Onderzoek naar verschillende soorten mechanische afdichtingen
Wat zorgt ervoor dat pompen, compressoren en andere machines soepel en zonder lekken blijven draaien? Het antwoord ligt in de verschillende soorten...
Wat als je metalen zou kunnen verbinden zonder ze te smelten? Wrijvingslassen maakt dit mogelijk door gebruik te maken van warmte die wordt opgewekt door mechanische wrijving. In dit artikel worden verschillende soorten wrijvingslassen besproken, zoals roterend lassen, traagheidslassen en wrijvingsroerlassen. Er wordt uitgelegd hoe elke methode werkt, wat de unieke voordelen zijn en wat de praktische toepassingen zijn. Door deze technieken te begrijpen, krijg je inzicht in geavanceerde lasprocessen die de efficiëntie en kracht in de productie verbeteren. Ontdek hoe wrijvingslassen een revolutie teweegbrengt in de manier waarop we materialen hechten.
Wrijvingslassen is geclassificeerd volgens de vorm van relatieve beweging, onderverdeeld in roterend wrijvingslassen en wrijvingsroerlassen.
Het kenmerk van roterend wrijvingslassen is dat ten minste één werkstuk (of ring) tijdens het lasproces rond een as draait die loodrecht op het verbindingsoppervlak staat. Dit type wrijvingslassen wordt voornamelijk gebruikt voor het lassen van werkstukken met cirkelvormige doorsnede (en kan ook worden gebruikt voor werkstukken zonder cirkelvormige doorsnede door middel van faseregeling) en is momenteel de meest gebruikte en gevarieerde vorm van wrijvingslassen.
Op basis van de roterende eigenschappen van de werkstukken kan roterend wrijvingslassen verder worden onderverdeeld in continu aangedreven wrijvingslassen, traagheidswrijvingslassen en hybride roterend wrijvingslassen, enz.
