Inzicht in lassen van het eerste niveau met volledige penetratie
Lassen is een essentieel proces in veel engineering- en constructietoepassingen, dat vaak het verschil maakt tussen constructief succes en catastrofale...
Stel je voor dat je ruw metaal omzet in stevige structuren die de tand des tijds doorstaan. Dit is de magie van lassen, een vaardigheid die precisie en kracht combineert. Voor beginners die zich willen verdiepen in de wereld van het lassen, is het begrijpen van hoeklassen en lasverbindingen een fundamentele stap. Vullassen zijn essentieel voor het maken van robuuste verbindingen tussen metalen onderdelen, die vaak voorkomen in verschillende configuraties zoals T-verbindingen, overlapverbindingen en hoekverbindingen. Maar hoe zorg je ervoor dat je hoeklas sterk en betrouwbaar is?
In deze stap-voor-stap handleiding ontdek je de basisprincipes van lasverbindingen, verken je veelvoorkomende configuraties en krijg je de techniek van het maken van onberispelijke hoeklassen onder de knie. Van voorbereiding en veiligheidsmaatregelen tot gedetailleerde lasprocessen, deze gids voorziet je van de kennis en vaardigheden die nodig zijn om lassen van professionele kwaliteit te maken. Klaar om te leren hoe je je metaalbewerkingsprojecten kunt transformeren met de kracht van hoeklassen? Laten we erin duiken en de geheimen van deze belangrijke lastechniek ontdekken.
Een lasverbinding is de configuratie van hoe twee of meer stukken metaal zijn uitgelijnd en voorbereid om te worden samengevoegd door middel van lassen. De opstelling van deze materialen voordat het lasproces begint, speelt een cruciale rol bij het bepalen van de sterkte en duurzaamheid van de uiteindelijke las.
Inzicht in de verschillende soorten lasverbindingen is essentieel om de juiste lastechniek te kiezen en een sterke, betrouwbare verbinding te garanderen. De American Welding Society (AWS) deelt lasverbindingen in vijf hoofdtypen in:
Een stuikverbinding wordt gevormd wanneer twee stukken metaal in hetzelfde vlak tegen elkaar worden geplaatst. Dit is een van de eenvoudigste en meest voorkomende lasverbindingen en ze kunnen worden voorbereid met een groef of afgeschuinde randen om de sterkte van de las te verhogen.
Een T-verbinding ontstaat wanneer twee stukken metaal onder een hoek van 90 graden met elkaar worden verbonden en zo een T-vorm vormen. T-verbindingen worden vaak gebruikt in structurele constructies en toepassingen waarbij een loodrechte verbinding nodig is.
Een hoekverbinding is waar twee metalen stukken elkaar in een rechte hoek ontmoeten, waardoor een 'L'-vorm ontstaat. Hoekverbindingen kunnen open of gesloten zijn en worden vaak gebruikt bij de vervaardiging van kokerframes en andere constructies die een hoekverbinding vereisen.
Een overlapverbinding wordt gemaakt door twee stukken metaal te overlappen. Dit verbindingstype is vooral handig voor het verbinden van materialen van verschillende diktes en wordt vaak gebruikt in toepassingen die extra sterkte vereisen, zoals carrosserie en plaatwerkassemblage in de auto-industrie.
Bij een randverbinding worden de randen van twee stukken metaal, meestal uitgelijnd in hetzelfde vlak, met elkaar verbonden. Randverbindingen komen minder vaak voor, maar zijn handig voor specifieke taken zoals het lassen van dunne materialen en plaatmetaal.
Het kiezen van de juiste lasverbinding is cruciaal voor het succes van elk lasproject. De keuze van de lasverbinding heeft invloed op de totale sterkte, duurzaamheid en kosten van de las. De juiste keuze van de lasverbinding zorgt ervoor dat de lasverbinding bestand is tegen de beoogde belastingen en spanningen, zodat er een betrouwbare en duurzame verbinding ontstaat.
Inzicht in de basisprincipes van lasverbindingen en hun toepassingen is van fundamenteel belang voor iedereen die begint met lassen. Deze kennis vormt de basis voor meer geavanceerde lastechnieken en helpt ervoor te zorgen dat lassen veilig en effectief worden uitgevoerd.
