
K-factor berekenen: Gids voor nauwkeurig buigen in plaatbewerking
Hoe kun je precisie garanderen bij het buigen van plaatwerk? De K-factor is een cruciaal element in dit proces en bepaalt de...
Worstel je met het maken van de perfecte TIG-las? Het kiezen van de juiste parameters kan het verschil maken tussen een sterke, schone las en een zwakke, rommelige las. Dit artikel behandelt essentiële TIG-lasparameters, waaronder lasstroom, boogspanning, elektrodediameter en gasstroom. Als u deze factoren begrijpt, kunt u uw lasproces optimaliseren en consistente resultaten van hoge kwaliteit garanderen. Duik in de materie om de tips en trucs te leren die uw lasvaardigheden naar een professioneel niveau kunnen tillen.

De belangrijkste parameters voor TIG-lassen zijn lasstroom, boogspanning, lassnelheid, wolfraamelektrodediameter en tipvorm, mondstukdiameter en gasstroom, afstand van het mondstuk tot het oppervlak van het werkstuk en de hoek van de lastoorts.
Er zijn twee soorten lasstromen: gelijkstroom en wisselstroom. Gelijkstroom heeft twee verschillende verbindingsmethoden: recht en omgekeerd. De keuze van het stroomtype en de polariteit hangt voornamelijk af van het soort materiaal dat wordt gelast en de eisen die aan de las worden gesteld.
Om stroomschommelingen veroorzaakt door veranderingen in de booglengte te verminderen of te elimineren, TIG-lassen vereist het gebruik van een stroombron met steep-drop of constante stroom uitwendige karakteristieken. De karakteristieken en het toepassingsgebied van verschillende soorten stromen en polariteitsaansluitingen bij TIG-lassen staan in Tabel 5-80.
Tabel 5-80 Kenmerken en toepassingsgebied van verschillende soorten stromen en polariteitsaansluitingen bij TIG-lassen
| Soorten stromen | Gelijkstroom, Elektrode Positief | Gelijkstroom, Elektrode Negatief | Wisselstroom |
| Verbindingsmethode | 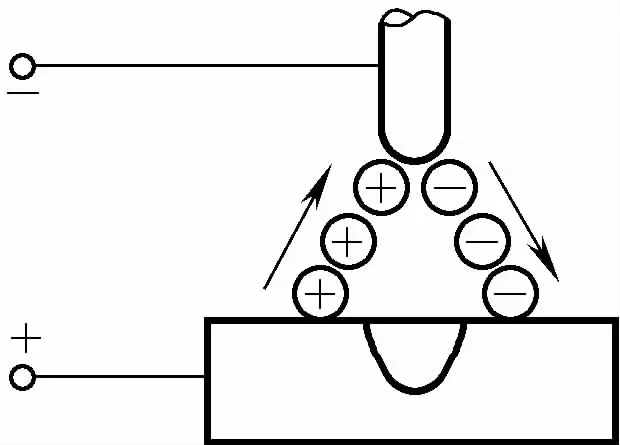 | 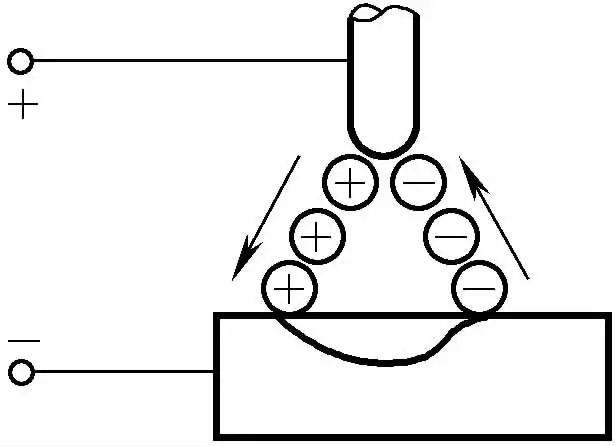 | 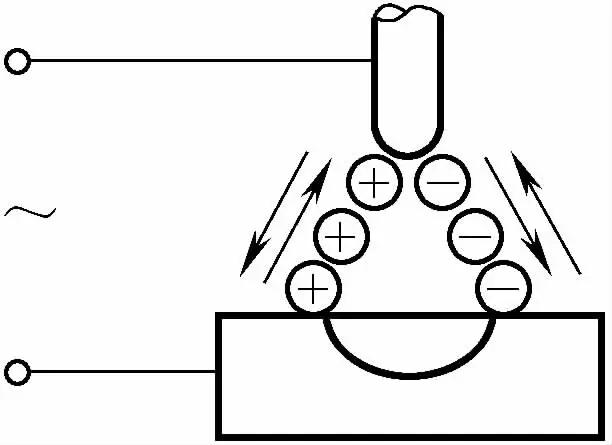 |
| Geschatte verhouding van warmteverdeling | Werkstuk 70%, elektrode 30% | Werkstuk 30%, elektrode 70% | Werkstuk 50%, elektrode 50% |
| Kenmerken van penetratie | Diep en smal | Ondiep en breed | Medium |
| athodische reinigende werking | Geen | Aanwezig | Aanwezig (wanneer het werkstuk negatief is) |
| ф3.2W Toegestane elektrode Maximale stroom | 400A | 420A | 250A |
| Toepasselijke materialen | Messing, koperlegeringen, gietijzer, roestvrij staal, ongelijksoortig metalen, titanium, zilver | Over het algemeen niet gebruikt | Aluminium, magnesium, aluminiumbrons, berylliumbrons, gegoten aluminium |
De lasstroom wordt meestal gekozen op basis van het materiaal, de dikte en de positie van het onderdeel. De diameter van de wolfraamelektrode moet gekozen worden op basis van de lasstroom. Het toelaatbare lasstroombereik voor verschillende wolfraamelektrodiameters staat in Tabel 5-81.
