
Hoe het gewicht van plaatmetaal berekenen: Essentiële formules
Heb je je ooit afgevraagd hoe je snel het gewicht van plaatstaal kunt berekenen? Dit artikel onthult een eenvoudige formule die...
Waarom buigt en verdraait metaal tijdens de productie en hoe kunnen we dat oplossen? Het rechtzetten van metaal, van handmatig hameren tot precieze vlamtechnieken, pakt dit probleem aan. In dit artikel worden verschillende methoden onderzocht die worden gebruikt om metaalvervormingen te corrigeren, zodat constructies voldoen aan de vereiste specificaties. Al lezend leer je praktische technieken en krijg je inzicht in de wetenschap achter het richten van metaal. Of je nu een hobbyist of een professional bent, inzicht in deze methoden zal je vaardigheden in metaalbewerking verbeteren.

Verschillende platen en profielen vervormen vaak enigszins door externe krachten, lassen en ongelijkmatige verwarming. Als de vervorming de technische specificaties overschrijdt, moet ze worden gecorrigeerd. Rechtzetten is het proces waarbij de vervormde geometrie wordt hersteld tot binnen het gespecificeerde technische bereik.
De oorzaken van vervorming zijn als volgt:
Tijdens de walsprocesstaal kan restspanningen ontwikkelen die vervorming veroorzaken. Inconsistenties in het uitrekken van koudgewalste dunne platen kunnen ook leiden tot vervorming.
Metaal ondergaat vervorming wanneer de restspanningen die gevormd zijn tijdens het walsen vrijkomen door gas te snijden; vervorming treedt op tijdens het lassen van staal door plaatselijke verhitting en deze ongelijkmatige verhitting genereert lasspanning; daarnaast kan onjuist transport, onjuiste opslag of onjuiste behandeling ook plaatselijke vervorming veroorzaken. Samengevat zijn de oorzaken van vervorming in staal veelzijdig en complex.
De vervorming van staal mag de toleranties niet overschrijden, anders beïnvloedt het de onderdeelnummering, het snijden en andere bewerkingsstappen, waardoor de bewerkingsnauwkeurigheid afneemt en zelfs de juiste assemblage van de hele constructie wordt beïnvloed. Daarom is het noodzakelijk om te corrigeren om de vervorming te elimineren of te beperken binnen het gespecificeerde bereik.
De toleranties voor staal vóór gebruik staan in Tabel 6-1.
Tabel 6-1 Toleranties voor staal vóór gebruik
| Geometrische nauwkeurigheid | Vereenvoudigd diagram | Tolerantiewaarde |
| Plaatselijke doorbuiging van stalen platen en vlak staal | 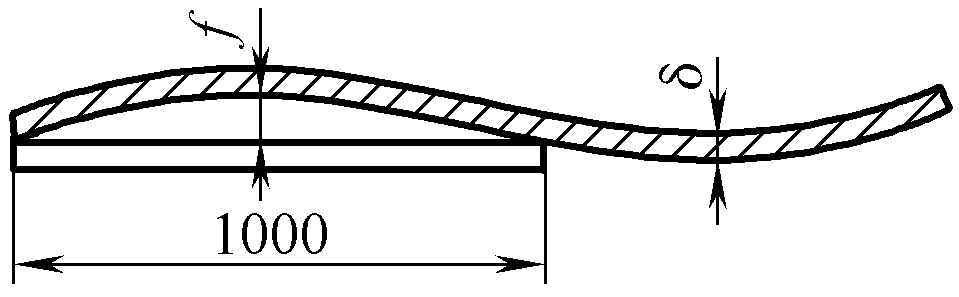 | Wanneer δ≥14mm, f≤1mm; wanneer δ<14mm, f≤1.5mm |
| Rechtheid van hoekstaal, kanaalstaal, I-profiel en buizen | 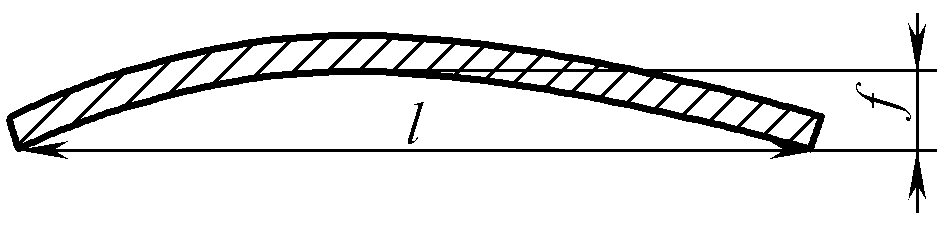 | f≤L/1000 ≤5mm |
| Verticaliteit van beide zijden van hoekstaal | 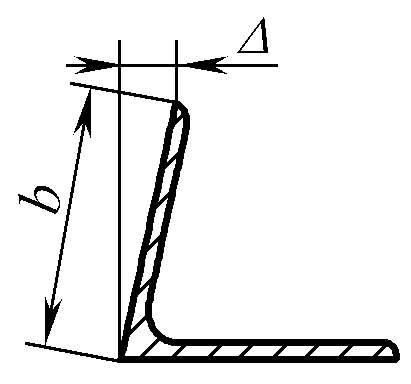 | Δ≤b/100 |
| Helling van flenzen van I-profiel en kanaalstaal | 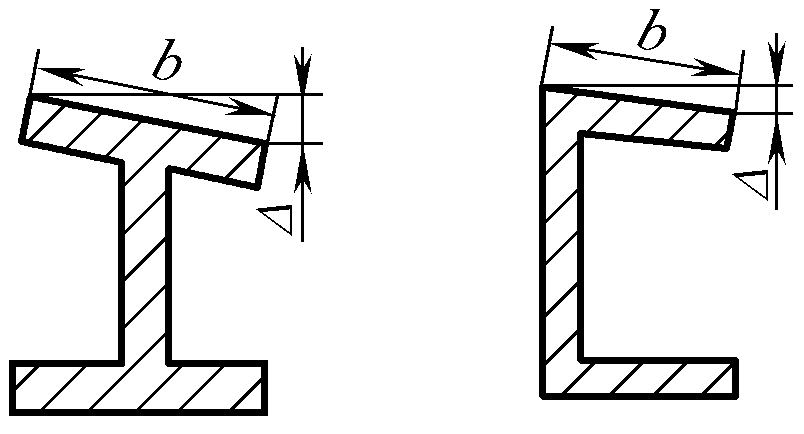 | Δ≤b/80 |
Handmatig corrigeren is een basisvaardigheid die je in de productie onder de knie moet krijgen. Als er geen gespecialiseerde correctieapparatuur is, wordt handmatige correctie veel gebruikt voor kleine platen, profielen, gesneden onderdelen en plaatselijke vervormingen van gelaste constructies.
Gebruikelijke handmatige correctie omvat het gebruik van verschillende gereedschappen zoals grote hamers, hamers en metalen platen, waarbij methodes zoals hameren, wringen, trekken en duwen op specifieke delen van het werkstuk worden gebruikt om het strakkere metaal uit te rekken en uit te zetten, waardoor uiteindelijk de vezellengtes van elke laag consistent worden gemaakt om het doel van de correctie te bereiken.
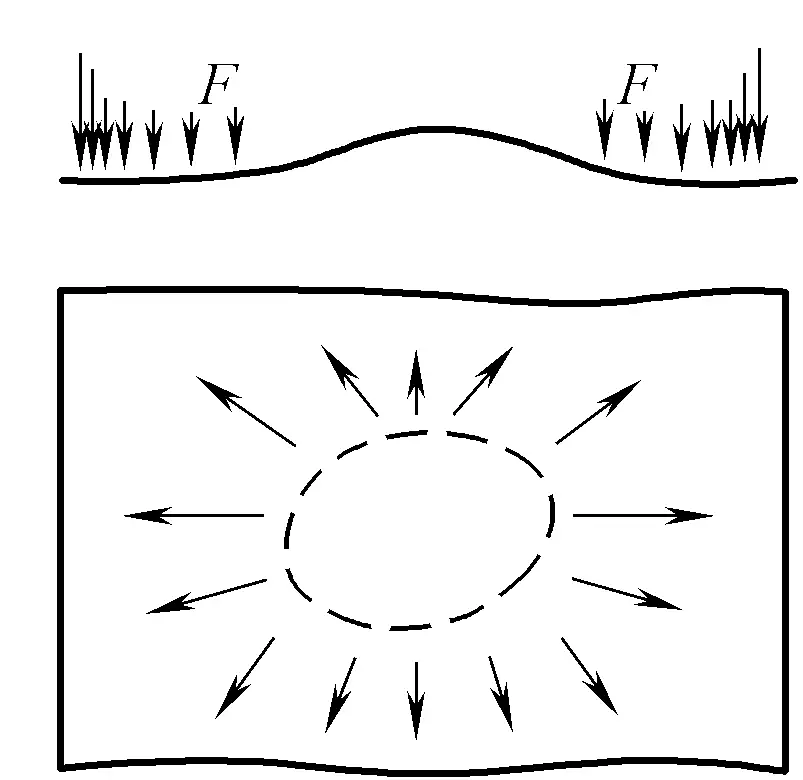
De plaatselijke bolling van dunne platen wordt veroorzaakt doordat het materiaal in het midden los zit en aan de randen strak. Begin tijdens het corrigeren te hameren vanaf de rand van de bolling naar buiten toe en verhoog de kracht en dichtheid van het hameren naarmate je verder naar buiten gaat, om de vezellagen van binnen naar buiten in verschillende mate uit te rekken, waardoor de vervorming van de bolling tijdens het hameren geleidelijk verdwijnt.