De stuikverbinding is een van de eenvoudigste en meest gebruikte soorten lasverbindingen.
Een T-stuk ontstaat wanneer twee stukken metaal elkaar snijden in een hoek van 90 graden en zo een T-vorm vormen.
Hoekverbindingen worden gevormd door twee stukken in een rechte hoek samen te brengen, waardoor een 'L'-vorm ontstaat.
Een overlapverbinding wordt gemaakt door twee stukken metaal te overlappen.
Bij een randverbinding worden twee stukken rand aan rand geplaatst zonder elkaar te overlappen.
Het kiezen van de juiste lasconfiguratie is cruciaal om de sterkte, duurzaamheid en kosteneffectiviteit van de las te garanderen.
Kies een verbinding die minder toevoegmetaal gebruikt maar toch aan de sterktevereisten voldoet.
Ontwerp verbindingen om vervorming en interne druk te beperken.
Controleer of de verbinding bestand is tegen corrosie en geen spleten vormt in chemisch agressieve omgevingen.
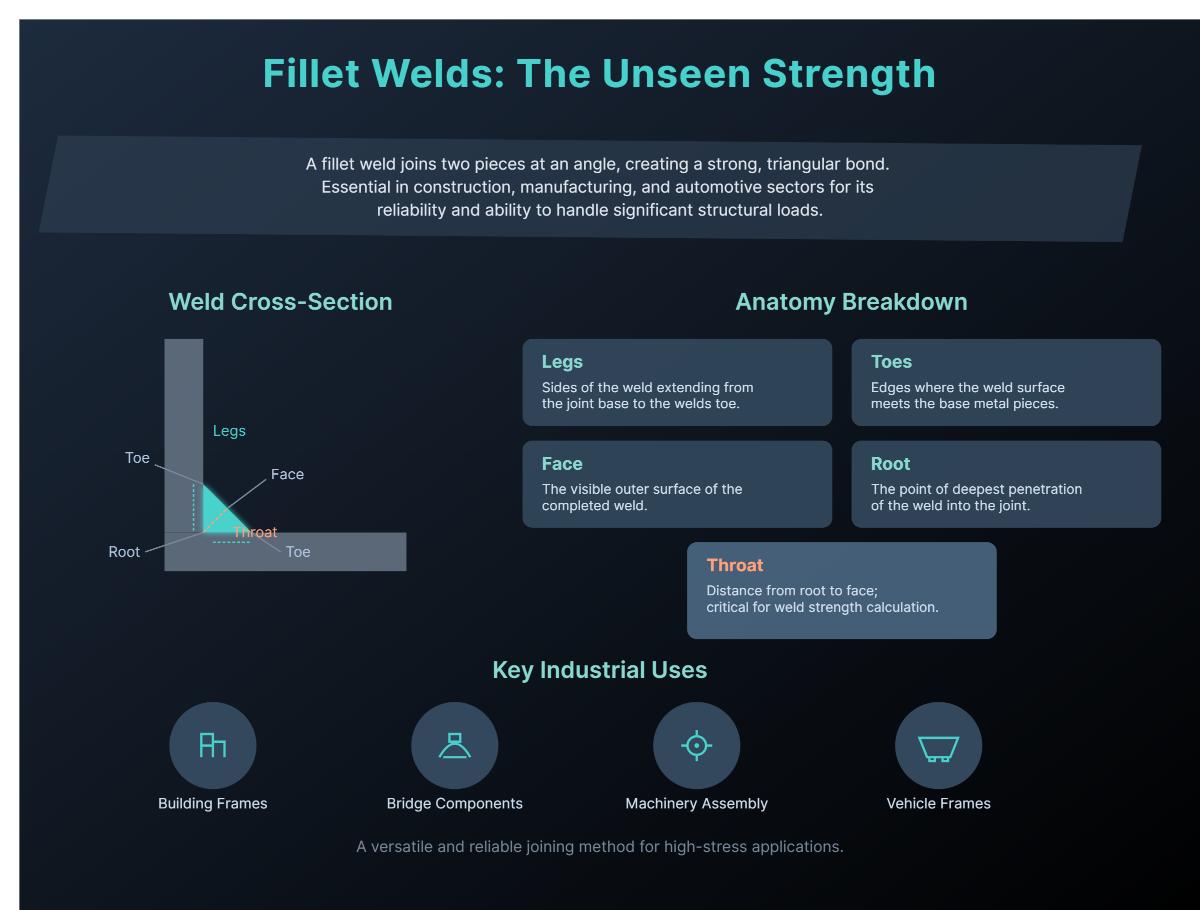
Een hoeklas verbindt twee stukken metaal onder een hoek, waardoor een driehoekige doorsnede ontstaat. Dit type las is cruciaal in veel industrieën omdat het structurele sterkte biedt en helpt bij het efficiënt verdelen van belastingen en het weerstaan van krachten.
