Buigen van buizen: Keuze en gebruik van de kernstaaf
Bij het buigen van buizen is het kiezen van de juiste kernstaaf cruciaal. Het artikel op Artizono bespreekt verschillende soorten...
Hoe kunnen ingenieurs stijve metalen buizen nauwkeurig en efficiënt omzetten in complexe vormen? Dit artikel onderzoekt verschillende buigtechnieken voor buizen, zoals persbuigen, trekbuigen en rolbuigen. Het categoriseert deze methoden ook op basis van factoren zoals temperatuur en het gebruik van mallen. Door deze technieken te begrijpen, krijg je inzicht in de processen die alles mogelijk maken, van auto-onderdelen tot architecturale elementen.

Er zijn veel methodes om buizen te buigen, die kunnen worden onderverdeeld in persbuigen, trekbuigen, duwbuigen, rolbuigen en rolvormen volgens de buigmethode; in koudbuigen en warmbuigen volgens of het wordt verwarmd tijdens het buigen; en in kernbuigen (vullen) en kernloos buigen (vullen) volgens of er vulmiddel is tijdens het buigen.
Soms, om aan de specifieke vormvereisten van pijpfittingen te voldoen, of om de moeilijkheid van buigende verwerking te verminderen, worden andere speciale buigende methodes ook gebruikt, zoals krimp buigende methode, enz. Hieronder volgt een overzicht van de verschillende buigmethodes.
Persbuigen is de vroegste procesmethode die wordt gebruikt voor het buigen van pijpen. Hierbij wordt de lege pijp gebogen op een hydraulische pers of mechanische pers met behulp van een mal of doorn. Het principe van persbuigen is weergegeven in Figuur 4-10. De persbuigmethode kan worden gebruikt om zowel pijpfittingen met rechte stukken als ellebogen te buigen. Op dit moment wordt buigen onder druk voornamelijk gebruikt voor het buigen van ellebogen en het wordt veel toegepast bij de productie van ellebogen.
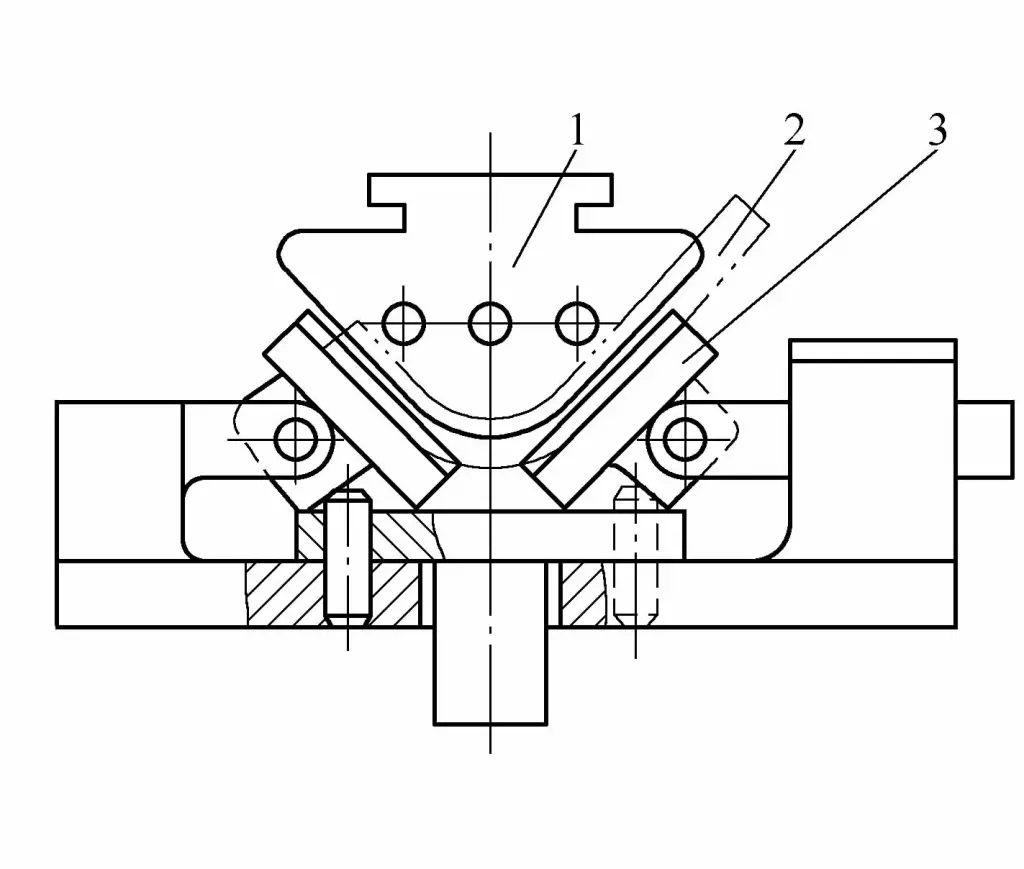
1-stoot
2-Billet
3-Schommelende concave matrijs
Trekbuigen is de methode waarbij de buis tegen een vaste convexe matrijs wordt gedrukt, waarbij tegelijkertijd een axiale trekkracht F en een buigmoment op beide uiteinden van de buis worden uitgeoefend, zodat de buis langs de convexe matrijs wordt gevormd, zoals getoond in Figuur 4-11. In het algemeen buigen vormenDe maximale buighoek is ongeveer 180°.