Als er verschillende naast elkaar liggende uitstulpingen zijn in het midden van de dunne plaat, sla dan voorzichtig op de kruispunten van elke uitstulping om ze samen te voegen tot één uitstulping en sla er dan omheen zoals hierboven beschreven om de uitstulping plat te maken. Zoals getoond in Figuur 6-1.
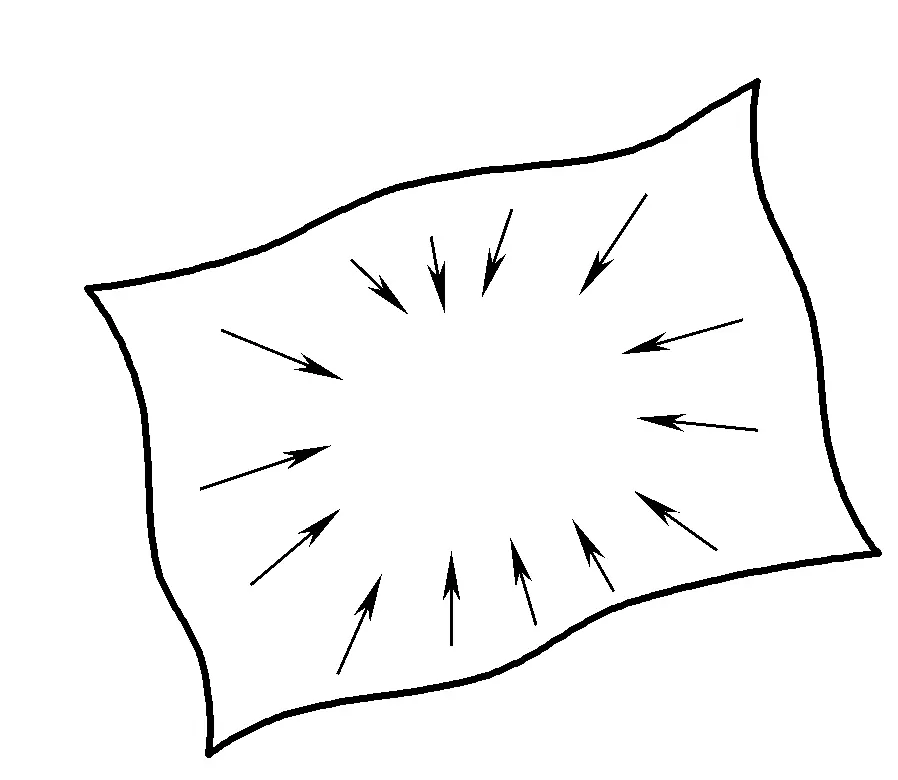
Als de randen van de dunne plaat golvend zijn, geeft dit aan dat het materiaal los is rond de randen en strak in het midden. Hamer tijdens de correctie van buiten naar binnen, waarbij de kracht en dichtheid geleidelijk toenemen, om een grotere rek van de vezellagen in het midden van de plaat te veroorzaken, zodat de golvende vervorming rond de randen verdwijnt. Zoals getoond in Figuur 6-2.
De belangrijkste vervorming in dikke platen is buigvervorming. De volgende twee methoden worden meestal gebruikt voor correctie:
1) Direct hameren op de uitstulping.
De hamerkracht moet groter zijn dan de rekgrens van de plaat, waardoor het uitsteeksel gedwongen samendrukking en plastische vervorming ondergaat om het af te vlakken.
2) Sla het holle deel van het uitsteeksel in.
Bij het hameren van het holle gedeelte kan een kleinere kracht worden gebruikt, waardoor het materiaal alleen in het holle gedeelte uitzet en het holle gedeelte relatief wordt samengedrukt, waardoor het doel van afvlakken wordt bereikt.
De buigvervorming van plat staal, hoekstaal, rond staal en ronde buizen kan ook worden gecorrigeerd door uitrekken met een hamer, waarbij het hamerpunt aan de holle kant van het werkstuk ligt (de pijl in het diagram geeft de richting van het hameren en de richting van materiaaluitrekking aan). Zoals getoond in Figuur 6-3.
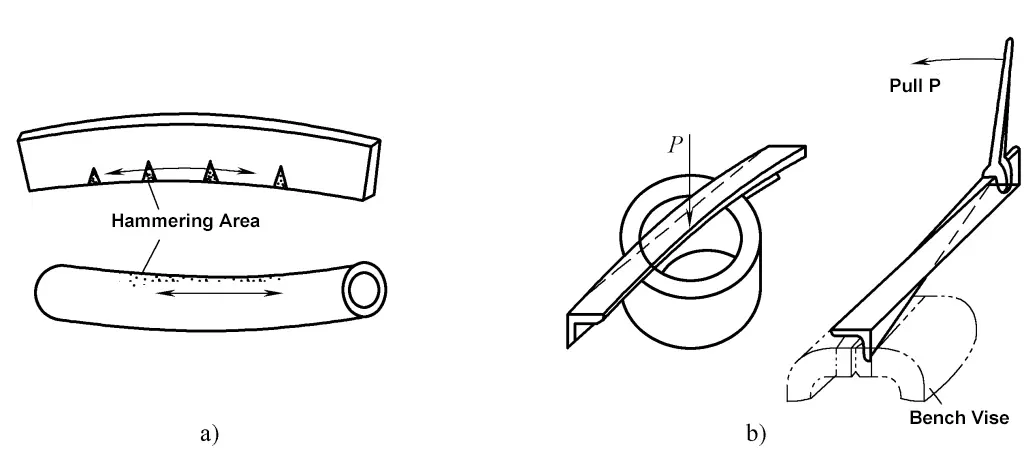
a) Strekken met een hamer
b) Buigen, draaien
Daarnaast kan de buiging en verdraaiing van geprofileerd staal ook worden gecorrigeerd op platforms, ronde blokken en bankvizieren met gereedschap zoals hamers en moersleutels, vertrouwend op het buigmoment gevormd door de corrigerende externe kracht om het doel van de correctie te bereiken.
Rechttrekken met een vlam maakt gebruik van de plastische vervorming die wordt veroorzaakt door het plaatselijk verhitten van metaal om de oorspronkelijke vervorming te compenseren en het doel van het rechttrekken te bereiken. Tijdens het vlambuigen moet het metaal aan de langere vezeldelen van het vervormde staal of de vervormde onderdelen op een gecontroleerde manier worden verhit met een gerichte vlam, waarbij een bepaalde temperatuur wordt bereikt om onomkeerbare plastische vervorming te verkrijgen. Na afkoeling wordt trekspanning opgewekt in het omringende materiaal, waardoor de vervorming wordt gecorrigeerd.
Metaal heeft de eigenschappen van thermische uitzetting en inkrimping en kan zowel elastische als plastische vervorming produceren onder externe krachten. Bij plaatselijke verhitting zet het verhitte deel van het metaal uit, maar omdat het omringende metaal relatief koeler is, wordt de uitzetting belemmerd, waardoor het verhitte metaal wordt samengedrukt. Wanneer de verwarmingstemperatuur 600~700°C bereikt, overschrijdt de spanning de vloeigrens, wat resulteert in plastische vervorming; op dit punt neemt de dikte van het materiaal iets toe, terwijl de lengte korter is dan wanneer het vrij zou kunnen uitzetten.
Voor algemeen koolstofstaal met een laag koolstofgehalte, wanneer de temperatuur 600~650°C bereikt, ligt de vloeigrens dicht bij nul en is de vervorming van het metaalmateriaal voornamelijk plastische vervorming. Laten we het nu uitleggen aan de hand van het voorbeeld van asymmetrische verwarming aan één kant van een lange strip.
