Essentiële gereedschappen voor draaibanken: Classificaties en slijptips
Deze blog gaat in op de classificaties van gereedschappen voor draaibanken en geeft essentiële tips voor het effectief slijpen ervan. U leert...
Stel je een gereedschap voor dat zo precies is dat het een gat perfect kan vormen. Dat is de essentie van gatdraaien, een fundamentele techniek in de machinebouw. In dit artikel leert u de basisprincipes van het draaien van gaten, van de principes tot de praktische toepassingen. Lees hoe dit proces de nauwkeurigheid en efficiëntie van uw bewerkingsprojecten kan verbeteren.

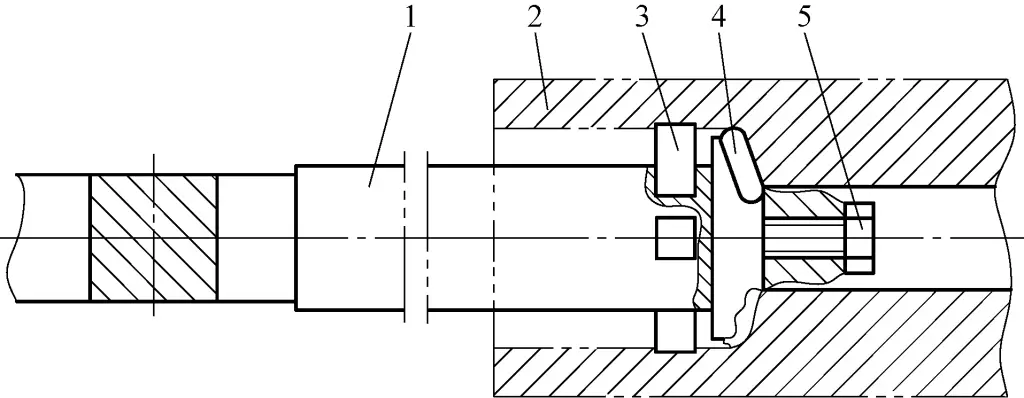
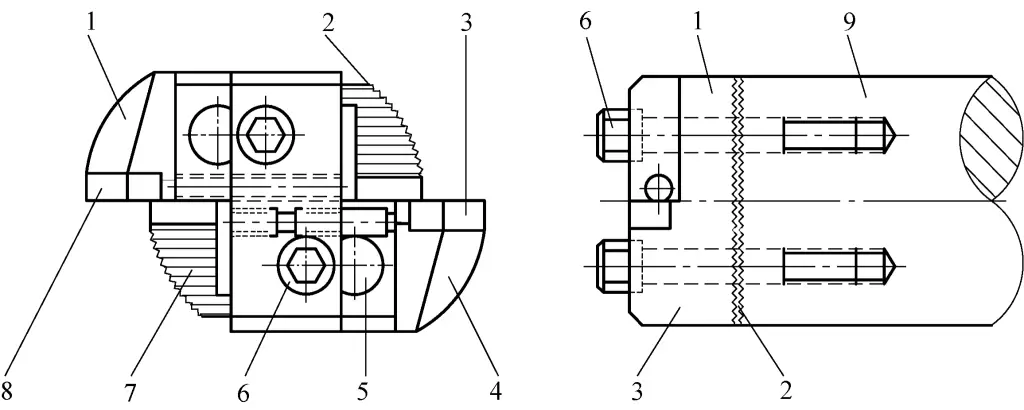
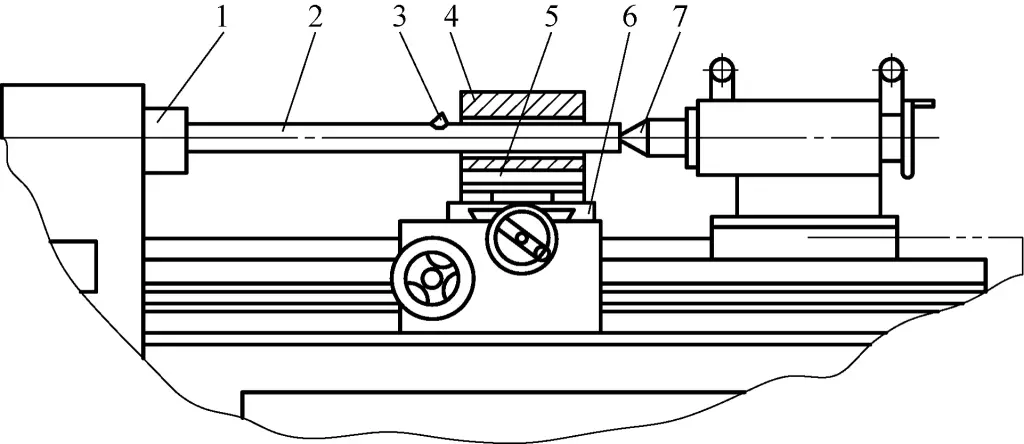
Het draaien van gewone werkstukken met gaten op een draaibank wordt getoond in Figuur 2-137.
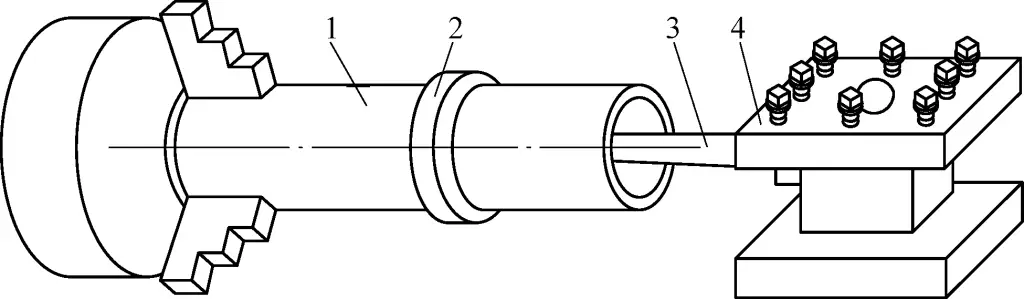
1-Anti-trillingsring
2-Werkstuk
3-Boorgereedschaphouder
4-gereedschapspost
Door verschillende kotteromstandigheden en werkstukmaterialen verschillen ook de geometrische hoeken van de geselecteerde kottergereedschappen.
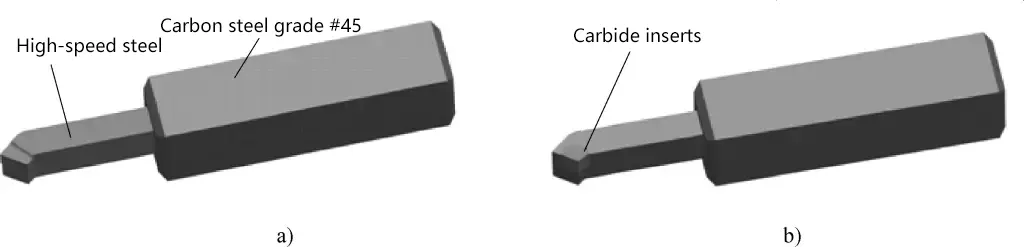
Figuur 2 toont het kottergereedschap dat gebruikt wordt voor het draaien van interne gaten in gehard staal (hardheid 55-60HRC). Figuur 2a toont een ruw kottergereedschap en Figuur 2b toont een nabewerkingskotter. Het materiaal van de beitelplaat is hardmetaal YT30 en het materiaal van de beitelhouder is koolstofstaal 45 kwaliteit, met een hardheid van 35-45HRC na afschrikken.
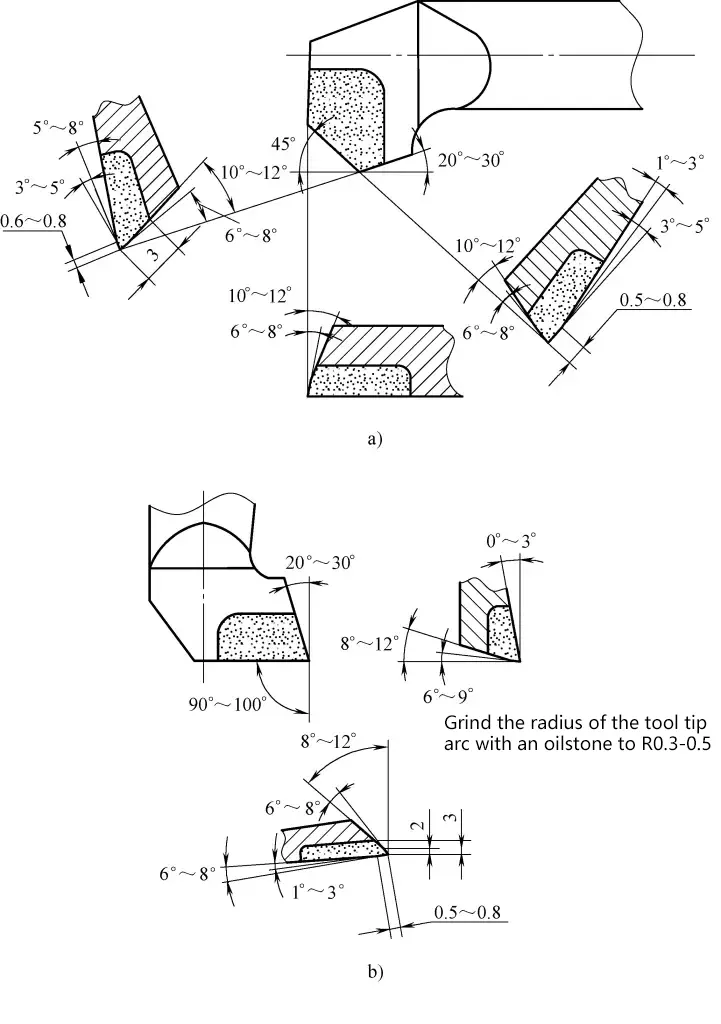
a) Grof boorgereedschap
b) Afwerkingsboor
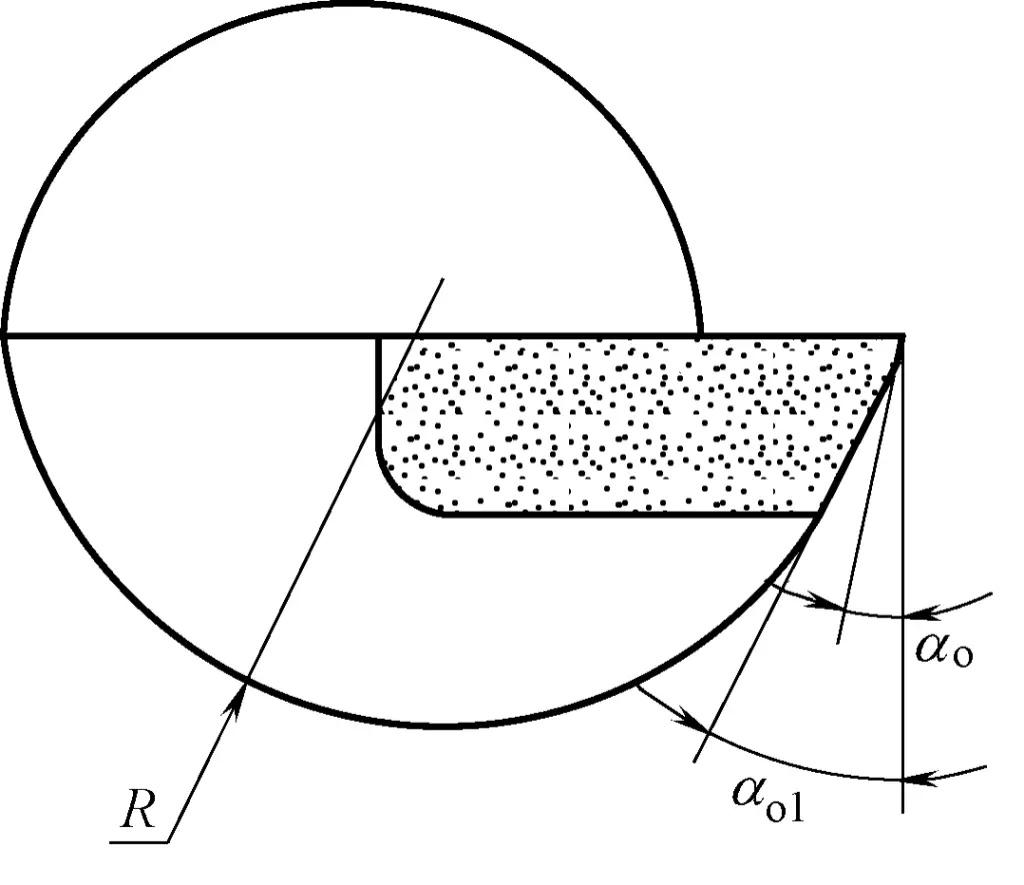
De oppervlakteruwheid Ra aan de snijkant van het nabewerkingsboorgereedschap is 0,4 μm. Als bij het boren van kleine gaten het ondervlak van de gereedschapshouder in contact komt met en wrijft tegen het binnenoppervlak van het gat, kan de bodem van de gereedschapshouder in een R-vormige cirkelvorm worden geslepen, zoals te zien is in figuur 3.