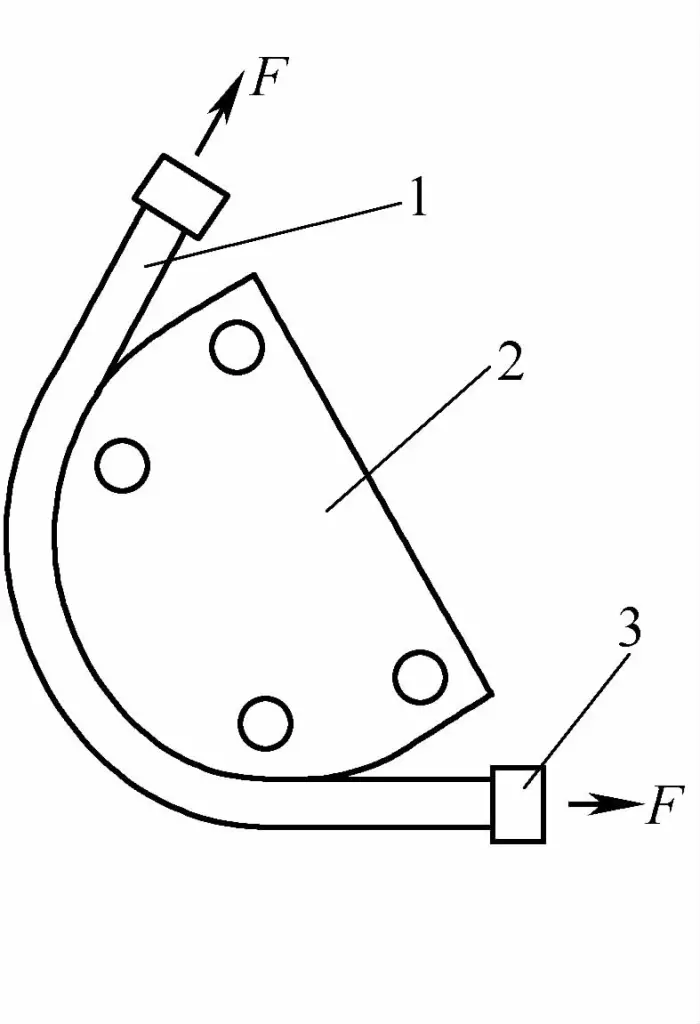
1-Pijpfittingen
2-Vaste buigplaat
3-Vaste schimmel
Tijdens het buigen wordt de buis onderworpen aan een axiale trekkracht om de rimpeling aan de binnenkant te overwinnen en de spanningsverdeling binnen de doorsnede te verbeteren, terugvering te verminderen en de nauwkeurigheid van de vorm te verbeteren. Vergeleken met andere buigprocessen heeft buigvormen de volgende kenmerken:
1) Kan onderdelen vormen met complexe ruimtelijke structuren.
2) Kan onderdelen buigen met een grotere verhouding tussen vorm en sterkte.
3) Hoge buignauwkeurigheid, kleine terugvering.
4) Kan de restspanning in het gebogen materiaal effectief elimineren, goede stabiliteit van de productgrootte.
5) Door de koude uitharding van metalen materialen kunnen de uitgebreide mechanische eigenschappen van het materiaal worden verbeterd na het strekbuigen.
De rekbuigmethode is echter moeilijk om de dwarsdoorsnedevorm van de gebogen blenk te behouden, voornamelijk geschikt voor profielen met open doorsnede met krachtdragende delen, en deze methode is niet geschikt om dunwandige buizen te vormen.