Tabel 5-81 Toelaatbaar lasstroombereik voor verschillende wolfraamelektrodiameters (eenheid: A)
| Diameter elektrode/mm | Wisselstroom | Gelijkstroom, rechte polariteit | Gelijkstroom, omgekeerde polariteit | |||
| Zuiver wolfraam | Thoriated wolfraam, Ceriated wolfraam | Wolfraam | Thoriated wolfraam, Ceriated wolfraam | Wolfraam | Thoriated wolfraam, Ceriated wolfraam | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
De boogspanning is de belangrijkste parameter die de breedte van de lasrups bepaalt. Bij TIG-lassen worden lagere boogspanningen gebruikt voor een goede bescherming van het smeltbad. Bij het lassen onder heliumbescherming heeft dezelfde booglengte door de hogere ionisatie van helium een hogere boogspanning in vergelijking met een argonboog.
De boogspanning is gerelateerd aan de hoek van de punt van de wolfraamelektrode. Hoe scherper de punt van de wolfraamelektrode, hoe hoger de boogspanning, met een algemeen bereik van 10~20 V.
De keuze van de diameter van de wolfraamelektrode hangt af van het type, de polariteit en de grootte van de te gebruiken lasstroom. Tegelijkertijd beïnvloedt de scherpte van de wolfraamelektrodetip de diepte en breedte van de las. Zie Tabel 5-82 voor wolfraamelektrodetipvormen en stroombereiken.
Tabel 5-82 Vormen en stroombereiken van wolfraamelektrodepunten
| Wolfraam elektrode Diameter / mm | Tip Diameter /mm | Tip Hoek / (°) | Gelijkstroomelektrode Positief | |
| Constante DC-stroom /A | Impulsstroom /A | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
De lassnelheid van TIG-lassen hangt af van de dikte van het werkstuk en de lasstroom. Aangezien de wolfraamelektrode bestand is tegen lagere stromen, ligt de lassnelheid meestal onder de 20 m/u. De maximale lassnelheid van gemechaniseerd TIG-lassen kan 35 m/u overschrijden, maar op dat moment moet het effect van de lassnelheid op de laminaire vorm van het beschermgas worden overwogen.
De minimale gasstroom die nodig is om de laszone effectief te beschermen is gerelateerd aan de vorm en grootte van het lastoortsmondstuk. De diameter van het mondstuk hangt af van de dikte van het werkstuk en het type lasnaad, en als de diameter van het mondstuk toeneemt, moet de gasstroom overeenkomstig worden verhoogd.
De diameter van de spuitdop kan worden geselecteerd aan de hand van de volgende formule:
D=(2,5 ~3,5)d w
In de formule:
Zodra de diameter van de spuitdop is bepaald, kan de argonstroom als volgt worden berekend:
Q=(0,8 ~1,2)D
Waar:
Als D klein is, neem dan de ondergrens voor Q; als D groot is, neem dan de bovengrens voor Q.
Als de opening van het mondstuk 8~12 mm is, is het gasdebiet in het algemeen 5~15 l/min. Als de diameter van het mondstuk 14~22 mm is, is het gasdebiet 10~20 l/min. Bij het lassen van dikke platen aluminium en aluminiumlegeringen moet het gasdebiet 25~35L/min bedragen.
Daarnaast is de gasstroomsnelheid ook afhankelijk van de lasomgeving. Bij het lassen in een omgeving met luchtverplaatsing moet de gasstroomsnelheid worden verhoogd op basis van de luchtsnelheid en de stroomsnelheid kan ook worden geselecteerd door proeflassen. Als de stroomsnelheid geschikt is, kan de kleur van het lasoppervlak worden gebruikt om het te identificeren.
