
Verbinden van metaal: Uitleg over lassen, klinken en draadsnijden
Hoe bouwen we de machines die onze wereld aandrijven? Duik in de kunst van het mechanisch verbinden, waar metaal en...
Bruggen, torens en wolkenkrabbers - wat hebben ze allemaal gemeen? Ze vertrouwen op een eenvoudig maar essentieel onderdeel om hun metalen onderdelen bij elkaar te houden: klinknagels. Deze kleine maar machtige bevestigingsmiddelen spelen een cruciale rol in het creëren van sterke, duurzame verbindingen die bestand zijn tegen enorme krachten. In dit artikel nemen we de fascinerende wereld van klinknagels onder de loep. Je leert over de ingenieuze gereedschappen en technieken die vakmensen gebruiken om metalen onderdelen stevig aan elkaar te bevestigen. Van de basis van soorten klinknagels tot het stap-voor-stap installatieproces, we behandelen het allemaal. Bereid je voor op een nieuwe waardering voor deze vaak over het hoofd geziene helden van de bouw en techniek!

Het verbinden van twee of meer werkstukken met klinknagels wordt klinken genoemd. Omdat klinken eenvoudig te bedienen en flexibel toepasbaar is, wordt het meestal gebruikt in situaties waar de kracht niet groot is. Afhankelijk van of de delen ten opzichte van elkaar kunnen roteren na het klinken, kan klinken worden onderverdeeld in vast klinken en beweegbaar klinken, zoals weergegeven in figuur 1.
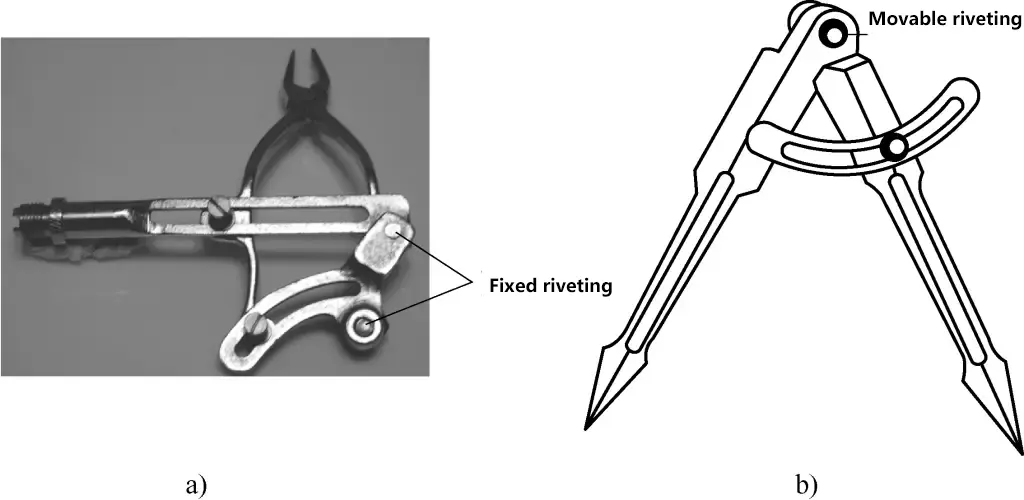
a) Vastklinken
b) Beweegbare klinknagel
Op basis van de verschillende klinkmethoden kunnen klinkbewerkingen worden onderverdeeld in warm klinken, koud klinken en gemengd klinken. Over het algemeen wordt koud klinken gebruikt voor klinknagels met een diameter van minder dan 8 mm.
Hieronder wordt de handmatige koudklinktechniek voor installateurs geïntroduceerd.
De hamer die gebruikt wordt voor het klinken van fitters is meestal een kogeltanghamer en de specificaties worden gekozen op basis van de diameter van de klinknagel. De meest gebruikte zijn 0,66 kg of 0,88 kg kogeltip hamers.