Bij het duwbuigen wordt de te buigen buis eerst in de geleidehuls van de buigmatrijs geplaatst, onder de duwkracht van de stempel wordt de blinde buis in een toestand van drukspanning gebracht en tijdens het passeren van de matrijs wordt deze gebogen in de vereiste krommingsvorm, zoals getoond in Figuur 4-12.
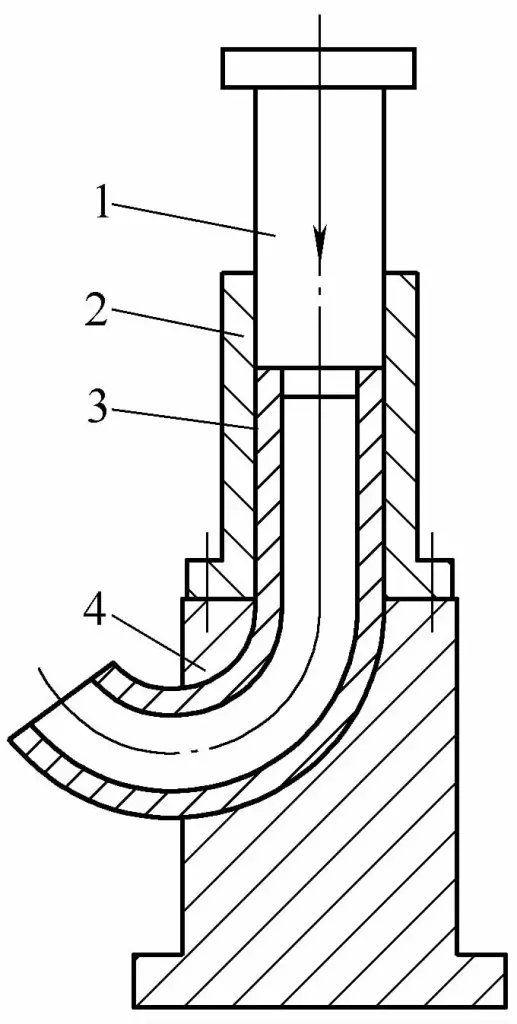
1-Drukkolom
2-gids hoes
3-Billet
4-Buigvorm
Drukbuigen is een buigproces dat wordt uitgevoerd op een algemene pers, hydraulische persof een speciale duwmachine, voornamelijk gebruikt voor het buigen van ellebogen. De duwbuigmethode vereist echter dat de buigmatrijs volledig wordt doorlopen, waardoor deze methode geen bochten met rechte secties kan maken en ook niet geschikt is voor het buigen van pijpen met een kleine buigradius.
Volgens de kenmerken van het duwbuigproces, kan het in twee soorten worden verdeeld: koud duwbuigen met een mal en warm duwbuigen met een doorn. Koud zetten met een mal is het persen van de billet in een mal met een buigholte bij kamertemperatuur, waarbij een pijpbocht wordt gevormd.
Hot push buigen met een doorn wordt uitgevoerd onder invloed van stuwkracht en de weerstand van de bullhorn doorn. Tijdens het duwen wordt de doorn verwarmd, waardoor de billet een omtrekuitzetting en axiale buigvervorming ondergaat, waardoor de billet met een kleinere diameter in een elleboog met een grotere diameter wordt geduwd. Het werkingsprincipe wordt getoond in Figuur 4-13.