De relatie tussen de kleur en de beschermende werking van roestvaststalen lassen wordt getoond in Tabel 5-83.
Tabel 5-83 Relatie tussen de kleur en beschermende werking van roestvaststalen lassen
| Lasnaadkleuren | Zilverwit, goudgeel | Blauw | Rood-grijs | Grijs | Zwart |
| Beschermingseffectiviteit | Uitstekend | Goed | Eerlijk | Slecht | Slechtste |
De relatie tussen de kleur en de beschermende werking van lassen van titanium en titaniumlegeringen wordt getoond in Tabel 5-84.
Tabel 5-84 Relatie tussen de kleur van titanium en lasnaden van titaniumlegeringen en beschermingseffect
| Lasnaadkleuren | Zilver-Wit | Goud | Paars-Blauw | Blauw-grijs | Geel-Wit |
| Beschermingseffectiviteit | Uitstekend | Goed | Eerlijk | Slecht | Slechtste |
Zie Tabel 5-85 voor argondebiet, spuitopening en afstand tot het werkstuk.
Tabel 5-85 Argon stroom, mondstukopening en afstand tot het werkstuk
| Lasmethoden | Geschikt Argon Debiet (L/min) | Sproeier Diameter (mm) | Afstand tussen spuitmond en werkstuk (mm) |
| Lassen met wolfraam inert gas (TIG) | 3~25 | 5 ~20 | 5 ~12 |
| Inert gas lassen (MIG) | 10~50 | ≤30 | 8~15 |
Zie Tabel 5-86 voor de relatie tussen lasstroom, mondstukdiameter en gasstroom.
Tabel 5-86 Relatie tussen lasstroom, mondstukdiameter en gasstroom
| Lasstroom /A | DC-lassen | AC-lassen | ||
| Sproeier Diameter /mm | Gasstroom / (L/min) | Sproeier Diameter /mm | Gasstroom / (L/min) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
Opmerking: De maximaal toegestane lasstroom voor metalen mondstukken is 500A en voor keramische mondstukken is dit 300A.
De parameters voor automatisch TIG-lassen zijn onder andere de parameters voor het booglassen met argonelektrode en de draadaanvoersnelheid. De draadaanvoersnelheid moet overeenkomen met de lassnelheid en de lasstroom. De invloed van TIG lasparameters op de lasvorming en laskwaliteit is zelden onafhankelijk in daadwerkelijke productie, zoals bij handmatige TIG lasprocessen, waarbij alleen de lasstroom en argon toevoersnelheid worden gespecificeerd.
Tijdens automatisch TIG-lassen zijn de te regelen lasparameters onder andere lasstroom, boogspanning, lassnelheid, argonstroom, draaddiameter en draadaanvoersnelheid. Bovendien is bij het lassen van bijzonder reactieve metalen zoals titanium een betere bescherming van de zone met hoge temperatuur nodig en moeten er strikte beschermingsmaatregelen worden genomen.
Tabel 5-87 Handmatige TIG lasparameters voor aluminium en aluminiumlegeringen, roestvast staal
| Materiaal | Plaatdikte/mm | Type groef | Aantal laslagen (voor/achter) | Wolfraam elektrode Diameter/mm | De Diameter/mm van de lasdraad | Voorverwarmingstemperatuur/°C | Lasstroom/A | Het Tarief van de argonstroom (L/min) | Opening mondstuk/mm |
| Aluminium en aluminiumlegeringen | 1 | Afgeschuinde rand | Voorkant 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | Afgeschuind of I-groef | Voorkant 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | I-groef | Voorkant 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | Y-groef | Voorkant 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | X-groef | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| Roestvrij staal | 1 | Stootvoeg | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | Stootvoeg | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | Stootvoeg | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
Lassnelheid, in cm/min.
