
Analyse van 4 factoren die de lasersnijkwaliteit beïnvloeden
Wat maakt de ene lasersnede vlekkeloos en de andere vol imperfecties? In dit artikel onderzoeken we vier kritieke factoren die...
Hoe kun je precisie garanderen bij het buigen van plaatwerk? De K-factor is een cruciaal element in dit proces en bepaalt de positie van de neutrale as tijdens het buigen. Dit artikel introduceert het concept van de K-factor, het belang ervan bij metaalbewerking en hoe je de K-factor calculator kunt gebruiken voor nauwkeurige resultaten. Door deze principes te begrijpen, kun je de precisie en efficiëntie van je plaatwerkprojecten verbeteren. Duik in het artikel om te leren hoe je elke keer perfecte bochten kunt maken!

Bij de berekening van de buig-K-factor wordt de verhouding van de afstand tot de neutrale laag van de plaatmateriaal naar het binnenoppervlak van de bocht tot de dikte van het plaatmetaal. De formule is K-factor = δ/T. Hier is δ de afstand van het binnenoppervlak tot de neutrale laag en T de dikte van het plaatmetaal. Het gebruik van de K-factor kan helpen bij het nauwkeurig berekenen van de vlakke lengte van plaatdelen.
Voor extra gemak kun je ook onze plaatwerk buigen calculator om de vlakke lengte te berekenen.
In SolidWorks is de instelling van de K-factor gerelateerd aan de buigradius, maar de specifieke waarde is niet eenvoudig te bepalen omdat deze relatie moet worden gedefinieerd op basis van de werkelijke omstandigheden. Om plaatwerk ontvouwen Om precies te zijn biedt SolidWorks een tabel voor buigaftrek, waarmee gebruikers verschillende K-factorwaarden kunnen opgeven om de materiaalgebaseerde standaard K-factoren toe te passen. Daarnaast kunnen materiaalgebaseerde standaard K-factoren ook worden toegepast via de tabel met plaatwerkspecificaties.
In de praktijk, als de buigradius groot is of een specifieke buigradius (zoals R5 of R8) vereist is door de klant, kan de K-factor gebruikt worden voor het ontvouwen om nauwkeurigheid te garanderen. Als de werkelijke buigradius bijvoorbeeld 8 is en de plaatdikte 2, dan zou de K-factor 0,415 zijn.
Metallurgische K-factoren beïnvloeden buigbewerkingen in het productieproces aanzienlijk. De K-factor, die uniek is voor elke metaalsoort, dient als richtlijn voor het voorspellen van de buigtoeslag wanneer metallurgische materialen worden onderworpen aan buigen. Nauwkeurige toepassing van deze factoren is cruciaal bij het berekenen van nauwkeurige vlakke patronen voor het buigproces. De waarden voor standaardmaterialen zijn als volgt:
| Materiaalklasse | K-factor op variërende hoeken |
|---|---|
| Buigzaam | 0.35 |
| Intermediair | 0.41 |
| Veerkrachtig | 0.45 |
In het rijk van plaatwerk fabricageis precisie van het grootste belang. Tijdens de buigprocedure worden de platen gevormd met behulp van machines zoals een afkantpers. Dit apparaat maakt gebruik van een combinatie van een pons en matrijs. De pons duwt de plaat in de matrijs, waardoor er een kromming ontstaat.
Compatibiliteit tussen stempel en matrijs is essentieel om de precisie te behouden en de operationele veiligheid te garanderen.
Wanneer je de dwarsdoorsnede van de plaat tijdens het buigen bekijkt, is de neutrale as is van het grootste belang. Het is de plaats waar geen spanning of rek aanwezig is en die de dwarsdoorsnede in twee verschillende gebieden verdeelt.
Boven de neutrale as verdraagt het plaatmateriaal compressieterwijl het hieronder spanning. Met name de locatie van de neutrale as blijft constant in de lengte, maar varieert in zijn positie ten opzichte van de dikte van het materiaal.