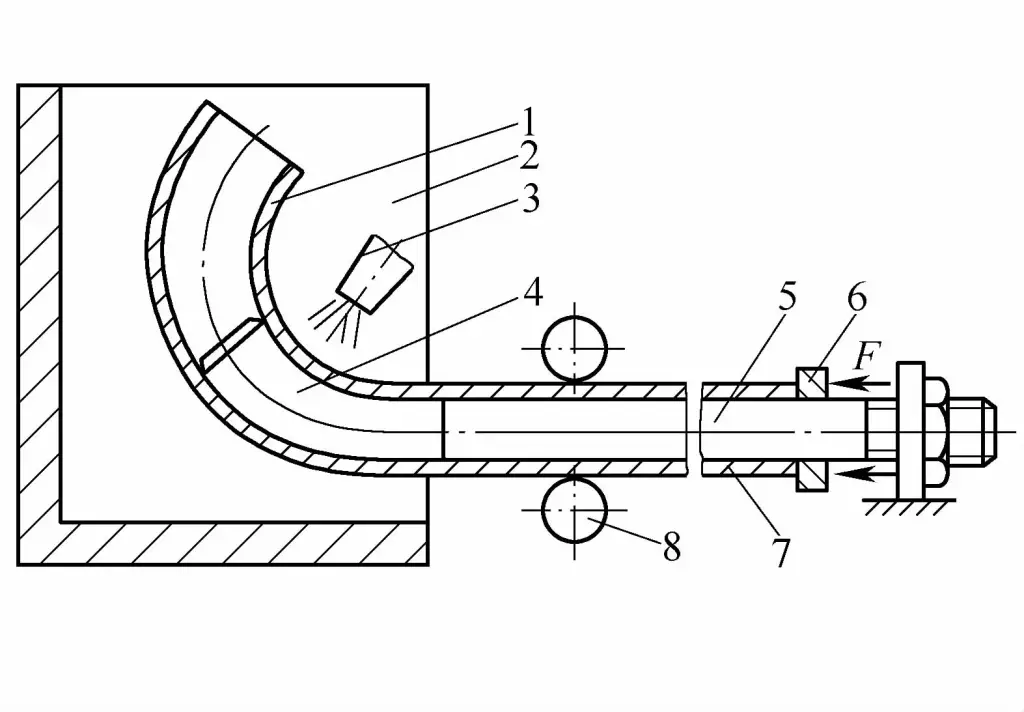
1-Boog
2-Reflectie verwarmingsoven
3-Warmtebron
4-halsdoorn
Staaf met 5 kernen
6-Drukplaat
7-Pijp leeg
8-Supporter
Buigen is een verwerkingsvorm waarbij de actieve matrijs rond de vaste buigmatrijs draait om het buigen uit te voeren, onderverdeeld in compressiemodus en strekmodus, zoals getoond in Figuur 4-14. Het belangrijkste verschil tussen de twee methoden is of de pons meedraait met het buismateriaal. Het belangrijkste verschil tussen de twee methodes is of de stempel meedraait met het buismateriaal. De methode waarbij de pons niet meedraait met het buismateriaal is de compressiemodus, anders is het de strekmodus. Deze methode heeft een relatief grote vervorming van de dwarsdoorsnede en is ook niet geschikt voor het vormen van dunwandige buizen.
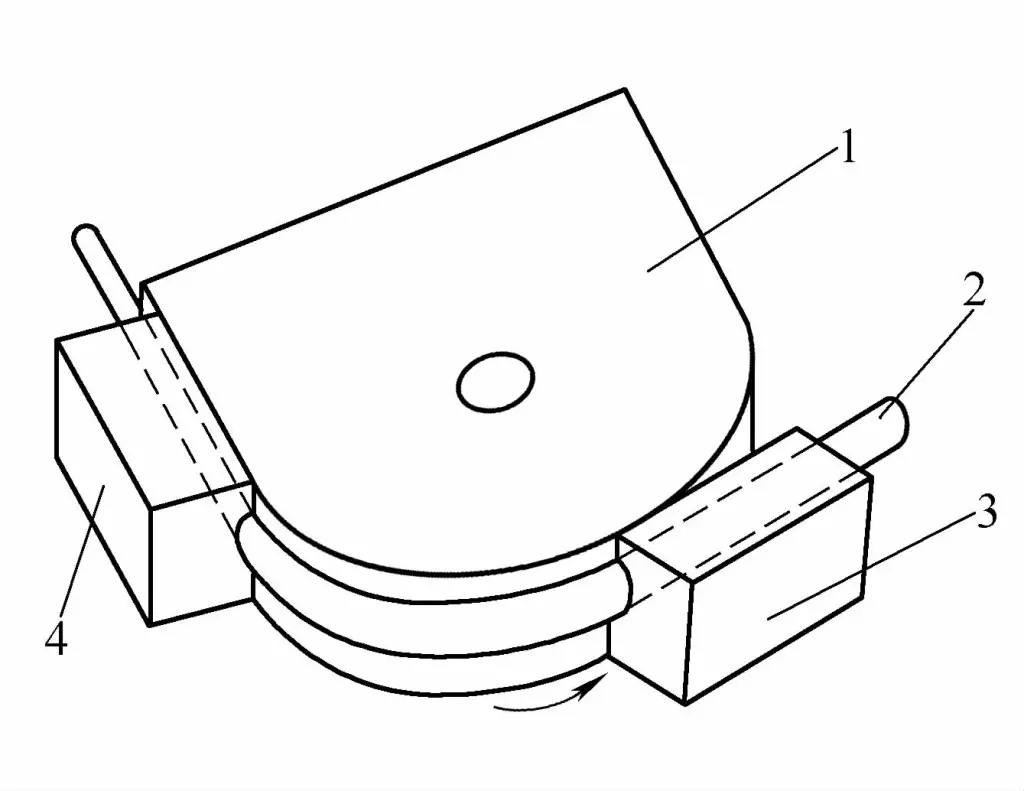
1-Vaste stempel
2-pijps fitting
3-Roterende matrijs
4-Draai de holle vorm vast
Buigen is onderverdeeld in handmatig buigen en machinaal buigen.