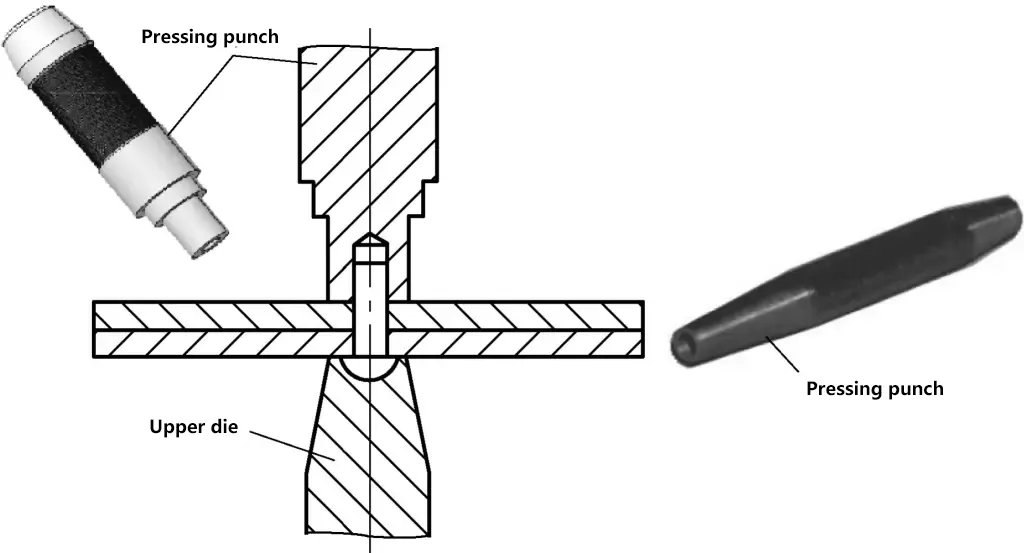
Zoals getoond in Figuur 2. Nadat de klinknagel in het gat is gestoken, wordt deze gebruikt om de te klinken platen stevig aan te drukken en goed op elkaar aan te laten sluiten.
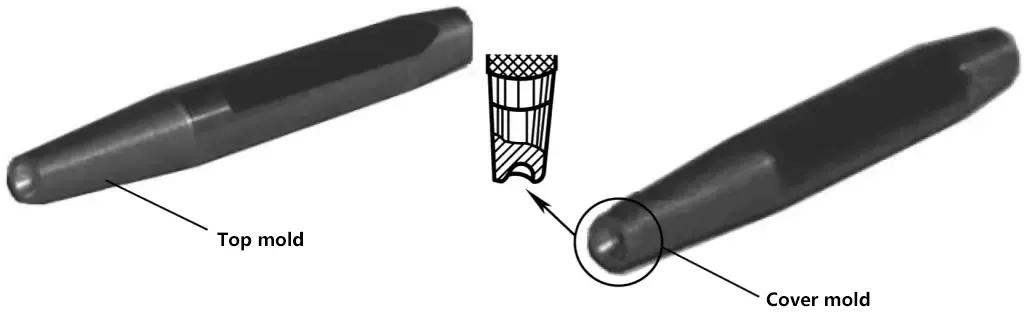
Bij het klinken van halfronde klinknagels en halfronde verzonken klinknagels, is het uiteindelijke klinkvormproces het gebruik van de matrijs en het kapje om de klinknagelkop een regelmatige vorm te geven, zoals getoond in Figuur 3. Het halfronde concave bolvormige oppervlak van de koppen van de matrijs en het kapje moeten worden gemaakt volgens de standaardmaat van de halfronde klinknagel.
Naast de hierboven genoemde hoofdgereedschappen zijn ook ondersteunende gereedschappen zoals aambeelden en klemgereedschappen zoals bankschroeven nodig tijdens het klinken.
1) Volgens de verschillende vormen van de klinknagels, worden klinknagels voornamelijk onderverdeeld in platte klinknagels, halfronde klinknagels, verzonken klinknagels, halfronde verzonken klinknagels en holle klinknagels, zoals weergegeven in figuur 4.
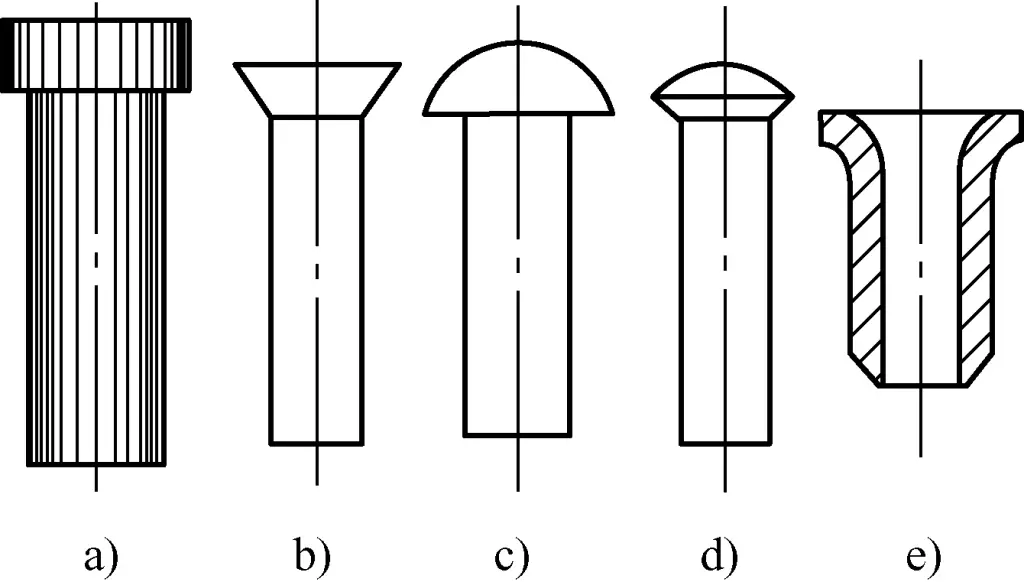
a) Klinknagel met platte kop
b) Klinknagel met verzonken kop
c) Halfronde klinknagel
d) Halfronde klinknagel met verzonken kop
e) Holle klinknagel
2) Volgens de verschillende toepassingen van de klinknagels, kunnen klinknagels worden onderverdeeld in ketel klinknagels, stalen structuur klinknagels, en transmissie riem klinknagels.