De gebruikte snijparameters zijn als volgt. Aangezien het te draaien werkstuk gehard staalmateriaal is, is de snijsnelheid v moet lager zijn. Voor ruw kotteren, v=8-12m/min; voor afkotteren, v=12-16m/min. Voor ruw kotteren is f=0,1-0,15mm/r; voor afkotteren is f=0,05-0,1mm/r. Bij ruw kotteren mag de achtersnijdiepte a niet groter zijn dan 0,05 mm. Snijvloeistof wordt niet gebruikt.
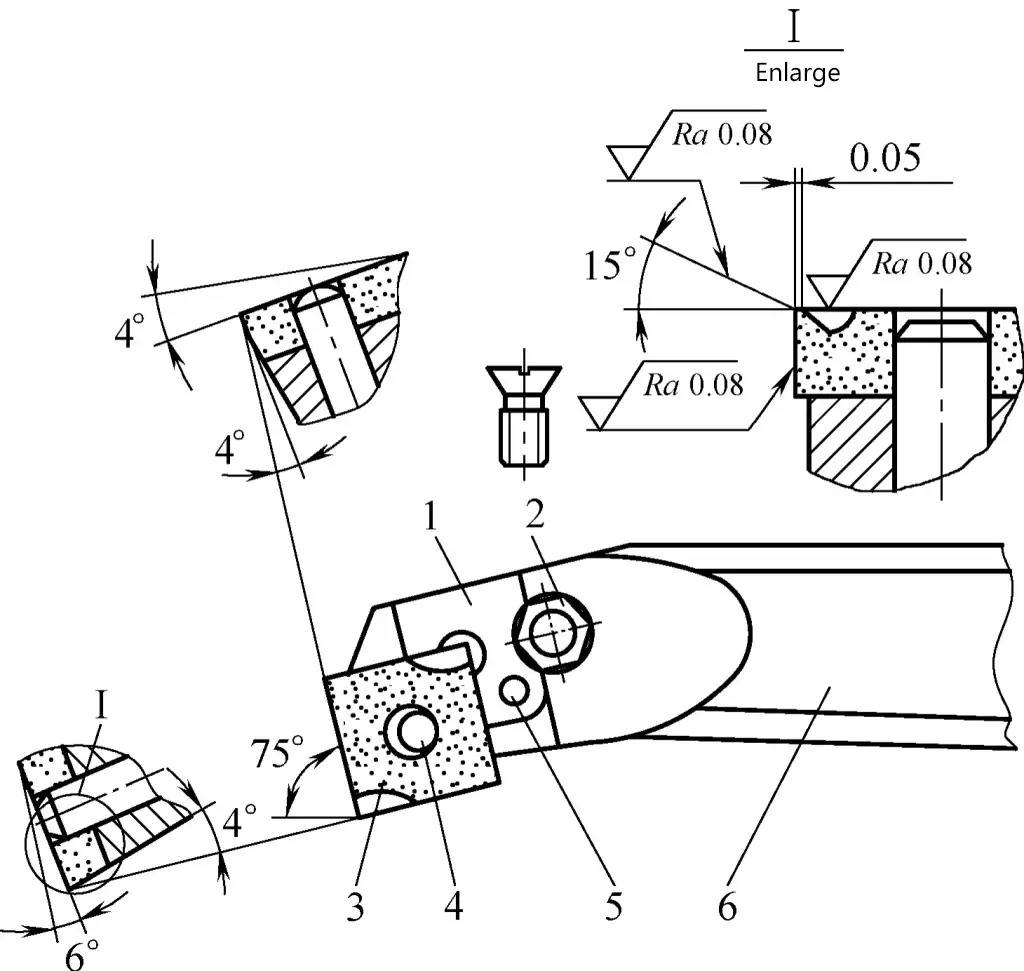
1-Inzetten klemblok
2-Klemschroef
3-Invoegen
4-Cilindrische pin
5-Spilpen
6-gereedschapschacht
Figuur 6 toont een machinaal geklemd dunwandig buisboorgereedschap met een spaanhoek γ=15°, een hoofdsnijkanthoek K=75°, een spaanbrekergroefbreedte van 2 mm en een oppervlakteruwheid Ra <0,8 µm aan de voorkant. Bij het boren verloopt het snijden soepel en snel, met zilverwitte spanen. De geselecteerde snijparameters zijn: snijsnelheid v=80m/min, voedingssnelheid f=0,1mm/r.
De geometrie van het kottergereedschap voor het met hoge snelheid draaien van gietgaten wordt getoond in figuur 5. Het maakt gebruik van hardmetalen beitelplaatjes van het type YG. De snijkant bestaat uit een 4 mm lange hoofdsnijkant, een 1 mm lange tussensnijkant en een polijstsnijkant met een breedte van 1,2 f (f is de voedingssnelheid). De hoofdsnijkant wordt gebruikt voor voorbewerking, de tussensnijkant voor halfafwerking en de polijstkant voor het polijsten van het reeds gedraaide binnenoppervlak van de boring.
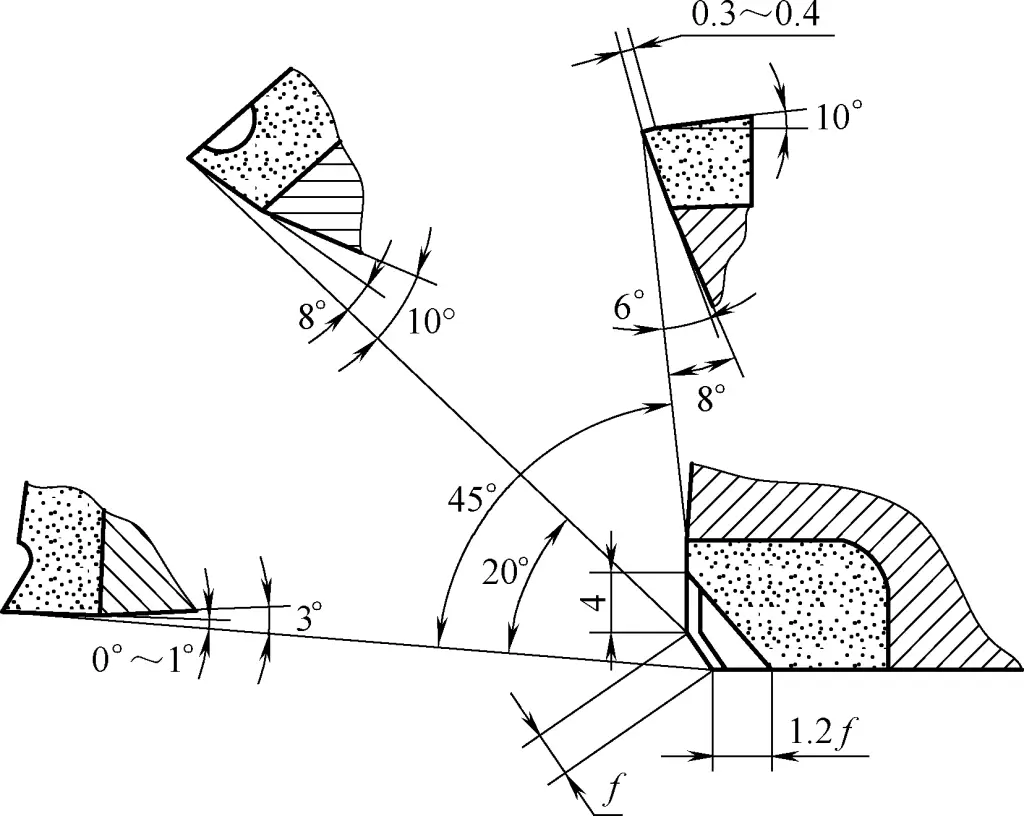
Dit kottergereedschap heeft een spaanhoek γ=10°, vrijloophoek α=8°, maar de vrijloophoek van de polijstkant is slechts 1°. Als deze tijdens het kotteren tegen de boorwand schuurt, kan de onderkant van het gereedschap rond worden geslepen. De gebruikte snijparameters zijn: snijsnelheid v=200m/min, aanzet f=0,5mm/r.
Figuur 6 toont een krachtig kottergereedschap met een snijkant met gebroken snijkant, dat gebruik maakt van hardmetalen YT15 beitelplaatjes. Dit kottergereedschap is zeer effectief bij gebruik op CA6140 horizontale draaibanken en middelgrote draaibanken voor het draaien van korte, dikke interne gaten met een diameter van 60-150 mm in stalen werkstukken.
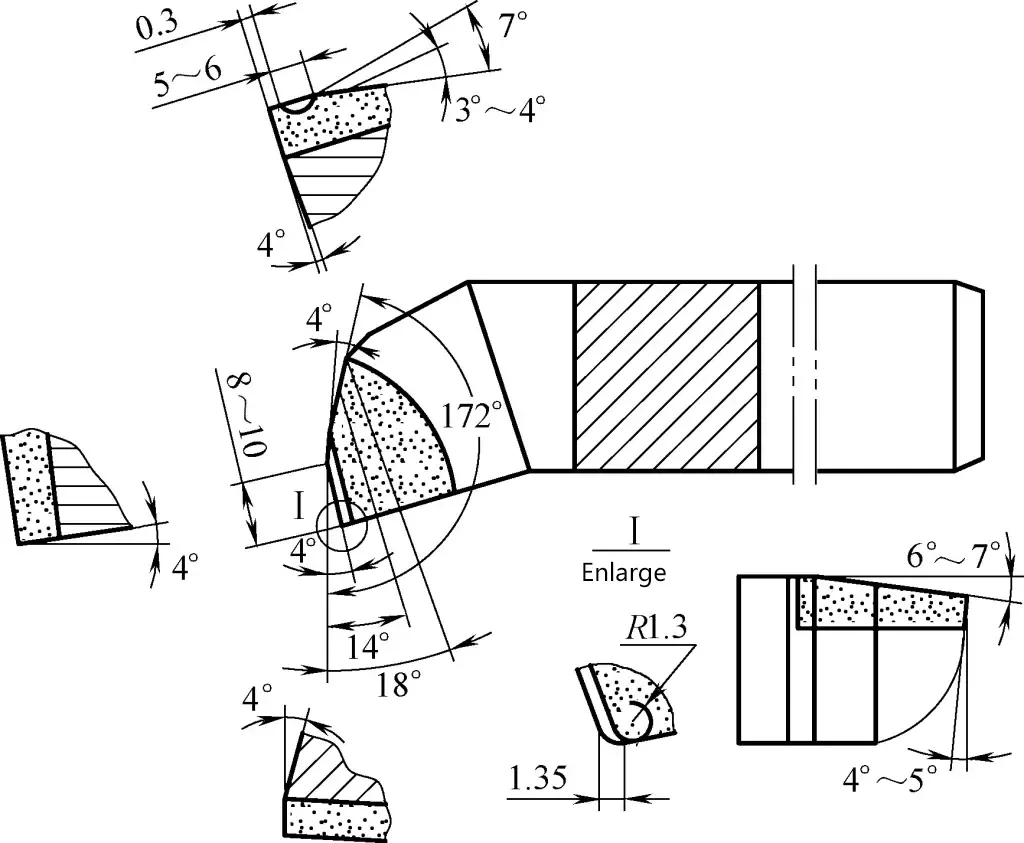
Dit kottergereedschap maakt gebruik van ongelijke spaanhoeken en de hoofdsnijkant heeft een gebroken lijnvorm. Tijdens het kotteren worden de linker- en rechterkant aan krachten blootgesteld, waardoor de snijkrachten goed worden uitgebalanceerd en gecompenseerd, de radiale snijkracht wordt verminderd en het snijproces stabieler wordt. De hoofdsnijkant vormt hoeken met het spaanbrekerplatform en het schuine spaanafvoeroppervlak, waardoor de spaanafvoer wordt verbeterd en de spaan op natuurlijke wijze kan breken.
De hoofdsnijkanthoek is een dubbele hoofdhoek en de hoek is relatief groot. Vergeleken met algemeen kottergereedschap heeft het een wighoek van 172° en is het geslepen met een negatieve afschuining en radius van de gereedschapspunt, waardoor de sterkte van het gereedschap wordt verbeterd en de levensduur wordt verlengd. Het materiaal van de gereedschapshouder is koolstofstaal van 45 kwaliteit. Omdat het een krachtig kottergereedschap is, moeten de afmetingen van de gereedschapshouder voldoende groot zijn om de stijfheid te verhogen en trillingen te verminderen.
De gebruikte snijparameters zijn: snijsnelheid v=140-150m/min; zaagdiepte a=12-15mm; voedingssnelheid f=0,3-0,5mm/r.
Bij het installeren moet dit kottergereedschap 1,5-2 mm hoger zijn dan het middelpunt van het werkstuk.
