Figuur 16.
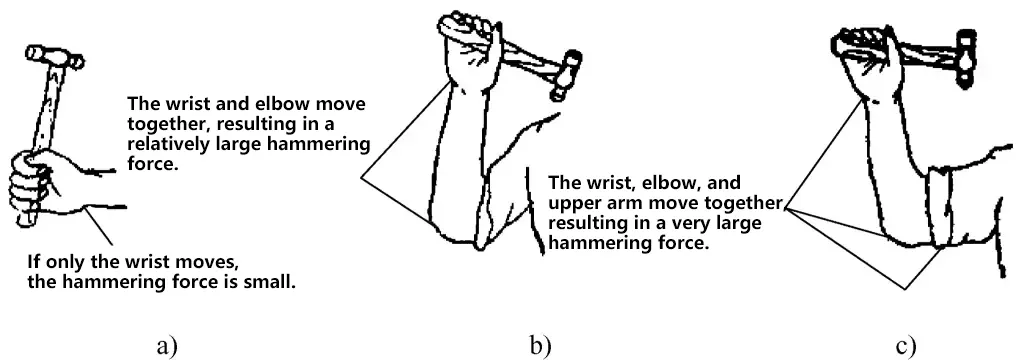
a) Polszwaai
b) Elleboogzwaai
c) Armzwaai
De polszwaai methode wordt meestal gebruikt aan het begin en einde van het beitelen; de elleboogzwaai wordt het meest gebruikt, geschikt voor het beitelen van vlakke oppervlakken en groeven; de armzwaai wordt vooral gebruikt voor het snijden van metaal en het verwijderen van moeren.
3) Belangrijkste punten van de zwaaibeweging van de hamer
De hamer heffen
Til de schouder op en trek de elleboog in, waardoor de hamer boven de schouder komt; draai de pols naar achteren, pak de hamersteel losjes vast; de voorkant van de hamer moet naar boven wijzen.
De hamer zwaaien
Richt je blik op de beitelrand en het gebied dat wordt gebeiteld, span de greep op de hamersteel aan, oefen kracht uit met de pols, zwaai de hamer in een boog binnen het verticale vlak (laat de arm niet naar buiten zwaaien en laat de hamer niet onder een hoek vallen), waarbij je de bovenkant van de beitel direct raakt.
③ Hamervereisten
De hamerfrequentie moet ongeveer 40 keer per minuut zijn; de slagen moeten krachtig en nauwkeurig zijn; er mag geen sprake zijn van "tikken" (licht tikken op de beitel om te richten voordat je met kracht slaat).
1) Beitelgrepen
① Normale grijpmethode
Zoals getoond in Figuur 17a, met de handpalm naar beneden, pak je de beitel vast met de duim en wijsvinger natuurlijk gespreid, de andere drie vingers natuurlijk gebogen en dicht bij elkaar, terwijl je de beitel vasthoudt. De bovenkant van de beitel moet 10-15 mm uit de greep steken. Als het teveel uitsteekt, kan de beitel wiebelen, wat de nauwkeurigheid van de hamerslag beïnvloedt. De greep moet niet te strak en niet te los zijn, met als doel een gemakkelijke bediening en minimale vermoeidheid. Deze greepmethode is de basismethode, geschikt voor het beitelen van vlakke oppervlakken.
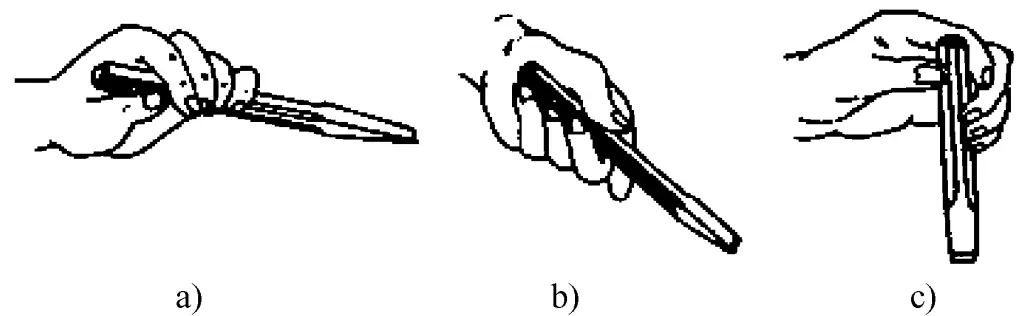
a) Normale grijpmethode
b) Methode met omgekeerde greep
c) Verticale greepmethode
② Omgekeerde greepmethode
Zoals te zien is in Figuur 17b, met de handpalm naar boven gericht, de vingers natuurlijk tegen het beitelhuis geklemd, de handpalm hangend. Deze greep is geschikt voor het beitelen van kleine vlakke oppervlakken of zijoppervlakken.
③ Verticale grijpmethode
Zoals getoond in Figuur 17c, duimweb naar boven, duim aan één kant van de beitel, de andere vier vingers aan de andere kant die de beitel vastklemmen. Deze greep is geschikt voor verticaal beitelen, zoals het snijden van materialen op een aambeeld.
