Hoe transformeren we stijve buizen en profielen in precieze vormen die gebruikt worden in de bouw, auto-industrie en ruimtevaartindustrie? Dit artikel onderzoekt de technieken voor het buigen van profielen en het vormen van buizen, met aandacht voor zowel handmatige als mechanische methoden. Er wordt gedetailleerd ingegaan op de processen, gereedschappen en materialen die worden gebruikt om nauwkeurige en efficiënte resultaten te garanderen. Lezers leren over verschillende buigtechnieken, het belang van mallen en de specifieke stappen die nodig zijn voor verschillende metalen. Aan het eind begrijp je de belangrijkste principes achter het vormen van metalen profielen en buizen voor verschillende toepassingen.
Laatst bijgewerkt:
28 juni 2024
Deel je like:
Inhoudsopgave
I. Handmatig buigen van profielen en buizen
Door de hoge buigweerstand van profielen zijn ze niet gemakkelijk te buigen, dus worden ze meestal handmatig gebogen met behulp van een verwarmingsmethode.
1. Plat staal gloeiende bocht
Voor het buigen van plat staal worden meestal de volgende stappen en methoden gebruikt:
(1) De mal maken
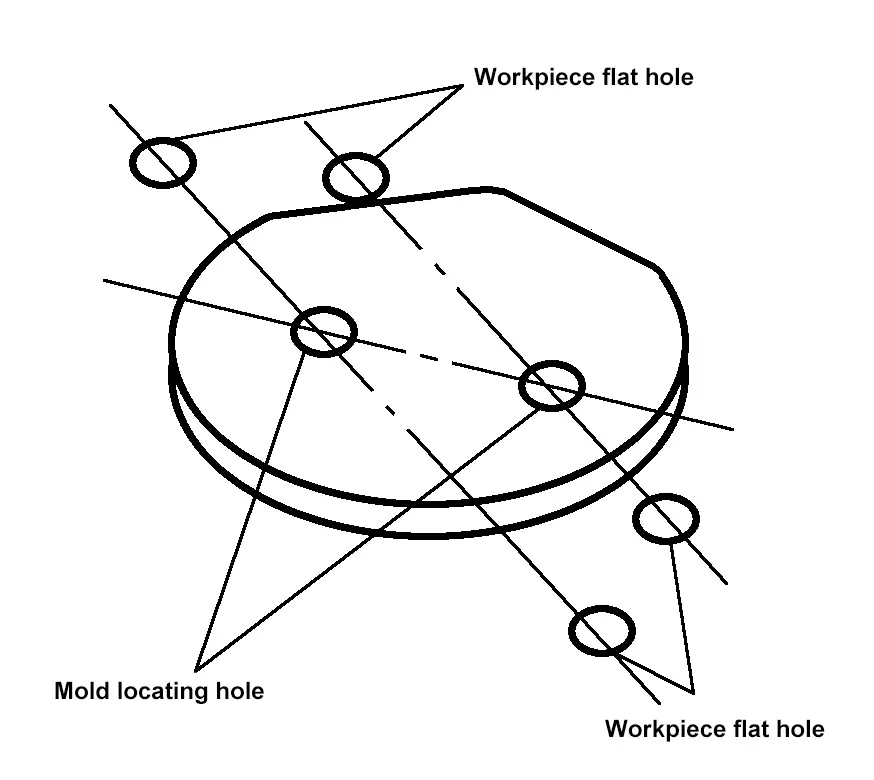
De mal voor het warmbuigen van plat staal is meestal gemaakt van staalplaat, de dikte kan gelijk zijn aan of iets dikker zijn dan het werkstuk en de boogdiameter van de mal kan gelijk zijn aan de binnendiameter van het werkstuk. De mal voor het buigen van platte stalen ringen moet geen volledige cirkel zijn, maar ongeveer 2/3 van een volledige cirkel, zoals getoond in Figuur 4-15, wat het plaatsen en verwijderen van het werkstuk tijdens het buigen vergemakkelijkt.
