
Mechanische correctie: Methoden en toepassingen
Ooit nagedacht over hoe verbogen metaal weer recht wordt? Dit artikel duikt in de wereld van mechanische correctie en onthult...
Heb je je ooit afgevraagd waarom plaatwerkonderdelen soms niet perfect in elkaar passen? Dit artikel verkent de fascinerende wereld van het rechtzetten van vervormd plaatwerk, een cruciaal proces voor een vlekkeloze assemblage en een lange levensduur van metalen constructies. Leer hoe verschillende rechtdruktechnieken deze vervormingen kunnen corrigeren en de productkwaliteit kunnen verbeteren.

Tijdens de verwerking van plaatwerkonderdelen kunnen verschillende vervormingen optreden, zoals terugvering na het wegnemen van externe krachten, spanningsvervorming door interne spanningen als gevolg van materiaalbeperking, vervorming door warmtebehandeling, vervorming door materiaaltransport of botsingen en vervorming door onregelmatige grondstoffen. Als deze vervormingen in de onderdelen niet worden gecorrigeerd, kunnen ze de juiste assemblage van de gehele plaatwerkconstructie beïnvloeden, de assemblagekwaliteit verminderen en zelfs de sterkte en levensduur van het onderdeel in gevaar brengen.
Het proces van het elimineren van vervormingen in plaatmetalen onderdelen staat bekend als richten. Rechtzetten is een methode die wordt gebruikt om de geometrische vorm van staalconstructies en grondstoffen die niet voldoen aan de productvereisten te corrigeren door een bepaalde mate van plastische vervorming te veroorzaken, waardoor de door het product vereiste geometrie wordt bereikt. Alle vervormingen moeten worden rechtgetrokken voordat verdere verwerking of assemblage kan plaatsvinden. Strekken is een van de belangrijke basisbewerkingen in plaatbewerking.
Gangbare methodes om plaatmetaal te richten zijn handmatig richten, mechanisch richten en vlamboog richten. Handmatig richten wordt voornamelijk gebruikt voor het corrigeren van vorm- en maatfouten van plaatwerkonderdelen na het vormen, of voor situaties waarin mechanisch richten niet mogelijk is vanwege beperkingen in de productieapparatuur. Omdat handmatig richten flexibel, effectief en goedkoop is, wordt het veel gebruikt in de productie.
Mechanisch richten wordt over het algemeen gebruikt voor het richten en vlakken van metalen grondstoffen en grote plaatwerkdelen (plaatstaal, profielstaal, enz.). Vlambuigen wordt voornamelijk gebruikt voor het richten en vlakken van grote plaatonderdelen. Omdat het minimaal wordt beïnvloed door de verwerkingslocatie en de omstandigheden van de apparatuur, is het bijzonder geschikt voor bewerkingen in het veld of buiten de werkplaats.
Bij handmatig richten wordt handgereedschap (mokers of hamers) gebruikt om op specifieke delen van een werkstuk te slaan op een werkplatform. Door de "compressie" en "reliëf" bewerkingen op de blenk, wordt het metaal in de nauwere delen uitgerekt, waardoor de vezellengtes van alle lagen naar uniformiteit neigen, waardoor het rechttrekken bereikt wordt. Omdat plaatmetalen componenten verschillen in materiaal, structuur en oorzaken van vervorming, variëren ook de specifieke methodes voor handmatig richten.
Dunne stalen platen zijn bijzonder gevoelig voor vervorming tijdens het transport en de productie van producten door plaatselijke spanning, hoge temperaturen of ongelijkmatige opslag in de open lucht gedurende langere perioden. Het corrigeren van dunne staalplaten is een zeer vakkundig en relatief uitdagend karwei.
Tijdens het richtproces moet je eerst het type vervorming of de combinatie van aanwezige basisvervormingen analyseren op basis van de toestand van de dunne plaat. Nadat is vastgesteld welke delen van de plaat los zijn (lange vezels) en welke delen strak zijn (korte vezels), kunt u verder gaan met de volgende richtbewerkingen.
"Los' en 'strak' zijn de termen die plaatbewerkers gebruiken om de ongelijke oppervlaktegesteldheid van stalen platen te beschrijven als gevolg van verschillen in plaatselijke spanning. In de praktijk worden gebieden waar het materiaal is uitgerekt en er ongelijk of geknikt uitziet "los" genoemd, terwijl gebieden waar het materiaal niet is vervormd en vlak blijft "strak" worden genoemd. Het doel van het richten is om de "strakke" gebieden losser te maken of de "losse" gebieden strakker, zodat er een gelijkmatige spanning op de hele plaat ontstaat om de vervorming te corrigeren.
Voordat je gaat richten, moet je de vervorming van de staalplaat inspecteren. "Losse" of "strakke" gebieden kunnen worden geïdentificeerd op basis van ervaring: gebieden die omhoog of omlaag lijken te gaan en merkbaar bewegen als er druk op wordt uitgeoefend, worden geclassificeerd als "los", terwijl relatief vlakke gebieden als "strak" worden beschouwd. Wanneer een ongelijke dunne staalplaat op een stevig vlak platform wordt geplaatst, zullen sommige gebieden omhoog komen, terwijl andere stevig tegen het platform drukken.
Als de randen van de dunne plaat plat tegen het plateau liggen maar het midden bol staat, dan is het midden "los" en zijn de randen "strak". Als het midden plat ligt maar de randen een golvende vorm vormen, dan worden de randen als "los" beschouwd.
Als het onderscheid tussen "Los" en "Strak" in een stalen plaat onduidelijk is, kun je beginnen met rondhameren op de juiste interne gebieden bij de randen, waardoor de onregelmatige vervormingen worden omgezet in regelmatige patronen. Daarna kun je de krappe gebieden ontspannen.
Als er sprake is van een ernstige lokale bolling die het moeilijk maakt om de omliggende gebieden te ontspannen, kun je het bollende gebied eerst plaatselijk verwarmen. Hierdoor krimpt het uitpuilende gebied tot het grotendeels vlak is, waarna koud richten kan worden toegepast. Zorg er bij het corrigeren voor dat het werkstuk wordt omgedraaid en aan beide zijden wordt geslagen.
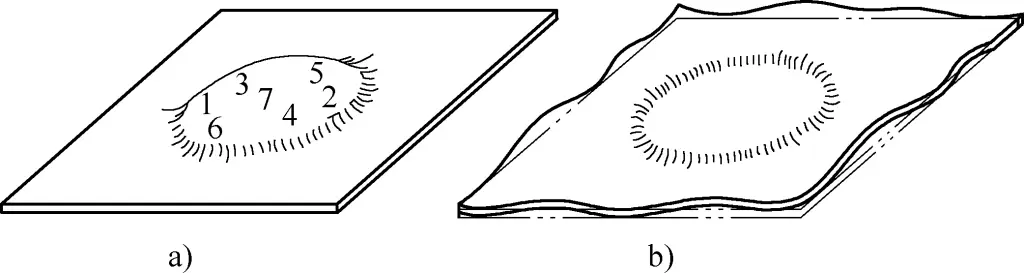
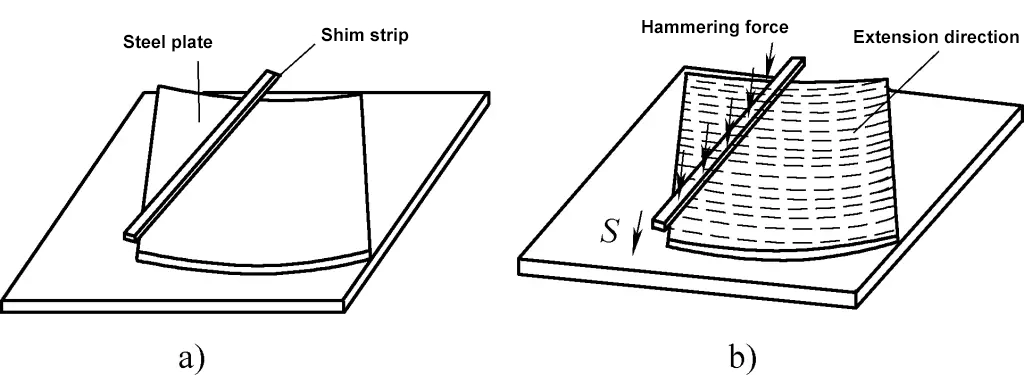
Vervormingspatronen in dunne platen zijn onder andere bolling in het midden, golvende randen en opwaartse kromming op de hoeken, zoals getoond in figuur 1.
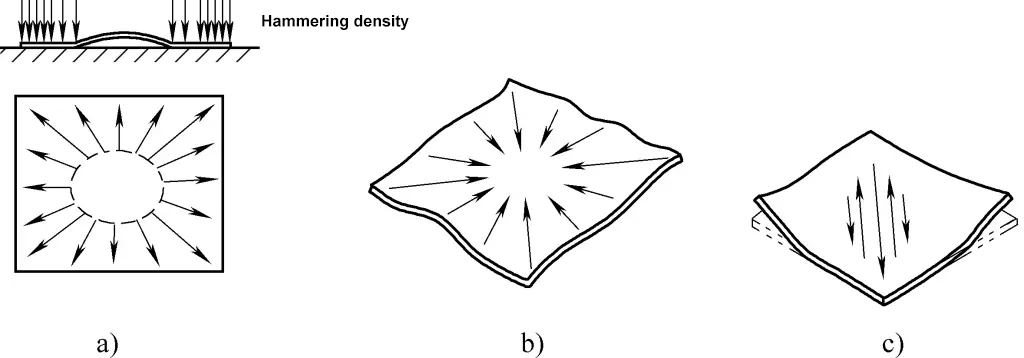
a) Uitpuiling in het midden
b) Golvende randen
c) Opwaartse vervorming in de hoeken
Figuur 1 toont het rechttrekken van een bolling in het midden van een dunne staalplaat. Een bolling in het midden geeft aan dat de vezels in het midden van de plaat langer zijn dan rond de randen, wat vaak wordt beschreven als "strak" aan de randen en "los" in het midden.
Het bolle gedeelte lijkt op een natte plek op een dun stuk papier dat enigszins absorbeert; van één kant gezien is het bolle gedeelte hoger dan het omringende platte vlak en zijn de randen strak. Vanaf de andere kant lijkt het gebied lager dan het omringende vlak en zijn de randen ook strak. Als de lengtes van de vezels van de plaat worden gecorrigeerd zodat ze relatief gelijk zijn, verdwijnt de bolling en wordt de plaat vlak.
Bij handmatig recht hameren moet je rond de randen van de plaat hameren, beginnend bij de bolling en geleidelijk naar buiten, zoals de pijlen in Figuur 1 laten zien. Hoe dichter je bij de randen komt, hoe dichter en harder je moet hameren. Het doel is om de omtrekvezels rond de uitstulping evenredig uit te rekken in radiale richting. Dit maakt de lengtes van de vezels over de hele plaat gelijk, waardoor de centrale bolling verdwijnt.
Als er verschillende aangrenzende bolle plekken op het oppervlak van de dunne plaat zitten, moet je eerst licht hameren op de gebieden tussen de bolle plekken om verschillende plekken samen te voegen tot één gebied. Pas vervolgens de bovengenoemde methode toe om rond de randen te hameren en de plaat vlak te maken.
Figuur 1b toont het rechttrekken van golvende randen op een plaat. Deze vervorming geeft aan dat de vezels rond de randen van de plaat langer zijn dan die in het midden. Met andere woorden, de randen zijn "los" en het midden is "strak", net als een doorweekt vel papier dat gedroogd is.
Bij het handmatig rechtmaken van golvende randen moet geleidelijk van de randen naar het midden worden gehamerd, zoals aangegeven door de pijlen in Figuur 1b. De dichtheid van de hamerslagen moet toenemen van de randen naar het midden en de kracht van elke slag moet ook toenemen, zodat de vezels in het midden uitrekken. Uiteindelijk zullen de vezellengtes over de hele plaat gelijk worden, waardoor het gewenste rechtmaakresultaat wordt bereikt.
Als de dunne plaat onregelmatige vervormingen zoals verdraaiing ondergaat, zoals de diagonale krommingsvervorming in figuur 1c, geeft dit aan dat er een trekspanningsgebied loodrecht op de richting van de diagonale kromming in het middengebied van de dunne plaat is en dat de trekspanningsrichting langs de lange richting van dit spanningsgebied loopt.
Uit deze analyse blijkt dat de vervorming van de dunne plaat wordt veroorzaakt doordat de vezels in de trekrichting iets korter zijn dan de vezels eromheen. Tijdens handmatige correctie moet men vanaf beide uiteinden progressief naar het midden beginnen te hameren in de richting van het spanningsgebied, waardoor de vezels in het spanningsgebied uitrekken en even lang worden als de omliggende vezels, waardoor correctie wordt bereikt.
Voor de drie soorten vervormingen die hierboven zijn genoemd, kan de correctie meestal ook worden uitgevoerd met een slagplank (ook wel slapper genoemd). De slagplank is gemaakt van een stalen plaat met een goede elasticiteit, met een dikte van 3-5 mm, een breedte van minimaal 40 mm en een lengte van minimaal 400 mm. De specifieke afmetingen van het slagbord hangen af van de dikte en grootte van de plaat die wordt gecorrigeerd.