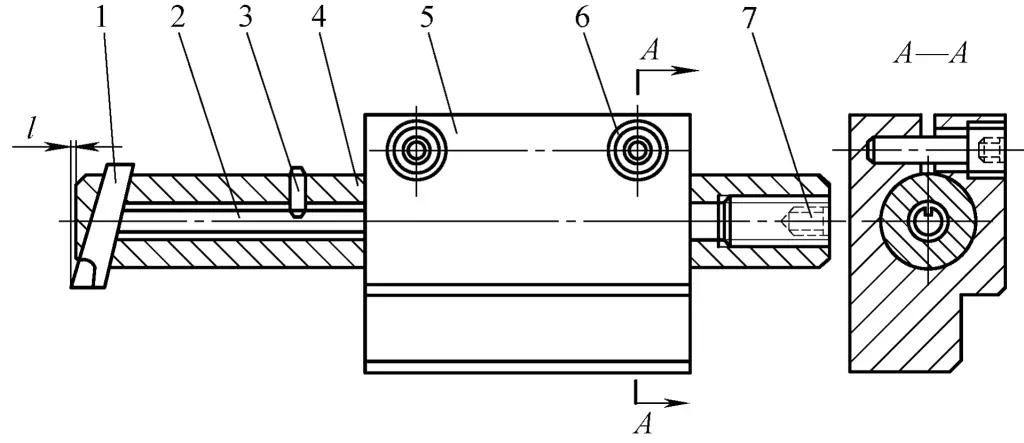
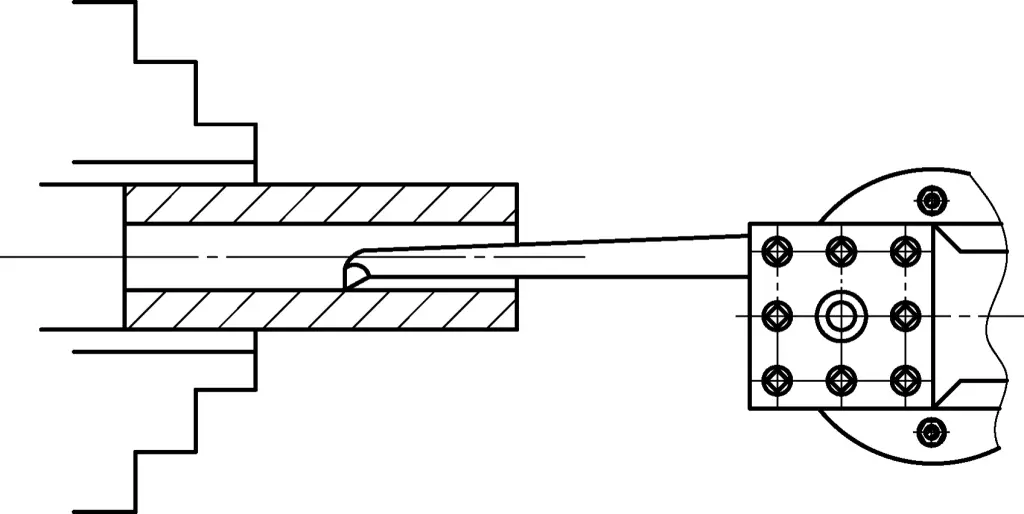
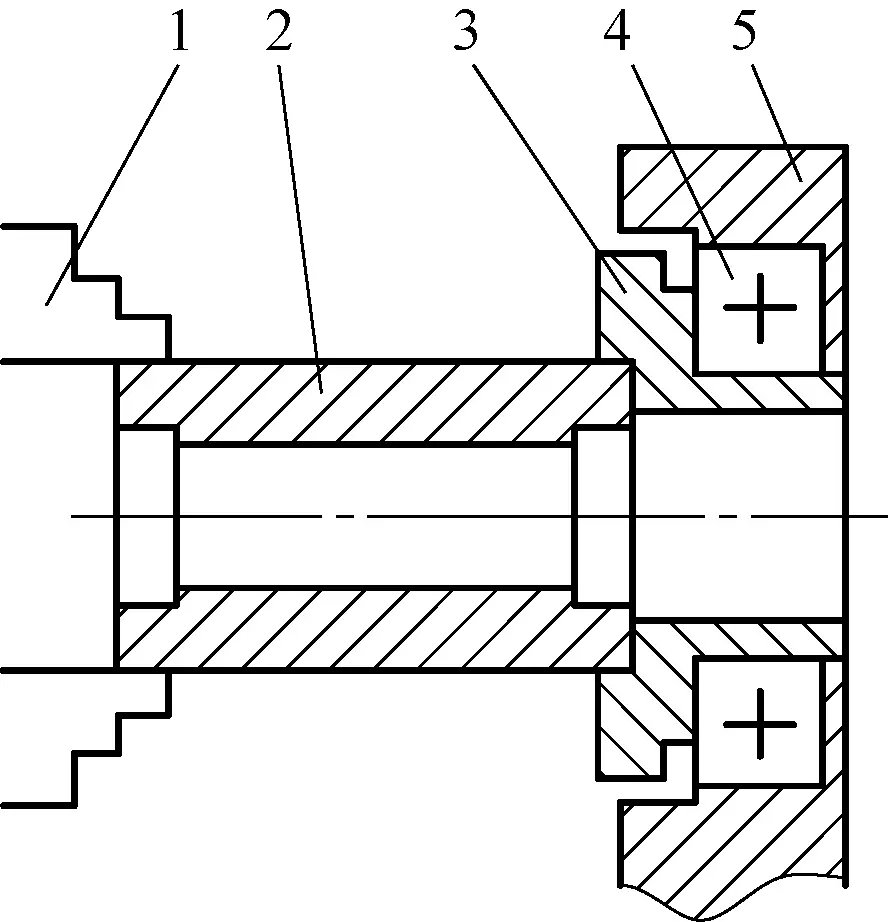
Voor grootschalige productie kan, om de efficiëntie te verbeteren en de kwaliteit van het kotteren te waarborgen, ook het kottergereedschap van afbeelding 7 worden gebruikt. Dit is een zeer efficiënt kottergereedschap dat gebruikt kan worden wanneer de bewerkingstolerantie groot is of bij het draaien van lange gaten met een ongelijke bewerkingstolerantie.
De structuur is een insteekfrees met een tweesnijdende gereedschapskop. Vier gelegeerde steunblokken zijn gelijkmatig aan de achterkant van de gereedschapskop gelast, waarbij de buitendiameter van de gelegeerde steunblokken ongeveer 0,04 mm kleiner is dan de binnendiameter van het gat dat door de gereedschapskop wordt geboord.
1-gereedschaphouder
2-Werkstuk
3-Legering steunblok
4-Kop met dubbelzijdig kottergereedschap
5-bevestigingsschroef
Tijdens het bewerken wordt de schacht van het gereedschap vastgeklemd op de gereedschapshouder, waarbij de as is uitgelijnd met het rotatiecentrum. Bij het boren snijdt de gereedschapskop met dubbele snijkant eerst in, onmiddellijk gevolgd door het gelegeerde steunblok dat het binnengat ondersteunt.
De buitendiameter van de vier gelegeerde steunblokken moet iets kleiner zijn dan de diameter van het gat dat door de kop van het gereedschap wordt geboord. Tijdens het boren bieden de gelegeerde steunblokken ondersteuning, waardoor de stijfheid van de schacht van het gereedschap wordt gegarandeerd, terwijl ze ook dienst doen als schrapers om de cilindriciteit van het binnenste gat te verbeteren en de oppervlakteruwheid te verminderen.
Bij het bewerken van lange gaten of snijden met een grote tolerantie zullen de spanen breder worden door de grotere bewerkingstolerantie. In dit geval kunnen meerdere spaanbrekende groeven achter de hoofdsnijkant worden geslepen om de spaanafvoer te vergemakkelijken en de toevoer van snijvloeistof te garanderen.
De snijsnelheid v c van dit kottergereedschap is 140m/min, met een voedingssnelheid f=0,2mm/r. Voor werkstukken met een speling van ongeveer 40 mm kan het kotteren in één werkgang worden voltooid.
De structuren van gereedschapshouders voor draaibanken zijn divers en worden bepaald door de omstandigheden van het werkstuk en de bewerkingsvereisten. Hieronder staan meer dan 10 typen kottergereedschapshouders voor selectie.
Zoals te zien is in Figuur 8, wordt het gesmeed uit een gebogen stalen plaat, met een hardmetalen gereedschapspunt die voor gebruik aan de gereedschapskop wordt gelast; als alternatief kan een materiaal van snelstaal integraal in de vereiste vorm van het kottergereedschap worden gesmeed (zonder dat de gereedschapskop hoeft te worden gelast).
a) Geïntegreerd kottergereedschap van snelstaal
b) Gelast kottergereedschap
Gebruik bij het boren de draaiknop op de kruisschuif om de zaagdiepte aan de achterkant te regelen.
Zoals te zien is in Figuur 9, zijn de kop en de schacht van dit kottergereedschap gescheiden. De kop kan worden verwijderd door de schroef los te draaien, waardoor het gereedschap gemakkelijk te slijpen en te vervangen is.
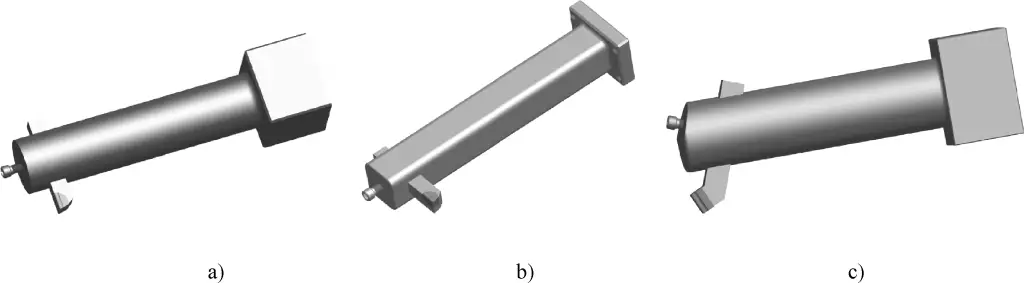
a) Formulier I
b) Formulier II
c) Formulier III
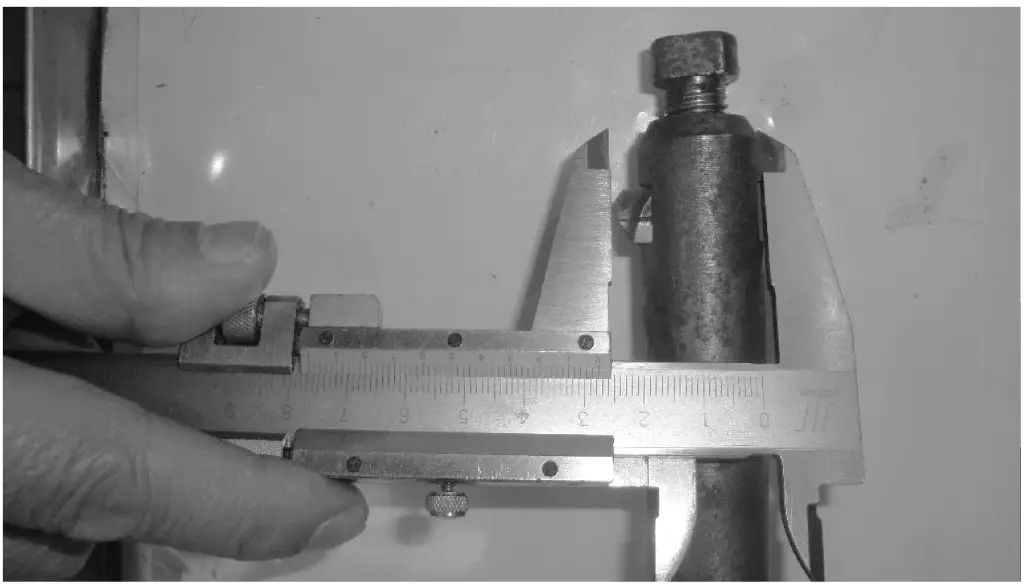
De structuur van de schacht van gewoon kottergereedschap is het eenvoudigst. Bij het aanpassen van de verlenging van de kop van het gereedschap, tik je meestal op de kop van het gereedschap en meet je met een schuifmaat of de verlenging aan de eisen voldoet (afbeelding 10). Als dit niet het geval is, tik dan nog een paar keer totdat de diameter van het gat gegarandeerd is.