2) Belangrijke punten voor beitelbewerkingen op vlakke oppervlakken
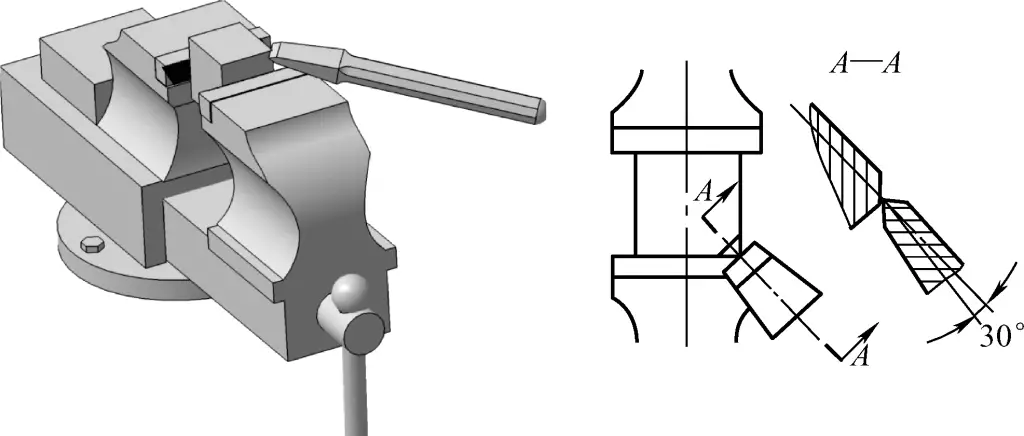
① Begin- en eindbeitelmethode.
Zoals te zien is in Afbeelding 18, gebruik bij het beitelen van een vlak oppervlak over het algemeen de schuine startmethode. Begin te beitelen vanuit de rechterhoek van het werkstuk, houd de beitel eerst in een hoek van 45° naar rechts en kantel dan de beiteltop ongeveer 30° naar beneden. Wanneer de beitel 0,5-1,5 mm diep heeft gesneden, breng je de beitel omhoog tot de gewenste achterwaartse hoek en ga je verder met beitelen.
Zoals getoond in Figuur 19, wanneer het beitelen het einde van het werkstuk bereikt (ongeveer 10 mm van de rand), draai dan om om het resterende deel te beitelen, anders kan de rand van het werkstuk afbrokkelen.
Beiteldikte.
Na het bepalen van de beitelafstand en het markeren van de bewerkingslijn, beitel je in lagen, waarbij elke laag meestal 0,5-1,5 mm dik is.
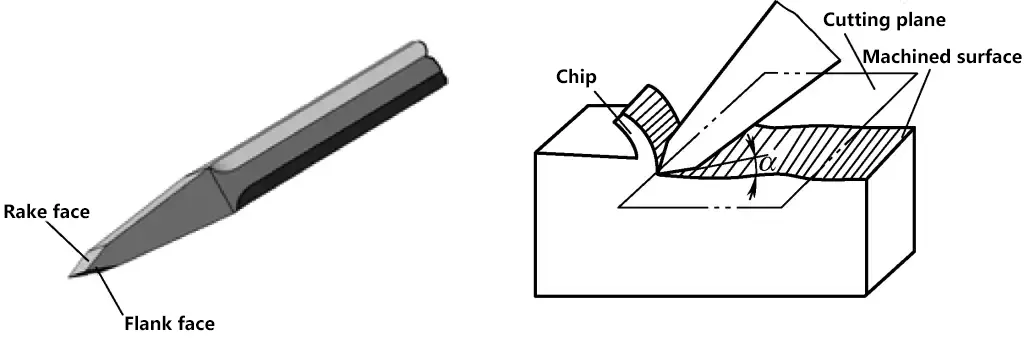
Terugbeitelhoek.
Zoals getoond in Figuur 20, wordt tijdens het beitelen de hoek tussen de achterkant van de beitel en het snijvlak (het raakvlak aan de snijkant op een punt op het snijvlak) de terugbeitelhoek genoemd (aangeduid met α). De terugbeitelhoek is over het algemeen het beste bij 5°-8° en moet constant blijven tijdens het beitelen.
④ Tijdens het beitelen kun je na elke paar beitels de beitel iets terugtrekken, even pauzeren, dan de rand van de beitel tegen het gebeitelde gebied drukken en doorgaan met beitelen. Zo kunt u de vlakheid van het gebeitelde oppervlak observeren en uw spieren ritmisch ontspannen.