Handmatig buigen is het buigen van de blinde pijp met behulp van een eenvoudig buigapparaat. Afhankelijk van of er verwarming wordt toegepast tijdens het buigen, kan het worden onderverdeeld in koud buigen en warm buigen. Over het algemeen wordt koud buigen gebruikt voor pijpblanks met een kleine diameter (diameter D≤25mm) vanwege het kleinere buigmoment, terwijl pijpblanks met een grotere diameter meestal warm worden gebogen. Handmatig buigen vereist geen gespecialiseerde buigapparatuur, de productiekosten van het buigapparaat zijn laag en het is handig aan te passen en te gebruiken, dus het is geschikt voor kleine batchproductie zonder gespecialiseerde buigapparatuur. Het nadeel is dat het veel arbeid vereist en een lage productiviteit heeft.
Machinaal buigen is buigen op een verticale of horizontale buigmachine. Op basis van de proceskenmerken kan het worden onderverdeeld in drie typen: doornbuigen, doornloos buigen en duwbuigen. Omdat machinaal buigen wordt uitgevoerd in koude toestand, wordt dit type buigmachine ook wel een koude buigmachine genoemd. Tijdens het machinaal buigen wordt de lege buis niet gevuld met materiaal, maar gebogen met behulp van een doorn of zonder doorn, wat resulteert in een hoge productie-efficiëntie en een goede buigkwaliteit, waardoor het veel gebruikt wordt in massaproductie.
Rolbuigen is het proces van het buigen van het buismateriaal met behulp van drie of vier aangedreven rollen, zoals weergegeven in Figuur 4-15. Het werkingsprincipe van de rolbuigmethode is in principe hetzelfde als dat van plaatbuigen, met als enige verschil dat de rollen die voor het buigen van pijpenrollen worden gebruikt werkoppervlakken hebben die overeenkomen met de dwarsdoorsnedevorm van de gebogen pijp.
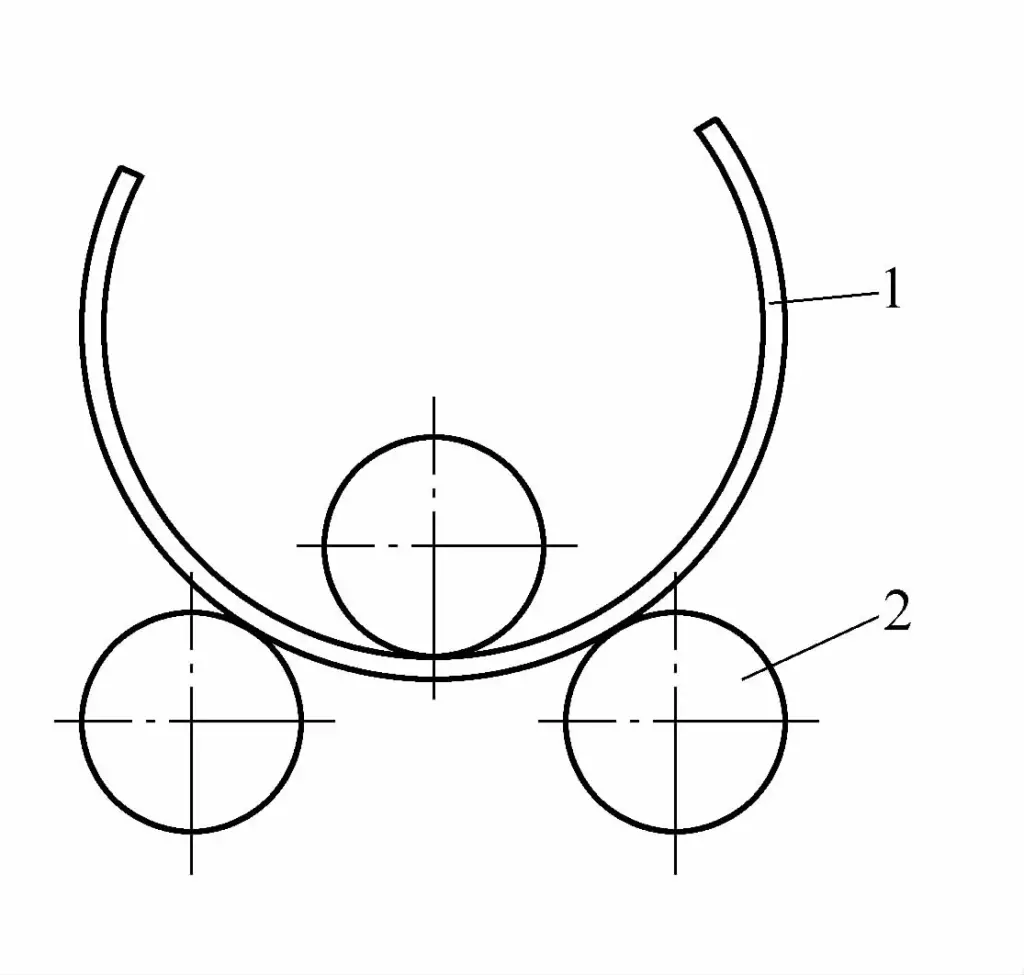
1-gebogen deel
2-aandrijfrol
Door de afstand tussen de rollen te veranderen, kan elke krommingsradius worden gebogen. De rolbuigmethode heeft bepaalde beperkingen op de buigradiusen is alleen geschikt voor dikwandige buisdelen die een grote krommingsstraal vereisen, vooral handig voor het buigen van ringvormige of spiraalvormige buisdelen.
Het buigvervormingsgebied van de lege buis wordt direct beïnvloed door de stijve mal, met inbegrip van gangbare methoden zoals persbuigen, trekbuigen, persbuigen, rolbuigen, enz. De kenmerken zijn een hoge herhaalbaarheid en hoge snelheid. Om de buignauwkeurigheid te verbeteren, is het meestal nodig om de vorm en grootte van het werkende deel van de stijve matrijs aan te passen om de terugvering te compenseren die optreedt nadat het deel is ontladen. De hoeveelheid compensatie is moeilijk nauwkeurig te berekenen en moet vaak worden bepaald op basis van ervaring.