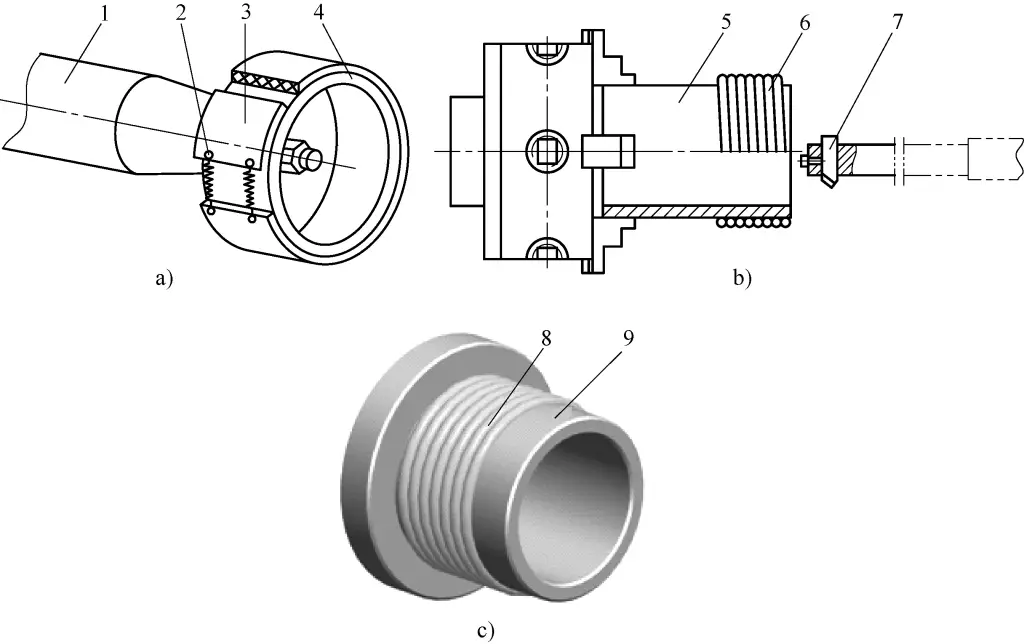
Figuur 11a toont het hoofdgedeelte van de schacht van het gaatjesboorgereedschap. Steek tijdens het gebruik het kottergereedschap voor kleine gaten (Afbeelding 11c) in het gat van het hoofdgedeelte en draai de moer (Afbeelding 11b) vast om het kottergereedschap vast te zetten.
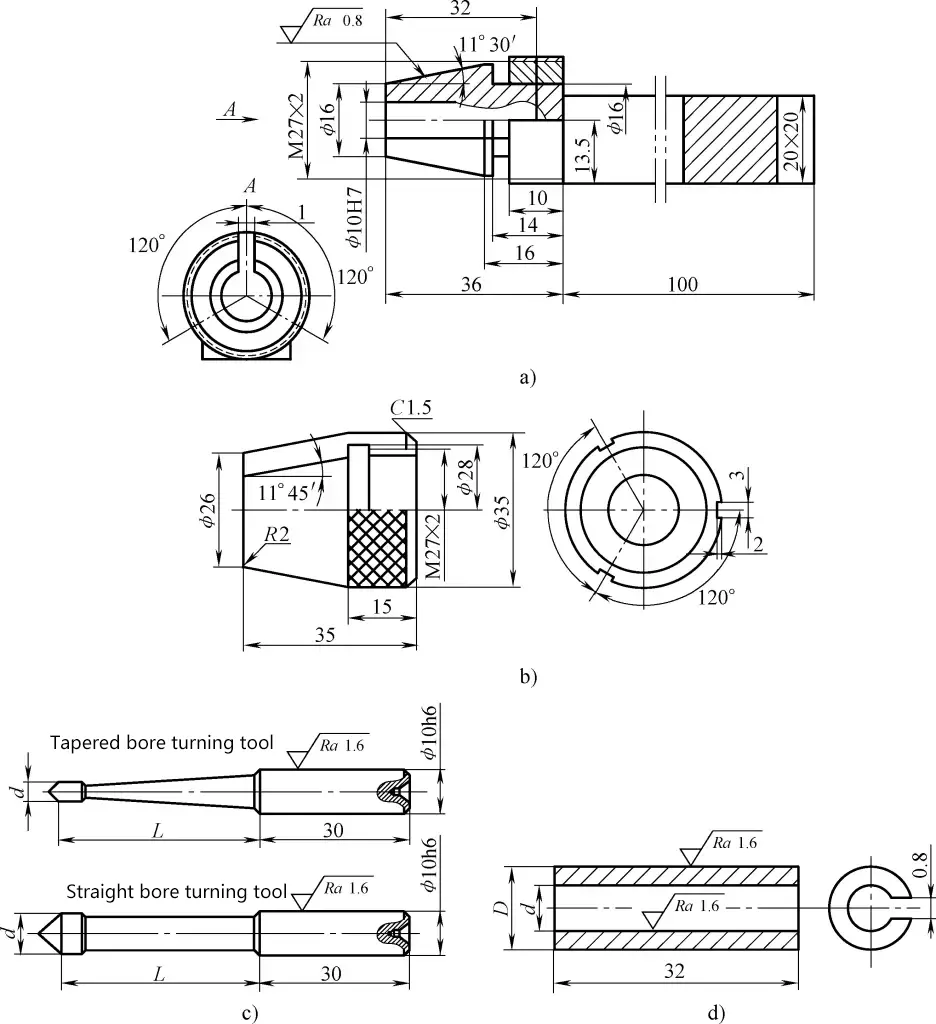
a) Bodymateriaal van de boorschacht
b) Schachtmoer van het boorgereedschap
c) Boorgereedschap voor kleine gaten
d) Contactdoos met open uiteinde
Gebruik bij het installeren van het kottergereedschap een kleine gebogen sleutel om de open gleuf van de moer vast te haken. Aangezien het linker uiteinde van de hoofdbehuizing van het kottergereedschap een gehard elastisch lichaam is, kan het het kottergereedschap stevig vastklemmen.
Eén kotterboorschacht kan worden voorzien van verschillende specificaties kottergereedschap om te voldoen aan de bewerkingsbehoeften van kleine gaten met verschillende diameters. Dit type kolf kan, in combinatie met een open kolf (afbeelding 11d), ook kleine centerboren, boren, ruimers enz. bevatten voor andere vormen van machinale bewerking.
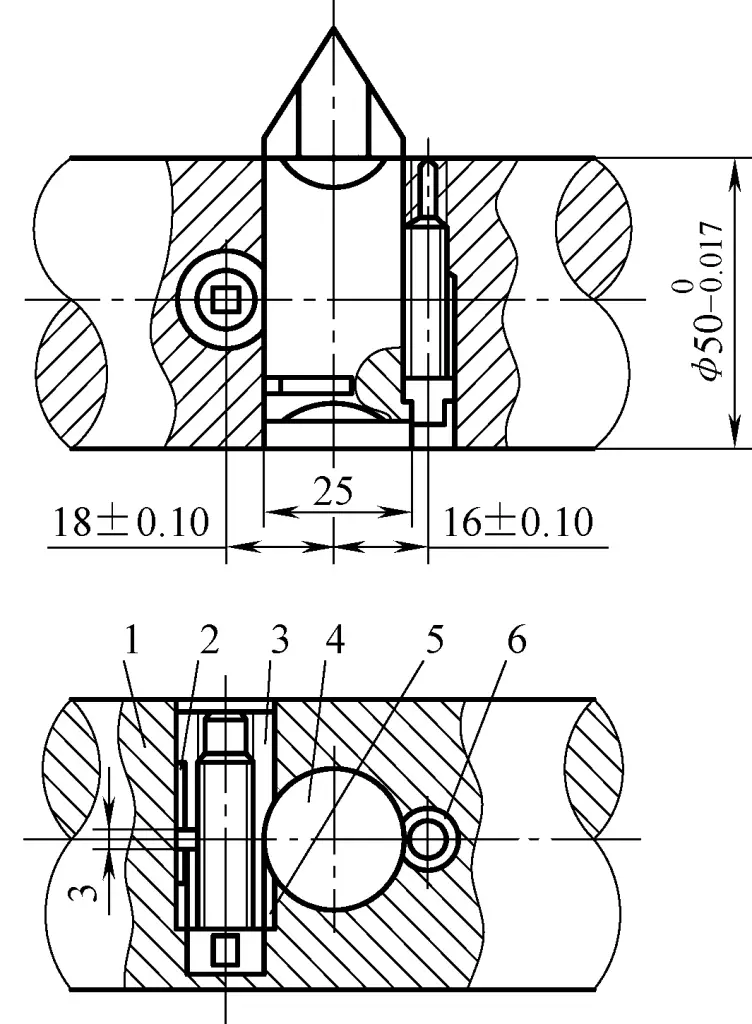
Steek bij gebruik de kleine gereedschapshouder in het boorgat van de kotter en draai de moer vast om de kleine gereedschapshouder vast te zetten. Dit type schacht (Figuur 12) is zeer geschikt voor het boren van gaten met een diameter van 20-40mm. Tijdens het kotteren moet overvloedig snijvloeistof worden gebruikt.
1-Moer
2-gereedschapsklem
3-Kleine gereedschapschacht
4-gaten gereedschap
5-Boorgereedschap schacht
De kolf van het kottergereedschap met spiraalgroef zorgt ervoor dat de spanen langs de spiraalgroef worden afgevoerd, waardoor verstopping van de spanen wordt voorkomen. Om trillingen te verminderen en de snedediepte te vergroten, moet de diameter van de kolf tijdens de productie worden vergroot. Deze kolf is geschikt voor het boren van doorlopende gaten en moet met snijvloeistof gebruikt worden.
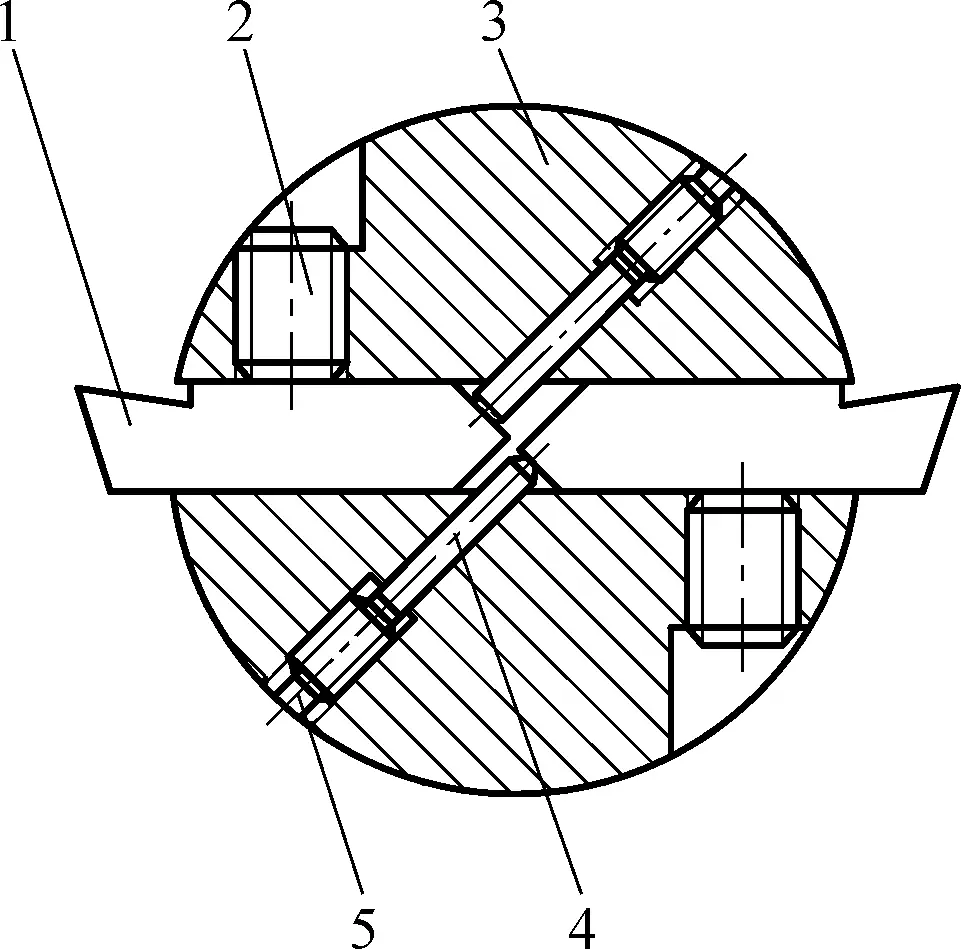
Zoals te zien is in Figuur 13, draait deze om een pen als draaipunt. Als de linkerschroef wordt vastgedraaid en de rechterschroef wordt losgedraaid, wordt de boordiameter groter; als de rechterschroef wordt vastgedraaid en de linkerschroef wordt losgedraaid, wordt de boordiameter kleiner. Steek de spankop in het conische gat van de spankop of maak het handvatgedeelte van de spankop conisch om direct in het conische gat van de spankop te steken.