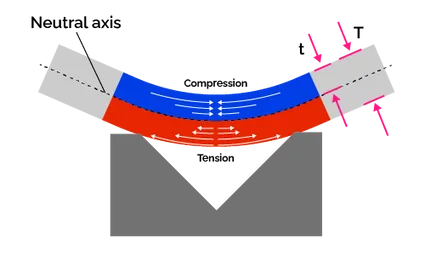
De K-factor komt hier naar voren als een kritisch concept, dat de positie van de neutrale as ten opzichte van de dikte van het materiaal bepaalt. De K-factor is in wezen de verhouding tussen de locatie van de neutrale as en de dikte van het plaatmateriaal. Door wiskundige formulering,
De berekening van de K-factor is essentieel omdat deze de verschuiving van de neutrale as voorspelt. Deze verschuiving vindt plaats op een afstand van ( K × T ) van het binnenoppervlak van de bocht.
Inzicht in de K-factor maakt integraal deel uit van de beheersing van plaatbewerking en verbetert de nauwkeurigheid van buigingen en de efficiëntie van de productie.
Als je een K-factor calculator gebruikt, heb je specifieke waarden nodig voor nauwkeurige berekeningen:
Met behulp van deze invoer geeft de K-factor calculator de verhouding aan waarin de neutrale as, een denkbeeldige lijn binnen het buiggebied die geen compressie of uitzetting ondervindt tijdens het buigen, zich bevindt ten opzichte van de materiaaldikte vanaf het binnenoppervlak.
Voor plaatmaterialen speelt de dikte een centrale rol. De gepresenteerde gegevens laten zien hoe de K-factor schaalt met de dikte.
| Metaaldikte (mm) | K-factor (alle buighoeken) |
|---|---|
| 0.8 | 0.615 |
| 1.0 | 0.45 |
| 1.2 | 0.35 |
| 1.5 | 0.348 |
| 2.0 | 0.455 |
| 3.0 | 0.349 |
| 4.0 | 0.296 |
Buigaftrek is cruciaal voor het buigen van metaalplaat, vooral bij hoeken van 90 graden. Hieronder vind je een tabel met aftrekmogelijkheden voor verschillende materiaaldiktes:
| Metaaldikte (mm) | Bochtafname (hoeken van 90º) |
|---|---|
| 0.8 | 1 |
| 1.0 | 1.5 |
| 1.2 | 2 |
| 1.5 | 2.5 |
| 2.0 | 3 |
| 3.0 | 5 |
| 4.0 | 7 |
| 5.0 | 10 |
Bij het buigen van plaatmetaal is de afstand van het binnenoppervlak tot de laag die niet van grootte verandert van cruciaal belang - en dit wordt de K-factor genoemd. De K-factor is een verhouding die essentiële informatie geeft om het resultaat van een metalen buiging te voorspellen. Het is de afstand van het binnenoppervlak tot de zogenaamde neutrale laag - waar de lengte constant blijft - gedeeld door de totale dikte van de plaat.
Wanneer een metalen plaat in een boog wordt gebogen, veranderen de lengtes van de binnen- en buitenoppervlakken duidelijk. Het binnenoppervlak wordt korter terwijl het buitenoppervlak langer wordt, waardoor tijdens het ontwerp een buigtoeslag nodig is. Omdat het materiaal zich aanpast aan de buiging, is de fysieke laag die zijn oorspronkelijke lengte behoudt tijdens het hele proces cruciaal voor nauwkeurige berekeningen.
De maximale K-factor is inherent beperkt door de dikte van het plaatwerk:
Deze beperking is te wijten aan de observatie dat, hoewel beide oppervlakken lengteveranderingen ondergaan tijdens het buigen, de neutrale laag naar het binnenoppervlak leunt - in schril contrast met eerdere overtuigingen. Bij een krappe buiging kan de binnenkant bijvoorbeeld 0,3 eenheden krimpen, terwijl de buitenkant 1,7 eenheden uitzet. Door ervoor te zorgen dat de K-factor niet groter is dan 0,5 wordt de asymmetrische verplaatsing die kenmerkend is voor het buigproces verklaard.