De positie en grootte van de gaten voor het bevestigen van de mal op het platform moeten worden bepaald nadat de positie van de mal op het platform is vastgesteld, op basis van de positie en grootte van de gaten op het platform.
Afbeelding 4-15 Warmbuigmal voor plat staal
(2) Buigen
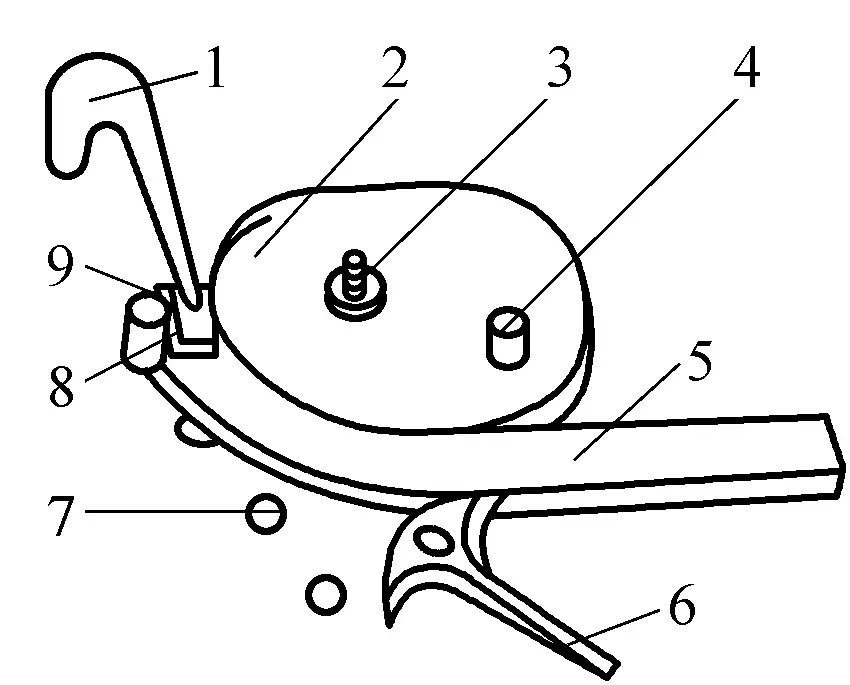
Plaats een uiteinde van het verwarmde vlakke staal tegen de mal, klem het vast met een conische wig en ramshoornklem en plaats dan de buigmachine op de juiste positie om het buigen uit te voeren, zoals getoond in Figuur 4-16. Elke verwarming mag niet te lang buigen om te voorkomen dat het vlakke staal kreukelt of dat het materiaal hard wordt door de lage temperatuur. Voor grotere onderdelen moet het buigen in delen gebeuren.
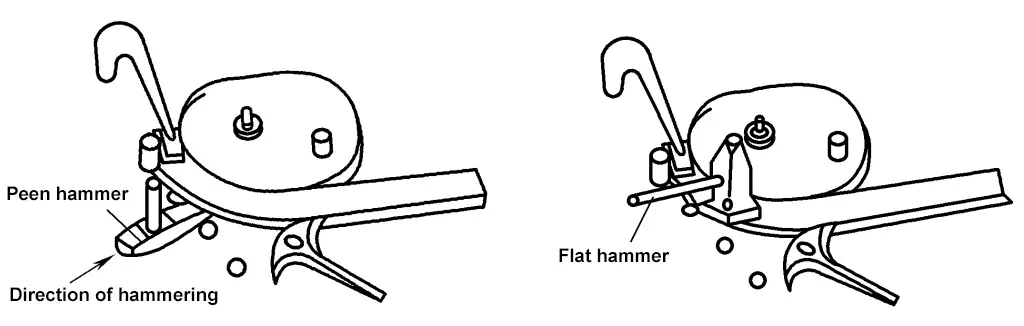
Gebruik na elk gloeisectie, voordat de klemmen worden verwijderd, een vlakke hamer om eerst langs de binnenkant van het vlakke staal te vlakken en dan langs de buitenkant, zodat de dikte aan de binnen- en buitenkant ongeveer gelijk is en om aanzienlijke vervorming tijdens het afkoelproces na het ontvormen te voorkomen, zoals getoond in Figuur 4-17.