1-Werkstuk
2-Boorgereedschap
3-schroef
4-pins
5-klokhuis
6-haakskop
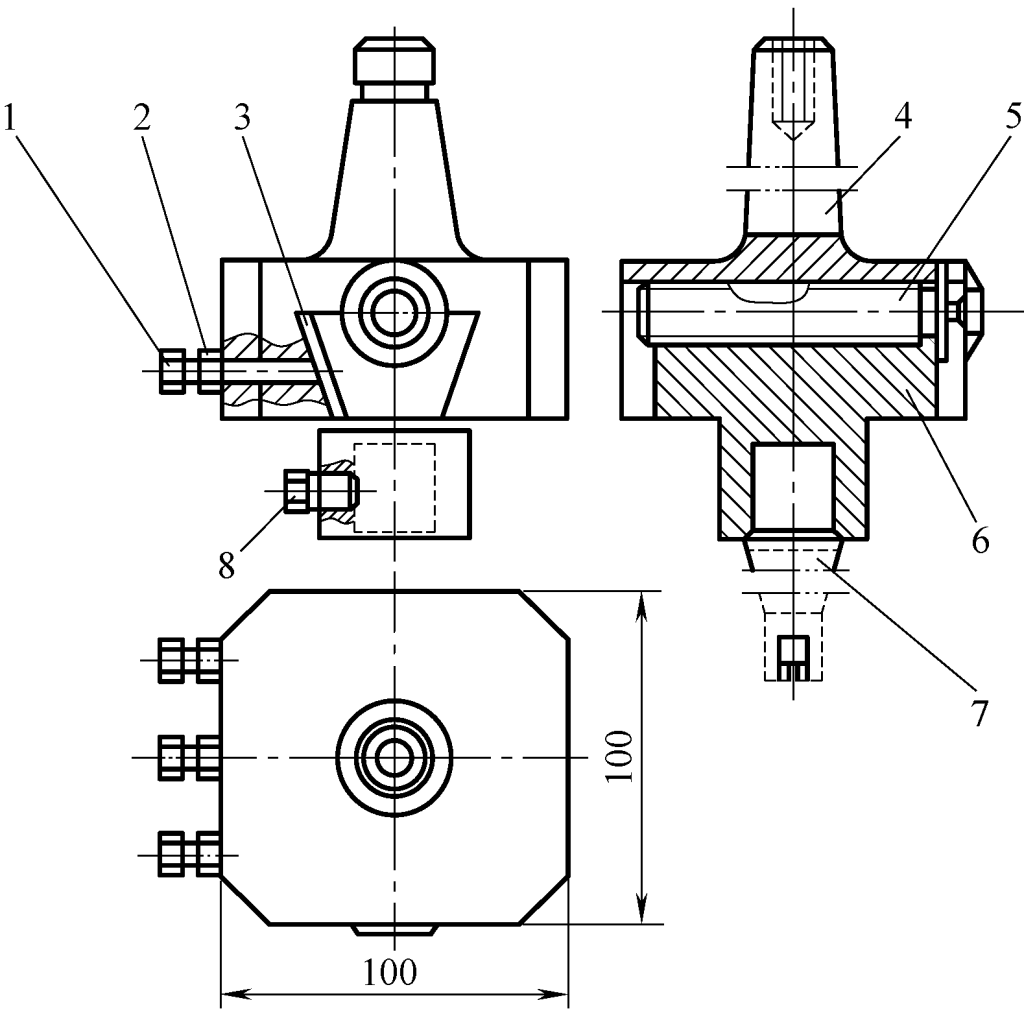
Zoals op afbeelding 14 te zien is, heeft dit kottergereedschap een vierkante kolfvorm. Wanneer je het gereedschap gebruikt, steek je het in het vierkante gat van het boorlichaam en klem je het vast met de bevestigingsschroef en de pivotdrukschroef. De drukschroef dient ook als draaipunt. Draai tijdens het gebruik aan de instelschroef om de kolf van het kottergereedschap onder de juiste hoek om de drukschroef te draaien voor fijnafstelling.
1-gereedschap
2-Vastzetschroef
3-Pivot drukschroef
4-Boorschacht
5-gereedschapskop
6 Vierkant ijzer
7-Verbindingsblok
8-Aanpassingsschroef
Deze kolf van kottergereedschap is ontworpen op basis van het hefboomprincipe.
Zoals te zien is in figuur 15, is het hoofddeel verbonden met de flens van de draaibankspil. Het binnenste gat van de excenterhuls heeft een excentriciteit e ten opzichte van de buitenste cirkel (de excentriciteit e wordt bepaald aan de hand van specifieke situaties). Om de boormaat aan te passen, draai je de bevestigingsschroef los en draai je de excenterhuls.
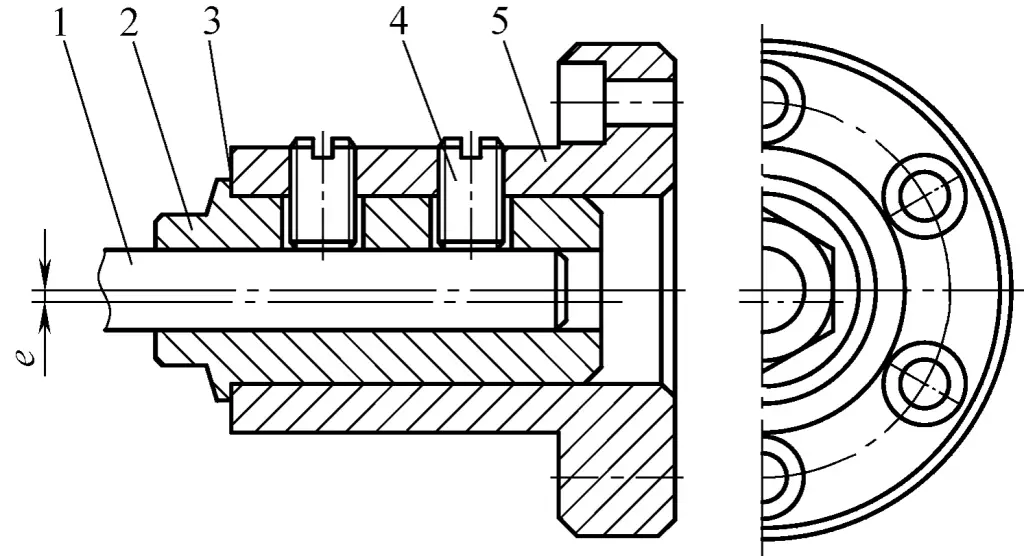
1-gereedschapschacht
2-excentrische huls
3-Schaal lijn
4-Vastzetschroef
5-Hoofdgedeelte
Er zijn schaallijnen op zowel het uiteinde van de excentrische huls als op het hoofdgedeelte. De afstellingshoeveelheid kan worden afgelezen van de schaallijnen. Draai na het afstellen de bevestigingsschroef vast. Deze kolf van het kottergereedschap is geschikt voor het boren van relatief kleine gaten.
Zoals op afbeelding 16 te zien is, zijn er gelijkmatig geplaatste puntige tanden op zowel het uiteinde van de schacht van het kottergereedschap als de onderkant van de kop van het gereedschap, die in elkaar grijpen. Twee koppen, 1 en 2, zijn 180° ten opzichte van elkaar aan de voorkant van de kotterbeitel gemonteerd.
1-gereedschapskop 1
2-puntige tanden
3-gereedschap inzetstuk 2
4-gereedschapskop 2
5-tands groef
6-schroef
7-Boorgereedschap
8-gereedschap inzetstuk 1
9-Boorschacht
Gereedschapshouders worden op de gereedschapskop gelast, die een lange sleuf heeft. Om de uitschuifafstand van de wisselplaat in te stellen, draait u de schroef los en kan de kop van het gereedschap radiaal langs de tandgroef bewegen. Draai de schroef weer vast na het afstellen. De punttanden moeten een bepaalde hardheid hebben om beschadiging en vervorming te voorkomen.
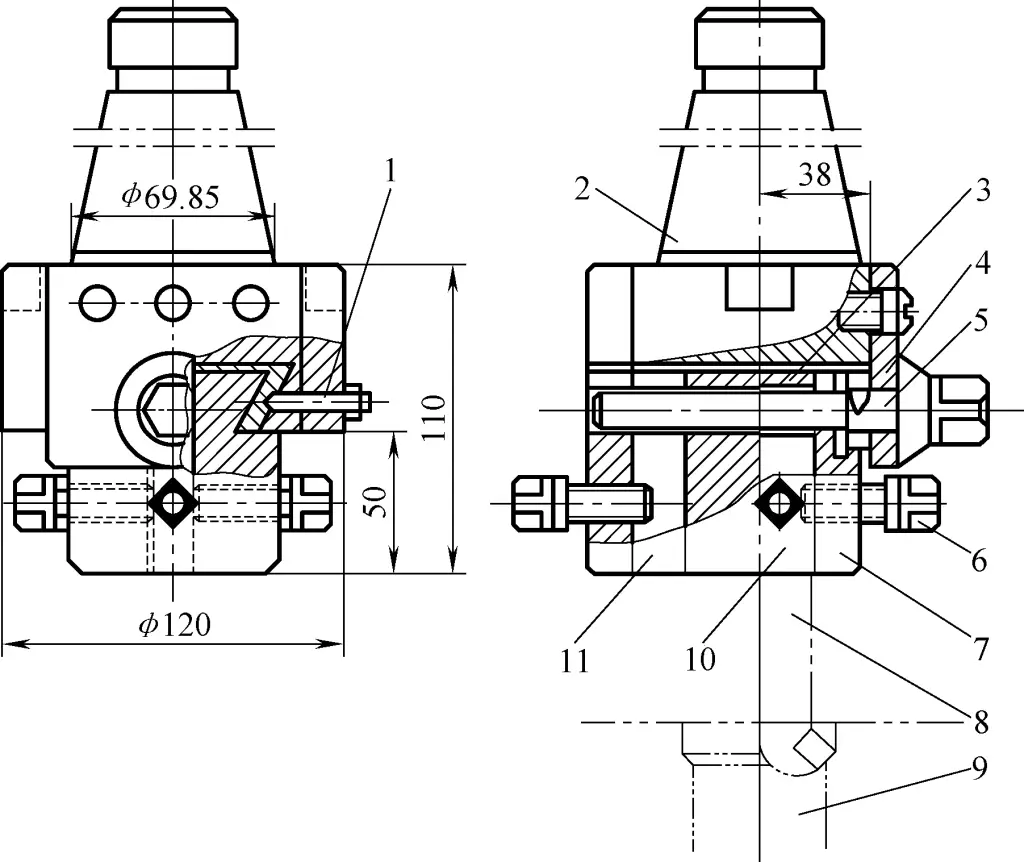
Zoals op afbeelding 17 te zien is, wordt de kolf van het kottergereedschap 2 in het conische gat van de spindel 1 geplaatst, wordt de kolf van het gereedschap 8 in het draadgat van de binnencilinder 5 geplaatst en wordt de buitenkoker 3 via schroefdraad met de kolf van het kottergereedschap 2 verbonden. De binnencilinder 5 en de buitenmof 3 zijn verschuifbaar.
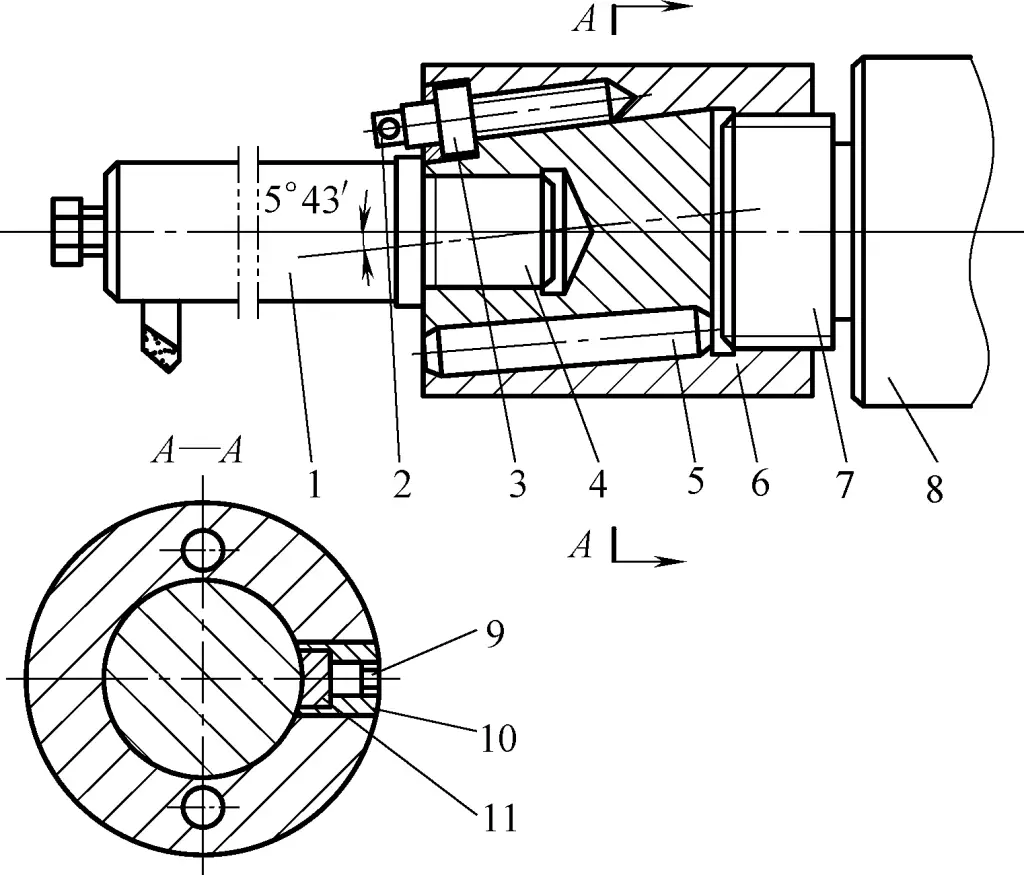
1-spindel
2-Boorgereedschapschacht
3-buitenmouw
4-Cilindrische pin
5-Binnenste cilinder
6-nul ring
7-Fijnafstelling schroefstang
8-gereedschapsschacht
9-Hexagon inbusbout
10-Mof met schroefdraad
11-Bras bevestigingsring
De middellijn van het binnengat van de buitenmof 3 staat onder een hoek van 5°43′ ten opzichte van de as van de schacht van het kottergereedschap 2. Om het kottergereedschap af te stellen, draait u eerst de inbusbout 9 los en draait u vervolgens aan de fijnafstemmingsschroefstang 7 om de binnencilinder 5 in de buitenmof 3 radiaal langs de hellende middellijn te laten bewegen. Draai na het afstellen de inbusbout 9 weer vast.