Het doel van het slaan met de slagplank op het verhoogde (of losgemaakte) deel van het vervormingsgebied is om de vezels in het geslagen materiaal korter te maken, zodat ze in de lengte gelijk komen te liggen met de omliggende vezels, waardoor correctie wordt bereikt.
Omdat het slagbord veel dikker is dan de dunne plaat en ook stijver, kan het ook de vezels in de gespannen gebieden van het materiaal samendrukken en uitrekken om correctie te bereiken. Omdat het contactoppervlak tussen de slagplank en de gecorrigeerde plaat groot is en de kracht gelijkmatig verdeeld wordt, zijn er geen hamersporen en is de correctie-efficiëntie relatief hoog. De vervorming die veroorzaakt wordt door het slaan is echter niet erg groot, dus het is alleen geschikt voor initiële correctie over grote oppervlakken.
Wanneer je de vervorming van een uitstulping in het midden van een dunne plaat corrigeert, moet je voorkomen dat je direct op de uitstulping hamert. De reden hiervoor is dat de dunne plaat een slechte oppervlaknormale stijfheid heeft en het hameren op de uitstulping kan de vezels bij de uitstulping nog langer maken door compressie, waardoor de uitstulping erger wordt.
Bij het corrigeren van een dunne plaat, of het nu gaat om het inkorten van de langere vezels in het bolle gebied of het verlengen van de kortere vezels in het gespannen gebied, moet men altijd geleidelijk en gelijkmatig van de randen naar het vervormingscentrum gaan en moet de correctiekracht geleidelijk toenemen. Beginnen vanuit het vervormingscentrum is verboden, omdat dit kan leiden tot complexere vervormingen, waardoor verdere correctie moeilijker wordt.
Vermijd daarnaast onregelmatige veranderingen in de correctiekracht, die kunnen leiden tot ongelijkmatig uitrekken of samentrekken van de vezels, wat leidt tot aaneengesloten gebieden van vervorming die verdere correcties bemoeilijken en de werkbelasting verhogen.
De non-ferro metalen De meest gebruikte metalen voor plaatwerkonderdelen zijn aluminiumlegeringen en koperlegeringen, en hun mechanische eigenschappen zijn relatief laag. Om de verwerkbaarheid van het materiaal te verbeteren, worden metalen die versterkt kunnen worden door middel van warmtebehandeling meestal in de gegloeide toestand gebruikt wanneer ze aan de fabriek worden geleverd.
Omdat non-ferrometalen na het hameren gemakkelijk hamersporen op hun oppervlak vertonen, wordt bij het corrigeren en vormen van non-ferrometaalplaten vaak een stuk rubberen strip van middelhard rubber (ook wel slapper genoemd) gebruikt als correctiemiddel. Het doel van deze slag is om tangentiële krimpvervorming van het materiaal te veroorzaken in het contactgebied met de rubberen strip, over de lengte van de strip.
Non-ferrometalen hebben een goede verwerkbaarheid. Hun hardheid is relatief laag in de werkende staat, en de dikte van de plaat is ook klein, dus de oppervlakte normale stijfheid is zwak. Daarom kan de plaat gemakkelijk vervormen, maar is het moeilijk om de hele plaat vlak te maken. Elke kleine impact of onjuiste behandeling kan nieuwe oneffenheden veroorzaken.
Bij het corrigeren van dunne non-ferrometalen platen is het dus belangrijk om zorgvuldig te werk te gaan, voorzichtig te werk te gaan en een bepaald vaardigheidsniveau te hebben. Eerst moet de vervorming worden geanalyseerd om de vervormde gebieden te lokaliseren en de aard ervan te begrijpen, en pas daarna moeten de juiste methode en specifieke gebieden voor correctie worden geselecteerd.
Observeer tijdens het corrigeren zorgvuldig en handel langzaam. Het vervormingsgebied (of het "los" of "vast" is, wordt op dezelfde manier bepaald als beschreven voor dunne staalplaten) moet nauwkeurig worden vastgesteld voordat de juiste correctiemethode en het juiste gereedschap worden gekozen.
Veel voorkomende vervormingen van vlakke platen zijn onder andere centrale bolling en golving rond de randen.
De correctieprocedure voor bolling wordt getoond in afbeelding 2. Plaats het bolle oppervlak van de vlakke plaat met de bolle kant naar boven op het plateau, met lichte druk op de vier hoeken om ervoor te zorgen dat de randen van de plaat contact maken met het plateau. Sla eerst met de rubberen strip over het hele oppervlak, zodat de strip de bolling bedekt en het materiaal in de bolling samentrekt (zie afbeelding 2a). Op dit punt neemt de bolling af en wordt de grens tussen bolle en niet-bolle gebieden vager.
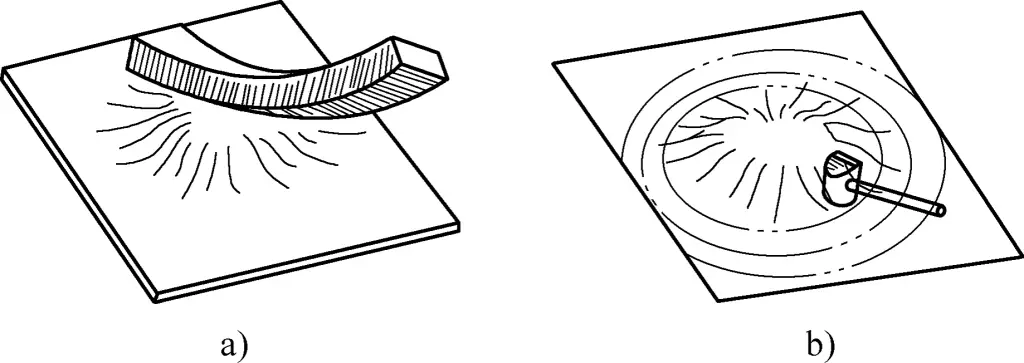
a) Rubber strip die tegen de bolle dunne plaat slaat
b) Hameren rond de randen
Gebruik vervolgens een koper- of aluminiumhamer om langs de randen van de bolling te hameren, beginnend bij de rand en verder in tangentiële richting langs de rand van de bolling. Het hameren moet een gekozen draairichting volgen en systematisch verlopen.
Hoe verder de hamerpunten uit elkaar liggen, hoe dichter ze moeten zijn en ze moeten zo gelijkmatig mogelijk zijn. Het doel van hameren is om tangentiële rekvervorming in het materiaal te veroorzaken. Hoe dichter de hamerpunten, hoe groter het uitgehamerde materiaal voorbij de bolling; hoe gelijkmatiger er wordt gehamerd, hoe beter het correctie-effect zal zijn, omdat nieuwe kleine bollingen door ongelijkmatig hameren worden voorkomen (zie afbeelding 2b).
Het is vermeldenswaard dat de twee verschillende correctiemethoden voor het afvlakken van een bolle plaat elkaar aanvullen. Hoe ver je met elke methode moet gaan, hangt af van de specifieke bolling en de grootte van het bolle deel van de plaat. Het principe is: elke methode moet zijn maximale correctiepotentieel halen.
Voor platen met grotere bobbels kan de correctie stapsgewijs in verschillende stappen worden uitgevoerd. Na elke correctiecyclus moet een spanningsarmgloeien worden uitgevoerd. Tijdens elke combinatie van correcties blijft de volgorde van methoden ongewijzigd, d.w.z. eerst de rubberen strip om de bolling samen te trekken en dan hameren rond de randen, totdat aan de correctie-eis is voldaan.
Wanneer losheid rond de randen resulteert in instabiliteit en golvende vervorming aan de randen van de plaat (zie Afbeelding 3a), kan de volgende methode worden gebruikt voor correctie.
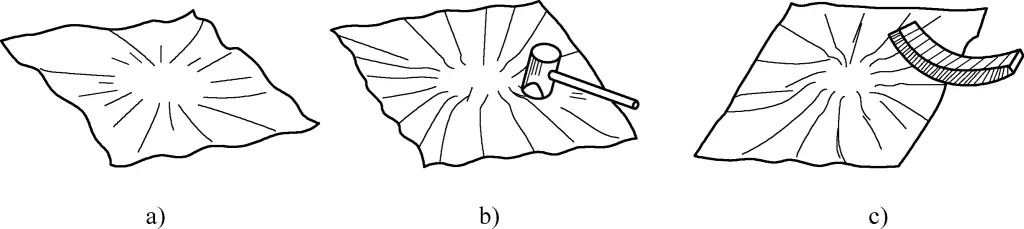
a) Golfvervorming
b) De golven afbreken
c) De golven gladstrijken met een rubberen strip
Breek eerst de grote golven in talloze kleine golven door met een koper- of aluminiumhamer langs de losse randen te slaan (zie Afbeelding 3b). Draai de plaat vervolgens om op het platform en sla met de rubberen strip op de randen (zie Afbeelding 3c), waardoor materiaal in de losse delen samentrekt en de hoogte van de grote golven afneemt.
Het doel van het opsplitsen van grote golven in vele kleine golven is om grote golfoppervlakken om te zetten in microscopisch gekromde maar over het geheel genomen vlakke oppervlakken, waardoor krimpvervorming wordt vergemakkelijkt via het slaan met de rubberen strip binnen de microgekromde oppervlakken.
Begin na het slaan rond de plaat aan de binnenkant van het losgeraakte gebied en hamer naar binnen zoals getoond in Figuur 4, waardoor het materiaal zich rondom uitstrekt. Dit kan de algemene oneffenheden verminderen die worden veroorzaakt door het loskomen rond de randen. Tijdens het hameren van het centrale gedeelte geldt: hoe dichter bij het midden de hamer inslaat, hoe dichter de hamer moet hameren, zodat de algehele correctie van de plaat uniform is.
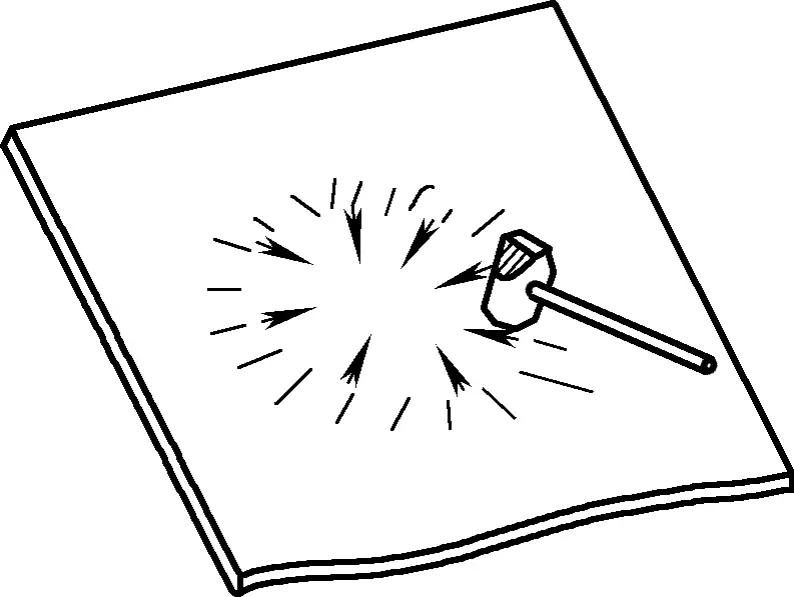
Net als bij de correctie voor het wegwerken van verdikking, worden de twee hierboven genoemde correctiemethoden voor het wegwerken van randlosheid in combinatie gebruikt. Voor een grotere mate van losheid kun je ook de methode voor het wegwerken van verdikking gebruiken.
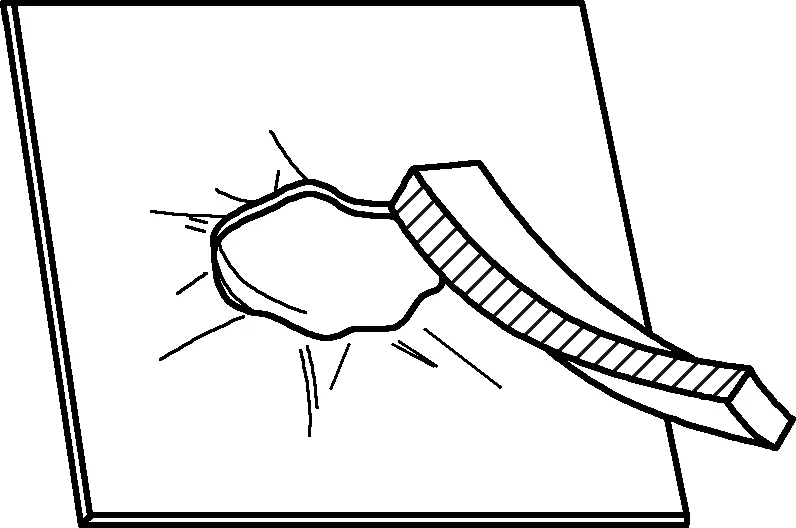
Voor platen met vlakke gaten kan de loslatende vervorming rond het gat worden gecorrigeerd zoals getoond in afbeelding 5. Dit houdt in dat er met een rubberen strip tangentieel langs de rand van het gat wordt geslagen om het materiaal weg te duwen. Hierbij wordt een rubberen strip gebruikt om tangentieel langs de rand van het gat te slaan om het materiaal weg te duwen, waardoor de correctie wordt bereikt.