3) Volgens het materiaal van de klinknagels kunnen klinknagels worden onderverdeeld in staal, koper (zuiver koper en messing) en aluminium.
De klinkparameters worden getoond in Figuur 5.
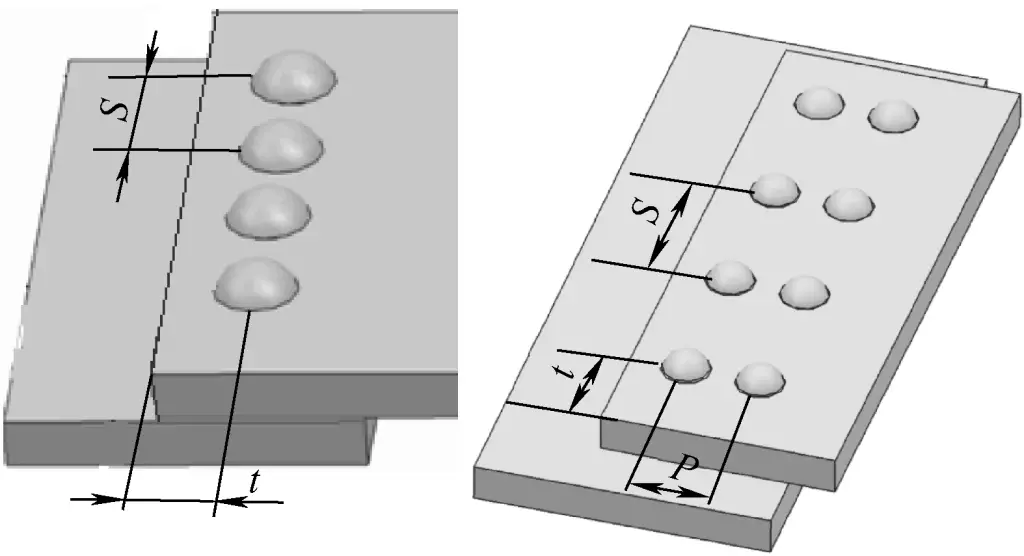
1) Berekening van klinknagelafstand, randafstand en rijafstand
Enkele rij klinken
De klinknagelafstand is S=3d
De klinkrandafstand is t=1,5d
Waarbij d de diameter van de klinknagel is.
Dubbelrijige klinknagels
De klinknagelafstand is S=4d
De klinkrandafstand is t=1,5d
De klinkrijafstand is P=2d
2) Bepaling van de klinknageldiameter
De keuze van de klinknageldiameter is meestal gerelateerd aan de berekende dikte van de te verbinden platen. Om ervoor te zorgen dat de klinknagels voldoende afschuifsterkte hebben, wordt de klinknageldiameter op basis van ervaring meestal gekozen volgens tabel 1.
Tabel 1 Bepaling van de klinknageldiameter (eenheid: mm)
| Dikte berekenen | 5~6 | 7~9 | 10~12 | 15~18 | 19~24 | ≥25 |
| Klinknagel Diameter | 10~12 | 14~18 | 20~22 | 24~27 | 27~30 | 30~36 |
Het principe voor het bepalen van de berekening van de dikte is:
3) Bepaling van de diameter van het doorvoergat d0 voor het klinken (zie tabel 2)
Tabel 2 Bepaling van de doorgaande gatdiameter voor het klinken (eenheid: mm)
| Diameter klinknagel d | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 8.0 | 10.0 | |