De schouder van de fijnafstemmingsschroefstang 7 heeft cirkelvormige schaalverdelingen op gelijke afstand van elkaar. Wanneer de spoed 1,5 mm is, resulteert één volledige omwenteling in een radiale beweging a van de cilinder 5 van: 15mm×sin5°43’=1.5mm×0.0996=0.1494mm≈0.15mm. Als de fijnafstemmingsschroefstang 7 30 schaalverdelingen heeft, dan is de radiale beweging voor één schaalverdeling a/30=0,1494mm/30≈0,005mm.
Zoals op afbeelding 18 te zien is, maakt het schuine gat van deze kolf van boorgereedschap een hoek van 60° met de as van de kolf. Het schuine gat heeft een dubbele spiebaan en bevat een klemschroefstang voor het gereedschap. De dubbele bolle spie kan in het dubbele spiegat van het schuine gat glijden, waarbij het cilindrische deel in het schuine gat past. De ronde ijzeren sluitring zit vast in het schuine gat van de schacht van het kottergereedschap.
De indexeermoer wordt gebruikt om de uitschuifafstand van de gereedschapskop in te stellen. Nadat de klemschroefstang van het gereedschap op de gewenste maat is afgesteld, worden de schroef en de ronde ijzeren sluitring samen vastgezet. De sluitring, pakking en elastische ring worden gebruikt om stof te voorkomen en te dempen.
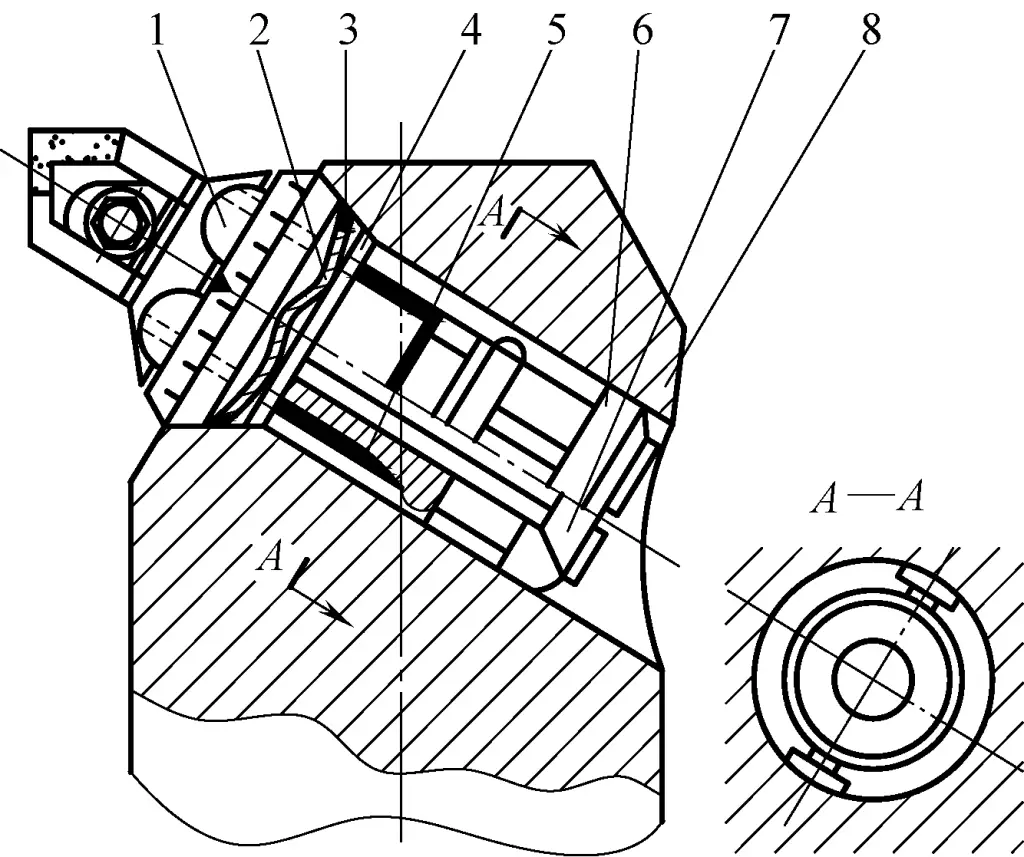
1-Indexeermoer
2-Elastische ring
3-Dichtingsring
4-wasmachine
5-gereedschap klemschroefstang
6-Cirkelvormige ijzeren sluitring
7-schroef
8-Boorschacht
Er staan schaalverdelingen op de indexeermoer. Als de indexeermoer één volledige omwenteling draait, verplaatst de klembout één spoed. Bijvoorbeeld: als de schroefdraad M18×1,5 is, staat deze onder een hoek van 60° ten opzichte van de schachtas van het kottergereedschap: 1.5mm×sin60°=1.299~1.33mm. Als de indexeermoer 65 schaalverdelingen heeft, resulteert één rotatie van de indexeermoer in een radiale verplaatsing van de gereedschapspunt van 0,02 mm.
Zoals op afbeelding 19 te zien is, staat de verstelrichting van het verlengstuk van de gereedschapskop bij deze boorbeitel loodrecht op de as van de beitel. In de afbeelding is de hoofdbehuizing op de kolf van het kottergereedschap gemonteerd en met een lange schroef vastgezet. De gereedschapskop wordt in het gat van de spanhuls geplaatst en met een kleine schroef vastgezet.
Het kleine uiteinde van de schroefstang wordt in het draadgat van de gereedschapsklembus geschroefd en het grote uiteinde wordt in het draadgat van de hoofdbus geschroefd. De spoed van het grote en kleine uiteinde van de schroefstang is verschillend. Draai om af te stellen
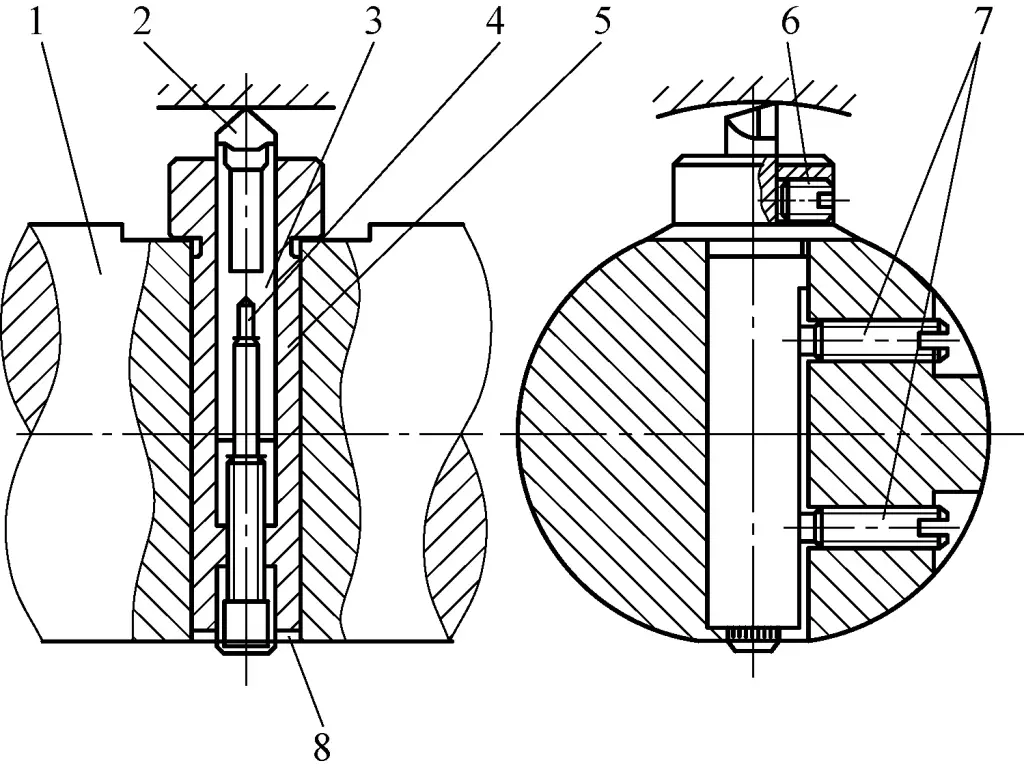
1 - Boorstang
2 - Gereedschapskop
3 - Gereedschapshuls
4 - Draadstang
5 - Hulphuis
6 - Kleine schroef
7 - Lange schroef
8 - Gegradueerde lijnen
Om af te stellen draait u eerst de kleine schroef los waarmee de kop van het gereedschap vastzit. Graduatielijnen op de draadstangkop maken precieze controle van de beweging van de gereedschapskop mogelijk.
Zoals op afbeelding 20 te zien is, is de kop van het kottergereedschap op de staaf cilindrisch. Door aan de fijnstelschroef 6 te draaien wordt de kop van het kottergereedschap 4 radiaal langs de kotterbeugel bewogen. Door het vast- of losdraaien van de inbusbout 5 worden de glijblokken 2 en 3 bewogen om de kop van het kottergereedschap 4 vast of los te zetten.
1-Boring bar
2, 3-schuif
4-Snijkop
5-Hex inbusbout
6-Schroef voor fijnafstelling
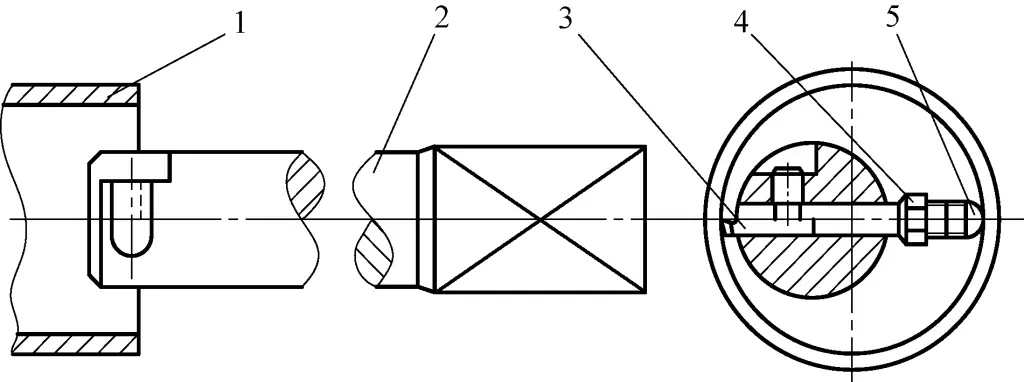
Zoals getoond in Figuur 21 wordt een vierkant gat dwars op het uiteinde van de kotterbeugel gemaakt. Aan elk uiteinde wordt een kort kottergereedschap van snelstaal ingebracht. Het binnenste uiteinde van het korte kottergereedschap wordt in een V-vorm geslepen en met bevestigingsschroeven vastgezet. Bij het aanpassen van de uitsteeklengte van het korte kottergereedschap kan de stelschroef onder een hoek van 45° worden gedraaid om de cilindrische pen naar voren te duwen, waardoor het korte kottergereedschap wordt bewogen.
1-Boorgereedschap
2-bevestigingsschroef
3-Boring bar
4-Cilindrische pin
5-Aanpassingsschroef
Tijdens het kotteren dragen de twee korte kottergereedschappen elk de helft van de achterste snedediepte, oftewel het ene dient als ruw kottergereedschap terwijl het andere dient als fijn kottergereedschap.