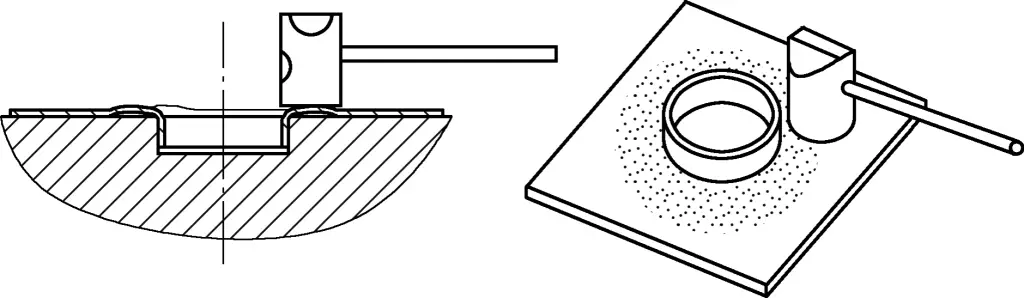
Voor ernstig losgeraakte gatranden kan de plaat op een rubberen kussen worden gelegd en kan een koperen hamer worden gebruikt om op de opstaande randen rond het gat te slaan, waardoor het materiaal krimpt en de plaat wordt gecorrigeerd (zie Afbeelding 6). Het principe achter deze correctie is dat wanneer er op de opstaande rand rond het gat wordt geslagen, de statische wrijving tussen de plaat en het rubberen kussen, in combinatie met de stootkracht en de tegenkracht van het kussen, een samendrukbare vervorming van de opstaande rand veroorzaakt, waardoor de randen van het gat worden genivelleerd.
Voor platen met versterkte gaten, zoals flensgaten, blijft er complexe restspanning over rond het flensgat, inclusief radiale buigmomenten door de as van het gat en tangentiële drukspanning langs de flensrand. Dit leidt tot "aanspannende" vervorming bij de buitenste radius van de flens en loslatende vervorming bij de vlakke buitenrand.
Om deze vervormingen te elimineren, wordt het onderdeel meestal op een mal geplaatst met de gebogen kant naar beneden of op een vlak oppervlak met de gebogen kant naar boven, waarbij een koperen hamer wordt gebruikt om rond het gat te slaan (zie Afbeelding 7). Hierdoor verandert de resterende trekspanning in het materiaal rond het gat in resterende drukspanning, waardoor de spanning op verschillende punten rond het gat "ontspant" en het oppervlak vlakker wordt. Het buitenste randgedeelte wordt aangetikt met een rubberen strip om het materiaal te laten krimpen en af te vlakken.
a) Spanningsontlasting met de gebogen rand naar beneden
b) Spanningsontlasting met de gebogen rand naar boven
De trekmethode met de rubberen strip kan krimp veroorzaken in dun vlak materiaal, waardoor nivellering wordt bereikt. Maar omdat de statische wrijving op het moment dat de dunne plaat en de rubberen strip contact maken beperkt is, moet het te corrigeren materiaal een relatief lage vloeigrens hebben. Zelfs non-ferrometalen moeten worden gecorrigeerd in de "M" (gegloeide) toestand.
Bij het hameren op een platform moet het te slaan plaatdeel aan de onderkant volledig ondersteund worden en mag het niet blijven hangen. De gebruikte hamer moet van zachter materiaal zijn, zoals een koperen hamer, aluminium hamer, hardhouten hamer of rubberen hamer, om hamersporen op het oppervlak van de dunne plaat te voorkomen. Soms kan het ook helpen om het materiaal te corrigeren door een vlakke plaat op de correctieplek te leggen voordat je erop hamert.
Bij het hameren is het cruciaal om zorgvuldig te analyseren, het juiste punt te kiezen en doortastend te handelen. Meer werk betekent niet altijd betere resultaten. Als de gekozen punten niet juist zijn, kunnen overcorrecties optreden, kunnen ineffectieve bewerkingen toenemen en kan de interne spanning van de plaat zelfs toenemen, wat leidt tot ongelijke materiaaldikte. Dit drijft niet alleen de kosten op, maar heeft ook ernstige gevolgen voor de productkwaliteit.
Bij het verfijnen of verkleinen van grote golvingen rond de randen of gaten van een plaat op een platform, moet je een rubberen pad van geschikte hardheid tussen de golvende plaat en het platform leggen. Gebruik een koperen hamer of een hamer van hard rubber met een gemiddelde hardheid om de pieken van de grote golvingen te raken. Onder het gecombineerde effect van de opwaartse reactiekracht van het rubberen kussen, de wrijving die symmetrisch op de piek werkt en de slagkracht van de hamer, wordt het materiaal tussen de drie spanningspunten op de piek samengedrukt en vervormd, waardoor de hoogte van de piek afneemt of een grote piek zelfs in twee kleinere wordt veranderd.
Denk er altijd aan dat je het werkstuk niet direct op het plateau moet plaatsen en met een harde hamer op de top moet slaan. Dit komt omdat de wrijving tussen het werkstuk en het plateau beperkt is. Het materiaal tussen de drie spanningspunten op de piek zal niet krimpen en vervormen; in plaats daarvan kan de plaatselijke spanning die wordt veroorzaakt door het rechtstreeks hameren tussen de hamer en het plateau leiden tot samenpersen en uitdunnen van het materiaal, waardoor de golfachtige oneffenheid van de plaat toeneemt.
De handmatige correctietechnieken die hierboven voor non-ferrometalen zijn beschreven, zijn ook toepasbaar op de handmatige correctie van dunne staalplaten.
Staalplaten gevormd door het warmwalsen van staalblokken met een dikte van meer dan 4 mm worden dikke staalplaten genoemd. Platen met een dikte van 4-25 mm worden doorgaans middelzware platen genoemd, platen dikker dan 25 mm dikke platen en platen dikker dan 60 mm extra dikke platen. Tijdens de walsprocesstaal kan vervormen door restspanning.
De uitstekende plasticiteit van metaal en de aanzienlijke dwarsstijfheid van dikke platen, samen met de variërende rek tussen aangrenzende gebieden en veranderingen in de interne spanningsverdeling tijdens de verwerking, kunnen allemaal vervorming veroorzaken in dikke stalen platen. Veel voorkomende vervormingen zijn onder meer opbolling in het midden en langzame buiging in dikke staalplaten.
Er zijn veel methoden om dikke stalen platen te corrigeren. Handmatige correctie bestaat uit koude correctie bij kamertemperatuur. Omdat koude correctie werkverharding veroorzaakt, is deze methode alleen geschikt voor het corrigeren van staal met een goede plasticiteit.
In gevallen van ernstige vervorming of als het staal zeer bros is (bijvoorbeeld gelegeerd staal of staal dat sterk is geroest doordat het in de open lucht heeft gelegen), kan geen koude correctie worden toegepast. In plaats daarvan moet een warme correctie worden toegepast, waarbij het staal voor de correctie wordt verhit tot een hoge temperatuur van 700-1000°C. Heetcorrectie wordt gebruikt als het staal sterk gebogen of slecht plastisch is, of als er onvoldoende krachtapparatuur is voor de correctie.
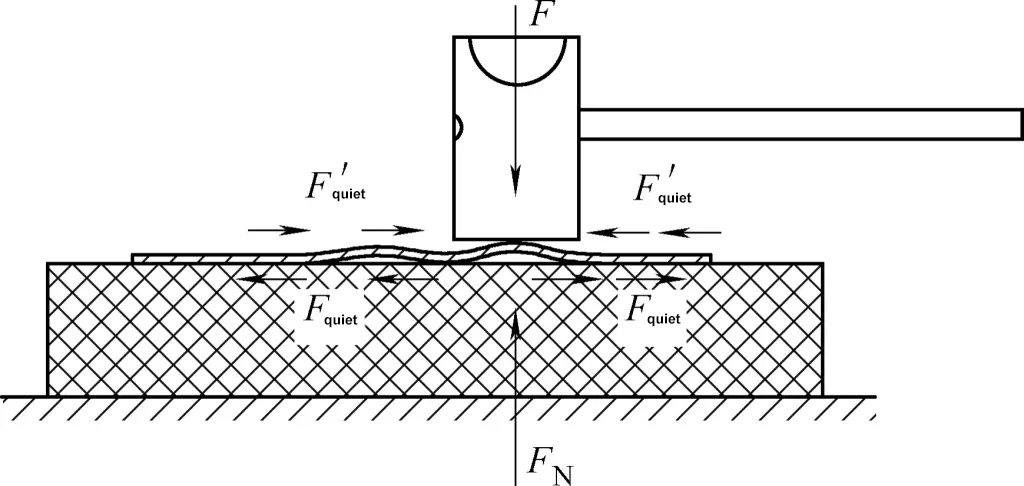
In het algemeen is de plaatdikte bij stalen platen die in het midden uitpuilende vervorming vertonen niet buitensporig hoog en zijn de vezels in het vervormde gebied iets langer dan die in het omringende materiaal. De vezels blijven consistent over de dikte van de plaat. Voor vervorming door verdikking in het midden van dikke staalplaten wordt bij de handmatige correctiemethode de staalplaat op een werkplatform geplaatst met de verdikking naar boven gericht, zoals getoond in afbeelding 8.

Oefen druk uit op de bovenkant van het vervormde gebied (je kunt ook een pers gebruiken). Aangezien het omringende materiaal een grotere stijfheid heeft in de vlakke richting, lijkt de spanning in het vervormde gebied op die van een gebogen balk onder dwarsbelasting, waardoor de vezels korter worden en het nivelleringseffect wordt bereikt. Hoe kleiner het vervormde gebied en hoe dikker de plaat, hoe duidelijker en betrouwbaarder het correctie-effect.
Voor dunnere dikke platen kun je een pad plaatsen in het vervormde gebied (het doel van dit pad is om te voorkomen dat grote hamerkrachten hamersporen achterlaten op het oppervlak van de stalen plaat) en een hamer gebruiken om direct op de uitstulping te slaan, waardoor de vezels dezelfde vervorming ondergaan en dus geëgaliseerd worden.
Bij grotere uitstulpingen in het midden van dikke platen, waar de vezels in het vervormde gebied overmatige rek hebben ondergaan en de stijfheid van het omringende materiaal is afgenomen, zullen de vezels in het vervormde gebied bij het uitoefenen van druk zoals voorheen slechts licht verkorten en tegen het platform drukken. Hierdoor worden de omringende materialen naar buiten geduwd. Hoewel het vervormde gebied aan het platform blijft kleven, rekt het omringende materiaal lichtjes uit en kantelt het naar boven, wat resulteert in nieuwe vervorming, zoals getoond in Figuur 9b.
Daarom is de betere correctiemethode om eerst de vlamcorrectiepuntverwarmingsmethode te gebruiken (zie Afbeelding 9a), die enige krimp veroorzaakt in de bobbelvezels, waardoor de hoogte van de bobbel kleiner wordt. Verdeel de bobbel vervolgens in verschillende kleinere gebieden en gebruik handmatige correctiemethoden om elke kleine bobbel te nivelleren, zodat uiteindelijk een vlakke plaat ontstaat.
a) Verdeling en volgorde van verwarmingspunten
b) Eliminatie van rimpelingen
Wanneer trage buiging optreedt in dikke staalplaten, is de correctiemethode zoals weergegeven in Figuur 10. Plaats eerst de vervormde staalplaat op een werkplateau met de holle kant naar boven en plaats een ijzeren blok op de holle kant van de dikke plaat (zie figuur 10a). Sla vervolgens op de holle kant van de stalen plaat, waarbij je het ijzeren blok gelijkmatig in de richting van de pijl S in Afbeelding 10b beweegt.
Gebruik een kleine hoeveelheid kracht om op het ijzeren blok te slaan. Aangezien het contactoppervlak tussen het bovenvlak en de ijzeren strip klein is, is de drukspanning die door het hameren ontstaat relatief groot. De vezels in het holle gedeelte zullen geleidelijk uitrekken, waardoor het holle oppervlak in tegengestelde richting vervormt en correctie optreedt.
a) Plaatsing van dikke platen tijdens correctie
b) Hamercorrectie
Voor matig dikke platen met bescheiden vervormde gebieden en een centrale uitstulping omvat de vervorming onder grotere externe belastingen door de grote buigstijfheid slechts een kleine hoeveelheid elastische vervorming, waardoor het vervormingseffect groter is. Daarom is het geschikt om een correctiemethode met grotere belastingen te gebruiken. Als er apparatuur met grote druk beschikbaar is, moet geprobeerd worden om de apparatuur te gebruiken om kracht uit te oefenen om de arbeidsintensiviteit van de operator te verminderen; anders kan een vulring worden gebruikt en kan een moker direct op de bolling van de staalplaat slaan.
Voor stalen platen die niet erg dik zijn of dikke platen waarbij het vervormde oppervlak veel groter is dan hun dikte, omdat hun buigstijfheid niet erg hoog is, kunnen ze enige vervorming produceren onder externe belastingen, maar dit omvat een bepaalde hoeveelheid elastische vervorming, waardoor het moeilijk is om een volledig vlakke correctie te bereiken.
Als de hamer te vaak slaat, kan de dikke plaat, die onmiddellijk wordt geraakt door het plateau en de moker, de materiaalvezels doen uitrekken, waardoor de uitpuilende vervorming verergert. In zulke gevallen moet de vlamverwarmingsmethode eerst worden gebruikt om de uitpuilende vervorming te verminderen, zodat de vervorming op grote schaal verandert in verschillende kleinere gebieden met lichte uitpuilende vervorming, waarna de bovengenoemde correctiemethode kan worden gebruikt om de uitpuilende vervorming van de dikke plaat te corrigeren.