1) Continu aangedreven wrijvingslassen.
Continu aangedreven wrijvingslassen is het meest gebruikte type wrijvingslassen. Kenmerkend is dat het roterende werkstuk direct is verbonden met de spindelhouder en dat het niet-roterende werkstuk is gemonteerd op de hydraulische achterplaathouder. Tijdens het lassen wordt de achterplaat naar voren geschoven, waardoor de werkstukken onder constante of toenemende druk met elkaar in contact komen.
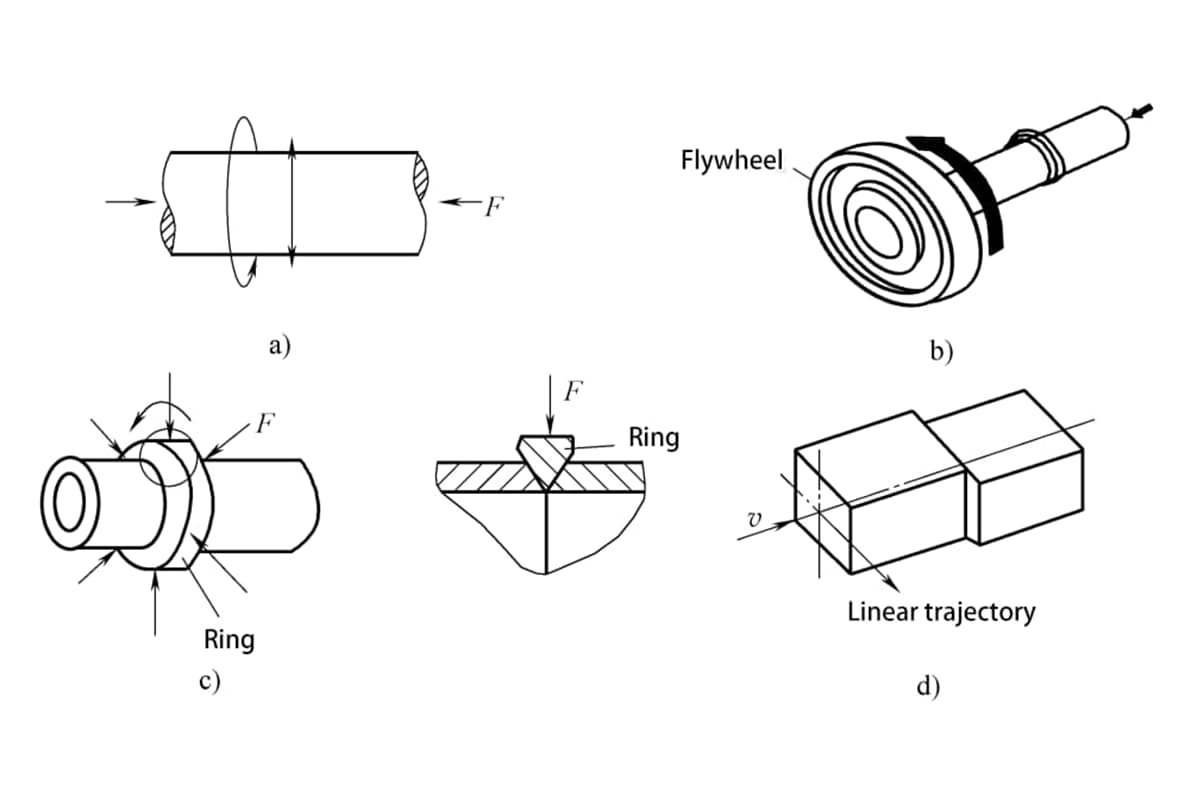
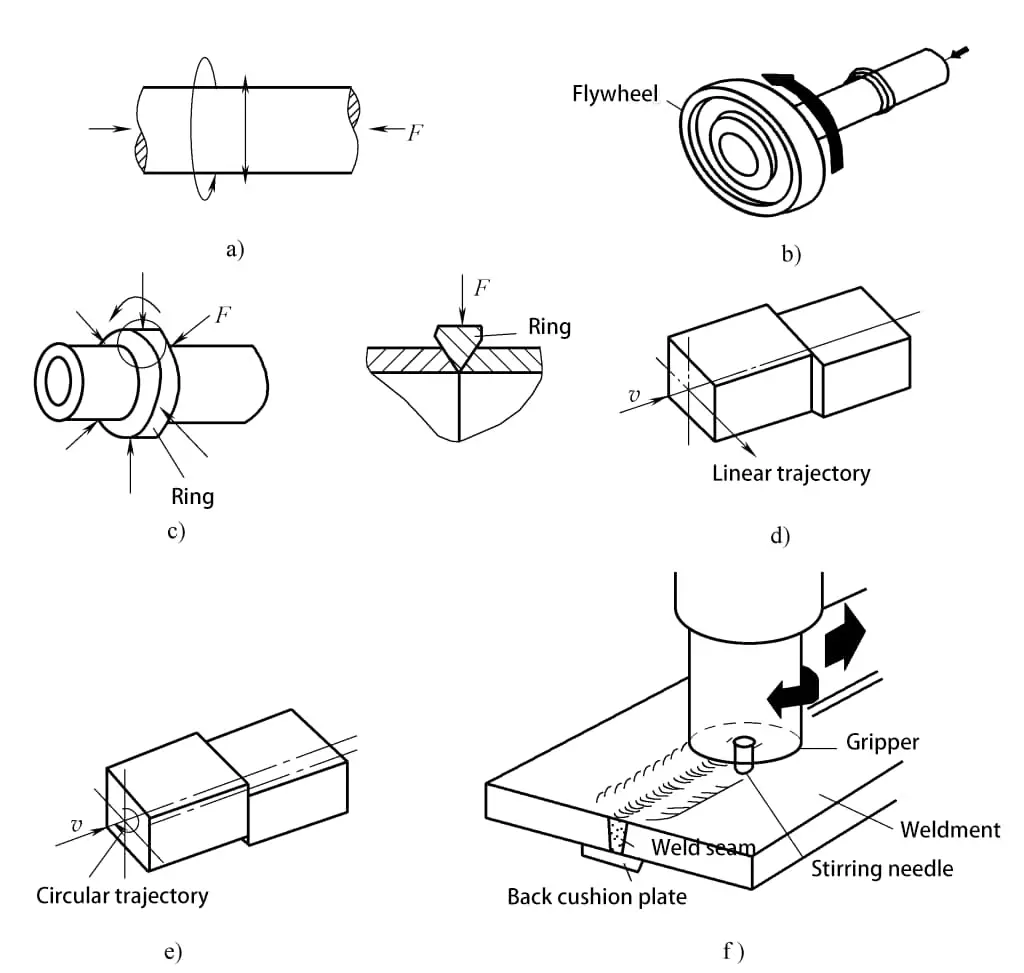
Wanneer de roterende spindel het werkstuk door wrijving verwarmt tot de lastemperatuur, stopt de spindel met draaien en begint het smeden, waarmee het lassen voltooid is. Bij continu aangedreven wrijvingslassen blijft het werkstuk draaien onder invloed van het roterende apparaat en de continue aandrijving tot vlak voor het begin van het smeden, zoals in afbeelding 5-166a is te zien.
2) Traagheids-wrijvingslassen.
Het principe van traagheidswrijvingslassen is vergelijkbaar met continu aangedreven wrijvingslassen, behalve dat het roterende laselement niet rechtstreeks aan de spindel is bevestigd, maar via een vliegwiel aan de spindel is verbonden.
Bij het begin van het lassen worden het vliegwiel en het roterende uiteinde van de las eerst versneld tot een bepaalde snelheid, dan wordt het vliegwiel losgekoppeld van de hoofdmotor en tegelijkertijd beweegt het bewegende uiteinde van de las naar voren. Zodra de lasnaden elkaar raken, begint de wrijvingsverwarming. Tijdens het wrijvingsverwarmingsproces wordt het vliegwiel geremd door het wrijvingskoppel, waardoor de snelheid geleidelijk afneemt tot nul, waarna het lasproces eindigt.