Het buigvervormingsgebied wordt niet direct beïnvloed door een stijve mal en de uiteindelijke vorm van de buis wordt bepaald door de relatieve beweging van het gereedschap en het werkstuk. Laserbuigen behoort tot vormloos buigen.
Koud buigen verwijst naar de verwerkingstechnologie waarbij de buis bij kamertemperatuur met mechanische kracht wordt gebogen. Omdat tijdens het koudbuigen werkharding optreedt in het metaal, is de metalen buis na het koudbuigen veel harder dan de metalen buis na het warmbuigen, maar het koudbuigen vernietigt de oorspronkelijke eigenschappen van het metaal niet.
Na het koudbuigen is het niet nodig om de oxidehuid te reinigen en te verwijderen en er treedt geen thermische vervorming op. Vergeleken met warm buigen verbruikt koud buigen meer buigkracht, en zowel de terugvering als de restspanning nemen aanzienlijk toe. Bovendien kan koud buigen geen scherpe bochten met een zeer kleine radius buigen.
De verwerkingstechnologie die de pijpfitting voor het buigen verwarmt tot de gespecificeerde buigtemperatuur van de pijpfitting. Warm buigen heeft een aanpassingsvermogen waar koud buigen niet mee te vergelijken is. De rechte afstand tussen twee aangrenzende bochten op een pijp kan bijvoorbeeld heel klein worden gehouden, of er kan zelfs continu gebogen worden zonder dat er een tussenruimte van een rechte pijpsectie overblijft; materialen met een slechte koude vervormbaarheid kunnen verwerkt worden tot bochten; bochten die veel mechanische energie vereisen tijdens het koud buigen kunnen verwerkt worden, en brosse materialen die gevoelig zijn voor scheuren tijdens het koud buigen kunnen in vorm gebogen worden.
Heet buigen kan bochten met een kleine radius op pijpen buigen. Voor koolstofstalen buizen en de meeste gelegeerde stalen buizen is de buigradius van warm buigen veel kleiner dan die van koud buigen en de buigradius kan zo klein zijn als 0,7 tot 1,5 keer de buitendiameter van de pijp. Warm buigen heeft echter de volgende nadelen: complexe apparatuur, hoge verwerkingskosten, lage productie-efficiëntie en hoge oppervlakteruwheidswaarden. Voor koperen buizen wordt het koude buigproces gebruikt en omdat verhitting bij hoge temperatuur wordt vermeden, is de mogelijkheid van "waterstofziekte" uitgesloten.