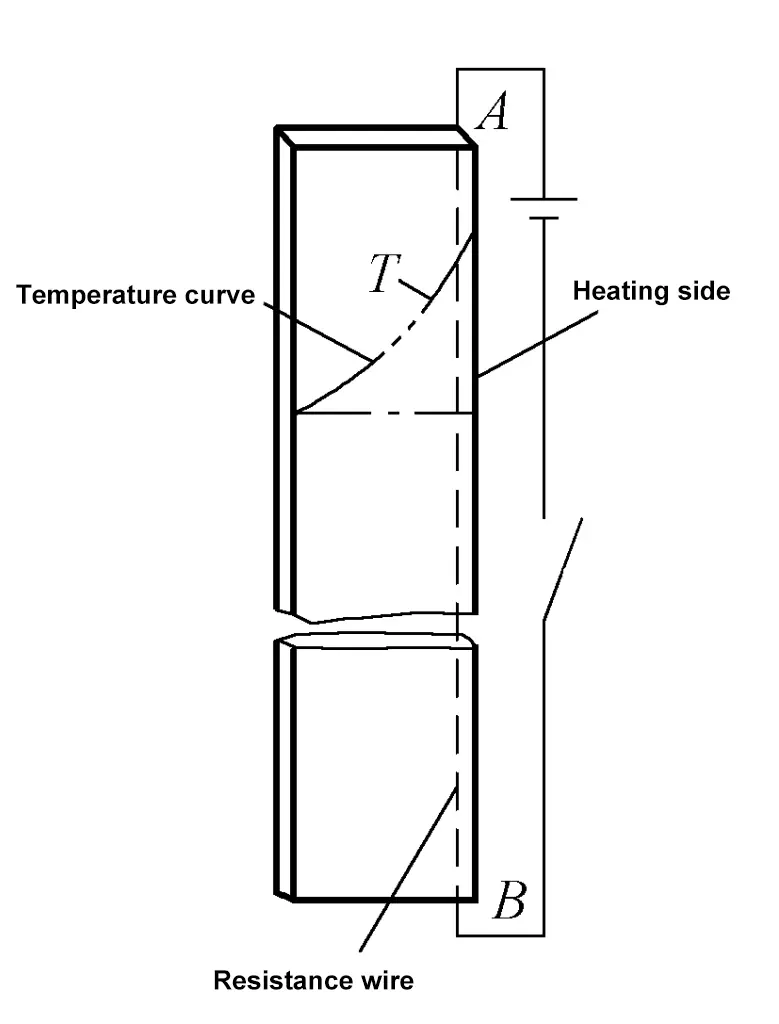
Als weerstandsdraad wordt gebruikt als warmtebron om snel één zijde AB van een smalle strip te verhitten, wordt door de snelle verhittingssnelheid een asymmetrisch verdeeld niet-uniform warmteveld in de strip gegenereerd zoals getoond in Figuur 6-4 (waar T de temperatuurverdelingskromme is). Het snijden van smalle stroken uit de hele staalplaat met een gassnijder, of het lassen langs één kant van de strook, is vergelijkbaar met deze situatie.
Voor een goed begrip, veronderstel dat de strook bestaat uit verschillende smalle stroken die niet met elkaar verbonden zijn maar wel nauw aan elkaar vastzitten, elke smalle strook kan vrij uitzetten bij zijn eigen verschillende temperatuur, wat resulteert in stapvormige vervormingen aan de uiteinden van elke smalle strook die overeenkomen met de temperatuurcurve, zoals getoond in Figuur 6-5a.
In werkelijkheid, aangezien de strook een geheel is, houden de materialen in verschillende delen elkaar in bedwang en zal de strook buigvervorming langs de lengterichting vertonen zoals getoond in Figuur 6-5b, opbollend naar de verwarmde kant. Volgens de voorwaarden van spanningsbalans, is de interne spanningsverdeling van de strook tijdens verhitting zoals getoond in Figuur 6-5c (metaal aan beide zijden wordt samengedrukt, metaal in het midden wordt uitgerekt).
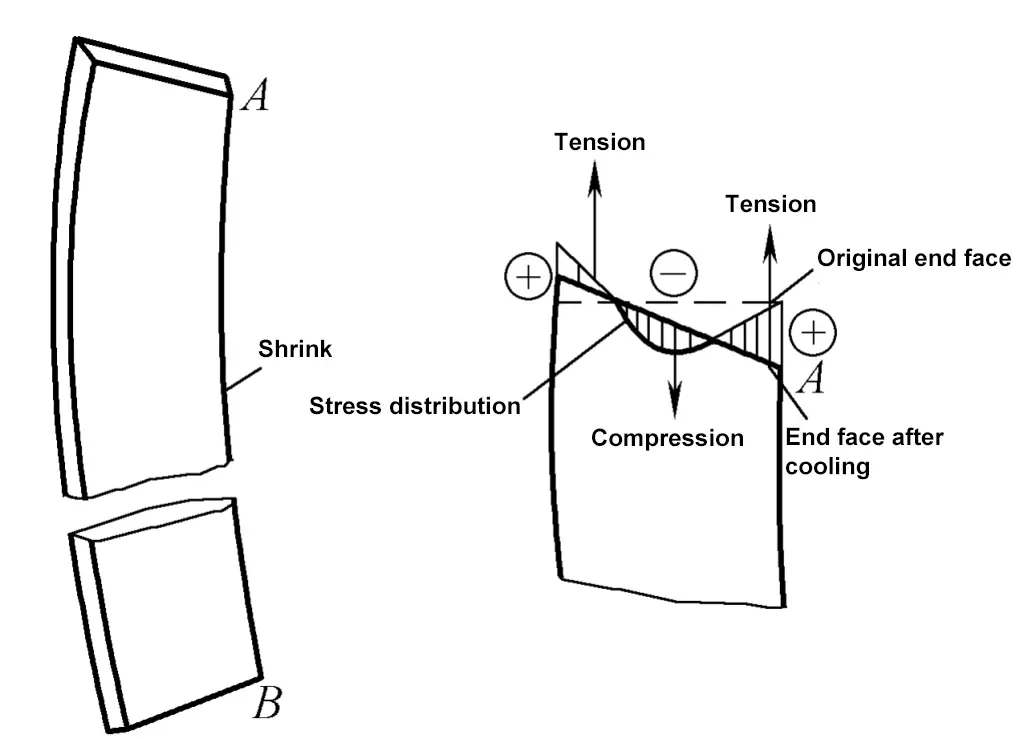
Aangezien de temperatuur aan de verwarmde kant hoog is, overschrijdt de spanning de vloeigrens, wat resulteert in drukplastische vervorming. Bij het afkoelen keert de band terug naar de begintemperatuur, de delen die tijdens het verwarmen drukplastische vervorming ondergingen trekken samen en de band zal restvervorming hebben (de verwarmde zijde is hol), met een spanningsverdeling zoals in Figuur 6-6, wat het tegenovergestelde is van de situatie tijdens het verwarmen, waarbij de verwarmde zijde trekspanning genereert.
Dit is de basisregel van vervorming veroorzaakt door plaatselijke verhitting door de vlam en het is de sleutel tot het beheersen van het richten met de vlam.