Bij traagheids-wrijvingslassen wordt gebruik gemaakt van de traagheids-energieopslagmethode (zoals een vliegwiel) om energie op te bouwen voor het verwarmen van de lasnaad, zoals getoond in Afbeelding 5-166b, waarbij de kinetische energie van het vrij ronddraaiende vliegwiel alle warmte levert die nodig is voor het lassen.
3) Hybride roterend wrijvingslassen.
Hybride roterend wrijvingslassen is een combinatie van continu aangedreven wrijvingslassen en traagheidswrijvingslassen. Dit type lasmachine wordt gekenmerkt door de mogelijkheid om remkracht toe te passen en niet toe te passen na het loskoppelen van de aandrijfbron.
Wrijvingsroerlassen is een nieuwe verbindingstechnologie in vaste toestand, uitgevonden in 1991 en beschouwd als een belangrijke wetenschappelijke en technologische prestatie van fundamenteel onderzoek tot praktische toepassing. In eerste instantie gebruikt voor het lassen van aluminiumlegeringen, is wrijvingsroerlassen op grote schaal toegepast in het lassen van non-ferro metalen zoals magnesium- en titaniumlegeringen, maar ook ongelijke materialen.
Afbeelding 5-166f is een schematisch diagram van wrijvingsroerlassen. Tijdens het wrijvingsroerlassen wordt het werkstuk gefixeerd en wordt het lassen voornamelijk voltooid door de roerkop. De roerkop bestaat uit een roerstift, een houder en een cilinder.
Bij het begin van het lassen draait de roerkop op hoge snelheid en de roerstift boort zich snel in de naad van de lasplaat. Het metaal dat in contact komt met de roerstift genereert warmte door wrijving, waardoor een zeer dunne thermoplastische laag wordt gevormd.