Vullassen worden veel gebruikt omdat ze eenvoudig te maken en zeer effectief zijn. Ze worden vaak gebruikt in de bouw, productie, auto-industrie en metaalbewerkingsindustrie. Het vermogen om sterke en betrouwbare verbindingen te maken met minimale voorbereiding maakt van hoeklassen een goede keuze voor veel lastaken.
Horizontale hoeklassen worden uitgevoerd op een horizontaal vlak en zijn een van de meest voorkomende soorten hoeklassen. Ze worden meestal gebruikt in constructietoepassingen waar de lasnaad horizontaal ligt.
Verticale hoeklassen vereisen vaardigheid om te voorkomen dat het lasmetaal uitzakt en om een consistente vorm te behouden. Dit type las wordt uitgevoerd als de las verticaal georiënteerd is.
Bovenhoofdse hoeklassen worden uitgevoerd met de lasverbinding boven de lasser. Deze positie is een uitdaging vanwege de zwaartekracht, waardoor het gesmolten lasmetaal kan gaan druipen. De juiste techniek en controle zijn cruciaal voor het maken van een sterke bovenhoofdse hoeklas.
Bij het werken met hoeklassen is het essentieel om met het volgende rekening te houden:
Volg deze stappen om de kwaliteit van een hoeklas te garanderen:
Door de basis te begrijpen en regelmatig te oefenen, kunnen beginners hun vaardigheden ontwikkelen om sterke, betrouwbare hoeklassen te maken.
Horizontale hoeklassen worden gemaakt op een vlak, horizontaal vlak en worden vaak gebruikt in veel constructietoepassingen. De werkstukken worden zo geplaatst dat de lasrups horizontaal ligt. Dit type las wordt meestal gebruikt waar de verbinding horizontaal ligt, zoals bij de constructie van frames en steunen.
Verticale hoeklassen worden uitgevoerd op verticale oppervlakken. Dit type las vereist vaardigheid om te voorkomen dat het lasmetaal doorzakt door de zwaartekracht. Technieken zoals het regelen van de warmte-inbreng en het gebruik van een weefbeweging kunnen helpen om de kwaliteit van de las te behouden. Verticale hoeklassen worden vaak gebruikt in structurele balken en kolommen.
Bovenhoofdse hoeklassen worden uitgevoerd met de lasverbinding boven de lasser. Dit is een van de moeilijkste soorten lassen omdat het gesmolten lasmetaal door de zwaartekracht gaat druipen. Om een sterke bovenliggende hoeklas te maken, is een nauwkeurige techniek nodig, waaronder het regelen van de lassnelheid en lashoek en het juiste warmtebeheer. Bovenhoofdse hoeklassen worden gebruikt in toepassingen waar de gelaste onderdelen zich boven hoofdhoogte bevinden, zoals in plafondconstructies en bovengrondse pijpleidingen.
Dwarse hoeklassen worden gebruikt wanneer de las loodrecht op de as van de verbinding staat. Deze oriëntatie komt vaak voor bij toepassingen waar de constructiedelen elkaar in een rechte hoek kruisen en zo voor een stevige ondersteuning en lastverdeling zorgen. Dwarse hoeklassen komen vaak voor bij dwarsverbindingen en andere kruisende constructiedelen.