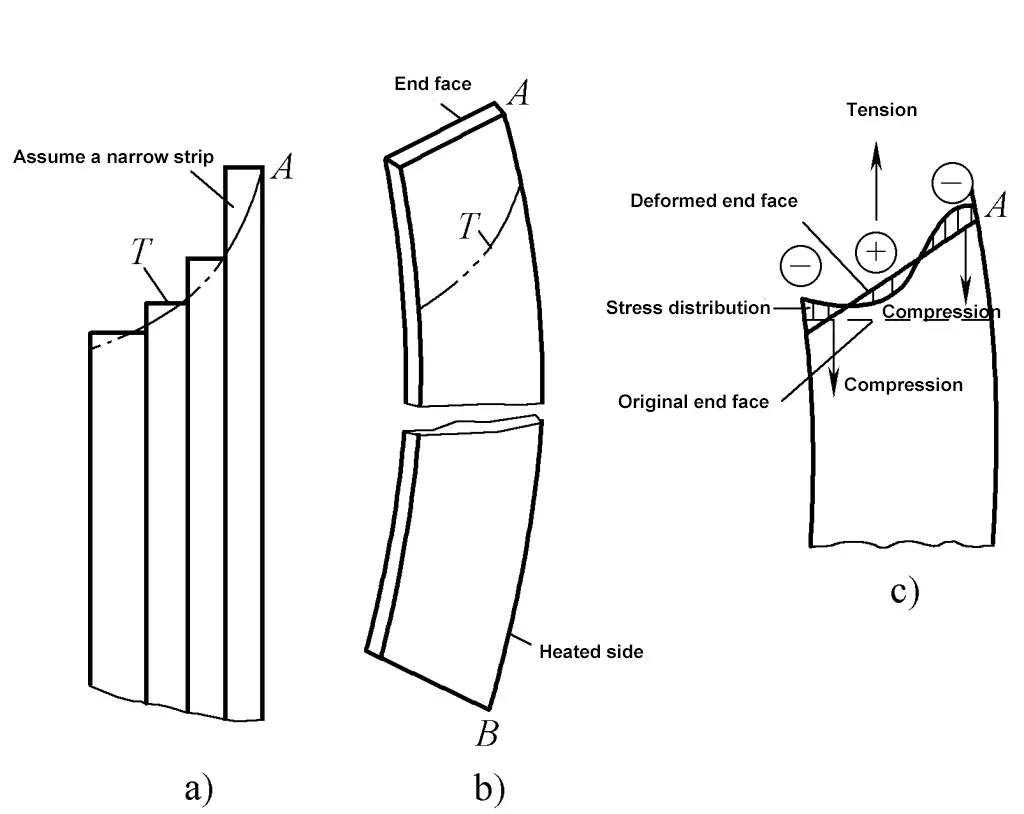
a) Denkbeeldige vervorming van de strip
b) Feitelijke vervorming van het eindvlak
c) Spanningsverdeling
Wanneer plaatselijk metaal in strip- of cirkelvorm wordt verwarmd, kunnen de spannings- en vervormingspatronen op dezelfde manier worden geanalyseerd.
1) Rechtmaken met de vlam kan een aanzienlijke rechtmakende kracht bereiken, met duidelijke effecten. Voor laag koolstofstaal is het verwarmen van slechts 1 cm 2 gebied tot een plastische toestand en dan afkoelen kan ongeveer 24 kN richtkracht produceren. Als 0,01m 2 van de materiaalverwarming op het werkstuk een plastische toestand bereikt tijdens het richten, zal het 2400kN richtkracht produceren na afkoeling.
Daarom wordt het richten met de vlam niet alleen gebruikt voor stalen materialen, maar ook op grotere schaal voor het corrigeren van vervormingen van diverse staalconstructies van verschillende afmetingen en vormen.
2) Het rechtmaken van de vlam is eenvoudig, de methodes zijn flexibel en de verrichting is geschikt. Vlamrichtmachines worden niet alleen gebruikt in het materiaalvoorbereidingsproces voor het corrigeren van staalplaten en profielen, maar worden ook veel toegepast bij het corrigeren van verschillende vervormingen van metalen structuren tijdens het productieproces, zoals in schepen, voertuigen, zware frames, grote containers en het corrigeren van dozen, balken, enz.
3) Vlamcorrectie verbruikt, net als mechanische correctie, ook een deel van de plastic reserve van metalen materialen en moet met voorzichtigheid worden gebruikt voor bijzonder belangrijke structuren, brosse of slechte plastic materialen. De verhittingstemperatuur moet goed geregeld worden. Als de temperatuur hoger wordt dan 850°C, groeien de metaalkorrels en nemen de mechanische eigenschappen af; een te lage temperatuur vermindert echter het correctie-effect.
Voor materialen die gevoelig zijn voor afschrikken, moet speciale zorg worden besteed aan het gebruik van vlamverwarming met waterkoeling.
Afhankelijk van de vorm van het verwarmingsgebied zijn er drie methoden: puntverwarming, lijnverwarming en driehoekverwarming.
Gebruik de vlam om in een cirkelvormige ring over het werkstuk te bewegen en het gelijkmatig te verhitten tot een cirkelvormige puntvorm (algemeen bekend als een vuurring), en verhit een of meer punten als dat nodig is. Bij het verhitten van meerdere punten worden ze verdeeld in een pruimenbloesemvorm op de plaat, zoals getoond in Afbeelding 6-7, en worden ze in rechte lijnen gerangschikt voor profielen of buizen.
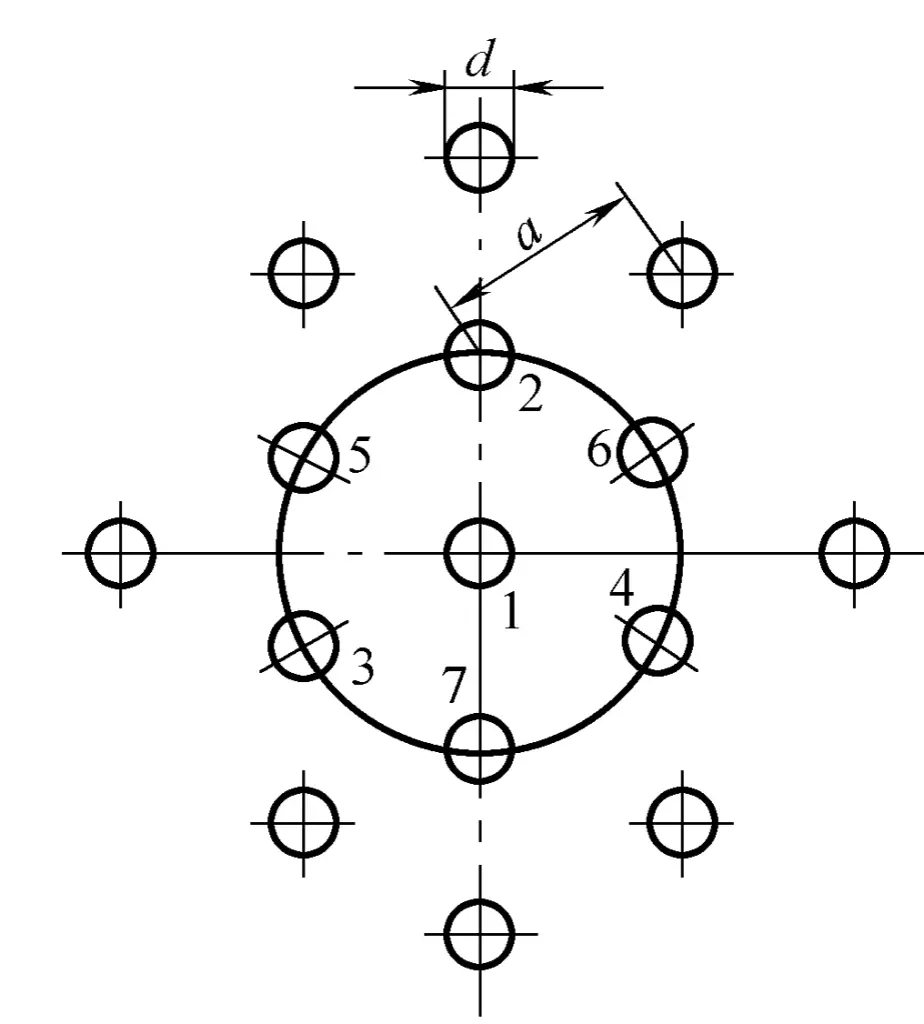
De diameter d van het verwarmingspunt verandert met de dikte van de plaat (iets groter voor dikke platen en iets kleiner voor dunne platen), maar moet over het algemeen niet minder dan 15 mm zijn. De afstand tussen de verwarmingspunten neemt af naarmate de vervorming toeneemt, over het algemeen tussen 50 en 100 mm.