Wanneer de roernaald onder het oppervlak van de las doordringt, wordt er wat metaal uit het oppervlak geëxtrudeerd. Door het afdichtende effect van de voorste schouder en het achterkussen wrijft de schouder enerzijds tegen het oppervlak van de gelaste plaat, waardoor extra warmte wordt opgewekt; anderzijds wordt het thermoplastische metaal dat continu voor de roerkop wordt gevormd, overgebracht naar de achterkant van de roerkop, waardoor de holte erachter wordt opgevuld.
Tijdens het lasproces zijn de vorming en het vullen van holtes continu en ondergaat het metaal in de laszone processen zoals extrusie, wrijvingsverwarming, plastische vervorming, overdracht, diffusie en herkristallisatie.
Het kenmerk van spoorvormig wrijvingslassen is dat elk punt op het verbindingsoppervlak van het onderdeel in dezelfde baan beweegt ten opzichte van een punt op het verbindingsoppervlak van een ander onderdeel. Het bewegingstraject kan lineair of niet-lineair zijn.
Tijdens het lasproces beweegt de ene kant van het laselement ten opzichte van het oppervlak van de andere kant, die wordt vastgeklemd, onder invloed van een mechanisme van het rupsbandtype, en wordt er axiale druk uitgeoefend. Naarmate de wrijvingsbeweging vordert, wordt het wrijvingsoppervlak gereinigd en genereert het wrijvingswarmte, het metaal op het wrijvingsoppervlak bereikt geleidelijk een viscoplastische toestand en vervormt, waarna de beweging stopt en smeedkracht wordt uitgeoefend om het lassen te voltooien.
Baanvormig wrijvingslassen doorbreekt de beperking van het traditionele roterende wrijvingslassen dat alleen lasnaden met een cilindrische doorsnede kan lassen, en dit type wrijvingslassen kan vierkante, ronde en veelhoekige doorsneden lassen.
Op basis van verschillende bewegingstrajecten wordt het baanwrijvingslassen onderverdeeld in lineair wrijvingslassen en trajectwrijvingslassen, zoals weergegeven in Afbeelding 5-166d en e.