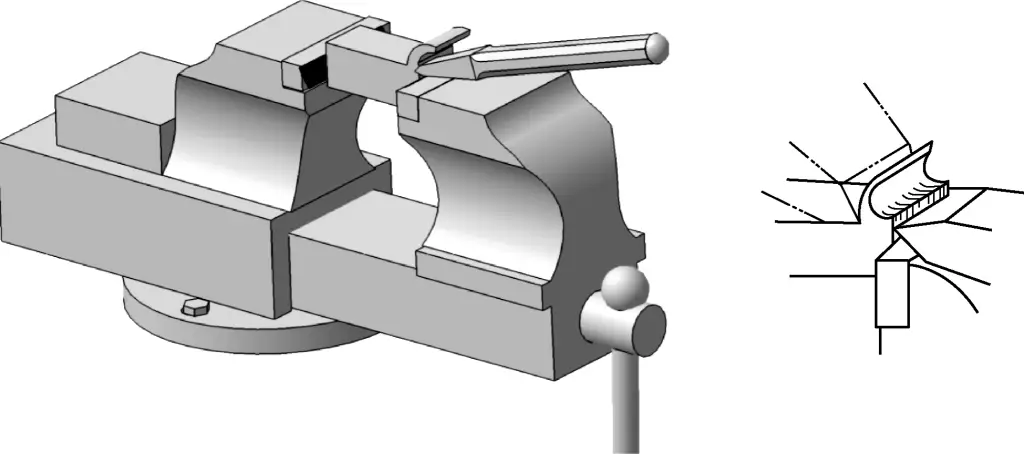
3) Plaatmetaal snijmethode
De juiste snijmethode voor plaatmetaal wordt getoond in Figuur 21.
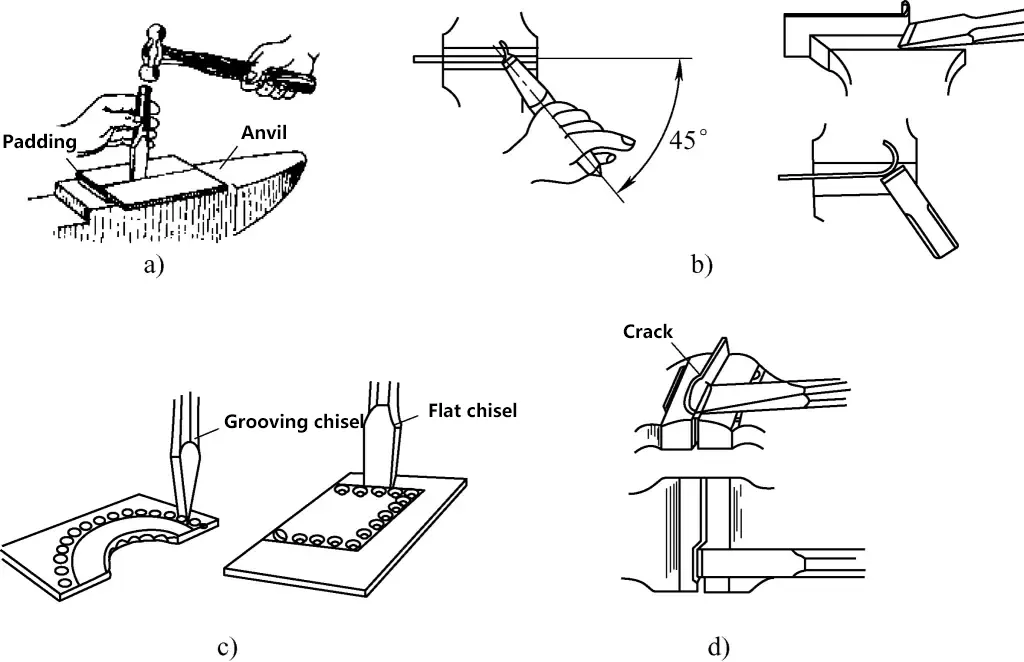
a) Plaatwerk snijden op een aambeeld
b) Boor eerst gaten en gebruik dan een beitel om het plaatmetaal uit te snijden.
c) Correcte methode voor het snijden van plaatmetaal op een bankschroef
d) Verkeerde methode voor het snijden van plaatmetaal
① Figuur 21a toont het snijden van vlak op een aambeeld gelegd plaatstaal. Deze methode wordt over het algemeen gebruikt voor het snijden van grotere oppervlakken of dikker (meer dan 4 mm) plaatmetaal, en ook voor plaatmetaal dat moeilijk in een bankschroef te klemmen is. Met deze methode is het moeilijker om een rechte snede te behouden.
Afbeelding 21b laat zien dat door het plaatmetaal op de bankschroefbekken te klemmen voor het beitelen, gemakkelijker een rechte snijkant kan worden verkregen.
Bij het beitelen van werkstukken met complexere contouren en een grotere dikte, om vervorming tijdens het beitelen te voorkomen, boor je eerst scheidingsgaten langs de omtrek met een boor met een kleinere diameter, gebruik dan een puntbeitel om de kleine gaten te verbinden en beitel ten slotte door. Op deze manier kan de gewenste vorm worden uitgebeiteld, zoals getoond in Figuur 21c.
Afbeelding 21d toont een onjuiste methode om plaatmetaal te beitelen.