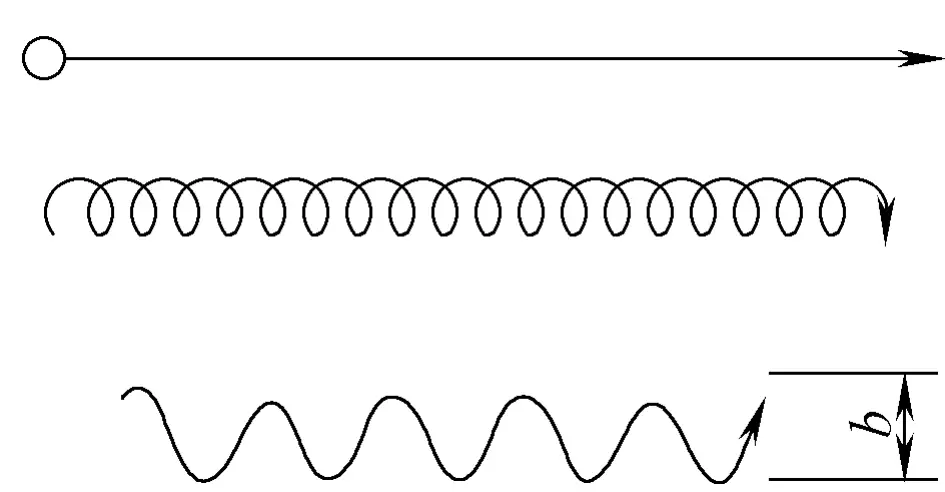
De vlam beweegt in een rechte richting en zwaait tegelijkertijd zijdelings om een strookverwarmingszone met een bepaalde breedte te vormen, zoals getoond in Figuur 6-8. Tijdens lijnverwarming is laterale contractie groter dan longitudinale contractie en de hoeveelheid contractie neemt toe met de breedte van de verwarmingszone, die meestal 0,5~2 keer de dikte van de plaat is, meestal 15~20mm.
De lengte en afstand van de verwarmingslijn hangen af van de grootte van het werkstuk en de vervormingssituatie. Lineaire verwarming wordt vaak gebruikt om structuren met grote stijfheid en vervorming te corrigeren.
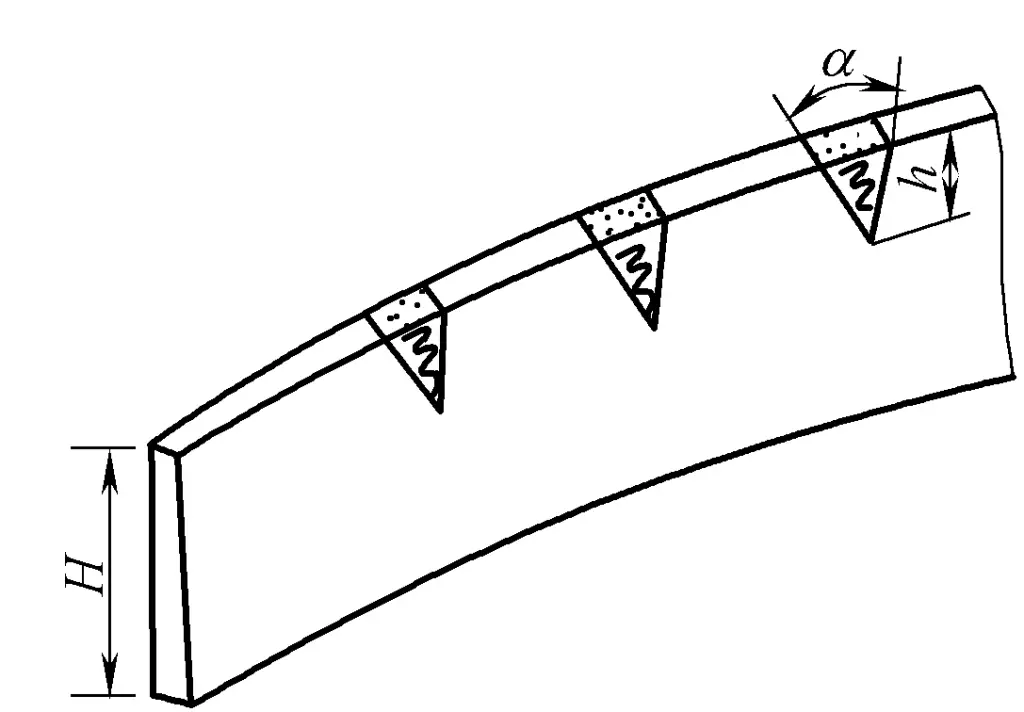
Draai de vlam om het verwarmingsgebied driehoekig te maken, waarbij de basis van de driehoek aan de rand van de staalplaat of het profiel wordt gecorrigeerd en de top naar binnen wijst, zoals getoond in Figuur 6-9. Omdat het driehoekige verwarmingsgebied groot is, is de hoeveelheid krimp ook groot. Omdat het driehoekige verwarmingsgebied groot is, is de hoeveelheid krimp ook groot, en de verwarmingsbreedte langs de hoogte van de driehoek is niet gelijk, hoe dichter bij de rand van de plaat, hoe groter de krimp.
De driehoeksverwarmingsmethode wordt vaak gebruikt om vervormingen te corrigeren in componenten met een grote dikte en stijfheid. Bijvoorbeeld het corrigeren van de buigvervorming van profielen en gelaste balken, of gebruikt om de golvende vervorming van de vrije rand van de staalplaat in een plaatframeconstructie te corrigeren. Op dit moment is de tophoek van de driehoek ongeveer 30°. Bij het corrigeren van profielen of gelaste balken moet de hoogte van de driehoek 1/2 tot 1/3 van de hoogte van het lijf zijn.
De correctie van vervorming door vlamverwarming wordt vaak gebruikt bij de productie van metalen constructies. Om de efficiëntie van de correctie en de kwaliteit van het werkstuk te verbeteren, moet u tijdens het gebruik rekening houden met de volgende punten:
1) Begrijp het materiaal van de constructie en de eigenschappen ervan van tevoren om te bepalen of vlamcorrectie kan worden gebruikt en regel de verwarmingstemperatuur tijdens het correctieproces op de juiste manier voor verschillende materialen om ernstige degradatie van de mechanische eigenschappen van het materiaal door vlamcorrectie te voorkomen.
2) Analyseer de kenmerken van de structurele vervorming, overweeg de verwarmingsmethode, verwarmingspositie en verwarmingsvolgorde en kies het beste verwarmingsschema.
3) Gebruik een neutrale vlam om te verwarmen. Als een geringe verhittingsdiepte nodig is om aanzienlijke hoekvervorming te voorkomen, kan ook een oxiderende vlam worden gebruikt om de verhittingssnelheid te verhogen.
4) Bij het corrigeren van grote en complexe platen en constructiestaal kunnen zowel lokale als algemene vervormingen optreden, waarbij zowel plaat- als constructiestaalvervormingen betrokken zijn. Tijdens het correctieproces zullen deze factoren elkaar beïnvloeden en het is noodzakelijk om hun vervormingspatronen te beheersen, ze flexibel toe te passen, de correctiewerklast te minimaliseren, de efficiëntie te verbeteren en de kwaliteit van de correctie te garanderen.
5) Tijdens vlamcorrectie kunnen er ook externe krachten op de constructie worden uitgeoefend. Door bijvoorbeeld het eigengewicht van grote constructies en toegevoegde zware voorwerpen te gebruiken om extra buigmomenten te creëren, of door machines te gebruiken om te trekken en te drukken, kan de vervorming van de constructie toenemen.
Samengevat zijn vlamcorrecties flexibel en gevarieerd, zonder vast patroon. Operators moeten de vervormingspatronen door oefening onder de knie krijgen, ervaring opdoen en zo betere correctieresultaten behalen.
Wanneer het midden van een dunne plaat opbolt terwijl het omliggende gebied relatief vlak is, plaats dan de opbollende kant van de staalplaat omhoog op een platform, klem de randen vast met klemmen en verwarm het opbollende gebied symmetrisch van buiten naar binnen, zoals getoond in Figuur 6-10a. Deze bolling kan ook worden gecorrigeerd door lineaire verhitting, waarbij de volgorde van de verhitting van de randen van de bolling naar het midden gaat, zoals getoond in Figuur 6-10b.