| Diameter doorgaand gat d0 | Ruwe montage | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 |
| Nauwkeurige montage | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 | |
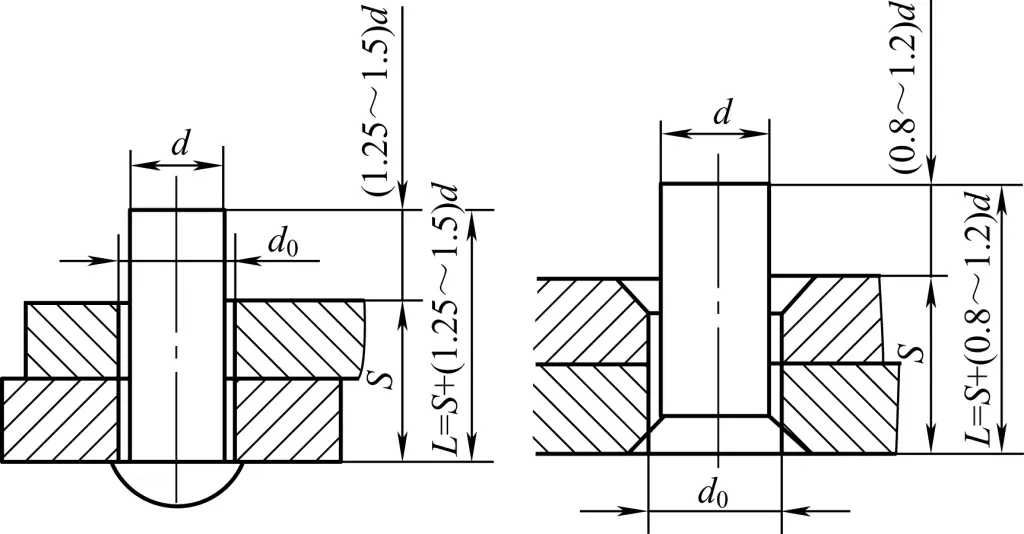
4) Bepaling van de klinknagellengte
De lengte van de klinknagel die bij het klinken wordt gebruikt, moet voldoende zijn om een klinknagelkop te vormen die aan de eisen voldoet en voldoende klinksterkte biedt. De lengte van de klinknagel omvat de totale dikte van de platen en de lengte van het uitstekende deel van de klinknagel. In het algemeen moet de lengte van het uitstekende deel van een halfronde klinknagel 1,25 tot 1,5 keer de diameter van de klinknagel zijn, terwijl dit voor verzonken klinknagels 0,8 tot 1,2 keer de diameter van de klinknagel moet zijn, zoals weergegeven in figuur 6.
1) Raadpleeg Tabel 1, selecteer de juiste klinknageldiameter op basis van de dikte van de te klinken onderdelen; raadpleeg Tabel 2 om de juiste boordiameter te selecteren voor het klinkgat (doorgaande gatdiameter) op basis van de klinknageldiameter en montageprecisie.
Als de diameter van het doorvoergat te klein is, zal de klinknagel bij het inbrengen de wanden van het gat van de verbindende onderdelen beschadigen en mogelijk scheuren veroorzaken; als de diameter van het gat te groot is, kan de klinknagel wiebelen of buigen tijdens het klinken, waardoor het uiterlijk van de klinknagelkop wordt aangetast en de klinknagelsterkte aanzienlijk vermindert.