Voor materialen die worden onderworpen aan buigen, is de K-factor niet statisch en varieert deze afhankelijk van het toegepaste buigproces.
Tijdens de eerste buigfasen, gekenmerkt door elastische vervorming, bevindt de neutrale as zich in het midden van de dikte van het materiaal. Naarmate het buigen overgaat in plastische vervorming - permanent en onherstelbaar - verschuift de neutrale as naar de binnenkant van de bocht.
De R/T-verhouding kwantificeert de mate van vervorming bij buigprocessen; R staat voor de interne buigradius en T voor de materiaaldikte.
Een afname van de R/T verhouding correleert met een intensievere vervorming en een toegenomen binnenwaartse verschuiving van de neutrale as. Waarnemingsgegevens onder specifieke omstandigheden tonen deze relatie tussen R/T en de K-factor aan en worden als volgt gedetailleerd:
| R/T-verhouding | K Factor |
|---|---|
| 0.1 | 0.21 |
| 0.2 | 0.22 |
| 0.3 | 0.23 |
| 0.4 | 0.24 |
| 0.5 | 0.25 |
| 0.6 | 0.26 |
| 0.7 | 0.27 |
| 0.8 | 0.30 |
| 1.0 | 0.31 |
| 1.2 | 0.33 |
| 1.5 | 0.36 |
| 2.0 | 0.37 |
| 2.5 | 0.40 |
| 3.0 | 0.42 |
| 5.0 | 0.46 |
| 7.5 | 0.50 |
Voor het berekenen van de straal van de neutrale as (ρ) wordt de vergelijking ρ = R + KT gebruikt, waarbij K staat voor de K-factor en T voor de dikte van het materiaal.
Eigenschappen van het materiaal en toegepaste buigtechnieken beïnvloeden de K-factor.
Gewoonlijk hebben zachtere plaatmetalen lagere K-waarden, wat leidt tot een uitgesproken verschuiving van de neutrale as in de bocht.
Voor 90-graden bochten bieden gegevenstabellen K-waarden voor diverse materialen:
| Buigtafel | Type materiaal | K Factor |
|---|---|---|
| 1 | Zacht messing, koper | 0.35 |
| 2 | Hard messing, koper, zacht staal, aluminium | 0.41 |
| 3 | Hard messing, brons, koudgewalst staal, verenstaal | 0.45 |
De buighoek speelt een rol bij het aanpassen van de K-waarden, vooral voor bochten met kleinere binnenstralen.
Als de buighoek toeneemt, trekt de neutrale as naar binnen.
De K-factor is een kritische parameter die de mate van vervorming tijdens het buigproces meet en de rek- en spanningstoestand van het materiaal weergeeft tijdens het buigen. Voor materialen zoals roestvast staal en aluminium worden de effecten van de K-factor voornamelijk waargenomen in een aantal belangrijke gebieden:
Voor roestvast staal wordt de buig-K-factor beïnvloed door verschillende factoren, waaronder de materiaaleigenschappen, plaatdikte, buigradius, buighoek en het buigproces en de buigapparatuur. Om het buigproces voor roestvast staal te optimaliseren, is het essentieel om geschikte materialen te kiezen, de plaatdikte, buigradius en buighoek te controleren en geavanceerde buigtechnieken en -apparatuur te gebruiken om de K-factor te verminderen en de buigvervorming te minimaliseren. Dit geeft aan dat de buig-K-factor voor roestvast staal gevoeliger is voor deze factoren in vergelijking met andere materialen.