Figuur 4-17 Plaatselijke krommingscorrectie en buigcorrectie van platte stalen ring
2. Buigen van hoekstaal
Het buigen van hoekstaal omvat ook het maken van mallen, buigen en platdrukken.
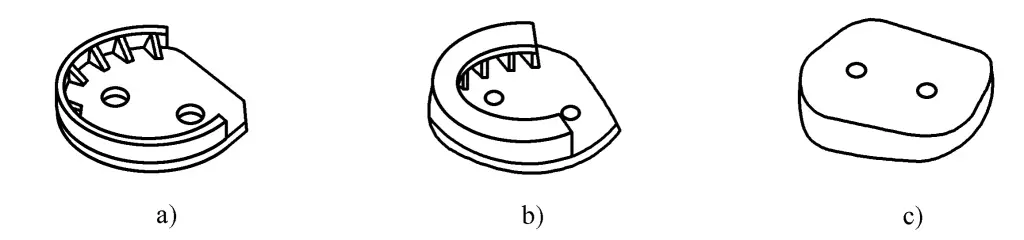
De mallen voor het buigen van hoekstaal worden meestal gelast van staalplaten, en hun vorm hangt af van of het buigen intern of extern gebeurt, zoals getoond in Figuur 4-18. Door de asymmetrische dwarsdoorsnede van hoekstaal is de krimp van de binnen- en buitenkant tijdens het afkoelen na het buigen ongelijk, waardoor de vorm en grootte van het werkstuk veranderen.
Daarom moet de diameter van de mal op de juiste manier worden vergroot wanneer het hoekstaal uitwendig wordt gebogen; de diameter van de mal moet op de juiste manier worden verkleind wanneer het staal inwendig wordt gebogen. De waarden voor het vergroten of verkleinen van de diameter van de mal kunnen worden geselecteerd volgens tabel 4-1. Andere vereisten voor hoekstaalbuigmallen zijn dezelfde als die voor vlakstaalbuigmallen.
Afbeelding 4-18 Hoekstaal buigmal
a) Gelaste externe buigmal van hoekstaal b) Gelaste interne buigmal van hoekstaal c) Vorm gemaakt van een hele stalen plaat
Bij het buigen van hoekstaal klem je eerst snel een uiteinde van het verwarmde hoekstaal op het bandgereedschap en buig je vervolgens terwijl je met een hamer op het gerimpelde deel van het oppervlak van het hoekstaal slaat totdat het te buigen deel van het hoekstaal volledig op het bandgereedschap past, zoals getoond in Figuur 4-19. Het buigen van hoekstaal moet ook worden uitgevoerd binnen het temperatuurbereik van heet buigen van staal.
Figuur 4-19 Buigen van hoekstaal
a) Buitenbocht van hoekstaal b) Binnenbocht van hoekstaal
Na het buigen is het ook nodig om een voorhamer en een vlakke hamer te gebruiken om het recht te maken, zodat de vorm en de maatnauwkeurigheid van het werkstuk aan de eisen voldoen.