2) Boor of ruim gaten in de te verbinden platen en verwijder bramen van de randen van de gaten.
3) Breng de klinknagel aan, plaats de ronde kop van de klinknagel op de bovenste matrijs en gebruik de drukstempel om de klinkdelen stevig samen te klemmen, zoals getoond in Figuur 7a.
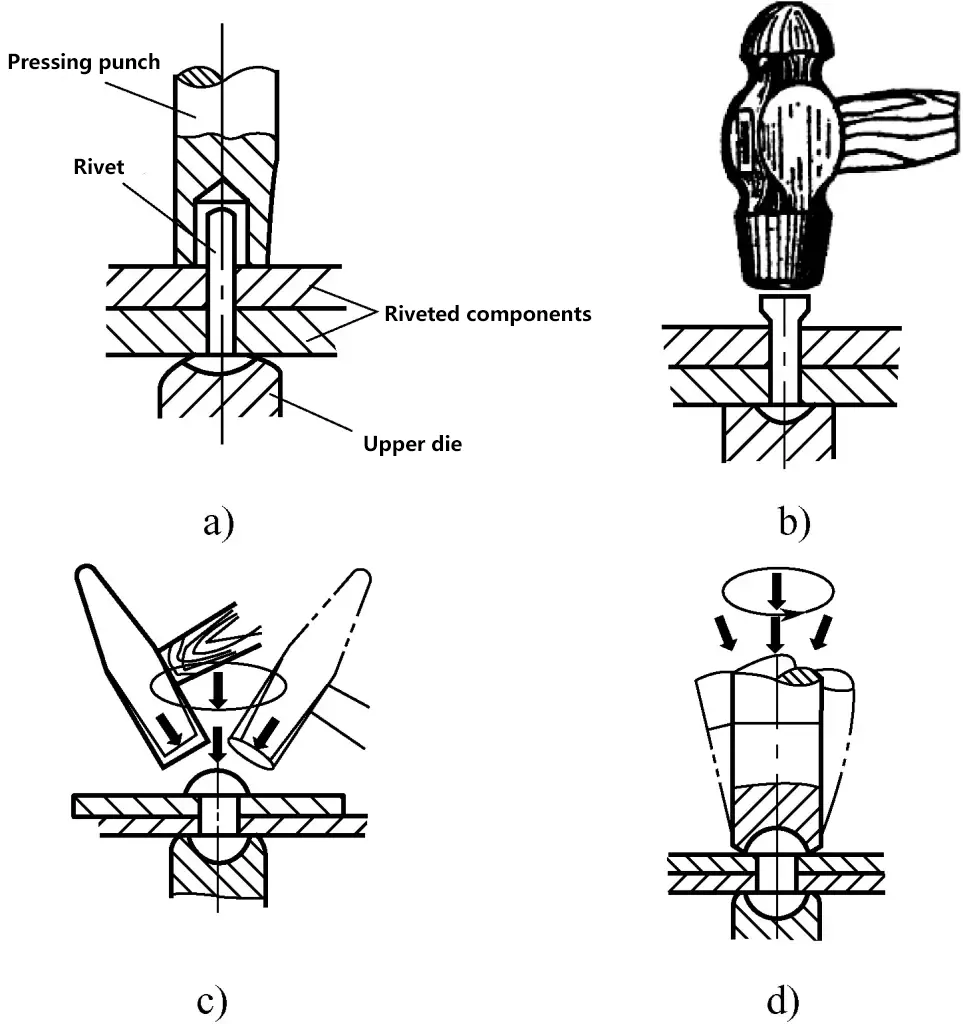
a) De klinknageldelen persen
b) De klinknagel verstellen
c) Smeden met een hamer
d) Een afdekmatrijs gebruiken om de klinknagelkop af te werken en te vormen
4) Zoals getoond in Figuur 7b, gebruik een hamer om de klinknagelkop om te buigen.
5) Zoals getoond in Figuur 7c, hamer en strijk de klinknagelkop glad tot zijn oorspronkelijke vorm.
6) Zoals getoond in Figuur 7d, gebruik een afdekmatrijs om de klinknagelkop de gewenste vorm te geven. Vermijd bij het gebruik van de afdekmatrijs beschadiging van de klinknagelkop of beschadiging van het oppervlak van het werkstuk.
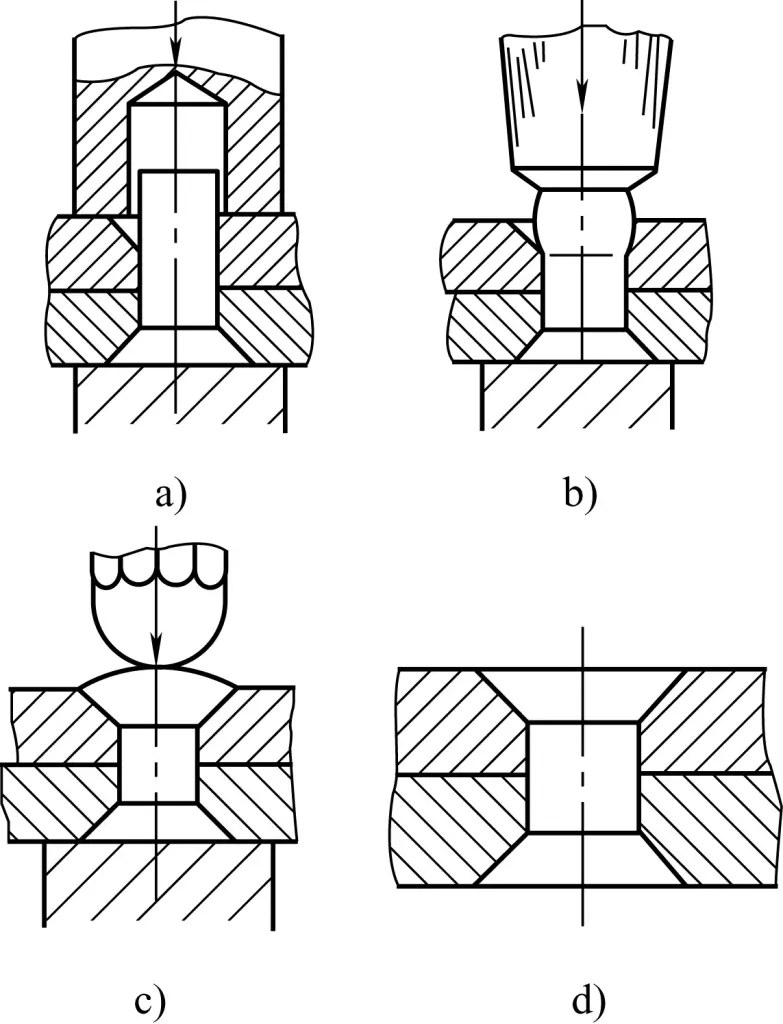
a) De klinknageldelen persen
b) Het uitstekende uiteinde van de klinknagel verstellen
c) Opspannen en vullen van de verzinkboor
d) Het uitstekende deel van de klinknagel vlak vijlen
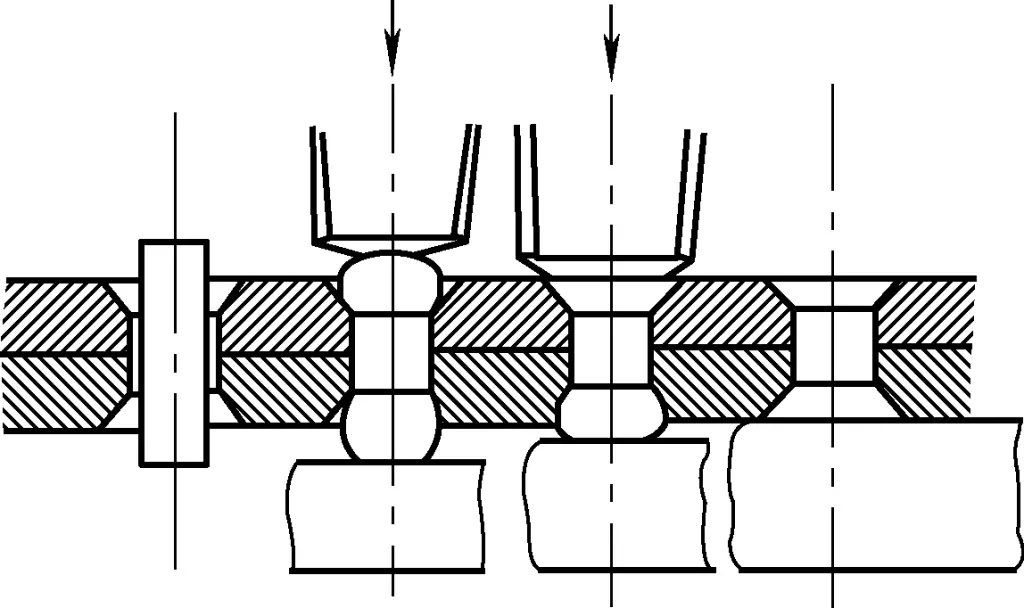