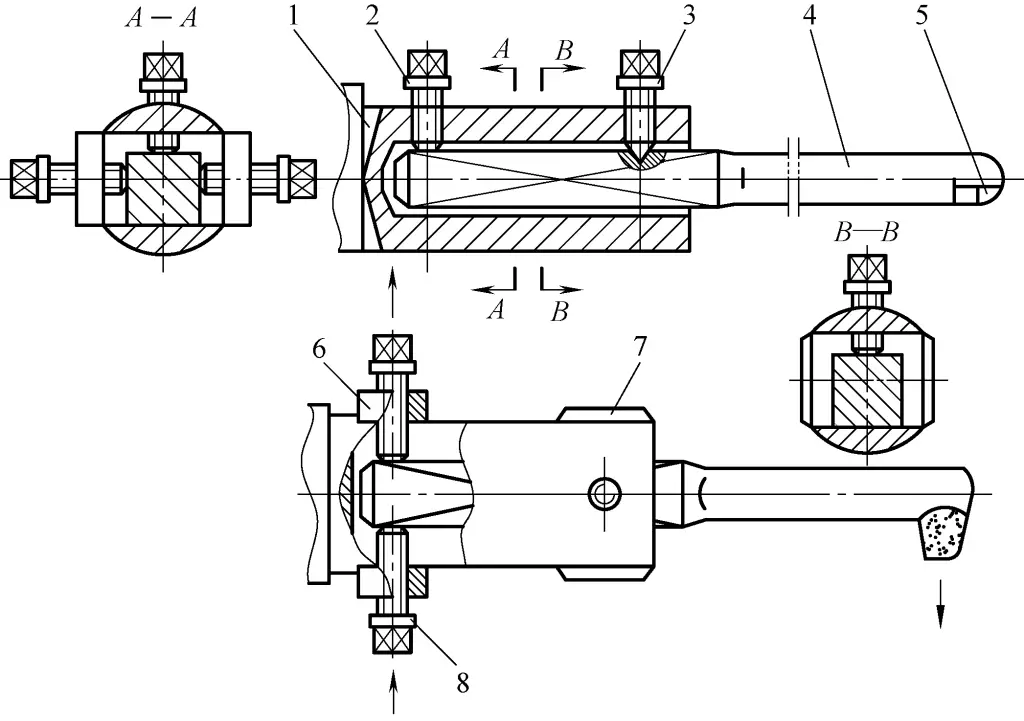
(Afbeelding 22) Tijdens gebruik past de conische schacht in het conische gat van de spindel. Nadat je de kotter in het conische gat hebt gestoken, gebruik je een trekstang aan de achterkant van de spindel van de draaibank om de kotter te trekken. Er zit een zwaluwstaartgroef onder de conische schacht, waar een zwaluwstaartblok in schuift. Als de geleidingsschroef wordt gedraaid, kan het zwaluwstaartblok langs de zwaluwstaartgroef bewegen, waardoor de rotatiediameter van de snijkop wordt aangepast.
1-slotschroef
2-slotmoer
3-Aanpassingsplaat
4-Hoofdgedeelte
5-Lead schroef
6 Zwaluwstaartblok
7-Boring bar
8-Vastzetschroef
Aan een uiteinde van de draadspil is een schaalverdeling aangebracht om de snijdiepte te regelen. De wijzerplaat heeft schaallijnen met 100 verdelingen. De schroefdraad op de geleidingsschroef is M20×2 en elke gedraaide schaalverdeling vergroot de achtersnijddiepte met 0,02 mm. De kotterbeugel wordt vastgezet met bevestigingsschroeven. Draai bij het aanpassen van de afmetingen eerst de borgschroef los en draai dan de geleidingsschroef. Draai na het afstellen de borgschroef en de borgmoer vast.
Zorg er bij de productie van deze kotterkop voor dat de binnenschroefdraad op het zwaluwstaartblok en het hoofdlichaam in elkaar passen om een goede passing met de loodschroef te garanderen.
Fijnafstemmende boorstaafconstructies zijn geschikt voor het boren van gaten met een grote diameter.
(Afbeelding 23) Als je aan de geleidingsschroef draait, verplaatst de vierkante moer het zwaluwstaartblok op de gereedschapshouder radiaal langs de zwaluwstaartgroef, waardoor de rotatiediameter van de kotterstang wordt aangepast. Draai na elke aanpassing de moer van de borgschroef vast.
1 Borgschroef, moer
2-Taps toelopende schacht
3-Vierkantmoer
4-Positieplaat
5-Lead schroef
6-schroef
7-gereedschaphouder
8-Boring bar
9-Werkstuk
10-Montagegat eerste gereedschap
11-Tweede gereedschapbevestigingsgat
Op de gereedschapshouder zijn twee montagegaten aangebracht, op verschillende afstanden van het midden van de conische kolf van de kotter. Voor het boren van grote gaten, monteer je de kotter in het tweede montagegat; voor kleine gaten gebruik je het eerste montagegat. Aan de zijkant van elk montagegat zit één schroef (of er kunnen er twee gebruikt worden) om het kottergereedschap vast te zetten.
De loodschroef heeft een rechthoekige schroefdraad met een spoed van 3 mm. De conische wijzerplaat heeft 100 schaalstreepjes op gelijke afstand van elkaar. Elke gedraaide markering verplaatst de gereedschapshouder met 0,03 mm.
Voor het boren van gaten met een grote diameter kan de grootgatboorbeugel (ook wel combinatieboorbeugel genoemd) worden gebruikt die in Afbeelding 24 wordt getoond. Verwijder de kleine slede van de draaibank en monteer het hoofddeel van de grootgatboorbeugel. Klem de kotter in het hoofddeel, steek de kotterkop in het vierkante gat aan het linker uiteinde van de kotterstang, draai de bevestigingsschroef vast en zet de kotterkop vast met de drukstang. Draai de inbusbout los om de uitsteeklengte van de kotter te veranderen.
1-Boorkop
2-Trekstang
3-Locatiepin
4-Boring bar
5-Hoofdgedeelte
6-Hex inbusbout
7-Vastzetschroef
De lengte van de positioneerpen die in de kotterstang uitsteekt, moet ervoor zorgen dat de drukstang vrij in de kotterstang kan bewegen. Na het aanpassen van de uitsteeklengte van de kotterstaaf, draait u de inbusbout vast.
Het hoofdlichaam van de grootgatboorbeugel is gemaakt van gietijzer, waardoor het goede trillingsdempende eigenschappen heeft.
Figuur 25 toont de meest eenvoudige methode voor kotteren op een draaibank. Als het werkstuk te groot of te lang is om gemakkelijk op de draaibank gemonteerd te worden, wordt vaak de methode gebruikt waarbij het werkstuk op de samengestelde slede gemonteerd wordt om te kotteren.
1-spindel
2-Boring bar
3-Snijkop
4-Werkstuk
5-Inrichting
6-kompasglijbaan
7-staartbokcentrum
Verwijder de kleine slede en de gereedschapshouder van de samengestelde slede. De opspanning 5 wordt met T-gleuven op de samengestelde slede bevestigd. De kotterbeugel wordt tussen de centers van de spindel en de losse kop gemonteerd, waardoor de kotterbeugel kan draaien terwijl het werkstuk stationair blijft tijdens de bewerking.
Om de boorpositie te bepalen, kunnen bewerkingslijnen op beide uiteinden van het werkstuk worden getekend. Een staaldraadnaald is bevestigd aan de snijkop 3. Draai de spindel en de kotterbeugel om de naaldpunt uit te lijnen met de markeringen van de bewerkingslijnen op beide uiteinden van het werkstuk voor positionering. De zijdelingse positie van het werkstuk wordt aangepast via de samengestelde slede, terwijl de hoogte wordt aangepast met behulp van vulringen of pakkingplaten.
Deze kottermethode vereist zeer nauwkeurige centerboringen aan beide uiteinden van de kotterstaaf 2, en er moeten vaste centra worden gebruikt (roterende centra hebben grotere rotatiefouten).
Als tijdens het precisieboren de zaagdiepte met een kleine hoeveelheid (zoals 0,05 ~ 0,1 mm) moet worden vergroot, is het moeilijk om dit te regelen met de schaalverdeling op de geleider van de samengestelde slede.
In dit geval kan, naast de eerder geïntroduceerde meetklokbesturingsmethode en het draaien van de kleine sledehoek om de radiale aanzet te regelen, de verticale gereedschapsmontagemethode van afbeelding 26b worden gebruikt. Hierbij wordt de kotterkop verticaal op het werkstuk geplaatst (in plaats van horizontaal zoals in Afbeelding 26a), waardoor het kottergereedschap aan de bovenkant van het werkstuk kan snijden. Wanneer de slede zich verplaatst, beweegt deze tangentiaal langs de te bewerken boring.
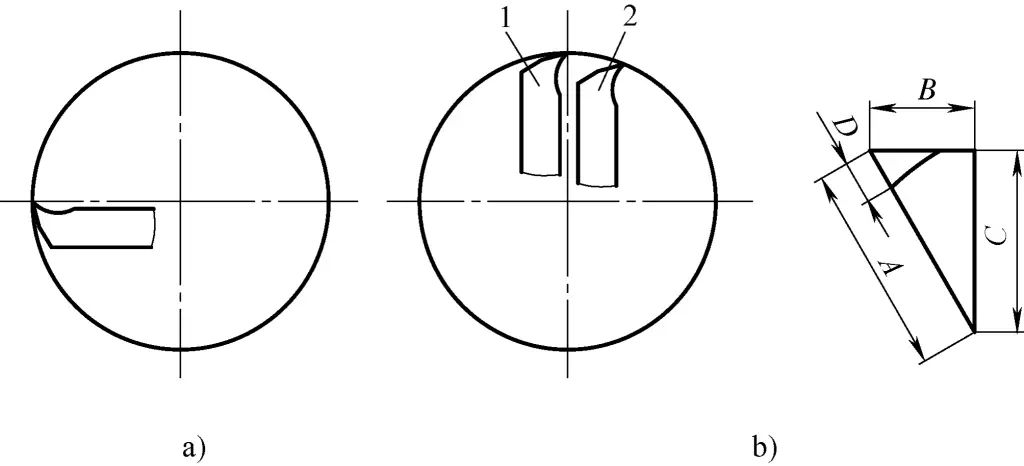
a) Normale montagemethode
b) Verticale montagemethode
1-Gereedschapspositie vóór bewerking
2-Gereedschapspositie na bewerking
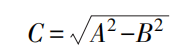
In afbeelding 26b is D de bewerkingstolerantie van de boring en C de benodigde gereedschapshouderbeweging om de bewerkingstolerantie D te bereiken:
Tijdens het kotteren werkt het kottergereedschap in half gesloten toestand en het uitstekende deel van de kotterbeugel is relatief lang, zodat er waarschijnlijk trillingen optreden.
Er zijn meerdere oorzaken voor trillingen, zoals verkeerd opspannen van het werkstuk, slechte stijfheid van de opspanning, ernstige lagerslijtage van de spindel, slijtage van de geleiderail, losse instelling van de speling van de slede, botte snijranden, te veel uitsteeksel van de kotterbeugel (Afbeelding 27), onvoldoende stijfheid van de kotterbeugel, onjuiste snijparameters of onjuiste bewerkingsmethoden. Wanneer trillingen worden gedetecteerd, moet de oorzaak worden vastgesteld en dienovereenkomstig worden aangepakt.
Om trillingen tijdens het boren te voorkomen en op te lossen, kunnen de volgende maatregelen worden genomen vanuit het perspectief van een technologisch systeem:
Als de kotterstang niet stijf genoeg is, treden er niet alleen trillingen op tijdens het kotteren, maar ook een "doorbuiging van het gereedschap", wat resulteert in een taps toelopend gat met een afnemende diameter naar binnen toe. Als er geen problemen zijn met de nauwkeurigheid van de draaibank, moeten er methoden worden toegepast om de stijfheid van de kotterstaaf te verhogen.
Methoden om de stijfheid van de kotterstang te vergroten zijn onder andere het vergroten van de breedte en dikte van de staaf, maar dit kan de staaf te volumineus maken en het probleem niet volledig oplossen. Een andere benadering is het gebruik van hulpsteunen. De volgende methoden hebben enkele structurele variaties, maar werken volgens hetzelfde principe.
Zoals getoond in Figuur 28, maakt u een gat met M10 schroefdraad in de kotterstaaf en schroeft u er een bout met ronde kop en de juiste lengte in. Maak tijdens het boren eerst een proefsnede om een 20-30 mm lang voorgeboord gat te maken, stop dan de machine en stel de rondkopbout op de kotterstang zo af dat de ronde kop de voorgeboorde gatwand raakt. Zet de rondkopbout vast met een borgmoer (niet afgebeeld) en ga dan verder met kotteren.