Voor verschillende buigvervormingen van dikke platen moet, als ze relatief dik zijn en de vervormde gebieden ook vrij groot zijn, eerst de thermische correctiemethode worden gebruikt om de hoeveelheid vervorming te verminderen. Vervormingen met een groot oppervlak moeten worden opgedeeld in kleinere vervormingen, waarna handmatige correctie moet worden toegepast.
Voor elke gecompliceerde vervorming van dikke platen is de eerste stap het correct analyseren van de oorzaak en locatie van de vervorming. Voor elk vervormd deel dat gecorrigeerd moet worden, is het belangrijk om flexibel verschillende correctiemethoden toe te passen afhankelijk van de specifieke situatie.
Bij koude correcties worden vaak voorhamers gebruikt. De slagpunten van de hamer moeten nauwkeurig zijn en de hamermarkeringen moeten gelijkmatig zijn om te voorkomen dat er opvallende hamerafdrukken op het oppervlak van de staalplaat achterblijven die de oppervlaktekwaliteit kunnen beïnvloeden. Als er een grotere slagkracht nodig is, moeten er vulplaatjes worden toegevoegd.
Bij het vasthouden van een voorhamer mogen geen handschoenen worden gedragen om uitglijden te voorkomen, waardoor de hamer zou kunnen uitvliegen en er ongelukken of gevaar zou kunnen ontstaan. Controleer voordat u de voorhamer gebruikt of het handvat of de kop van de hamer los zit, of er scheurtjes zijn en of er bramen of rollende randen op de kop van de hamer zitten. Eventuele gebreken moeten voor gebruik worden gerepareerd.
Net als andere plaatmaterialenDe materialen (meestal hoekstaal, kanaalstaal, enz.) en andere vormprofielen die gebruikt worden bij de verwerking van plaatwerk zijn ook gevoelig voor vervorming tijdens de productie en verwerking, dus correcties zijn ook nodig. Voor verschillende profielen variëren de handmatige correctiemethoden.
Gebogen hoekstalen delen zijn onderverdeeld in plaatstalen hoek en warmgewalst hoekstaal. De eerste is hoekstaal dat wordt gemaakt van platen staal die worden geperst volgens de behoeften van plaatonderdelen (hierna "plaatstalen hoek" genoemd). De laatste is hoekstaal dat direct door warmwalsen uit staalblokken wordt gevormd (hierna "hoekstaal" genoemd).
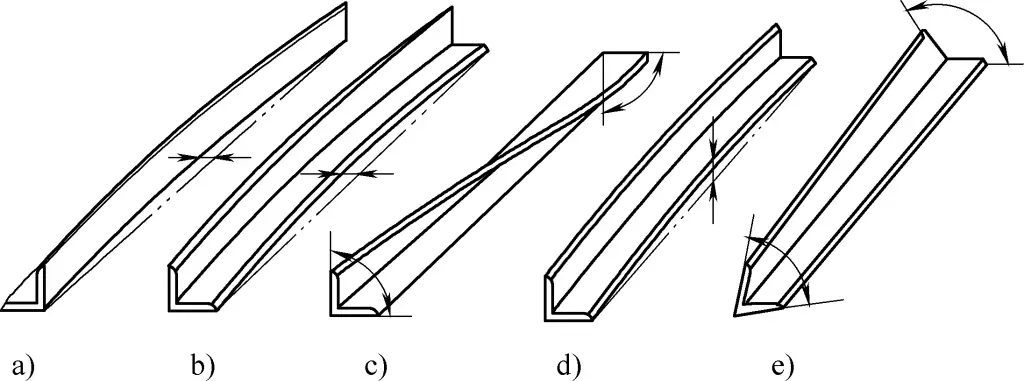
Omdat hoekstalen onderdelen twee verticale randen hebben en vaak lang zijn, zijn ze gevoelig voor allerlei vervormingen. Veel voorkomende vervormingen zijn naar buiten buigen, naar binnen buigen, verdraaien, ongelijke enkele zijden en hoekvervormingen (zie Afbeelding 11).
Door verschillen in walsmethode en doorsnede variëren de mechanische eigenschappen van de twee bovengenoemde soorten hoekstaal aanzienlijk. Ook hun vervormingen en bijbehorende correctiemethoden verschillen.
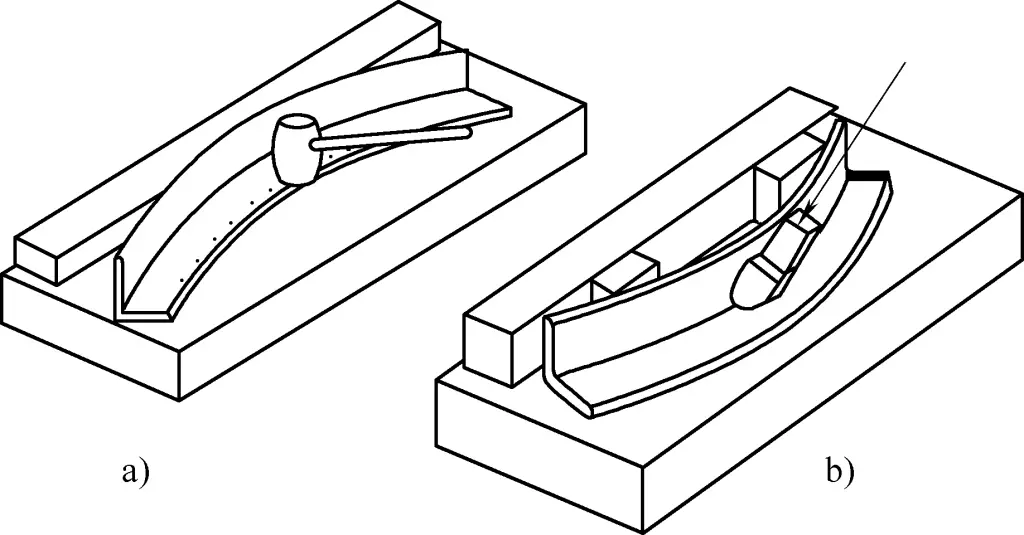
Buigvervorming is het meest voorkomende probleem bij hoekstaal. Tijdens de correctie kan een geschikte stalen ring worden geselecteerd. Het hoekstaal wordt op de ring geplaatst met het bolle gedeelte van het gebogen gedeelte naar boven en gepositioneerd tussen de twee steunpunten van de stalen ring. Het bolle gedeelte van het buiggedeelte wordt aan de verticale rand gehamerd, waardoor het hoekstaal in een omgekeerde buiging wordt gedwongen om correctie te bereiken.
1) Correctie van buitenbochten in hoekstaal.
Bij het corrigeren van een buitenwaartse buiging van hoekstaal moet de zijkant plat op de stalen ring worden gelegd en moet de verticale buigrand van het hoekstaal loodrecht op het eindvlak van de ring staan, met het bolle gedeelte naar boven. Om te voorkomen dat het hoekstaal tijdens het hameren omklapt, moet de hamersteel iets omhoog of omlaag worden gebracht onder een hoek van ongeveer 50 graden (α-hoek). Oefen op het moment van inslaan niet alleen neerwaartse kracht uit, maar ook een beetje naar binnen (wanneer de achterste hand de hamer omhoog brengt) of naar buiten (wanneer de achterste hand de hamer laat zakken). Deze hoek hangt af van de staande positie van de hameraar, zoals getoond in Figuur 12a.
2) Correctie van binnenbochten van hoekstaal.
Bij het corrigeren van een binnenwaartse buiging moet het hoekstaal met de achterkant naar boven worden geplaatst en moet de verticale buigrand loodrecht op het steunpunt van de stalen ring staan. Vervolgens moet er gehamerd worden om het gebogen gedeelte te corrigeren. Om te voorkomen dat het hoekstaal omklapt tijdens het hameren, moet de hoogte van de achterhand die de hamer vasthoudt ook iets worden aangepast, zoals te zien is in figuur 12b, waarbij de hoek (α) ongeveer 50 graden is. Tijdens de slag moet ook een lichte trekkracht naar binnen of naar buiten worden uitgeoefend.
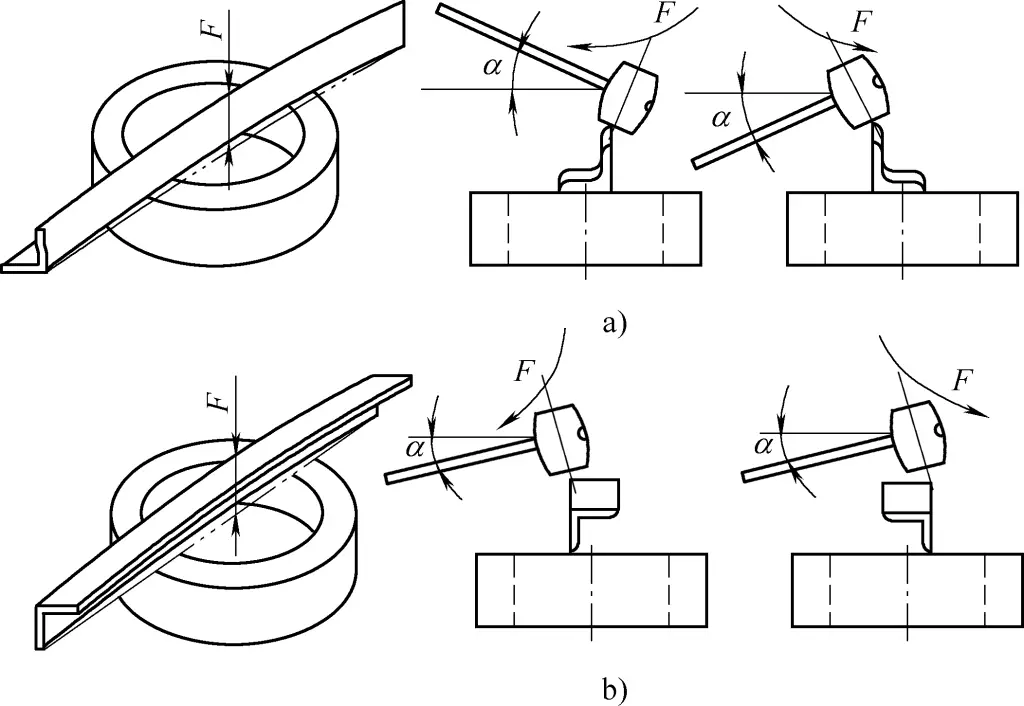
a) Buitenwaartse bochten van hoekstaal
b) Binnenwaartse bochten van hoekstaal
3) Correctie van gedraaid hoekstaal.
Om gedraaid hoekstaal te corrigeren, past u een torsie toe in de tegenovergestelde richting van de verdraaiing totdat er omgekeerde vervorming optreedt, waardoor correctie wordt bereikt. Deze methode houdt in dat het ene uiteinde van het hoekstaal in een bankschroef wordt geklemd, het andere uiteinde met een sleutel wordt vastgepakt en in de tegenovergestelde richting wordt gedraaid, zoals getoond in Figuur 13. Als de verdraaiing is geëlimineerd, kan hameren worden gebruikt om de randen van het hoekstaal af te vlakken en te corrigeren. Zodra de verdraaiing is geëlimineerd, kan hameren worden gebruikt om de randen van het hoekstaal vlak te maken en te corrigeren.
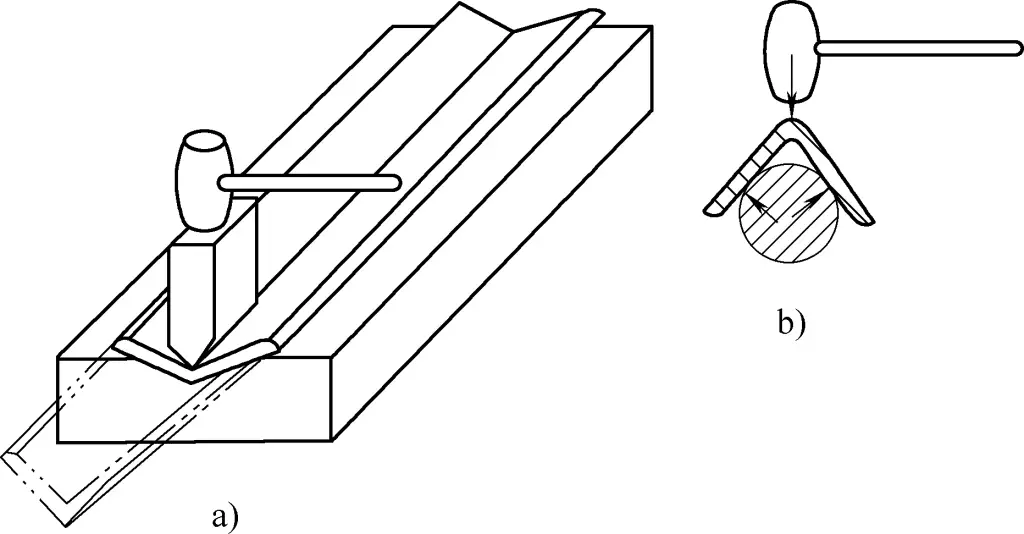
4) Correctie van hoekvervormingen in hoekstaal.