3. Buigen van pijpen
Handmatig buizen buigen wordt gewoonlijk gebruikt voor het buigen van enkele stukken of kleine partijen pijpen. De stappen en methoden voor handmatig buigen van pijpen zijn als volgt:
(1) Zandvulling
Voor het handmatig buigen moet er zand in de pijp worden gedaan om vervorming van het pijpgedeelte te voorkomen. Voor non-ferrometalen buizen kunnen stoffen met een laag smeltpunt, zoals hars en aluminium, worden gevuld en na het buigen worden verwijderd. Het zand moet zuiver, schoon en droog zijn en over het algemeen bestaan uit deeltjes kleiner dan 2 mm. Het zand dat in de pijp wordt gevuld moet compact zijn, daarom wordt het tijdens het vullen met een hamer bewerkt. De uiteinden van de pijp worden dichtgestopt met houten pluggen of afgedicht met stalen platen.
(2) Markering
Voor warmbuigen van pijpen moet de lengte van het verwarmingsdeel worden gemarkeerd. Over het algemeen wordt de middelste positie van het buiggedeelte vooraf bepaald aan de hand van de tekeninggrootte en van daaruit wordt de buiglengte gemeten naar beide zijden van de pijp, plus de toeslag voor de pijpdiameter, wat de te verhitten lengte is.
(3) Verwarming
Buizen kunnen worden verwarmd met houtskool, gas of zware olie als brandstof. Gewone kolen zijn niet geschikt voor het verhitten van pijpen, omdat kolen veel zwavel bevatten dat bij hoge temperaturen in het staal kan dringen en de kwaliteit van het staal kan aantasten. De verhittingstemperatuur is ongeveer 950°C en wordt enige tijd aangehouden om het zand in de pijp op dezelfde temperatuur te brengen.
(4) Buigen
Pijpen met een kleine diameter kunnen gebogen worden op een halfronde groefmal met behulp van een hefboom, terwijl pijpen met een grote diameter gebogen kunnen worden op een platform met behulp van een elektrische lier. Als er meerdere bochten zijn, begin dan met buigen vanaf de bocht aan het einde van de pijp. Tijdens het buigen kan water op de buitenwand worden gespoten om te voorkomen dat de buiswand te dun wordt. Door water te sproeien voor koeling kan de mate van buigen ook worden aangepast. Als de binnenzijde van de pijp wordt gekoeld met waternevel, trekt het metaal aan de binnenzijde samen, waardoor de buiggraad toeneemt; op dezelfde manier neemt de buiggraad af als de buitenwand met water wordt besproeid.
II. Pijp Mechanisch Verwarmen Buigen Vormen
Bij het mechanisch buigen van pijpen met verwarming zijn de methoden onder andere middenfrequentieverwarming en vlamverwarming, die hieronder respectievelijk worden geïntroduceerd.
1. Medium frequentie verwarming buigen
Bij het buigen met middenfrequente verwarming wordt een middenfrequente inductiespoel rond de pijp geplaatst, waarbij de middenfrequente inductiestroom wordt gebruikt om de pijp plaatselijk tot de vereiste hoge temperatuur te verhitten, waarna het verhitte deel wordt gebogen en er na het buigen onmiddellijk water wordt gespoten om af te koelen, waardoor de vereiste gebogen pijpdelen worden verkregen.
Voor middelfrequent buigen met verwarming is gespecialiseerde apparatuur nodig voor middelfrequente inductie elektrische buigmachines. Afhankelijk van de manier waarop de buigmachine het buigmoment toepast, is deze onderverdeeld in trekbuig- en duwbuigtypes.
(1) Trekbuiging Buigen met gemiddelde frequentie
Figuur 4-20 is een schematisch diagram van trekbuigen met gemiddelde frequentie. De middenfrequentie-inductiespoel 3 bevindt zich op de roterende middellijn, laat middenfrequente stroom door de spoel lopen en genereert zo een wisselend magnetisch veld, en de geïnduceerde stroom die door het wisselende magnetische veld in de pijp wordt veroorzaakt, verwarmt de pijp.