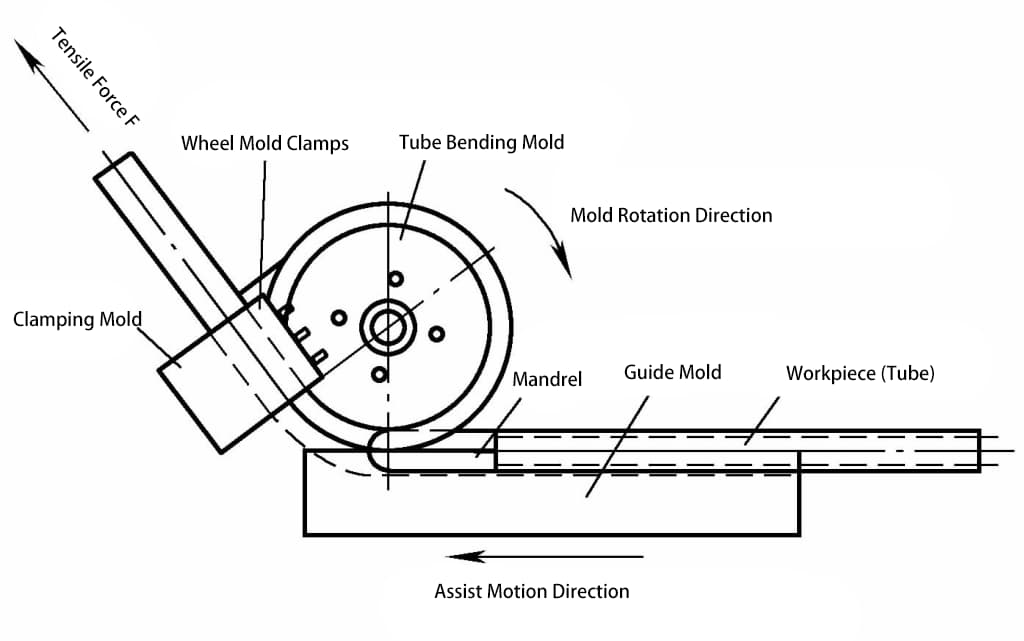
De CNC numerieke besturing buigproces voor pijpen van Yituo Company als voorbeeld, de gebruikte buigapparatuur is een CNC numerieke besturing pijp buigmachine, en de pijp buigproces gebruikt voor numerieke besturing pijp buigen is koud buigen pijp buigen, die volgens het vormprincipe van de numerieke besturing pijp buigmachine is onderverdeeld in pull buigen en push buigen.
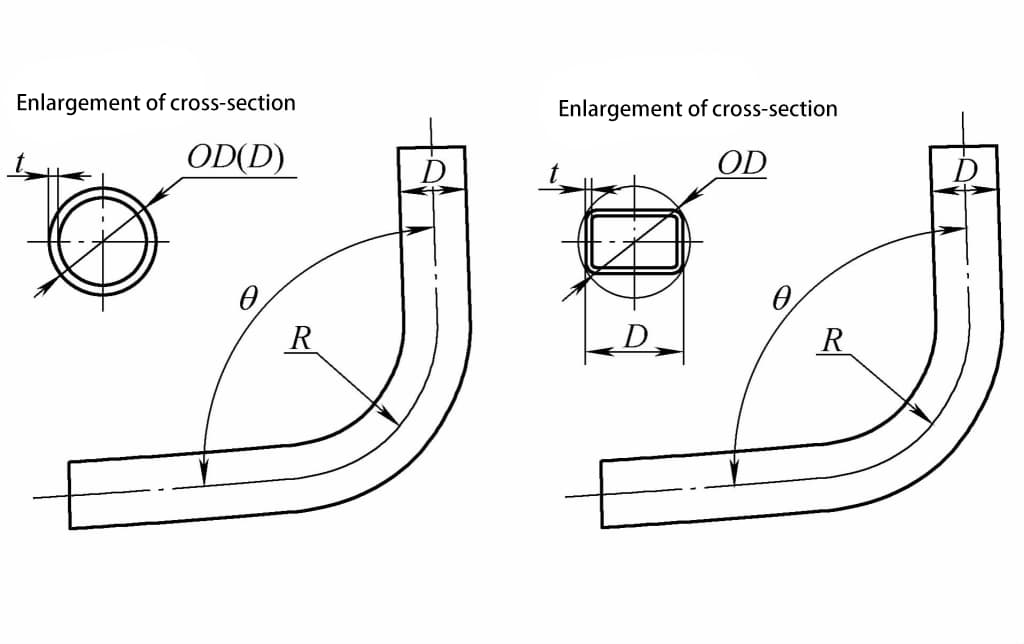
Trekbuigend vormprincipe: Onder de actie van de trekkracht F die de pijpmontage aan het vooreinde van de wielvorm vasthoudt, draait de pijpmontage met een bepaalde straal van de wielvorm en wikkelt de pijp rond de vorm om te buigen en te vormen, zoals getoond in Figuur 4-16. Trekbuigen is vergelijkbaar met het buigen in de industrie.