Als de hoek van het hoekstaal groter is dan 90 graden, plaats het hoekstaal dan in een V-vormige groef en hamer op het buitenste schuine deel om het te corrigeren. Je kunt het staal ook met de rand schuin op een plateau plaatsen en er met een hamer op slaan om de hoek te verkleinen, zoals weergegeven in afbeeldingen 14a en 14b.
a), b) Correctie van hoeken groter dan 90 graden in hoekstaal
c) Correctie van hoeken kleiner dan 90 graden in hoekstaal
Het hameren moet aan één kant van de hoekstaal beginnen, zodat het corrigeren gemakkelijker gaat en de resultaten goed te zien zijn. Gecorrigeerde secties moeten geleidelijk van het platform worden verplaatst en als meer dan de helft van de totale lengte is gecorrigeerd, moet de hoekstaal worden omgedraaid en moet het andere uiteinde worden gecorrigeerd totdat de hele lengte recht is.
Als de hoek van het staal minder dan 90 graden is, leg het dan plat op het platform en gebruik een gevormde hamer om op de binnenkant van de hoek te slaan om de hoek te vergroten, zoals getoond in Figuur 14c.
5) Correctie van ongelijke enkele zijden in hoekstaal.
Wanneer hoekstaal aan één kant ongelijkmatig vervormt, wordt de ongelijke kant meestal plat op het platform gelegd en gehamerd om dit te corrigeren. Wissel tijdens het hameren het ongelijke oppervlak af met de verticale rand.
6) Correctie van gecombineerde vervormingen in hoekstaal.
Als een hoekstaal verschillende soorten vervorming vertoont, in verschillende mate, corrigeer dan eerst de gebieden met de grootste vervorming en werk daarna geleidelijk aan de gebieden met minder vervorming. Als de vervorming bestaat uit een combinatie van verschillende basistypen, is de juiste correctievolgorde: begin met verdraaiing, ga dan verder met hoekcorrectie en corrigeer ten slotte buiging of oneffenheden aan één kant.
Vanwege de mogelijkheid van nieuwe vervorming als gevolg van beperkingen van correctiemethoden of onjuiste bewerkingen tijdens diverse correcties, moet dit proces mogelijk meerdere keren worden herhaald om aan de correctie-eisen te voldoen.
Vergeleken met gewoon hoekijzer heeft plaatvormig hoekijzer een dunnere dikte en een veel lagere stijfheid op de gebogen hoeken, waardoor plaatvormig hoekijzer vatbaarder is voor vervorming. De correctie van de vervorming vertoont duidelijk de kenmerken van plaatbewerking.
1) Correctie van verdraaiing in plaatstalen hoekijzers.
Tijdens het corrigeren van verdraaiing kan, omdat het plaatvormig hoekijzer een lage torsiestijfheid heeft, voor kleine werkstukken een aanzienlijk corrigerende werking worden bereikt door eenvoudig met de hand terug te draaien.
Bij het uitoefenen van kracht moeten aan beide uiteinden van het gedraaide werkstuk eenvoudige doorsnedeklemmen worden gemaakt. Omdat de klemmen een zekere stijfheid hebben, zal de doorsnede aan beide uiteinden van het plaatvormig hoekijzer niet vervormen wanneer er een torsie wordt uitgeoefend. Voor het corrigeren van tordering in een stijvere plaat kan de methode van figuur 13 gebruikt worden, waarbij de tordering gecorrigeerd wordt met behulp van een sleutel gemonteerd op een bankschroef.
Aangezien de stijfheid van plaatvormig hoekijzer lager is dan die van warmgewalst hoekijzer, kunnen ongecoördineerde acties bij het uitoefenen van torsie nieuwe buigvervorming veroorzaken of zelfs leiden tot destabilisatie van het werkstuk, wat resulteert in complexere vervormingen.
2) Correctie van doorbuiging in hoekijzer van plaatmateriaal.
Wanneer een uit plaat vervaardigd hoekijzer binnenwaartse buiging ondergaat, moet het gebogen oppervlak plat op een platform worden geplaatst en moet het hameren beginnen vanaf de binnenste rand van het meest gebogen gedeelte. Door de relatief grote breedte-dikte verhouding en de dunnere plaatdikte heeft het hameren op de binnenste rand een duidelijker corrigerend effect op de binnenwaartse buiging. Tegelijkertijd moet de oneffenheid van de andere loodrechte rand ook afwisselend worden gecorrigeerd totdat beide zijden van het plaatvormige hoekijzer recht zijn, zoals getoond in Figuur 15a.
a) Correctie van naar binnen buigen.
b) Correctie van naar buiten buigen.
Wanneer een op plaat gemaakt hoekijzer een buitenwaartse buiging ondergaat, moet het been met de buiging plat op het platform worden geplaatst, dan moet een meetblok tussen de gebogen rand en het verticale stopoppervlak worden geplaatst en een houten wig worden gebruikt om de binnenste buigrand in de richting van het verticale stopoppervlak te slaan. Dit verlengt de longitudinale vezels bij de bocht als gevolg van het hameren terwijl er ook een laterale belasting op de gebogen rand wordt uitgeoefend, waardoor een omgekeerde buiging ontstaat om de vervorming te corrigeren.
De hoek van de houten wig moet een halve graad kleiner zijn dan de hoek van het werkstuk. De radius van de wig moet overeenkomen met de binnenradius van het gebogen hoekijzer en de breedte moet 2 tot 3 keer de dikte zijn, zoals getoond in Figuur 15b.
3) Correctie van hoekvervorming in plaatstalen hoekijzers.
Wanneer de hoekvervorming van het plaatvormige hoekijzer te groot is, zoals in Figuur 16a, plaats het hoekijzer dan met de opening naar boven op een V-vormige groef. Gebruik het R-gedeelte van een houten wig om het binnenste R-gedeelte van het hoekijzer in te slaan, waardoor de hoek geleidelijk kleiner wordt. Het hameren begint meestal aan één uiteinde en gaat geleidelijk naar het midden. Maak voor de correctie een hoeksjabloon voor veelvuldig gebruik tijdens het proces.
a) De hoek verkleinen.
b) De hoek vergroten.
Voor het corrigeren van grotere hoekvervormingen in langere hoekijzers van plaatmateriaal volg je de methode van Figuur 15b, maar verwijder je de afstandsblokjes. Plaats beide zijden van de hoekijzer tegen het platformoppervlak en het verticale aanslagoppervlak en hamer in de richting van Figuur 15b om de hoek te verkleinen.
Wanneer de hoekvervorming van een op plaat gemaakte hoekijzer te klein is, kun je de binnenvlakken van de hoekijzer tegen een ronde stalen staaf plaatsen. Onder de externe kracht die in Figuur 16b wordt getoond, zullen beide zijden van het hoekijzer de neiging hebben om rond het hoekpunt te draaien, waardoor de hoek groter wordt en de correctie wordt bereikt.
4) Correctie van oneffenheden aan één kant van plaathoekijzer.
De vervorming die wordt veroorzaakt door het verlengen of verkorten van de buiglijn, of de instabiliteit van de twee vlakken naast de buiglijn, wordt ongelijkmatige vervorming genoemd in plaatvormig hoekijzer, zoals getoond in Figuur 17. Figuur 17a toont de vervorming die wordt veroorzaakt door het verkorten van de buiglijn, terwijl Figuur 17b de vervorming toont die wordt veroorzaakt door het verlengen van de buiglijn.
Het gemeenschappelijke kenmerk van deze vervormingen is dat beide vlakken van het plaatvormige hoekijzer krom en ongelijk worden. Tijdens de correctie moet eerst de hechting tussen de twee vlakken en het plateau worden gecontroleerd. Als het midden hol is, is er sprake van de vervorming in Afbeelding 17a; als de uiteinden hol zijn, is er sprake van de vervorming in Afbeelding 17b.
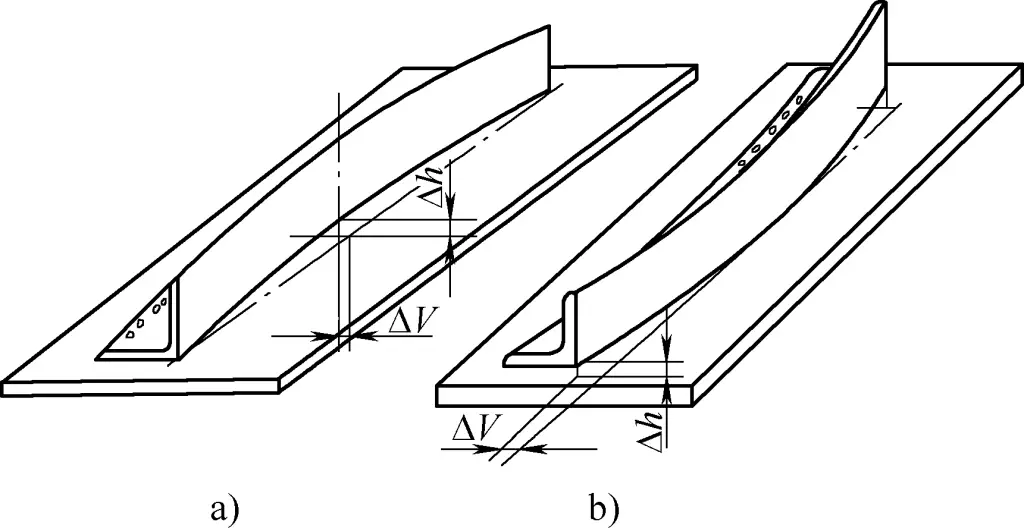
a) Vervorming veroorzaakt door verkorting van de buiglijn.
b) Vervorming veroorzaakt door rek van de buiglijn.
Een methode om de in figuur 17a getoonde inwendige vervorming te corrigeren, is de methode van figuur 15b te gebruiken om de buiging afwisselend aan beide zijden te corrigeren. Een andere methode is om de V-vormige groef van Figuur 16a te gebruiken, met de opening van het hoekijzer naar boven. Gebruik een houten wig die kleiner is dan de binnenhoek om langs de buiglijn in het R-gedeelte van het hoekijzer te slaan en deze geleidelijk axiaal uit te breiden om correctie te bereiken. Een derde methode is het veroorzaken van verkortende vervorming aan de buitenrand van de vezels van het plaatvormige hoekijzer, bijvoorbeeld door het gebruik van een krimpmachine of vlamcorrectie.
Voor de vervorming in Figuur 17b is de gebruikelijke correctiemethode om afwisselend op de buitenranden van beide zijden te slaan, waardoor de vezels van de buitenrand langer worden. Wanneer de buiglijn en de vezels van de buitenste rand dezelfde vervorming vertonen, wordt het hoekijzer vlak en recht.
Als er plaatselijk oneffenheden op de gebogen rand zitten, kun je zachtjes met de hand op het oppervlak van de plaat op het plateau drukken, de oneffenheden lokaliseren en ze geleidelijk elimineren.
De vorm van de dwarsdoorsnede en de dimensionale kenmerken van gebogen onderdelen met één rand bepalen hun gevoeligheid voor vervorming, maar geven ook aan dat de operator geen grote externe belastingen nodig heeft om correctie te bereiken.
Tijdens het corrigeren is het belangrijk om stijve platte klemmen te gebruiken bij het toepassen van het draaimoment, vooral bij hoekijzers van plaatmateriaal. Anders kan doorsnedevervorming of plaatselijke oneffenheden en buiging optreden aan het belaste uiteinde. Bij handmatige correctie moeten de hamerpunten in het correctiegebied gelijkmatig verdeeld zijn en overmatige concentratie moet vermeden worden om plaatselijke materiaalverharding of zelfs scheurvorming te voorkomen.
Bovendien moet bij het hameren voor correctie de onderkant van het werkstuk goed ondersteund worden. Het is ten strengste verboden om slechts op één kant van de rechte rand van het hoekijzer kracht uit te oefenen om te voorkomen dat er oneffenheden ontstaan of dat het resultaat van het hameren wordt beïnvloed. De hamerslagen moeten afwisselend aan beide kanten worden uitgevoerd om plaatselijke materiaalverharding te voorkomen en de oppervlaktekwaliteit te behouden. De hamerpunten moeten zorgvuldig, nauwkeurig en effectief gekozen worden, met zo min mogelijk punten. Het materiaal van de gebruikte hamer moet zachter zijn dan staal, zoals een koper-, aluminium- of hardhouten hamer.
De dwarsdoorsnede van kanaalstaal bestaat uit een lijf en twee symmetrische flenzen die met het lijf verbonden zijn. Vergeleken met hoekstaal is gootstaal veel stijver, dus corrigeren kost meer moeite. Maar omdat de dwarsdoorsnede van kanaalstaal symmetrisch is, is de vervorming iets gemakkelijker aan te pakken dan die van hoekijzer.
Types van vervorming in kanaalstaal zijn verticaal buigen, lateraal buigen en torderen, zoals getoond in Figuur 18. Buiging binnen het vlak van het lijf heet verticaal buigen, terwijl buiging in de richting van de flenzen lateraal buigen wordt genoemd.
Aangezien de hoogtemaat van het lijf groter is dan de breedtemaat van de flens, is de kans op laterale buigvervorming in een kanaalstaal groter dan verticale buiging. Bovendien is, vanuit het perspectief van het corrigeren van vervorming, de vereiste aanpassing voor verticaal buigen veel groter dan die voor lateraal buigen.