De blinde buis 1 passeert de inductiespoel, het ene uiteinde wordt bevestigd op de roterende arm 5 met een klauwplaat 4, en het andere uiteinde wordt vrij op de steunrol of het machinebed geplaatst. Drie steunrollen 2 worden gebruikt om de axiale positie van de blenk te bepalen, om de blenk concentrisch te houden met de inductiespoel en de klauwplaat.
Figuur 4-20 Schema trekbuiging middenfrequent opwarmen
1-Pijp Blanco 2-steunrol 3-Inductiespoel 4-Chuck 5-draaibare arm
De pijp die zich achter het buiggedeelte bevindt, wordt na het verhitten en buigen watergekoeld door een ring die op de inductiespoel is gemonteerd, waardoor de gebogen pijp voldoende stijfheid heeft om een perfect ronde doorsnede te behouden. Tijdens het gebruik verwarmt de inductiespoel de blinde pijp plaatselijk tot 800~1200°C, waarna de motor de zwenkarm aandrijft om door het verloopstuk te draaien, waardoor de blinde pijp in vorm wordt getrokken en gebogen.
Trekbuigen kan kleinere radii buigen (minimaal buigradius R=1.3D, terwijl de algemene koudbuigmachines 1.5D zijn) en de kwaliteit van de gebogen pijpen beter is.
De buighoek van de pijp kan nauwkeurig worden geregeld door de rotatie van de zwenkarm en de verwarming van de inductiespoel op tijd te stoppen via eindschakelaars. De buigradius wordt bepaald door de positie van de klauwplaat op de zwenkarm en de positie van de klauwplaat kan op de buis worden aangepast. De verwarmingstemperatuur en de breedte van de verwarmingszone kunnen worden geregeld door de stroomsterkte, de buigsnelheid en de hoeveelheid water te veranderen en de diameter van de inductiespoel te selecteren. De stroom en de diameter van de inductiespoel worden voornamelijk geselecteerd op basis van de diameter van de lege pijp.
Als de stroom te hoog is, zal de lege buis smelten; als de stroom te laag is, is de verwarming onvoldoende. Als de diameter van de inductiespoel te groot is, is de thermische efficiëntie laag. Als de spoel te klein is, is de afstand tussen de spoel en de buiswand klein, is de instelbaarheid slecht en de bediening onhandig. Als de buigradius groot is, is de vervorming klein en kan de buigsnelheid hoger zijn. Omgekeerd moet de buigsnelheid langzamer zijn, anders neemt de dikte van de buitenwand aanzienlijk af.
De buigradius die wordt verkregen tijdens het buigen met gemiddelde frequentie in trekbuigen is relatief uniform en de aanpassing is handig, de buighoek kan 180° bereiken, maar de dikte van de buitenwand is enigszins verminderd.
(2) Duwend buigen
Figuur 4-21 toont het buigen met gebruik van middenfrequent verwarming, met een schematisch diagram van middenfrequent verwarming buigen. De blinde buis 2 wordt ondersteund door de steunrollen 3. Met behulp van de drukplaat 1 aan het uiteinde van de blenk wordt een axiale druk F uitgeoefend op de blenk, waardoor deze in vorm wordt gebogen.
De buigradius wordt bepaald door de positie van de bovenrol 5 of de positie van de klauwplaat 6 op de zwenkarm 7. Het is duidelijk dat bij het buigen van pijpen met behulp van de duwbuigmethode de dikte van de buitenwand van de gebogen pijp niet veel dunner wordt en omdat de zone met hoge temperaturen relatief smal is, wordt voorkomen dat de pijpwand zijn stabiliteit verliest en dat de binnenwand gaat rimpelen.
Figuur 4-21 Schematisch diagram van de duwende buigstijl middenfrequent verwarmingsbuis
De duwbuigmethode getoond in Figuur 4-21a kan elke straal buigen, met minimale verdunning van de buitenwand van de buis, maar het is moeilijk om de buigradius aan het begin van de buiging te garanderen en aanpassingen zijn moeilijk. De duwbuigmethode in Afbeelding 4-21b produceert een uniforme buigradius en is gemakkelijk af te stellen, met een typische buighoek van ≤90°, maar de buigradius wordt beperkt door het afstelbereik van de zwenkarm.