Tabel 5-88 Handmatige TIG lasparameters voor koolstofstaal, laaggelegeerd staal
| Lasdikte/mm | Lasstroom/A | Draaddiameter/mm | Lassnelheid/(mm/min) | Gasstroomsnelheid/(L/min) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
Tabel 5-89 Handmatige TIG lasparameters voor koper en koperlegeringen
| Materiaal | Lasdikte/mm | Type groef | Wolfraam elektrode | Diameter elektrode/mm | De Diameter van de vuldraad/mm | Lasstroom/A | Sproeier Diameter/mm | Gasstroomsnelheid/(L/min) | Voorverwarmingstemperatuur/°C |
|---|---|---|---|---|---|---|---|---|---|
| Koper | <1.5 | Single-V | Gedoriºnteerd | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | Single-V | Gedoriºnteerd | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | V-groef | Gedoriºnteerd | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | V-groef | Gedoriºnteerd | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| Messing | 1.2 | Stootvoeg | Gedoriºnteerd | 3.2 | - | 160-180 | 8 | 7 | - |
| Tin Messing | 2 | Single-V | Gedoriºnteerd | 3.2 | 3 | 180-200 | 8 | 7 | - |
| Tin Fosfor | <1.6 | Single-V | Gedoriºnteerd | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| Brons | 1.6-3.2 | Single-V | Gedoriºnteerd | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| Aluminium Brons | <1.6 | Single-V | Geribd | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | Single-V | Geribd | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | V-groef | Geribd | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| Silicium Brons | 1.6 | Single-V | Geribd | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | Single-V | Gedoriºnteerd | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | V-groef | Gedoriºnteerd | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | V-groef | Gedoriºnteerd | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| Nikkel Brons | <3.2 | Single-V | Gedoriºnteerd | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | V-groef | Gedoriºnteerd | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
Tabel 5-90 Titanium en titaniumlegering handmatig TIG-lassen (DC positieve verbinding, stuikverbinding) lasparameters
| Plaatdikte/mm | Type afschuining | Aantal laslagen | Wolfraam elektrode Diameter/mm | Draaddiameter/mm | Lasstroom/A | Het Tarief van de argonstroom/(L/min) | Sproeier Diameter/mm | Opmerkingen | ||
| Hoofdsproeier | Sleepschild | Achterkant | ||||||||
| 0.5 | Enkel-V afschuining | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | Stootvoegspleet 0,5 mm, titanium mag ook niet worden toegevoegd Draadafstand 1,0 mm |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | Enkel-Y afschuining | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | Afschuinspleet 2~3mm, stompe rand 0,5mm De achterkant van de las is bekleed met een stalen steunplaat Afschuiningshoek 60°~65° |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | Dubbel-Y afschuining | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | Afschuiningshoek 60°, stompe kant 1mm Afschuiningshoek 55°, stompe rand 1,5-2,0 mm Afschuiningshoek 55°, stompe rand 1,5~2,0 mm, spleet 1,5 mm |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
Tabel 5-91 Geautomatiseerde TIG-lasparameters voor aluminium en aluminiumlegeringen
| Materiaal | Plaatdikte/mm | Aantal laslagen | Wolfraam elektrode Diameter/mm | Draaddiameter/mm | Lasstroom/A | Het Tarief van de argonstroom/(L/min) | Opening mondstuk/mm | Snelheid draadinvoer/(cm/min) |
| Aluminium en aluminiumlegeringen | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| Roestvrij staal | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
Tabel 5-92 Geautomatiseerde TIG-lasparameters voor titaan en titaanlegeringen (DC positief, stompe las)
| Plaatdikte / mm | Type afschuining | Aantal laslagen | Afmetingen van de steunlat in de vormgroef | Wolfraam elektrode Diameter / mm | Draaddiameter / mm | Lasstroom / A | Boogspanning / V | Lassnelheid / (cm/min) | Argon Debiet / (L/min) | |||
| Breedte / mm | Diepte / mm | Hoofdsproeier | Slepend schild | Achterkant | ||||||||
| 1 | I-grove | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | I-grove | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | I-grove | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | I-grove | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | I-grove | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | Enkele afschuining met 2 mm tussenruimte | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | Y-groef 60° | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | Y-groef 60° | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | Dubbele Y-groef 60° | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
Tabel 5-93 TIG-lasparameters voor pijpen van austenitisch roestvast staal (hangend lassen)
| Dikte/mm | Afgeschuinde vorm | Lasstroom/A | Lassnelheid/(mm/min) | Opmerkingen |
| 1.5 |  | 100 ~110 | 460 ~480 | Gebruikt voor het boven het hoofd lassen van ronde en vierkante buizen, met argongasbescherming in de buis om de achterkant van de las af te schermen. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
Tabel 5-94 Lasparameters voor de root pass van meerlaags TIG-lassen van roestvaststalen dikwandige pijpen
| Draaddiameter / mm | Wolfraam elektrode Diameter / mm | Huidige polariteit | Lasstroom / A | Boogspanning / V | Lassnelheid / (cm/min) | Weefmethode | Afschermingsgas | |
| Soorten | Debiet / (L/min) | |||||||
| 2.0(1.6) | 1.6 | Gelijkstroom | 50~130 | 9~16 | 4~14 | Transversale oscillatie | Argonzuiverheid (volumefractie) groter dan 99,9% | 8~15 |
| 2.4 | 2.4 | Raaklijn | ||||||