Zoals te zien is in Figuur 10, druk je na het plaatsen van de holle klinknagel in het gat eerst het werkstuk stevig aan, gebruik je vervolgens een sjabloonstempel om de rand van de holle klinknagel uit te zetten en gebruik je ten slotte een speciale vormstempel om de klinknagelkop te vormen.
Om de geklonken onderdelen na het klinken ten opzichte van elkaar te laten roteren, moet tijdens het beweegbaar klinken, naast het volgen van bovenstaand klinkproces, de hamerkracht licht zijn tijdens het plat slaan van de klinknagelkop. Controleer de bewegingsstatus tijdens het hameren om te voorkomen dat de onderdelen worden "doodgeklonken".
Als de geklonken delen moeilijk te draaien zijn na het klinken, kun je een holle matrijs (vergelijkbaar met de perforator) onder de klinknagelkop plaatsen en dan met een hamer op de klinknagelkop slaan. Hierdoor komt de klinknagel los, waardoor de twee geklonken delen ten opzichte van elkaar kunnen bewegen. Als de delen te los zitten, kunnen ze worden vastgedraaid volgens het vaste klinkproces, waardoor de strakheid van de beweegbare klinknagel naar behoefte kan worden aangepast.
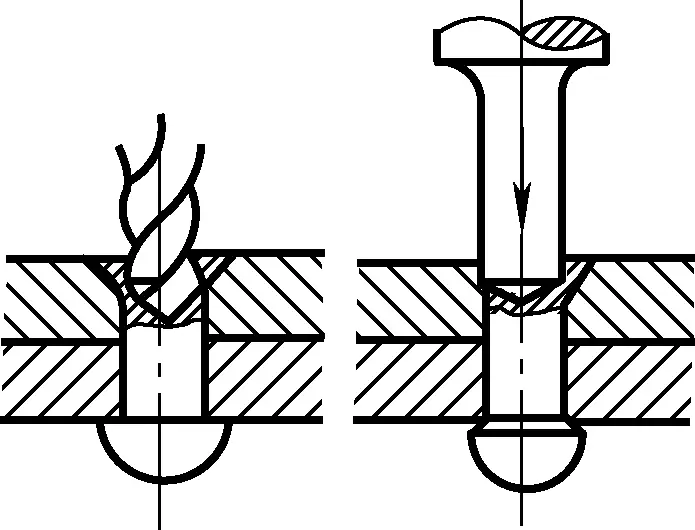
In sommige onderhoudsscenario's moeten geklonken onderdelen gedemonteerd worden om onderdelen te vervangen. In dit geval moet de klinknagelkop worden vernietigd voordat een speciale pons wordt gebruikt om de klinknagel eruit te drukken, waardoor het doel van het demonteren van de geklonken onderdelen wordt bereikt.