Bij aluminium wordt tijdens het buigvervormingsproces het materiaal aan de binnenkant samengedrukt, terwijl het materiaal aan de buitenkant wordt uitgerekt, waarbij het materiaal zijn oorspronkelijke lengte, verdeeld in een boog, behoudt. Dit toont aan dat aluminium een sterk elastisch herstelvermogen heeft tijdens buigvervorming. Dit betekent echter ook dat de K-factor relatief hoog is omdat aluminium aanzienlijke rek en spanning ondergaat tijdens buigvervorming.
De invloed van de buig-K-factor varieert tussen verschillende materialen, zoals roestvast staal en aluminium. Voor roestvast staal kan de K-factor, vanwege de eigenschappen en verwerkingsomstandigheden, gemakkelijker worden beïnvloed, terwijl voor aluminium, ondanks het goede elastische herstelvermogen, de K-factor een essentiële overweging blijft, vooral bij het ontwerpen van complexe constructies waarbij een nauwkeurige controle van de K-factor noodzakelijk is om de stabiliteit en veiligheid van de constructie te garanderen.
Om de K-factorwaarden aan te passen aan verschillende buigmallen en -drukken, is het essentieel om eerst het basisconcept en de functie van de K-factor te begrijpen. De K-factor, of Neutrale Factor, wordt gebruikt in ontwerp plaatmetaal De K-factor beschrijft de dikte van de neutrale laag tijdens het buigproces en bepaalt de mate van vervorming en potentiële schade aan het plaatwerkdeel tijdens het buigen. De aanpassing van de K-factor houdt voornamelijk rekening met de volgende aspecten:
Verband tussen de plaatdikte en de R-waarde: De K-factor wordt meestal bepaald door de plaatdikte (R) te delen door de plaatdikte (R). Als de werkelijke R-waarde bijvoorbeeld 8 is en de plaatdikte 2, dan zou de K-factor 0,415 zijn. Dit geeft aan dat de aanpassing van de K-factor gebaseerd kan worden op de werkelijke plaatdikte en R-waarde.
Buighoek: Voor buigingen anders dan 90 graden verandert de formule voor het berekenen van de K-factor. Dit komt omdat verschillende buighoeken verschillende effecten hebben op het plaatwerkdeel, waardoor aanpassingen aan de K-factor nodig zijn op basis van de specifieke buighoek.
Vormkenmerken en druk: De druk en de eigenschappen van elke buigmatrijs verschillen, wat de aanpassing van de K-factor beïnvloedt. Voor onregelmatige bochten kan de K-factor bijvoorbeeld worden ingesteld op 0,5 en kan de neutrale laag direct worden gemeten met AUTOCAD, waarna deze wordt aangepast aan de specifieke situatie. Dit toont aan dat het in de praktijk ook nodig is om rekening te houden met de specifieke parameters van de matrijs, zoals de breedte van de onderste matrijsgroef, om de nauwkeurigheid van de uitgevouwen afmetingen te garanderen.
Softwaretools bieden vaak vooraf ingestelde K-factoren en buigcoëfficiënten, maar gebruikers kunnen ook persoonlijke instellingen maken op basis van hun behoeften.
Het aanpassen van de K-factorwaarden vereist een uitgebreide beschouwing van de plaatdikte en R-waarde, buighoek, matrijskenmerken en druk, evenals de hulp van softwaretools. Door een nauwkeurige berekening en de juiste aanpassing is het mogelijk om ervoor te zorgen dat de prestaties en kwaliteit van plaatwerkonderdelen tijdens het buigproces voldoen aan de ontwerpvereisten.
In software zoals SolidWorks kan de K-factor, die de verhouding weergeeft van de positie van de neutrale as ten opzichte van de dikte van het plaatwerkdeel, nauwkeurig worden ingesteld en toegepast door de K-factor buigcoëfficiënt te specificeren met behulp van tabellen die meestal zijn opgenomen in de SOLIDWORKS-toepassing in Microsoft Excel-formaat, en die zich in een specifieke map in de installatiemap bevinden.