Wanneer de randen van de staalplaat los zijn en een golvende vervorming vormen, klem dan eerst drie zijden van de staalplaat op het platform met klemmen, waarbij de vervorming zich concentreert op één zijde van de plaat, en verwarm lineair vanaf beide zijden van de uitstulping naar het midden, zoals getoond in Figuur 6-10c. De breedte, lengte en afstand van de verwarmingslijnen zijn afhankelijk van de vervorming.
a) Puntverwarming van de middelste uitstulping
b) Lijnvormige verwarming met een centrale uitstulping
c) Verwarmen wanneer de rand golvend vervormd is
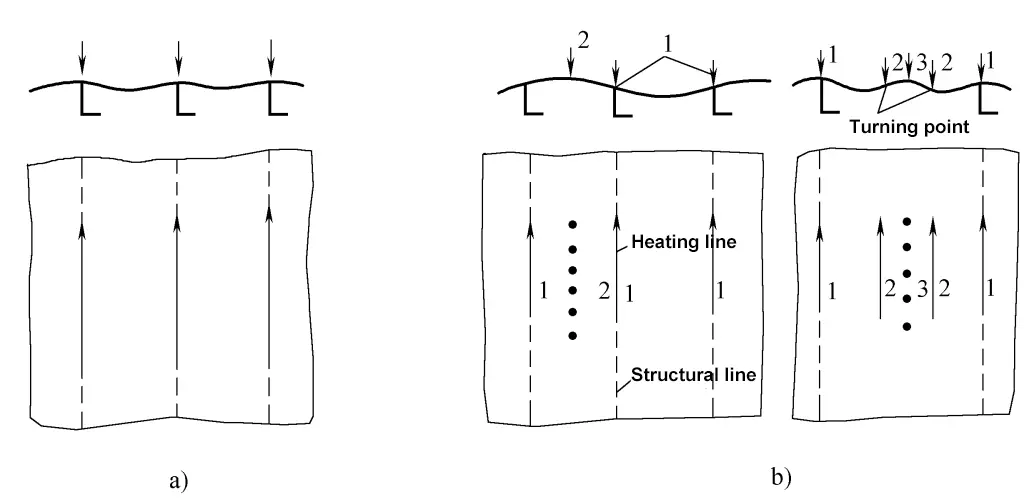
Na het stomplassen van dunne platen treedt er vaak golvende vervorming in de lengterichting en hoekvervorming op bij de las. Op dit moment moet lijnvormige verwarming worden toegepast aan beide zijden langs de krachtrichting van de las om de longitudinale golvende vervorming te corrigeren, en vervolgens korte lijnvormige verwarming loodrecht op de lasrichting aan beide zijden van de las om de hoekvervorming te corrigeren, zoals getoond in Figuur 6-11.
De meest voorkomende vervorming bij dikke platen is buigvervorming. Plaats voor correctie de bolle kant naar boven op een platform, voer lijnvormige verwarming uit op het hoogste punt en regel de verwarmingsdiepte tot ongeveer 1/3 van de plaatdikte. Het doel is om de buigvervorming te compenseren door de hoekvervorming die wordt veroorzaakt door ongelijkmatige krimp in de dikterichting van de staalplaat. Als de buigvervorming verdwijnt, wordt de staalplaat weer vlak.
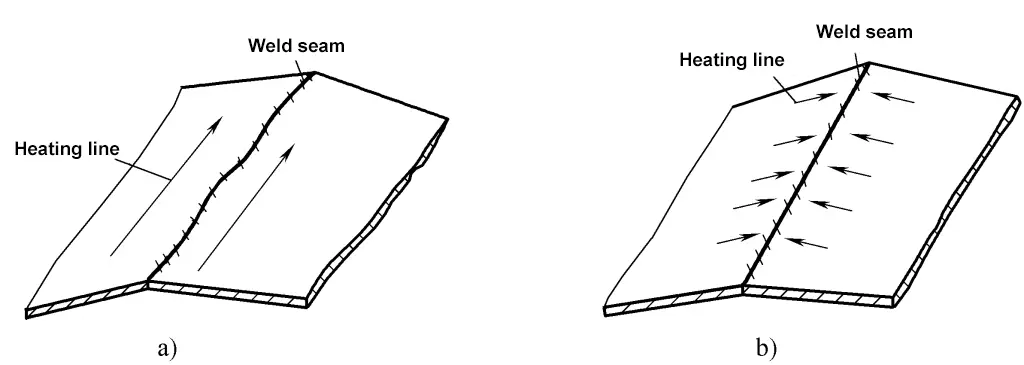
a) Correctie van longitudinale golvende vervorming
b) Correctie van hoekvervorming
De meest voorkomende vervormingen in profielen en gelaste liggers zijn buigvervormingen, maar soms zijn er ook torsievervormingen en hoekvervormingen van de flenzen. T-profielen met buiging in verschillende richtingen binnen het lijfvlak worden gecorrigeerd door driehoeksverwarming op het lijf of stripverwarming op de flenzen.
Buiging binnen het vlak van de flens (laterale buiging) wordt gecorrigeerd door driehoeksverwarming aan de uitstekende zijde van de flens. De grootte en afstand van het verwarmingsgebied zijn afhankelijk van de doorbuiging f, zoals getoond in Figuur 6-12. Als de flens hoekige vervorming heeft, moet lijnvormige verwarming worden toegepast langs de achterkant van de las op de flens. Gebruik een enkele lijn voor kleine vervormingen en dubbele lijnen voor grote vervormingen.
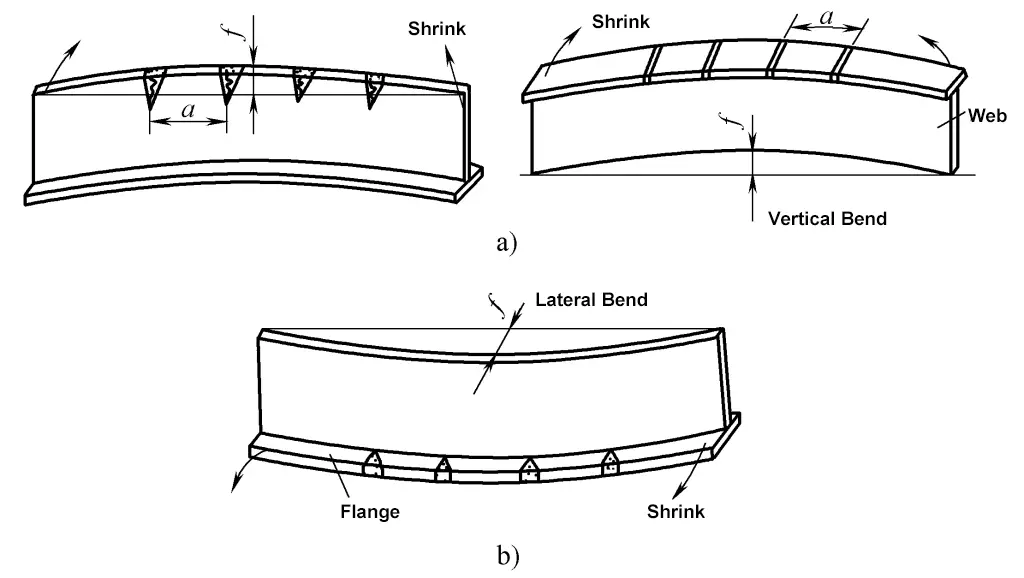
a) Buiging binnen het lijfvlak
b) Buiging binnen het vlak van de flens
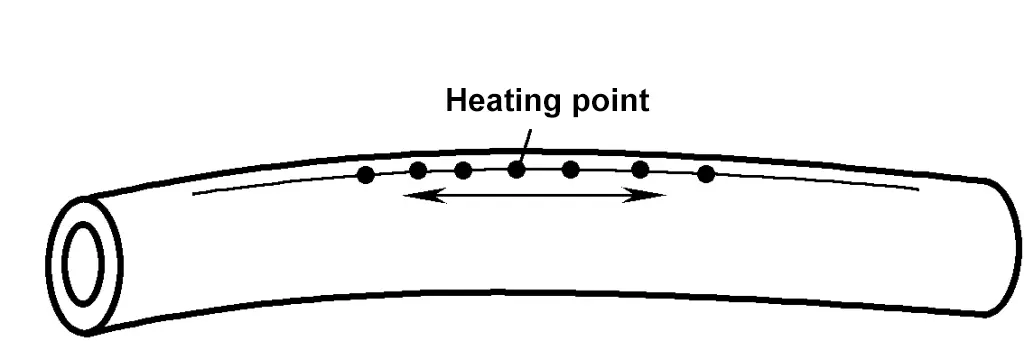
Buigvervorming van buizen met een grote diameter en asachtige onderdelen kan worden gecorrigeerd door puntverwarming aan de uitstekende kant, zoals getoond in Afbeelding 6-13.
Grote frameconstructies die bestaan uit platen en profielen hebben de neiging om na montage en lassen in verschillende vormen te vervormen.
Hoekvervorming veroorzaakt door hoeklassen van platen en profielen kan over het algemeen worden gecorrigeerd door lijnverwarming aan de achterkant van de las. Als de plaat dik is of de vervorming ernstig, kan er tijdens het verwarmen externe kracht worden uitgeoefend met gereedschap.