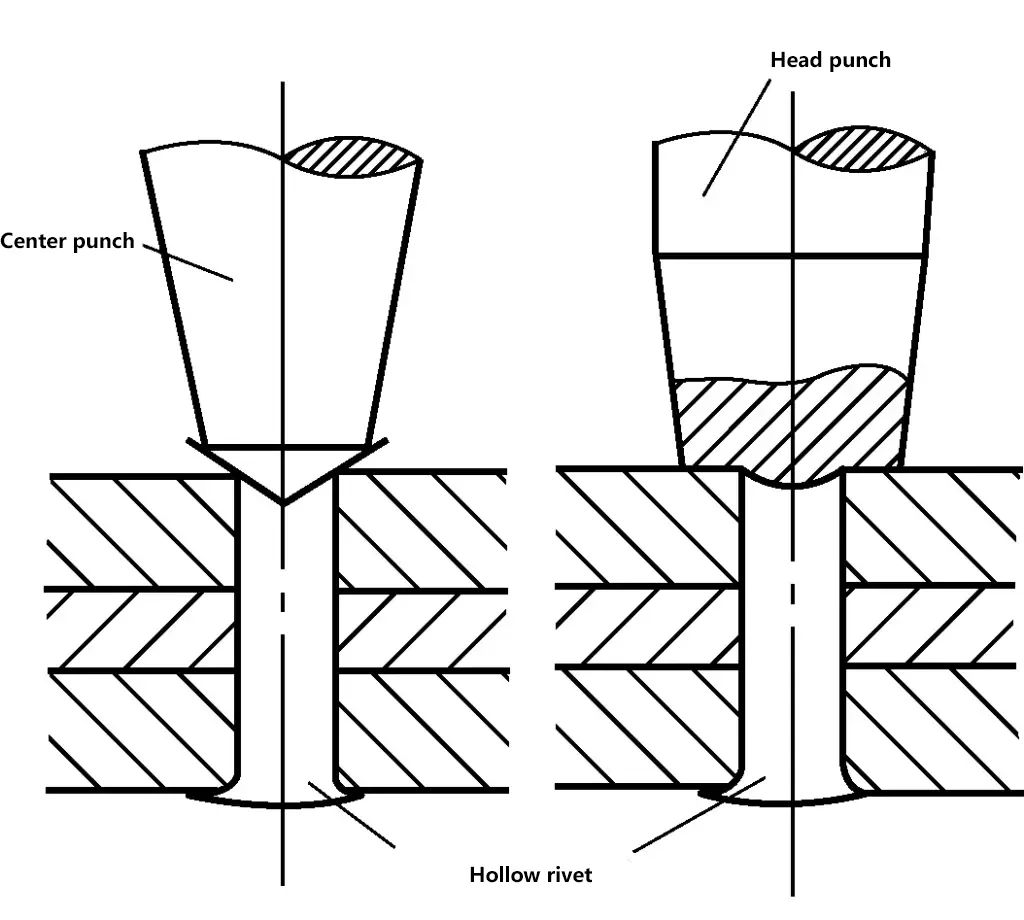
Zoals getoond in Figuur 11, gebruik tijdens de demontage eerst een centerpons om een gat in het midden van de klinknagelkop te maken en boor dan een gat met een boortje dat ongeveer 1 mm kleiner is dan de klinknageldiameter. De diepte van het gat moet iets groter zijn dan de hoogte van de klinknagelkop. Steek ten slotte een pons in het gat en druk de klinknagel eruit.
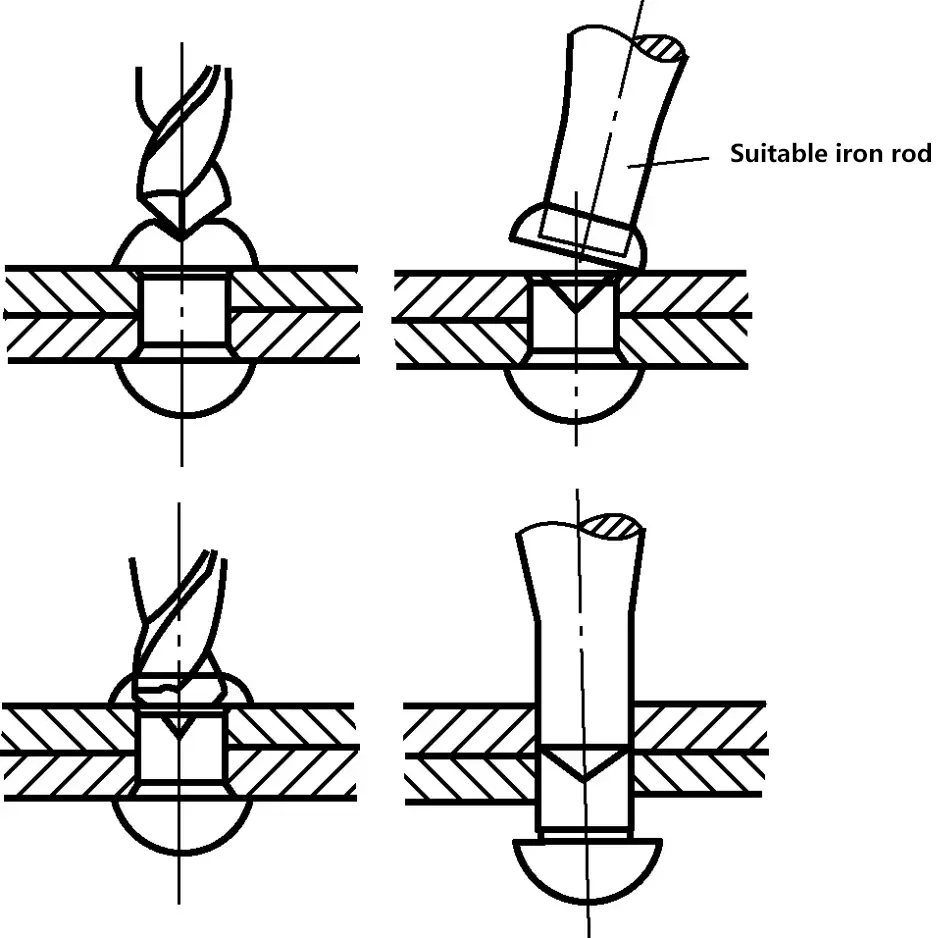
Zoals getoond in Figuur 12, maak je bij het demonteren van ronde klinknagels eerst de klinknagelkop een beetje plat, gebruik dan een centerpons om een gat te maken, steek een geschikte staaf in het gat om de klinknagelkop af te breken en gebruik ten slotte een pons om de klinknagel eruit te duwen.
Voor oppervlakken met lage eisen en ruwere gebieden kun je een beitel gebruiken om de klinknagelkop rond de klinknagel weg te beitelen. Deze methode is over het algemeen alleen geschikt voor klinknagels met een diameter van minder dan ϕ10 mm. Voor onderdelen waarvan het oppervlak niet beschadigd mag worden tijdens de demontage, gebruik je een geschikte boor om de klinknagel uit te boren.
Tabel 3 Oorzaken en preventiemaatregelen van klinknageldefecten
| Soorten defecten aan klinknagels | Illustratie van defecten | Oorzaken van defecten | Preventieve maatregelen |
| Schuine klinknagelkop | 1) Klinknagelschacht te lang; 2) Scheefstand tussen twee onderdelen en klinknagel; 3) Hamerkracht niet uitgeoefend door de klinknagelas tijdens het afvlakken | 1) Bereken en kies de juiste klinknagellengte; 2) Zorg voor coaxialiteit bij het boren van een klinknagelgat; 3) Het slagpunt moet door de as van de klinknagel gaan. | |