1-Rondkopbout
2-Boring bar
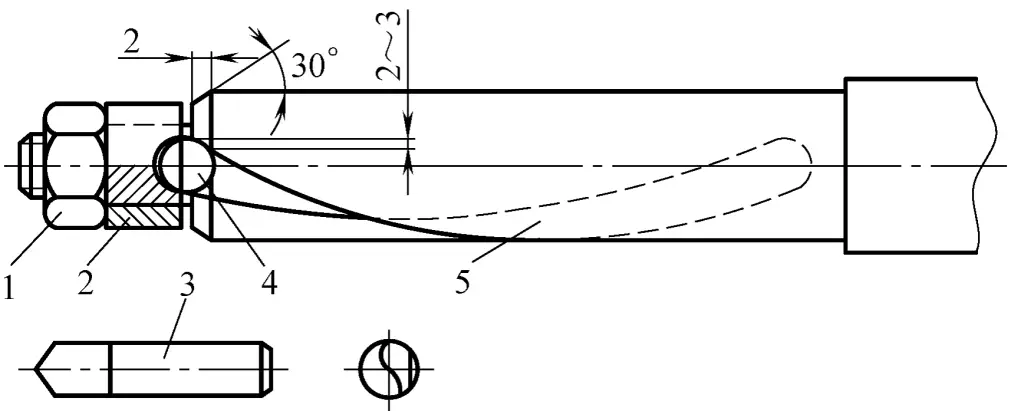
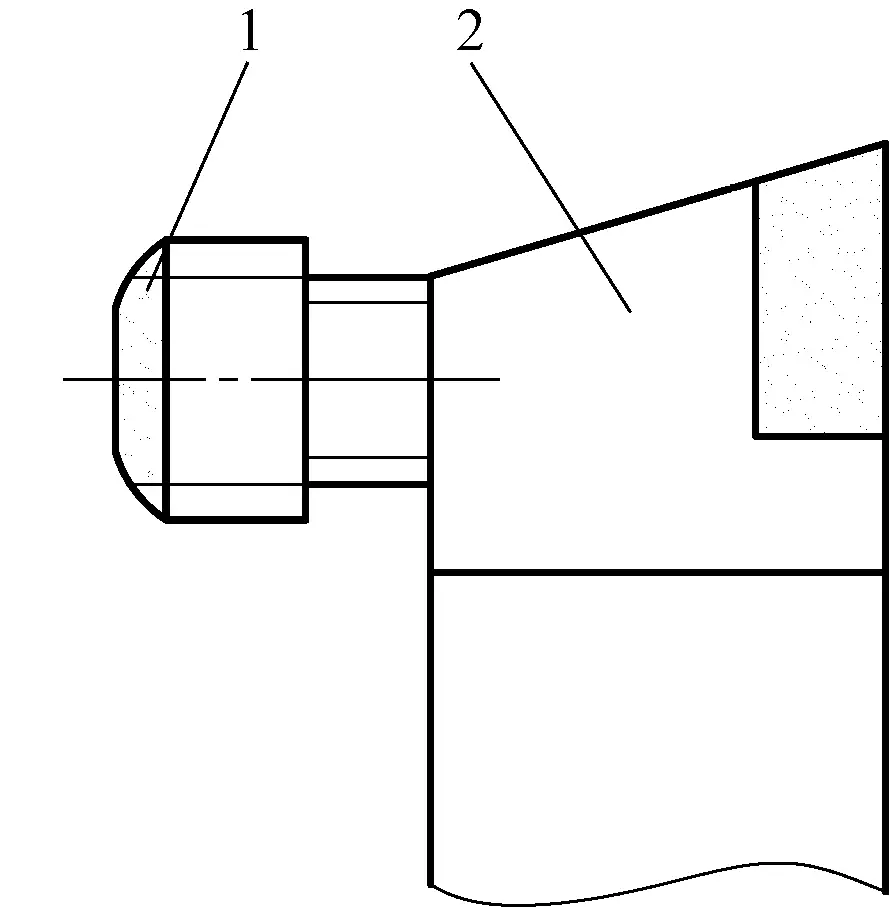
Zoals getoond in Figuur 29, installeer een buisvormige schroefdraadconnector op de achterkant van de punt van het kottergereedschap onder een hoek van 180°. De buisvormige schroefdraadconnector heeft een stalen kogel. Tijdens het kotteren kan de stalen kogel vrij ronddraaien en contact houden met het bewerkte oppervlak, wat de stijfheid van de kotter vergroot.
1-Werkstuk
2-Boring bar
3-Snijkop
4-buisaansluiting met schroefdraad
5-Staal bal
Voor gaten met een grote diameter en lengte kan tijdens het boren de methode van Figuur 30 worden gebruikt. Installeer een stelschroef 180° achter de punt van het kottergereedschap en een andere schroef er loodrecht op. De ene schroefkop bevindt zich op hetzelfde draaioppervlak als de punt van het kottergereedschap, terwijl de andere er iets achter zit.
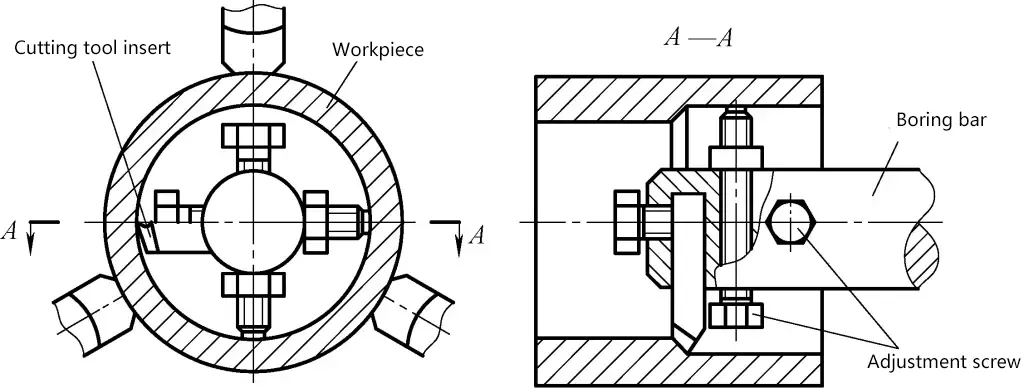
Draai de borgmoeren vast nadat u de uitsteekafstand van de schroefkoppen telkens hebt aangepast. Tijdens het kotteren komen de schroefkoppen in contact met het bewerkte oppervlak, waardoor de kotterstang wordt ondersteund.
De methode waarbij hulpsteunen worden gebruikt om de stijfheid van de kotterstang te verbeteren, is geschikt voor ruw kotteren en halfafgewerkt kotteren.
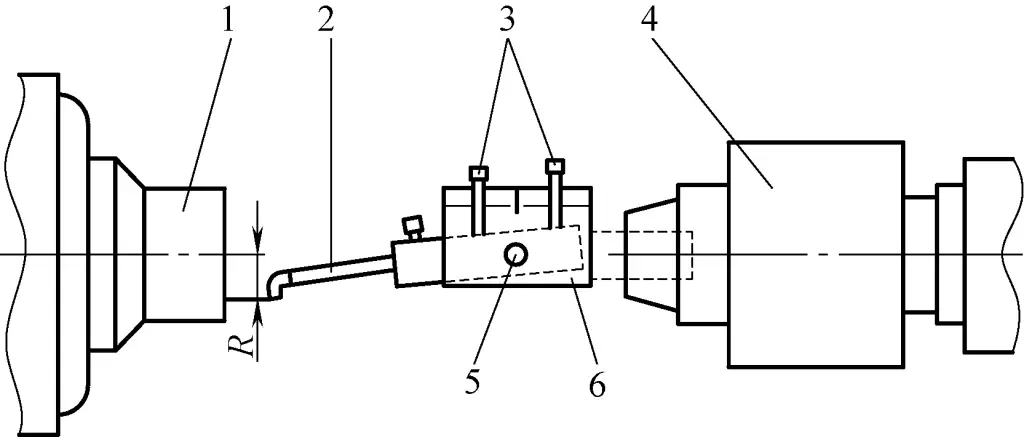
Bij het draaien van werkstukken met langere gaten kan een steun worden gebruikt om het werkstuk te ondersteunen en de stijfheid te vergroten, zoals getoond in Figuur 31.

Voor batchbewerkingen van werkstukken met een kleinere diameter kan de hulpsteunmethode uit afbeelding 32 worden gebruikt. Bevestig tijdens het kotteren de hulpondersteuning op het draaibankbed (zoals bij het bevestigen van een steun), waarbij de groef op de steunring contact maakt met het eindvlak en de buitendiameter van het werkstuk (de gatdiameter van de steunring moet groter zijn dan de boordiameter). Op deze manier zal het draaien van het werkstuk tijdens het kotteren ook de steunring doen draaien.
1-klauwbek
2-Werkstuk
3-De steunring
4-Kogellager
5-Hulpondersteuning
Figuur 33a toont een 5mm dik rubber vel (of rubber band) gewikkeld rond de buitencirkel van het werkstuk, aangespannen met een veer, wat een goed trillingsdempend effect kan bereiken. Afhankelijk van de diameter en breedte van het dunwandige buisvormige werkstuk kan een buisvormige elastische band worden genaaid en over de buitencirkel van het werkstuk worden aangebracht, zoals getoond in Figuur 33b, gevolgd door een precisiebewerking van de gaten.
a) Rubberfolie gebruiken voor trillingsdemping
b) Gebruik van elastiek voor trillingsdemping
c) Gebruik van rubberen buis voor trillingsdemping
1-Mandrel
2-Voorjaar
3-Rubber vel
4, 5-Werkstuk
6-Elastische band
7-Boorgereedschap
8-Rubberen buis
9-Buisvormig werkstuk
Afbeelding 33c toont het wikkelen van een rubberen buis rond de buitenste cirkel van het werkstuk, wat ook een bepaald effect kan hebben. Omdat rubberen materialen allemaal elastomeren zijn, gelijk aan een dempende trillingsdemper, gebruiken ze demping om energie af te voeren, resonantieamplitude te verminderen en trillingen te elimineren of te verminderen.
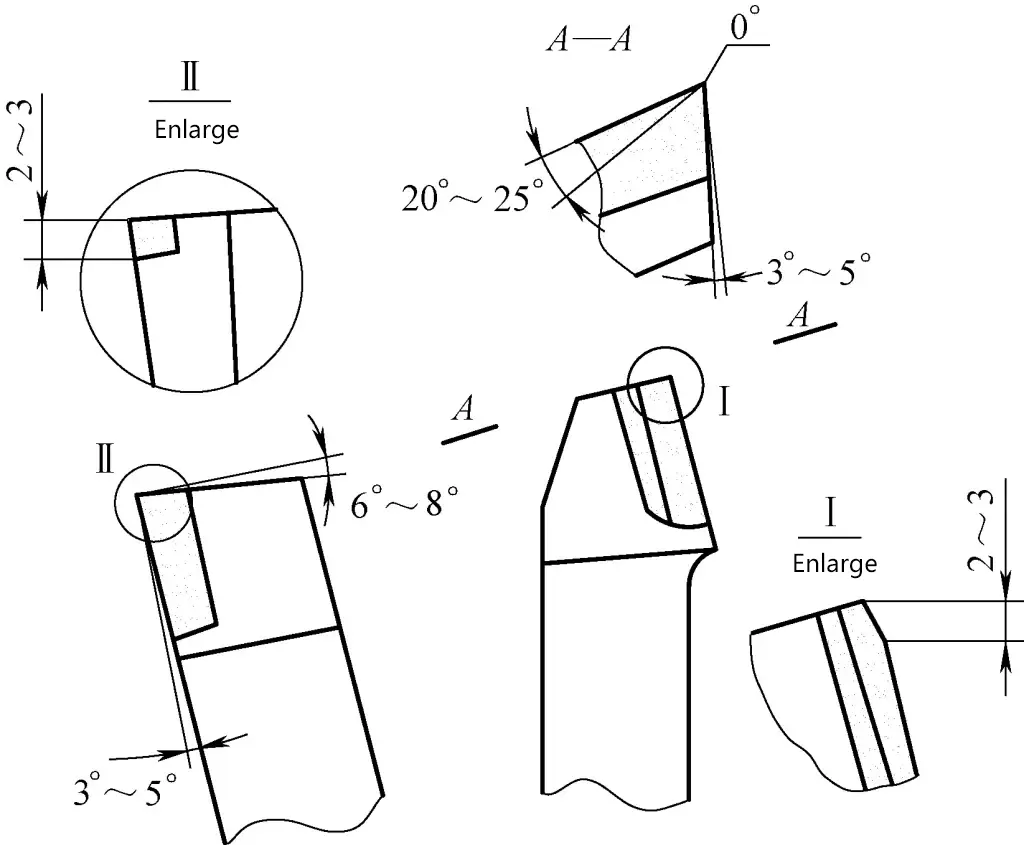
Slijp na het slijpen van de hoeken van het kottergereedschap op de slijpschijf 2-3 mm lang een hoek van 0° in de buurt van de belangrijkste snijkant van de gereedschapspunt, zoals getoond in Figuur 34. Het doel is dat tijdens het snijden, door de elastische vervorming van de gereedschapshouder, een kleine reliëfhoek gevormd wordt bij de gereedschapspunt, wat gunstig is voor het snijden en het verminderen van trillingen.