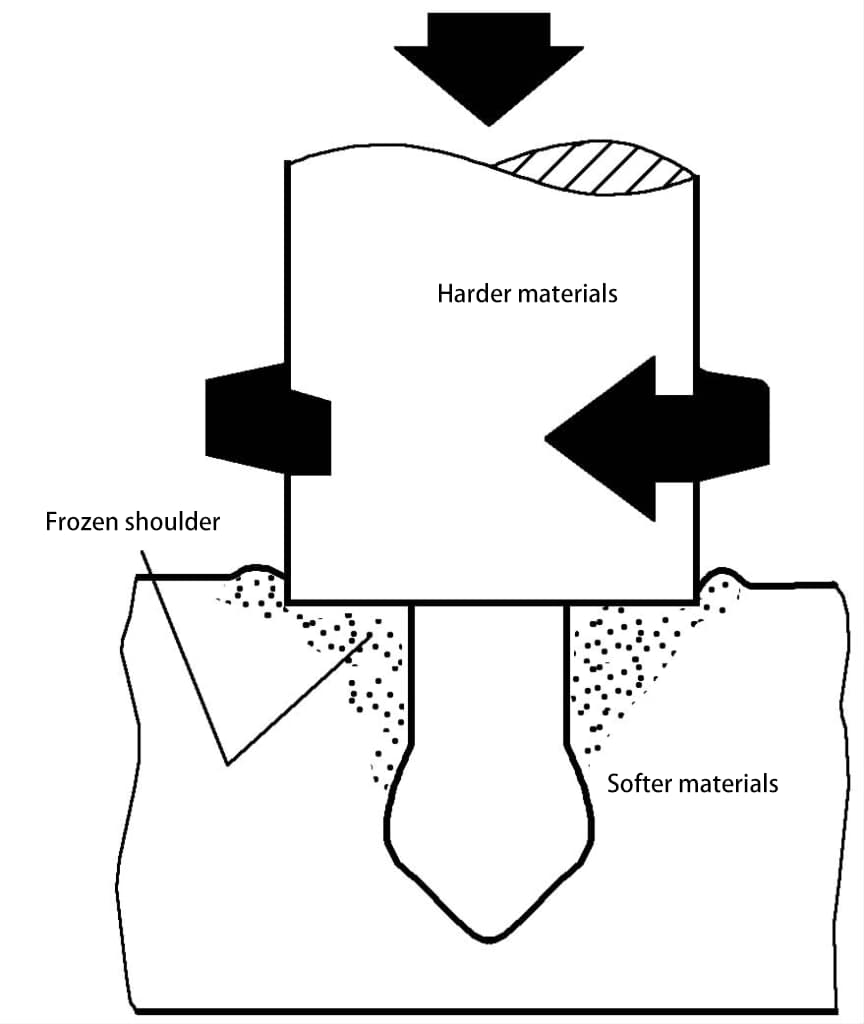
Inbedmassagelassen gebruikt het principe van wrijvingslassen om een relatief harder materiaal in een zachter materiaal in te bedden.
Afbeelding 5-167 toont het werkingsprincipe van ingebed wrijvingslassen. Tijdens het lassen veroorzaakt de wrijvingswarmte, die wordt opgewekt door de relatieve beweging tussen de twee lasstukken, plaatselijke plastische vervorming in het zachte materiaal en het hoge temperatuur kunststofmateriaal stroomt in de uitsparingen van het voorbewerkte harde materiaal. De begrenzingsschouder dwingt het hoge temperatuur kunststofmateriaal om zich strak om de verbinding van het harde materiaal te wikkelen. Wanneer de rotatie stopt en de lassen afkoelen, wordt een betrouwbare verbinding gevormd en zijn de twee zijden van de lassen mechanisch met elkaar verbonden.
Ingebed wrijvingslassen wordt momenteel voornamelijk gebruikt in zeer belangrijke materiaalverbindingen in industrieën zoals energie, vacuüm en cryogene toepassingen, zoals aluminium-koper, aluminium-staal en staal-staal. Ingebed wrijvingslassen kan ook worden gebruikt om klepzittingen van motoren, verbindingsuiteinden, drukkappen en overgangsverbindingen tussen buis en plaat te maken en kan ook worden gebruikt om thermohardende materialen en thermoplastische materialen met elkaar te verbinden.
Afbeelding 5-168 toont het werkingsprincipe van wrijvingslassen met een derde materiaal. Een derde materiaal met een laag smeltpunt genereert warmte en plastische vervorming door wrijving in de spleet tussen de verbonden delen onder het koppel van de axiale druk. De relatieve wrijvingsbeweging kan voldoende reinigingseffect produceren, zonder dat er vloeimiddel en een controleerbare beschermende atmosfeer nodig is. Na afkoeling stolt het derde lichaamsmateriaal, waardoor de twee delen aan elkaar vastzitten en een betrouwbare verbinding vormen.