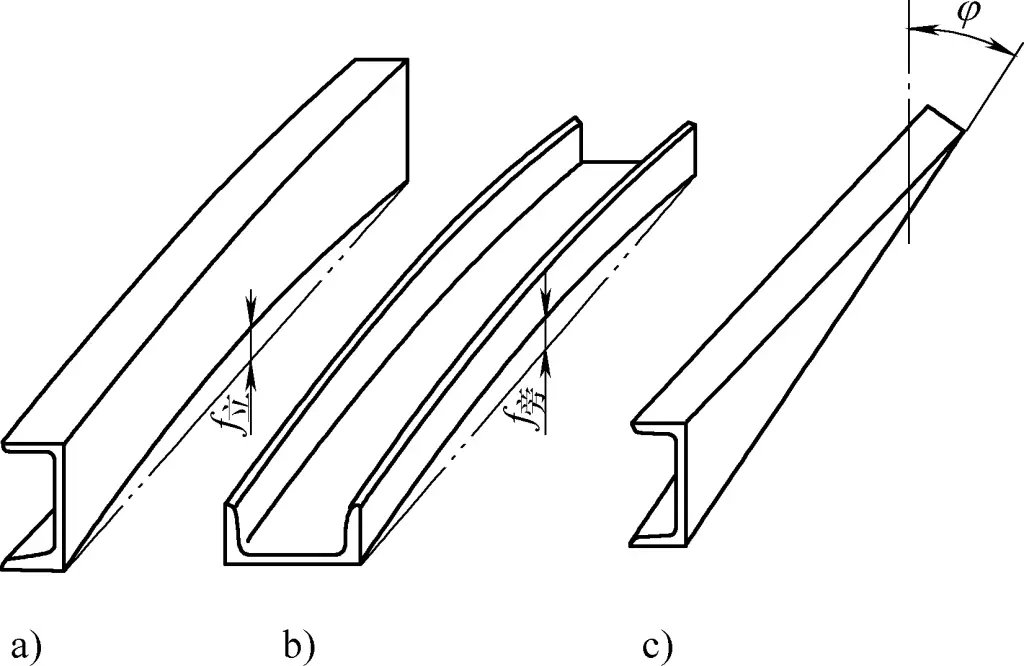
a) Verticale bocht
b) Zijwaartse buiging
c) Twist
Vanwege de fysieke eisen is handmatige correctie van vervormd gootstaal alleen geschikt voor kleinere afmetingen, terwijl grotere gootstalen mechanisch gecorrigeerd moeten worden.
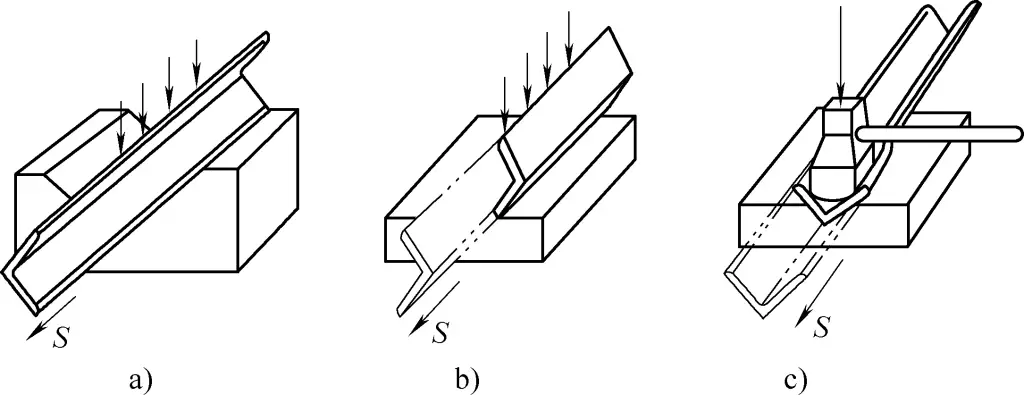
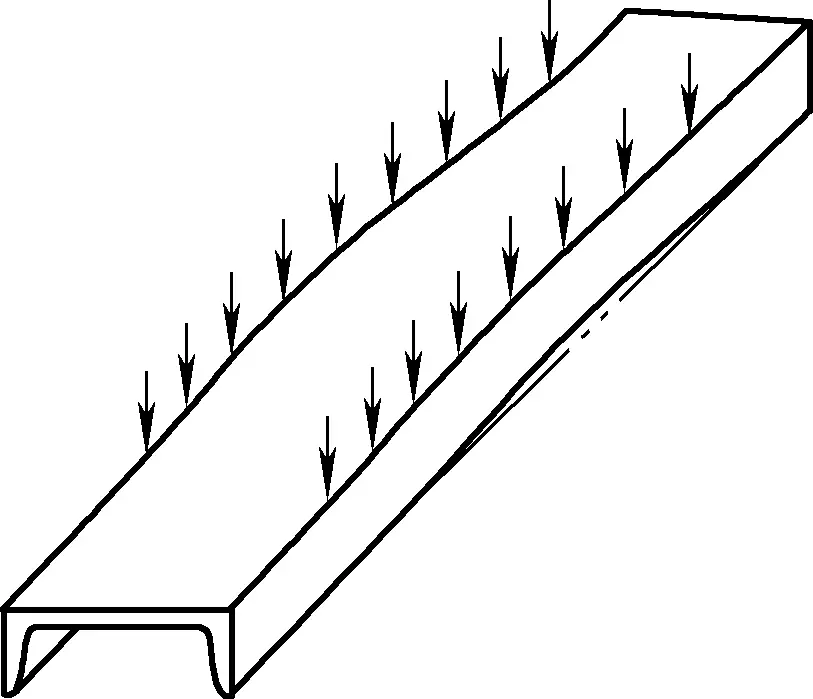
1) Correctie van verticale buigvervorming in kanaalstaal.
Bij het corrigeren van verticale buigvervorming in kanaalstaal, plaats je het kanaalstaal op een provisorische correctietafel die bestaat uit twee parallelle ronde stalen, met het bolle deel naar boven. Sla op het lijfvlak met een zware hamer, zoals aangegeven door de pijlen in Figuur 19. Hierdoor wordt de slagkracht overgebracht van het bovenste naar het onderste deel van het lijf.
De combinatie van het lijf en de flens heeft een afgeronde overgang met aanzienlijke plaatselijke stijfheid, wat plaatselijke vervorming in de flens tijdens hamerslagen helpt voorkomen.
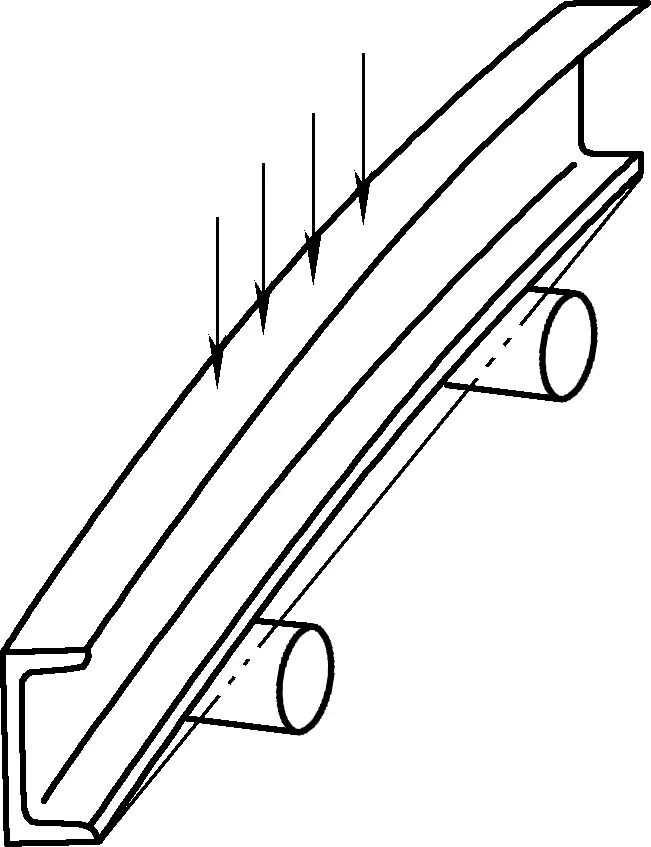
2) Correctie van laterale buigvervorming in kanaalstaal.
Zijdelings buigen van kanaalstaal kan zowel naar buiten als naar binnen zijn. De correctiemethode voor buitenwaartse buiging is om het bolle deel van de flens naar boven gericht te plaatsen (zie Figuur 20), en het te positioneren op een eenvoudige correctietafel die bestaat uit twee parallelle ronde stalen. Sla afwisselend en symmetrisch met een zware hamer op de buitenrand van beide flenzen. Dit corrigeert de verticale buigvervorming van de flenzen, wat het op zijn beurt gemakkelijker maakt om de laterale buiging in het lijf te corrigeren, waardoor de totale buitenwaartse buiging van het kanaalstaal wordt gecorrigeerd.
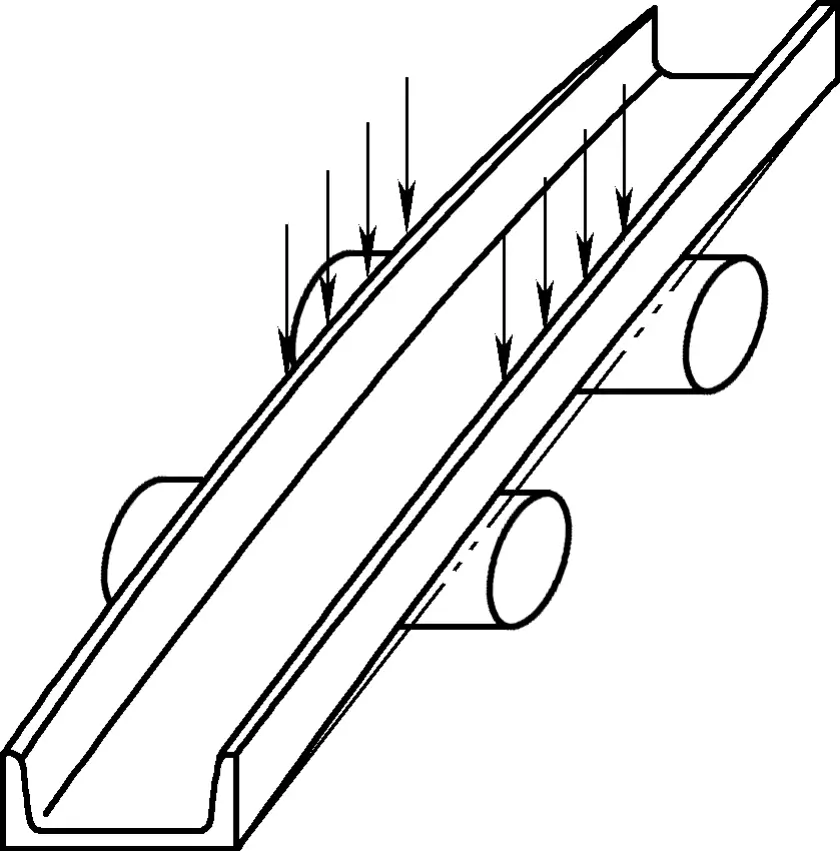
Wanneer het kanaalstaal een binnenwaartse buiging heeft en de binnenwaartse buiging een langere sectie met lichte kromming omvat, kan het kanaalstaal horizontaal op een platform worden geplaatst. Sla het lijf aan beide zijden van de flenzen vast om de verticale kromming van de flenzen te corrigeren, zoals getoond in Figuur 21.
Het kan nodig zijn om het kanaalstaal om te keren, zoals getoond in Figuur 20, om de omgekeerde kromming op bepaalde plaatsen te corrigeren. Zodra de zijdelingse kromming van de flenzen is gecorrigeerd, zal de algehele vervorming van het kanaalstaal ook zijn gecorrigeerd.
Als de binnenwaartse buigvervorming van het kanaalstaal een kleine maar ernstige bolling is, verdient vlamcorrectie de voorkeur, omdat overmatig hameren kan leiden tot vervorming van de doorsnede en een negatieve invloed kan hebben op de oppervlaktekwaliteit.