Samengevat heeft een middenfrequent inductiebuigen de volgende kenmerken:
1) Koud buigen van dikwandige buizen met een grote diameter vereist een grote koudbuigmachine, neemt een groot oppervlak in beslag, is kostbaar en vereist ook dure mallen. Voor inductiebuigen met gemiddelde frequentie zijn echter geen mallen nodig, alleen verschillende buisdiameters en bijbehorende inductiespoelen. Maar inductiemachines met gemiddelde frequentie verbruiken veel elektriciteit en de investering in apparatuur is ook groot.
2) Medium frequentie inductie verwarming is snel, met een hoog thermisch rendement, en het oppervlak van de gebogen buis niet produceren oxide schaal.
3) De kwaliteit van de gebogen buis is goed, met een betere rondheid en minder verdunning van de wanddikte in vergelijking met koud buigen. De buigradius is eenvoudig aan te passen en zeer flexibel. Vooral geschikt voor het buigen van enkele of kleine series buizen met een grote diameter, omdat er geen mallen nodig zijn en de productiekosten dus laag zijn.
Er moet ook worden opgemerkt dat, aangezien gebogen buizen met gemiddelde frequentie onmiddellijk watergekoeld worden na het verwarmen en buigen, de impact in overweging moet worden genomen bij het buigen van stalen buizen die gevoelig zijn voor scheuren door afschrikken met deze methode.
Vlamverwarmend buigen
Het principe van vlamverwarmend buigen is hetzelfde als dat van inductiebuigen met middenfrequentie, waarbij een vlamverwarmingsspoel wordt gebruikt ter vervanging van de inductiespoel met middenfrequentie om de billet te verwarmen, zodat er geen inductie-eenheid met middenfrequentie nodig is.
De structuur van de vlambuigmachine is eenvoudig, de kosten zijn lager, het onderhoud is eenvoudig en het kan een goede kwaliteit van de gebogen buizen garanderen, waardoor het een zekere promotie en gebruik in de productie heeft gekregen. Omdat de thermische efficiëntie van vlamverwarming echter niet hoog is, is het alleen geschikt voor het buigen van dunwandige buizen.
De vlamverwarmingsring wordt getoond in Figuur 4-22. Hij gebruikt een mengsel van zuurstof en acetyleen als brandstof, over het algemeen met een acetyleendruk van 0,05~0,1MPa en een zuurstofdruk van ongeveer 0,5~10MPa. De diameter van de verwarmingsring moet overeenkomen met de buitendiameter van de lege buis en de gebruikelijke afstand tussen de ring van de vlammondstuk en de buiswand is 13 ~ 15 mm.
De binnenomtrek van de verwarmingsring heeft een rij vlammondstukken, waarbij de diameter van het mondstuk ongeveer φ0,5mm is en de afstand tussen de gaten 4~5mm is, gelijkmatig verdeeld. Op de omtrek van de verwarmingsring die weg van de richting van de gebogen pijp kijkt, zijn er waternevelgaten, met de diameter van de nevelgaten die ongeveer φ0.8~1mm zijn, en de afstand tussen de gaten is ongeveer 10mm.
Waarom rimpelen, vervormen of verdraaien profielen tijdens het buigen? Dit artikel gaat in op de complexiteit van het buigen van profielen, waarbij veelvoorkomende...
Heb je je ooit afgevraagd hoe alledaagse voorwerpen hun unieke vorm krijgen? Van frisdrankblikjes tot auto-onderdelen, metaal buigen is een cruciale...
Waarom zijn buigmachines voor pijpen van vitaal belang voor alle industrieën? Deze machines, die essentieel zijn voor het vormen van pijpen, zijn er in verschillende...