Om de K-factor voor buigen nauwkeurig toe te passen, kunnen de volgende methoden worden gebruikt:
De sleutel tot het nauwkeurig instellen en toepassen van de K-factor ligt in het gebruik van de door SOLIDWORKS geleverde K-factor buigcoëfficiënt tabellen, samen met handmatige aanpassingen en insteltechnieken, om te voldoen aan verschillende ontwerpbehoeften en materiaaleigenschappen. Deze methoden kunnen de nauwkeurigheid en efficiëntie van het ontwerp aanzienlijk verbeteren.
Veel voorkomende misvattingen en fouten bij het berekenen van de K-factor zijn onder andere:
Een gebrek aan diepgaand of eenzijdig begrip van de K-factor.
Bijvoorbeeld, bij het meten van de groei van gebruikersreferenties wordt de K-factor ten onrechte gezien als een directe weerspiegeling van productkwaliteit, waarbij de complexiteit van gebruikersgedrag en aanbevelingsbereidheid over het hoofd wordt gezien. Bovendien kan de K-factor bij het meten van centrifugale efficiëntie, hoewel het bezinkingstrajecten kan integreren met relatieve centrifugale kracht, misverstanden veroorzaken als de berekeningsmethoden en toepassingsscenario's niet goed worden begrepen.
Problemen met gegevensverwerking bij het berekenen van de K-factor.
In sommige gevallen kan het verkrijgen van de experimentele gegevens die nodig zijn voor de K-factor een uitdaging zijn, of het kan nodig zijn om te vertrouwen op specifieke referenties of richtlijnen voor de berekening. Deze afhankelijkheid van externe informatie kan de nauwkeurigheid en betrouwbaarheid van de resultaten beïnvloeden.
Onjuiste selectie van K-factorwaarden.
Op het gebied van machinaal leren kan het kiezen van een te kleine waarde voor K leiden tot een hoger foutenpercentage, terwijl een te grote waarde het concept van naaste buren kan verwateren, wat resulteert in te veel gemiddelde uitkomsten. Dit geeft aan dat het kiezen van een geschikte K-factorwaarde op basis van specifieke omstandigheden een veelvoorkomende uitdaging is in praktische toepassingen.
Het over het hoofd zien van de relatie tussen de K-factor en andere meetgegevens.
Als de K-factor bijvoorbeeld kleiner is dan 1, kan het systeem een gebrek aan doorverwijzing hebben, wat leidt tot een geleidelijke afname van het aantal nieuwe gebruikers totdat de groei volledig stopt. Dit toont aan dat de K-factor niet alleen een onafhankelijke metriek is, maar ook moet worden beoordeeld in combinatie met andere factoren (zoals NPS-scores) om het potentieel voor de groei van gebruikersreferenties volledig te evalueren.
Veel voorkomende misvattingen en fouten bij K-factorberekeningen zijn misverstanden over het begrip K-factor, problemen met gegevensverwerking, onjuiste selectie en het over het hoofd zien van de relatie met andere meeteenheden. Correct begrip en toepassing van de K-factor vereisen een uitgebreide beschouwing van verschillende factoren en omstandigheden.
De K-factor in plaatmateriaal heeft betrekking op de verhouding tussen de locatie van de neutrale as - waar geen spanning of compressie optreedt tijdens het buigen - en de totale dikte van het plaatmateriaal. Deze factor is essentieel om te begrijpen hoe de plaat zal buigen.
De K-factor bepalen:
Verschillende variabelen beïnvloeden de K-factor, waaronder:
Bij een plaat met een buigtoeslag van 15 mm en een buighoek van 60° met een materiaaldikte en een buigradius van beide 10 mm, wordt de K-factor als volgt bepaald 0.432.
De berekening omvat de buigtoeslag en factoren met betrekking tot de straal en de dikte van het materiaal ten opzichte van de buighoek.