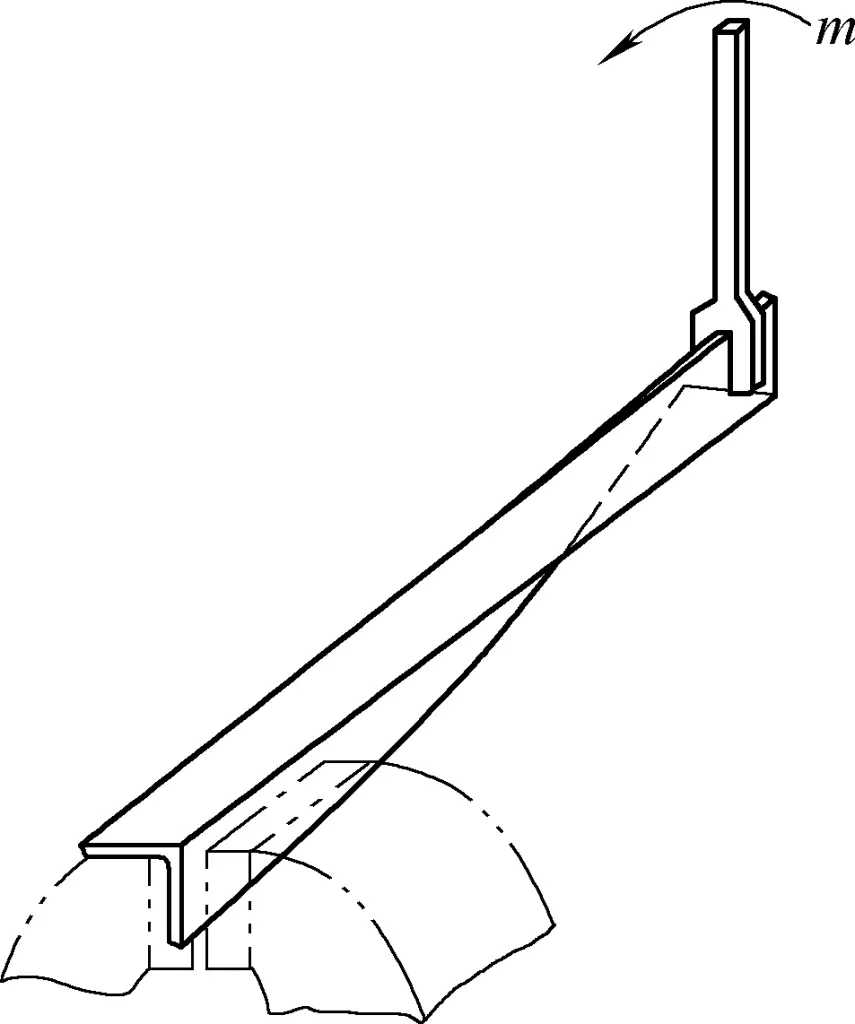
3) Correctie van torderende vervorming in kanaalstaal.
Om torderende vervorming in gootstaal te corrigeren, plaatst u het staal eerst diagonaal op een platform waarbij het getordeerde deel buiten het platform uitsteekt. Klem de staalgoot vervolgens op zijn plaats en sla met een hamer op de verhoogde kant die buiten het platform uitsteekt om het in de omgekeerde richting te verdraaien. Terwijl je hamert, verplaats je de staalgoot verder op het platform (in de richting S van afbeelding 22a), waarna je het staal omdraait en herhaalt tot het volledig recht is.
a) Koude correctie
b) Warme correctie
Verdraaiing in kanaalstaal gaat vaak samen met buiging, wat de correctie lastiger maakt. Figuur 22b toont een gecombineerde vervorming van zowel tordering als buiging veroorzaakt door ongelijke verticale buigingen in de twee flenzen. De gebruikelijke correctiemethode is het markeren van vlamverwarmingspunten van verschillende aantallen op beide flenzen op basis van de mate van verdraaiing. De flens met de grootste verticale vervorming zou meer verwarmingspunten moeten hebben en de flens met de kleinste vervorming zou er minder moeten hebben.
Tijdens het verhitten met de vlam kunt u het beste de punten op beide flenzen tegelijk verhitten om een gelijkmatige correctievervorming te verkrijgen. Als de keuze van de punten en de bediening correct worden uitgevoerd, kunnen bevredigende correctieresultaten worden bereikt met een enkele verhitting. Tot slot kan handmatige aanpassing worden toegepast om de oorspronkelijke vervormingen volledig te elimineren.
4) Correctie van andere vervormingen in kanaalstaal.
Zoals te zien is in figuren 23a en 23b, kan wanneer er plaatselijke vervorming optreedt op de flens van het kanaalstaal, een zware hamer worden geplaatst tegen het vlakke gedeelte in de buurt van het bolle gedeelte. Als alternatief kan een hele zware hamer horizontaal achter het bolle gedeelte worden geplaatst, terwijl een tweede hamer tegen het buitenoppervlak van het bolle gedeelte slaat. Hierdoor worden de gebogen vezels samengedrukt, waardoor ze recht worden en de flens vlakker wordt.
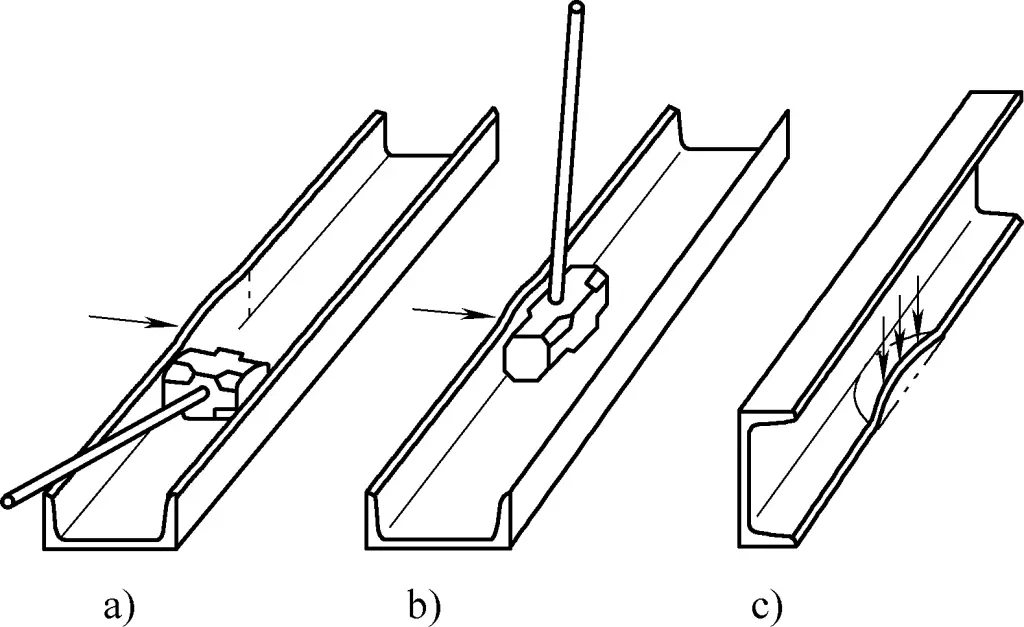
a) Hamer verticaal tegen de flens geplaatst
b) Hamer horizontaal tegen de flens geplaatst
c) Correctie van holle flens
Als er een plaatselijke inzinking in de flens is, kan de flens plat worden gelegd met de vervormde kant tegen het plateau. Sla met een hamer op het verhoogde gedeelte van de inzinking om het plaatselijke uitsteeksel te verwijderen (zoals getoond in Afbeelding 23c). Als de inzinking naar binnen ligt en het hameren moeilijk gaat, gebruik dan een geschikt gereedschap zoals een aambeeld of een ander lang gereedschap om indirect kracht uit te oefenen op het verhoogde deel om de vervorming af te vlakken.
De dwarsdoorsnede van kanaalstaal bestaat uit een relatief brede lijfplaat en twee flenzen die symmetrisch zijn verdeeld ten opzichte van de lijfplaat. De sleutel tot het corrigeren van verticale buigvervorming ligt in het corrigeren van de verticale buiging van het lijf, terwijl de sleutel tot het corrigeren van laterale buigvervorming ligt in het corrigeren van de verticale buiging van beide flenzen. Ongelijke verticale buiging in de twee flenzen leidt tot verdraaiing van het kanaalstaal. Elke analyse van vervorming van het kanaalstaal en de keuze van het correctieplan moet gebaseerd zijn op dit inzicht.
Aangezien de breedte van de flenzen veel kleiner is dan die van het lijf, betekent de kleine buigstijfheid in de breedterichting van de flenzen dat laterale buigvervorming waarschijnlijker is. Tegelijkertijd is zijdelingse buigvervorming door de lage stijfheid relatief gemakkelijker te corrigeren. Voor elke complexe vervorming in gootstaal moet de correctievolgorde zijn: Verdraaiing → Verticale kromming → Zijdelingse kromming.
Houd er bij het corrigeren van kanaalstaal rekening mee dat, omdat de randdikte van de flenzen relatief klein is en de sterkte van de twee haakse randen ook lager is, hameren evenwijdig aan het flensoppervlak plaatselijke schade kan veroorzaken vanwege het kleine contactoppervlak.
Daarom kun je bij het uitoefenen van kracht op deze plekken het beste een aambeeld met een geschikte breedte gebruiken of een goede omvormhamer gebruiken, waarbij je ervoor zorgt dat de flenzen en randen niet direct in contact komen met de hamer. Dit verdeelt de kracht gelijkmatig, vermindert de drukspanning en voorkomt hamersporen. Rechtstreeks hameren op belaste onderdelen moet worden vermeden.
Onderdelen die gemaakt zijn van dunne plaatmaterialen die geperst zijn om een frameachtige structuur te vormen met bepaalde mechanische eigenschappen op één vlak, worden onderdelen van het frameplaattype genoemd. Op basis van hun vorm kunnen frameplaatonderdelen worden ingedeeld in stripachtige, ringvormige of ribvormige types. De belangrijkste onderdelen van frameplaatonderdelen zijn het lijf en de rand.
Door de verschillende vervormingsprocessen, vooral de verschillende vervormingsmethoden van de velg, variëren de rek en krimp van de materiaalvezels, wat resulteert in verschillende vervormingen in frameplaattype onderdelen.
Bijvoorbeeld, stripframeonderdelen kunnen verbuiging, ongelijkmatigheid van het webvlak en verdraaiing vertonen, samen met een verhoogde terugvering van de velghoek. Ringframe onderdelen kunnen vervorming van het lijf en een verhoogde terugvering van de velghoek vertonen. Ribframedelen (of grote frameplaten) kunnen weefseloneffenheden vertonen (verdraaiing en onnauwkeurige velgvorm).
Paneel-type onderdelen behoren tot de dunne plaat vormdelen. Omdat het dunne plaatproducten zijn, is hun lokale stijfheid klein. Over het algemeen kan de plaatselijke vervorming van paneeltype onderdelen direct worden gecorrigeerd, maar voor grotere vervormingen is een uitgebreide analyse van de bijbehorende onderdelen nodig om de oorzaak te vinden.
1) Correctiebewerkingen voor stripvormige paneelonderdelen.
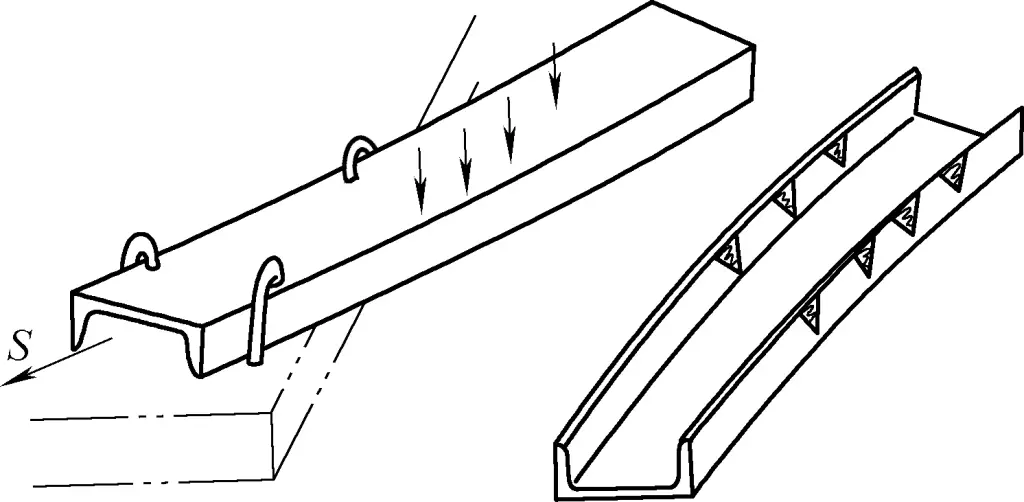
In Afbeelding 24 worden de vervorming en correctie van stripcomponenten geïllustreerd. Wanneer het strokenpaneel een te grote kromming heeft (d.w.z. de boogstraal is te klein) (zie Afbeelding 24a), bestaat de correctiemethode erin de baan van het strokenpaneel plat op een platform te leggen en een strook met een bepaalde breedte/dikteverhouding te gebruiken om gelijkmatig langs de buiglijn van het paneel aan de binnenrand te slaan, waardoor de vezels bij de binnenrand worden verlengd en de kromming wordt verminderd.
a) Correctie van verminderde kromming
b) Correctie van verhoogde kromming
c) Correctie van webcentrum dat in de lucht hangt
d) Correctie van kromtrekken van het webuiteinde
e) Correctie van buighoek
Als het strokenpaneel een te kleine kromming heeft (d.w.z. de boogstraal is te groot) (zie Afbeelding 24b), bestaat de correctiemethode erin de baan van het strokenpaneel plat op een platform te leggen en een strook van hetzelfde type te gebruiken om gelijkmatig langs de buiglijn van het paneel aan de buitenrand te slaan, waardoor de vezels bij de buitenrand worden verlengd en de kromming dus toeneemt.
Wanneer het strokenpaneel de vervorming van een plaatselijk opgehangen webgedeelte heeft (zie Afbeelding 24c), moet het web van het paneel plat op een platform worden gelegd en moeten dunne platen aan beide uiteinden van het vervormde gedeelte worden geplaatst. Een blok smaller dan de breedte van de binnenrand moet op het vervormde gebied worden geplaatst, zodat de zijkanten van het blok strak tegen beide randen van het paneel liggen. Gebruik een hamer om de opstaande randen vlak te slaan, verwijder vervolgens de dunne platen en ga verder met het gebruik van het blok en de hamer om oneffenheden in de baan weg te werken.