| Omtrek klinknagelkop te groot | 1) Klinknagelschacht te lang; 2) De diameter van de klinknagelmatrijs is te klein | 1) Bereken en kies de juiste klinknagellengte; 2) Kies de klinknagelmatrijs volgens de klinknagelspecificaties | |
| Ongelijke klinknagelkop | 1) Ongelijke hamerkracht, verschuiving of zwaaien van de hamer tijdens het hameren; 2) Klinkmatrijs of bovenmatrijs onder een hoek geplaatst | 1) Slagkrachtpunt door het midden van de klinknagel; 2) Zorg ervoor dat het midden van de klinknagelmatrijs of de bovenste matrijsbus concentrisch is met de klinknagelas. | |
| Kloof tussen geklonken onderdelen | 1) Ongelijk oppervlak tussen de werkstukken; 2) Perforator drukt vel niet goed aan | 1) Controleer of het oppervlak van werkstukken vlak is voor het klinken en repareer het oppervlak als het niet vlak is; 2) Bereken en bewerk de gatdiameter correct; 3) Zorg ervoor dat de perforator de werkstukken stevig aandrukt voor het klinken. | |
| Oppervlak van geklonken onderdelen verbrijzeld | 1) Klinknagelschacht te kort; 2) De diameter van de klinknagelmatrijs is te groot | 1) Bereken en kies de juiste klinknagellengte; 2) Kies een klinknagelmatrijs met de juiste diameter | |
| Gebogen klinknagelschacht | Diameter klinknagelschacht te klein of diameter klinkgat te groot | Bereken en selecteer de diameter van het doorvoergat correct vóór het klinken | |
| Verzonken klinknagelgat niet gevuld | 1) De lengte van de klinknagel is onvoldoende; 2) Bij het stuiken van de klinknagel staat de hamerrichting niet loodrecht op het te klinken vlak. | 1) Bereken en selecteer de juiste klinknagellengte; 2) Bij het stuiken van de klinknagel valt de hamerrichting samen met het midden van de klinknagelschacht. |