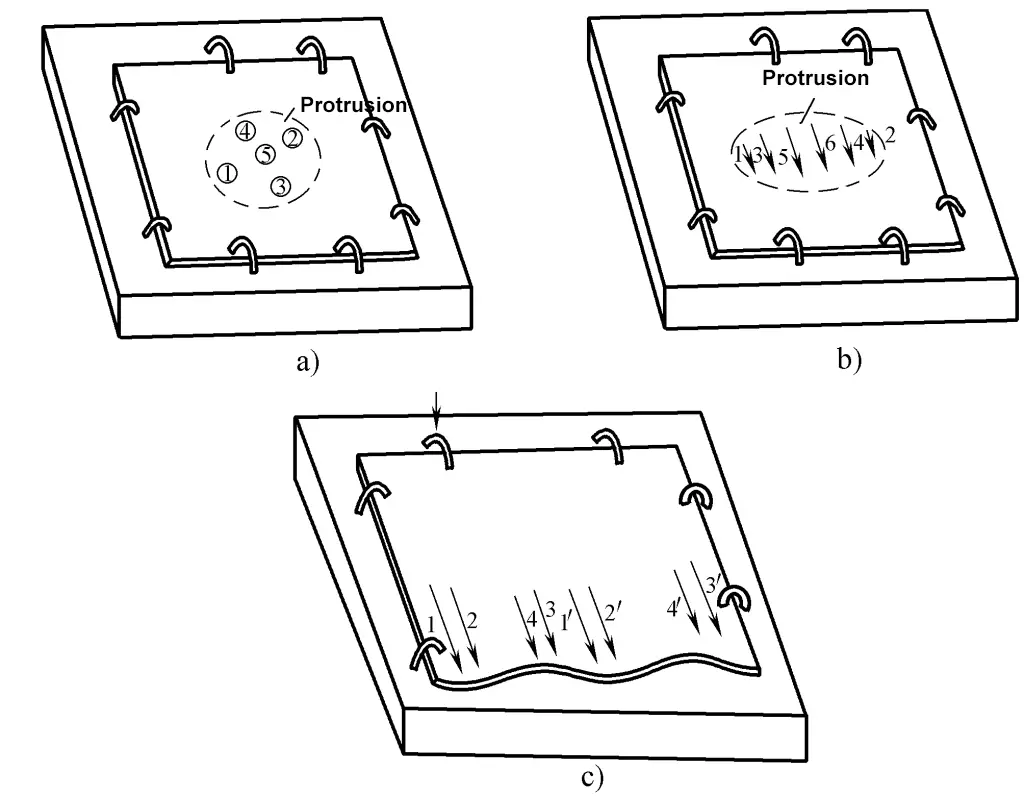
Wanneer concave en convexe golfvervormingen optreden tussen de profielen in het rooster, voer dan eerst lijnverwarming uit aan de achterkant van de hoeklas en corrigeer op de kruising van de convexe en concave punten met lange lijn, korte lijn of kruisverwarming. Als de vervorming nu nog niet volledig is verhit u het midden van het uitsteeksel. De correctie van framevervorming wordt getoond in Figuur 6-14, waarbij de nummers in de figuur de volgorde van verwarmen aangeven.
a) Eenvoudige hoekvervorming
b) Concaaf-convexe golfvervorming
Wanneer er sprake is van continue golfvervorming in aangrenzende paneelrasters, kan correctie plaatsvinden door intervallen over te slaan. In dit geval wordt de vervorming van het middelste paneelraster beïnvloed door beide zijden, wat de hoeveelheid correctiewerk kan verminderen.
De correctie van vervormingen van complexe frameconstructies is moeilijk en vereist veel praktische ervaring en vaardige technieken. Over het algemeen moet eerst de vervorming van het frame worden gecorrigeerd en daarna de vervorming van de staalplaat. Als sterke en zwakke frames naast elkaar liggen, moet het sterke frame eerst worden gecorrigeerd, gevolgd door het zwakke frame.
Als de frames relatief zwak zijn, kan de correctie van het paneel en het frame afwisselend worden uitgevoerd. Als de plaatdikte varieert, moet eerst de dikke plaat worden gecorrigeerd en daarna de dunne plaat. Houd bij het corrigeren van een bepaald deel van de vervorming rekening met de invloed op aangrenzende delen en de algehele structuur en let op de montagevereisten van het volgende proces.
De vrije randen van het frame en de omtrek van elk gat op de plaat zijn gevoelig voor ernstige golvende plooien. In dit geval moet eerst het frame rond het gat worden gecorrigeerd en vervolgens de driehoeksverwarmingsmethode worden gebruikt om de golfvervorming langs het frame of de gatrand te corrigeren, zoals in Afbeelding 6-15 wordt getoond.
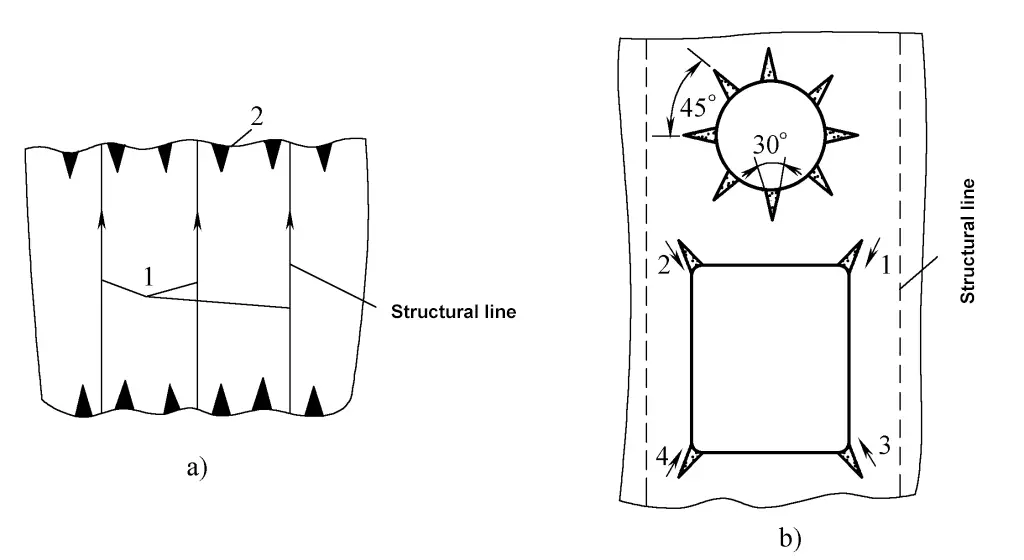
a) Correctie van de vrije rand van het frame
b) Correctie rond het gat
Grote metalen constructies (zoals rompsecties, montagestandaards) vertonen na het lassen vaak algehele krommingen zoals aangegeven door de stippellijnen in Afbeelding 6-16 en de breedte van de secties verandert ook. Op dat moment kunnen de secties op dwarsliggers worden geplaatst (met de dwarsliggers aan de zijkanten van de sectie, zodat het midden zwevend blijft), en zware voorwerpen worden in het midden van de sectie geplaatst, waarna lijnverwarming wordt toegepast op de posities die in Afbeelding 6-16 worden getoond.
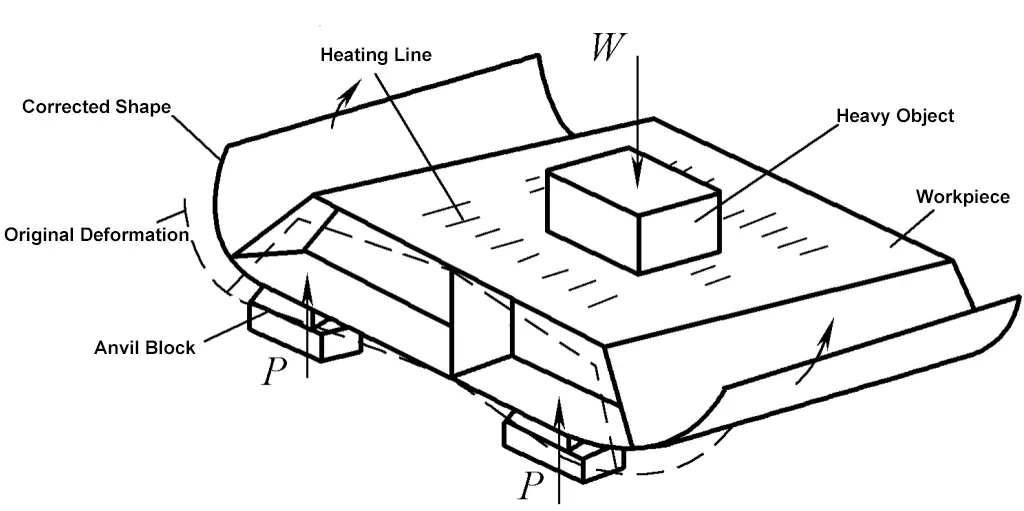
De extra buiging veroorzaakt door het eigengewicht van het profiel en de zware voorwerpen kan het effect van vlamcorrectie enorm vergroten. Wanneer het profiel een tegenovergestelde krommingsvervorming heeft, wordt het 180° gedraaid en ondersteboven op de dwarsliggers geplaatst voor correctie.