Als het uiteinde van het strokenpaneel krom trekt, waardoor de baan ongelijk wordt (zie Afbeelding 24d), kun je steunen plaatsen onder de binnenkant van beide randen van het strokenpaneel. Sla gelijkmatig langs de lijn van de randen om de vezels te verlengen en zo de vlakheid van de baan te corrigeren.
Wanneer het strippaneel terugverende vervorming in de buighoek heeft (zie Afbeelding 24e), sla dan met een hamer direct op de rand waar de vervormingshoek is toegenomen, of gebruik een blok dat tegen de buiglijn van het paneel is geklemd en sla langs de buitenranden en de wortels van de buiglijn. Hierdoor worden de vervormde randen tegen het blok gedrukt om hoekcorrectie te bereiken.
2) Correctiebewerkingen voor ringvormige paneelonderdelen.
Aangezien het randpaneel van het ringpaneel een gesloten, dunne plaatstructuur is die loodrecht op de baan staat, vormt het samen met de baan een structuur met een aanzienlijke stijfheid. Elke vervorming of spanningsverdeling in één deel zal onvermijdelijk de spanningsverdeling in andere delen beïnvloeden en mogelijk vervormingen veroorzaken.
Wanneer de baan van een ringpaneel een vervorming vertoont waarbij beide zijden omhoog staan (zie Afbeelding 25a), is de correctiemethode om de holle zijde naar beneden gericht op de rand van een platform te plaatsen. Houd de linkerkant van het paneel met uw linkerhand naar beneden en druk de rechterkant met uw rechterhand naar beneden, waarbij u het randpaneel buigt en de baan plat maakt. Draai vervolgens het paneel om met de holle kant naar boven en met de baan tegen het platform (zoals getoond in Afbeelding 25b), gebruik een blok om langs de binnenranden van de buiglijn te slaan, vooral bij de verbindingen links en rechts, om schuifspanning en trekspanning te elimineren en de drukspanning te verhogen in de buurt van de buiglijn.
Na het corrigeren van de baan moet je ook de verbindingen aan beide zijden van het randpaneel goed afstellen, zodat er zo min mogelijk restspanning overblijft in de vervormde gebieden na de correctie.
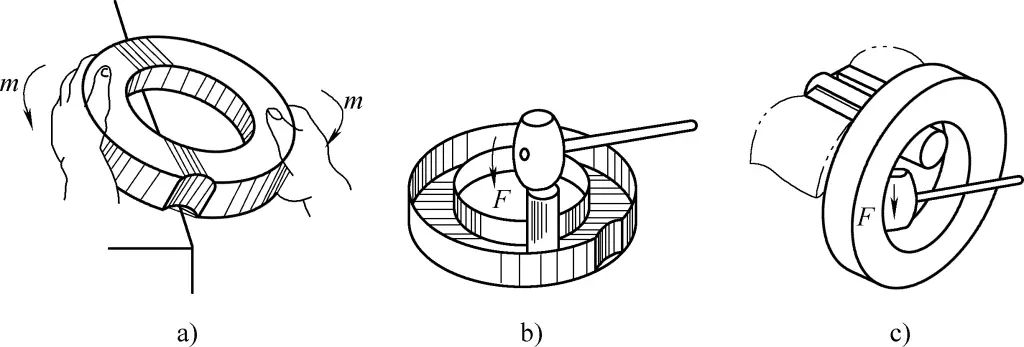
a) Handmatige correctie van kromtrekken van de baan
b) Hamercorrectie
c) Correctie van het paneel van de binnenring
Wanneer de binnen- en buitenranden van het ringpaneel de vereiste vorm overschrijden (zie Afbeelding 25c), klem je het gebogen houten deel in een bankschroef, hang je het deel onder de buitenvorm van het onderdeel en sla je het vervormde deel met een hamer in om de vormcorrectie te bereiken. Als alternatief, zoals getoond in Figuur 25b, kun je de holle kant naar boven draaien en de randhoeken aanpassen (zoals getoond in Figuur 24e) om de vormcorrectie te bereiken.
3) Correctiebewerkingen voor grote paneelonderdelen.
Zoals te zien is in afbeelding 26, hebben grote paneelonderdelen (ook wel panelen van het frametype genoemd) kenmerken zoals randen met flenzen, versterkingsgaten en verstijvingsuitsparingen die de vlakke stijfheid verbeteren. De randpanelen bevatten ook structurele uitsparingen en uitsparingen voor verbindingsonderdelen.
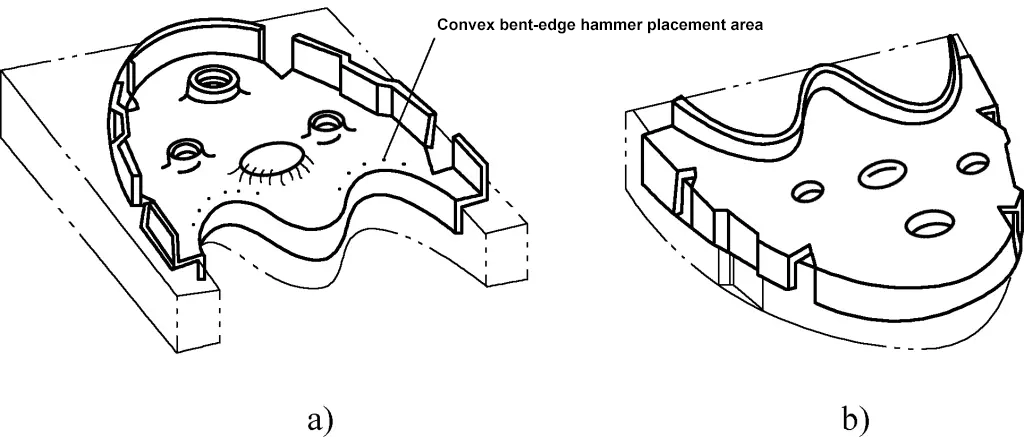
a) Vooraanzicht
b) Achteraanzicht
Bij dergelijke complexe structurele onderdelen is het onvermijdelijk dat er na de warmtebehandeling verschillende krommingen en ongelijkmatige vervormingen optreden. Veel voorkomende vervormingen zijn ontspannen en uitgezette gebogen randen bij uitsparingen, krimpen en spannen rond versterkingsgaten, losheid rond vlakke gaten, vlakke verdraaiing en toegenomen kromming van holle gebogen randen.
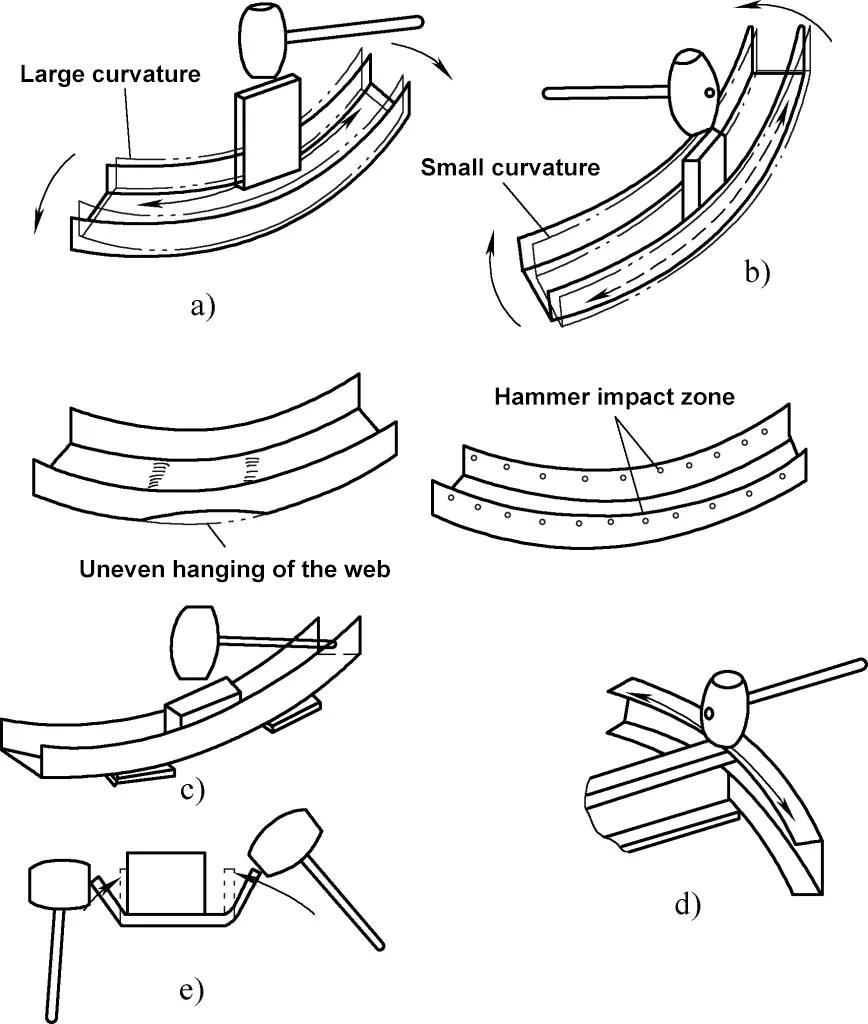
Het correctieproces voor grote paneelonderdelen is als volgt: Plaats het vervormde onderdeel (zie Afbeelding 26a) na de warmtebehandeling op een mal. Sla eerst met rubberen strips op de vlakke delen van de plaat om deze in overeenstemming te brengen met de mal.
Gebruik een non-ferro metalen hamer of een hardhouten hamer om op de basis van versterkingsuitsparingen en verlichtingsgaten te tikken (gebruik een blok om tegen deze gebieden te slaan om schade te voorkomen). Het doel van het hameren is om de trekspanning te verminderen en de drukspanning te verhogen. Draai dan het onderdeel om en plaats het op een andere mal met de achterkant naar boven (zie Figuur 26b), waar je dezelfde hamer gebruikt om rond de basis van de versterkende uitsparingen en verlichtingsgaten te slaan, of gebruik een non-ferrometaalblok om tegen deze gebieden te drukken.
Gebruik rubberen strips om consequent op de baan te tikken om oneffenheden af te vlakken. Als de baan tekenen van uitbolling of verdraaiing vertoont, corrigeer dit dan op dezelfde manier als bij een vlakke plaat. Aangezien de rek van het materiaal bij de holle gebogen rand tijdens het afronden het grootst is, plaats je het onderdeel terug op de mal (zoals getoond in Afbeelding 26a) en sla je gelijkmatig op de holle gebogen rand totdat het materiaal ontspant en overeenkomt met de mal.
De belangrijkste structurele elementen van een paneel zijn de lijf- en randpanelen. Ongeacht eventuele lokale structuren op de lijfplaat (zoals platte gaten, versterkingsgaten of lokale vervormingen), moet ten minste één zijde van de lijfplaat vlak blijven. Ongeacht eventuele uitsparingen of lokale vervormingen op het randpaneel, moet het randpaneel altijd loodrecht op het vlak van de baan staan. Daarom moeten alle correcties worden uitgevoerd op een platform.
Voor complexere, grote paneelonderdelen moeten mallen gebruikt worden voor correctie om ervoor te zorgen dat de vorm van het onderdeel de juiste vorm zo dicht mogelijk benadert. Corrigeren zonder mal is ten strengste verboden, aangezien overmatige ineffectieve correcties de vervorming kunnen verergeren, wat kan leiden tot onherstelbare vervorming.
Bij het corrigeren van eenvoudigere paneelonderdelen moet de baan altijd vlak tegen het plateauoppervlak blijven liggen. Bij het hameren van de vezels van de baan of het buigen van lijnen moet het platform gebruikt worden als een stevige basis. Het gebied waar gehamerd wordt moet stevig ondersteund worden - hameren zonder ondersteuning is ten strengste verboden, omdat dit niet alleen de vezellengte niet kan aanpassen, maar ook nieuwe oneffenheden kan introduceren.
Bij het corrigeren van grote vlakke oppervlakken moet de vlakke kant tegen de mal of het platform worden geplaatst, met de oneffen kant naar boven. Dit vergemakkelijkt het aanbrengen van de rubberen strip voor het nivelleren. Ondertussen moet het gecorrigeerde deel van de baan in contact zijn met het malvlak en niet hangen, om het gebruik van de hamer te vergemakkelijken en om te voorkomen dat er nieuwe deuken ontstaan door het aanbrengen van de rubberen strip. Als het te slaan gebied klein is of een grotere nauwkeurigheid vereist, kan een wigblok worden gebruikt om het gebied te richten.
Voor grote kromtrekkende vervormingen van framepanelen kan koppel worden toegepast in de tegenovergestelde richting van de vervorming om het oorspronkelijke vervormingsniveau te verlagen. Daarna kan hameren worden gebruikt voor zorgvuldige correctie totdat het voldoet aan de tekenspecificaties.
Om de uitwendige kwaliteit en vormnauwkeurigheid van het framepaneel te garanderen, moet het gebruik van hamers of blokken van harde materialen in direct contact met het werkstukoppervlak worden vermeden om sporen achter te laten. Voor de verbindingen tussen de web- en frameranden waarbij het moeilijk is om externe krachten uit te oefenen, moeten zachtere blokken of gereedschappen met een vorm die past bij de contour worden gebruikt om indirecte kracht uit te oefenen. Dit voorkomt dat onnauwkeurigheden in de krachttoepassing of onderlinge interferentie tussen onderdelen het correctieresultaat beschadigen.