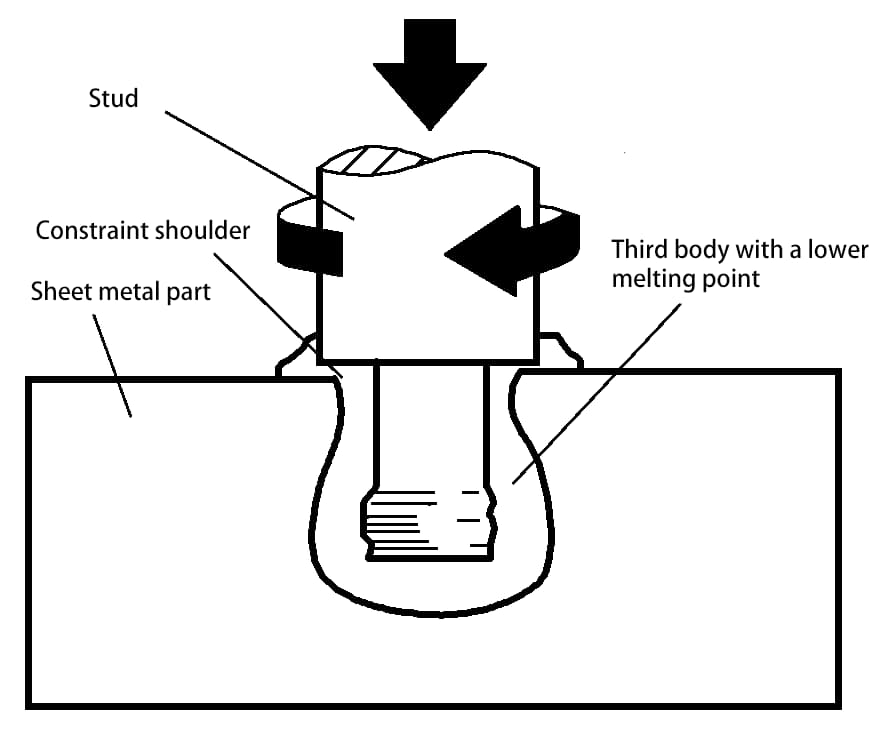
De derde-lichaams wrijvingslasmethode wordt voornamelijk gebruikt voor moeilijk te lassen materialen, zoals keramisch-keramische, metaal-keramische, thermohardende-thermoplastische composieten, enz. en kan worden gebruikt om verbindingen met hoge sterkte te vormen.
Bij fasegeregeld wrijvingslassen wordt de fase van de lasnaad tijdens het wrijvingsverwarmingsproces geregeld door middel van mechanische synchrone pennen. fitting of synchrone aandrijfsystemen, om de achterranden van de lasnaden uit te lijnen, de richting te corrigeren of aan fasevereisten te voldoen. Het wordt gebruikt voor het lassen van onderdelen met specifieke positievereisten zoals zeshoekig staal, achthoekig staal en besturingsrekken voor auto's.
Bij het eerder genoemde roterende wrijvingslassen wordt tijdens het lasproces axiale druk uitgeoefend, terwijl bij het radiale wrijvingslassen radiale druk wordt uitgeoefend. Bij radiaal wrijvingslassen worden de uiteinden van de twee te lassen buizen afgeschuind, wordt er een doorn in gestoken, worden ze op één lijn gebracht en vastgeklemd en wordt er vervolgens een massieve ring met een samenstelling die lijkt op die van de buizen in de afschuining van de verbinding geplaatst. Deze ring heeft een inwendig conisch oppervlak en voor het lassen moet het inwendige conische oppervlak eerst in contact komen met de onderkant van de afschuining.
Tijdens het lassen blijft het werkstuk stationair, draait de ring op hoge snelheid en oefent radiale wrijvingsdruk uit op beide uiteinden van de buizen. Nadat de wrijvingsverwarming is voltooid, stopt de rotatie van de ring en wordt er bovenwaartse smeeddruk uitgeoefend op de ring om deze stevig aan beide uiteinden van de buizen te lassen, zoals getoond in Afbeelding 5-166c.
Het principe van frictionsurfacing wordt getoond in afbeelding 5-169. De metalen staaf voor de oppervlaktebehandeling roteert ten opzichte van het werkstuk n, en het moedermateriaal (basismateriaal) roteert ook met snelheid n2. Onder invloed van druk P genereren de staaf en het basismateriaal warmte als gevolg van wrijving. Aangezien het basismateriaal een groot volume heeft en snel afkoelt, gaat het oppervlaktemetaal over in het basismateriaal en vormt zo een oppervlaktelas.