Het diagram voor de correctie van het werkstuk wordt getoond in Afbeelding 6-17.
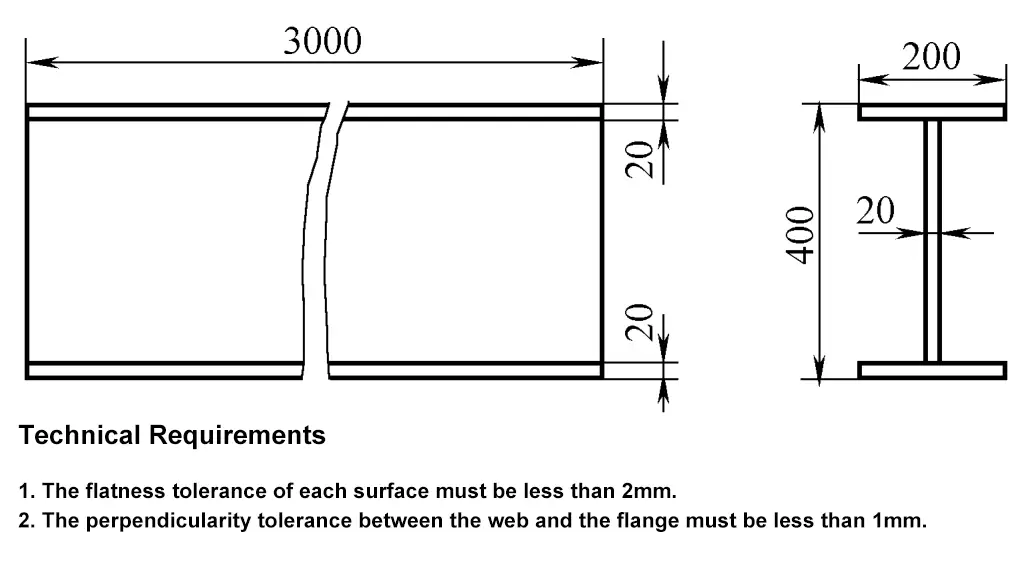
1) Bereid verwarmingsgereedschap, uitrustingstoorts (H01-20), zuurstoffles, acetyleenfles, drukregelaar enz. voor.
2) Maak een platform van 2000 × 3000 mm.
3) Bereid gereedschap voor zoals spanbouten, drukbouten, drukplaten, verstelbare sleutels, mokers enz.
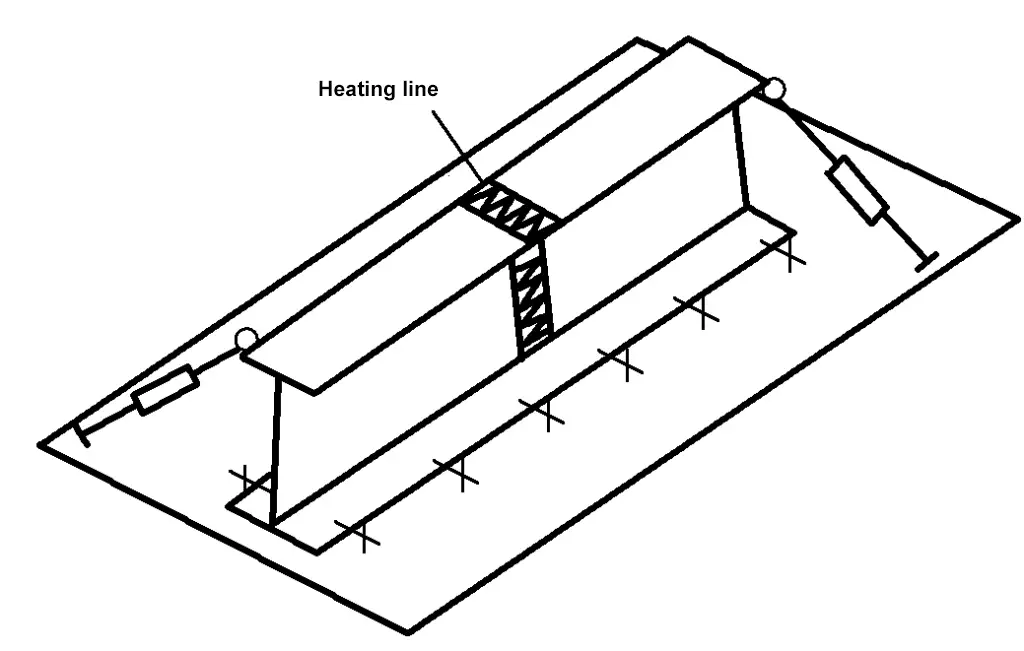
De I-balk heeft een hoge stijfheid en vereist naast een iets hogere verwarmingstemperatuur (750~800℃) ook een correctie met externe kracht. Bevestig de I-balk eerst op het platform en span hem aan beide uiteinden diagonaal aan met spanbouten, verwarm vervolgens de bovenste flens in het midden van de balk. Als de torsie ernstig is, kan ook warmte worden toegepast op de middelste lijfplaat.
Draai na het verwarmen de boutstangen vast om externe kracht uit te oefenen om de verdraaiing te corrigeren. Als één verhitting niet genoeg is om de verdraaiing volledig te corrigeren, herhaal dan het correctieproces, maar probeer de verhittingsposities niet te overlappen met de vorige. Aangezien de torsie een algehele vervorming is, moeten de verwarmingsposities altijd symmetrisch verdeeld zijn. Zoals getoond in Figuur 6-18.
De buigvervorming van de I-balk is verdeeld in verticale buiging (buiging binnen het lijfvlak) en laterale buiging (buiging binnen het flensvlak). De correctie van zowel de verticale boog als de laterale buiging van de I-profielbalk kan worden uitgevoerd met behulp van een driehoeksverwarmingsmethode. De verwarmingsposities moeten zich aan de buitenzijde van het gebogen deel van het werkstuk bevinden en moeten gelijkmatig verdeeld zijn. Voor het corrigeren van de verticale buiging, verwarm je voornamelijk de lijfplaat zoals getoond in Afbeelding 6-19a. Voor het corrigeren van zijdelingse buiging, verwarm je alleen de flens zoals getoond in Afbeelding 6-19b.
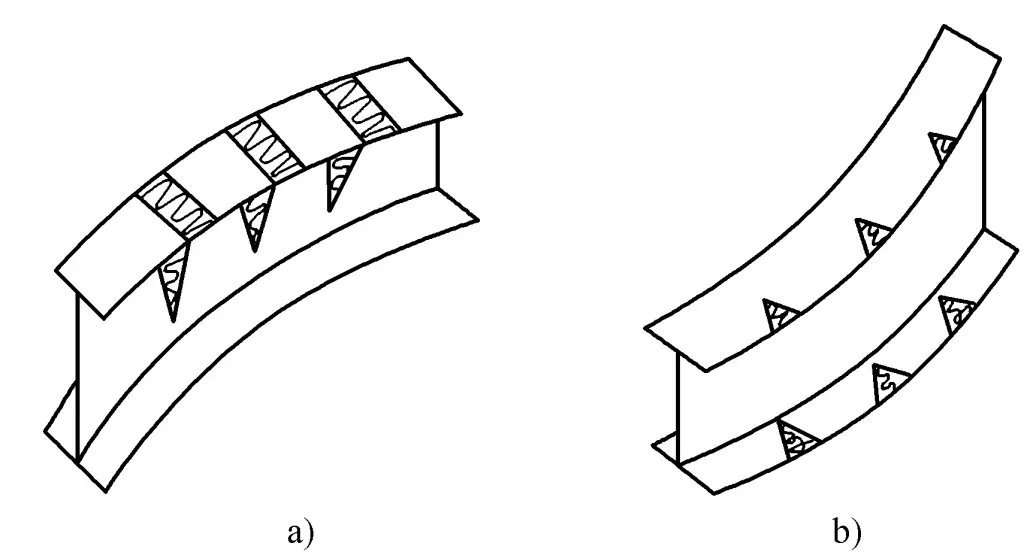
a) Correctie van verticale welving
b) Correctie van laterale buiging
De kwaliteit van de gecorrigeerde gelaste I-profielen moet voldoen aan de specificaties in de "Tabel met toelaatbare afwijkingen voor staal vóór gebruik".