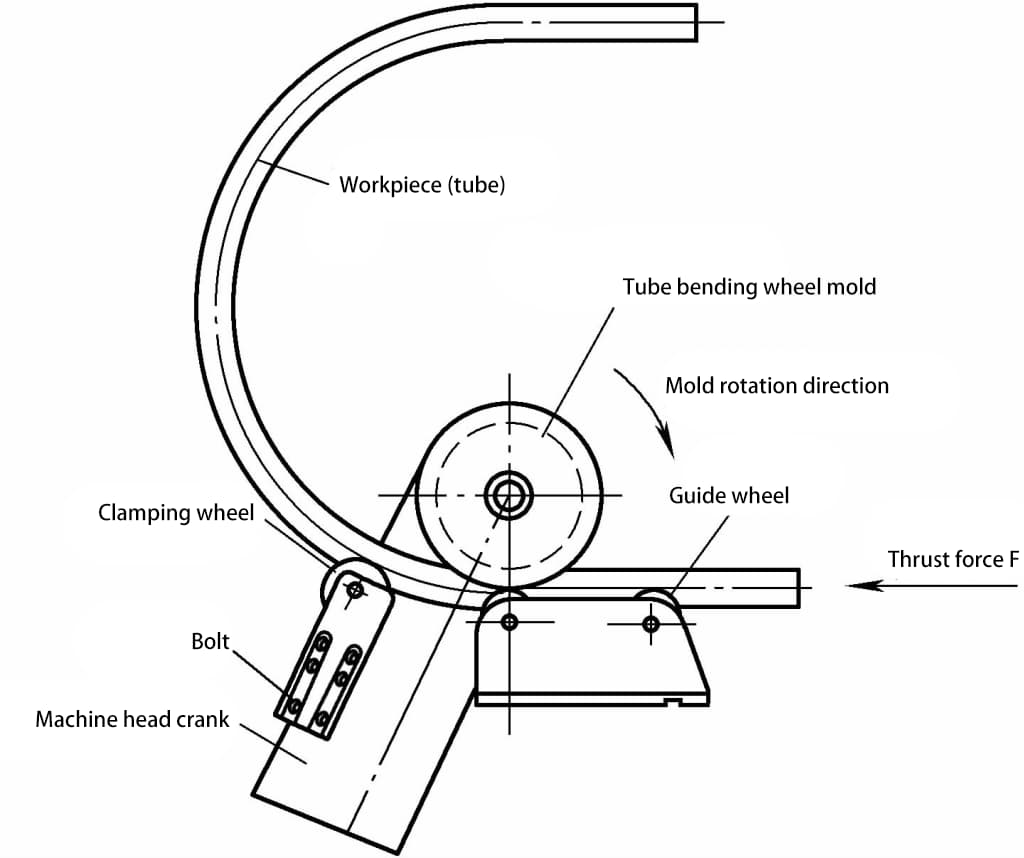
Duwend buigprincipe: Onder invloed van de duwkracht F die achter de pijpmontage wordt uitgeoefend, wordt de pijp gevormd en wordt de krommingsstraal van de boog bepaald door gebruik te maken van de positioneringshoek van de buigarm van het machinekopje, zoals getoond in Figuur 4-17. Het duwend buigen is vergelijkbaar met het rolbuigen in de industrie. Push buigen is vergelijkbaar met rolbuigen.
De basis voor de keuze van de pijpvormmethode is als volgt:
Trekken buigen: Het trekkende buigen wordt gebruikt onder de voorwaarde van 2.5≤R s ≤6.
Duwen buigen: Het duwende buigen wordt gebruikt onder de voorwaarde van R s ≥6.
Opmerking: R s =R/D waarbij R de neutrale laagstraal van een gebogen pijpfitting is; D de diameter van de pijp in de buigrichting (zie Figuur 4-18).