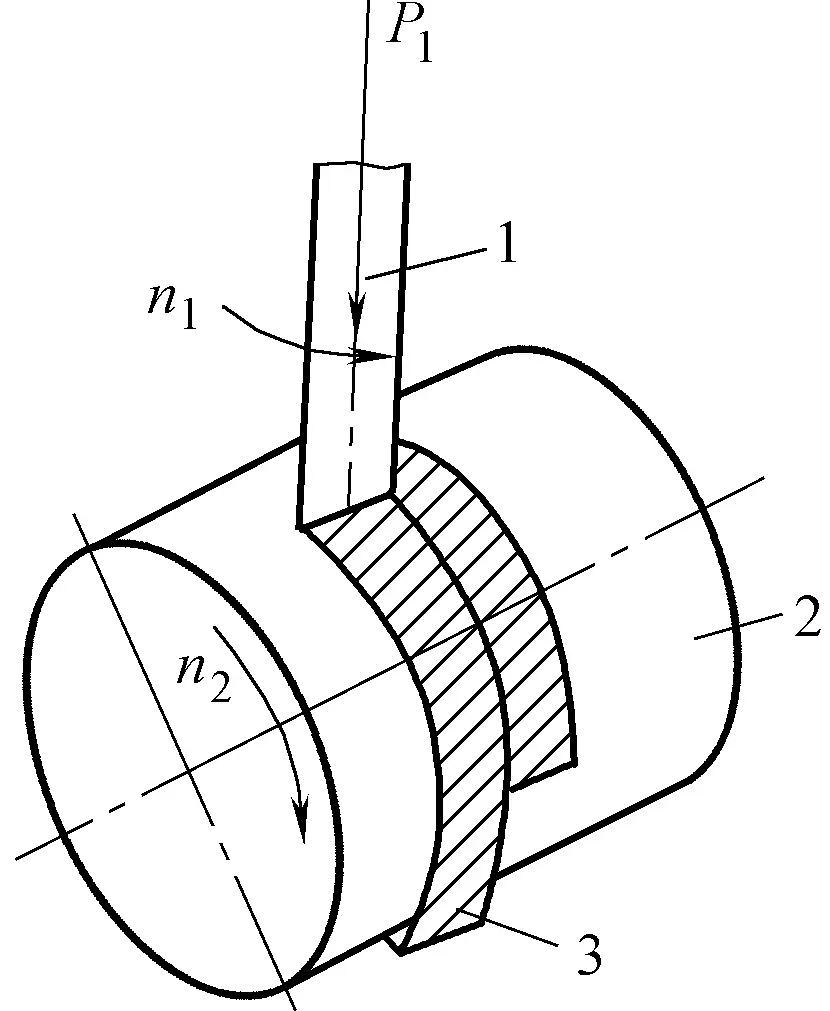
1-Vervlakken van metalen staaf 2-Vervlakken van werkstuk 3-Vervlakken van lasnaad
Wrijvingslassen zijn geschikt voor het verbinden van ongelijksoortige materialen, vooral omdat het lasmetaal van de lasnaad een hoge rastervervorming, fijne korrels en een goede taaiheid heeft, waardoor het geschikt is voor oppervlakteslijpen.
Superplastisch wrijvingslassen wordt geclassificeerd op basis van de kenmerken van het lasproces. Het omvat controlemaatregelen om de laszone tijdens het lasproces in een superplastische toestand te houden. Het voordeel is dat het de vorming van harde en brosse intermetallische verbindingen bij hoge temperaturen kan voorkomen en de warmtebehandelingstoestand van het gelaste materiaal kan behouden. Het is geschikt voor het verbinden van ongelijksoortige, moeilijk te lassen metalen en kan ook worden gebruikt voor het effectief verbinden van speciale metalen.