Parallelle hoeklassen worden gebruikt als de las over de lengte van de lasnaad loopt, meestal in situaties waar lange, doorlopende lassen nodig zijn. Dit type las wordt vaak gebruikt bij de fabricage van lange balken en liggers, waar de lassen over de lengte van de onderdelen lopen.
Vullassen worden gekenmerkt door een lasgrootte die gelijk is aan de dikte van het dunnere deel dat wordt verbonden. Dit type las zorgt voor maximale sterkte en wordt vaak gebruikt in kritieke toepassingen waar de verbinding bestand moet zijn tegen aanzienlijke belastingen en spanningen. Vullassen worden vaak gebruikt in zware constructiedelen en gebieden met hoge spanning.
Staggered intermitterende hoeklassen bestaan uit een patroon van lassen die niet ononderbroken zijn maar in een offset, verspringend patroon aan beide zijden van de lasnaad zijn geplaatst. Deze methode vermindert de hoeveelheid laswerk die nodig is en zorgt toch voor voldoende sterkte en stijfheid. Staggered intermitterende hoeklassen worden gebruikt in toepassingen waar ononderbroken lassen niet nodig is, zoals in grote, niet-kritieke constructies.
Ketting-onderbroken hoeklassen bestaan uit twee lijnen van onderbroken lassen die ongeveer tegenover elkaar liggen aan weerszijden van een T-verbinding. Deze opstelling zorgt voor uitgebalanceerde sterkte en stabiliteit terwijl de benodigde hoeveelheid laswerk geminimaliseerd wordt. Ketting-onderbroken hoeklassen worden vaak gebruikt bij de constructie van raamwerken en andere samenstellingen waar een evenwichtige ondersteuning essentieel is.
Onderbroken hoeklassen bestaan uit lassen die op regelmatige afstanden van elkaar langs de lasnaad liggen, in plaats van continu te zijn. De lengte van elk lassegment en de afstand ertussen (steek) worden gespecificeerd volgens de vereisten van de toepassing. Onderbroken hoeklassen worden gebruikt om de hoeveelheid lasmetaal en warmte-inbreng te verminderen, wat vervorming kan helpen voorkomen en de laskosten kan verlagen. Deze lassen zijn geschikt voor lange verbindingen waarbij lassen over de hele lengte niet nodig is.
Voordat je begint met lassen, is een goede voorbereiding cruciaal om een sterke hoeklas te krijgen.
Vullassen worden veel gebruikt in veel toepassingen omdat ze veelzijdig en eenvoudig toe te passen zijn.
In infrastructuurprojecten zoals bruggen en gebouwen worden balken en kolommen aan elkaar gelast met hoeklassen die zorgen voor sterkte en stabiliteit om zware belastingen aan te kunnen.
In loodgieterswerk verbinden hoeklassen flenzen met pijpen, waardoor veilige en lekvrije verbindingen ontstaan die essentieel zijn voor het veilig transporteren van vloeistoffen en gassen.
In de metaalbewerking zijn hoeklassen ideaal voor het assembleren van metalen constructies, vooral voor het verbinden van stukken in een rechte hoek, zoals frames, steunen en beugels.
Vullassen worden vaak gebruikt om verstevigingsverbindingen te maken in raamwerken en constructies. Deze verbindingen bieden extra ondersteuning en stabiliteit, helpen om belastingen gelijkmatig te verdelen en voorkomen dat de constructie faalt.
In de bouw worden hoeklassen gebruikt om dwarslatten aan balken en kolommen te bevestigen. Schuiflassen helpen dwarskrachten te weerstaan en geven de constructie laterale stabiliteit.
Vullassen worden gebruikt om afdekplaten vast te zetten over openingen in machines en constructies. Deze toepassing zorgt ervoor dat de platen stevig op hun plaats blijven en de onderliggende onderdelen beschermen tegen schade en vervuiling.
Vullassen verankeren kolommen aan hun basis in bouwprojecten. Deze toepassing zorgt ervoor dat de kolommen stevig aan de fundering worden bevestigd, waardoor de hele constructie de nodige steun krijgt.
Naleving van industrienormen is cruciaal om de kwaliteit en veiligheid van hoeklassen te garanderen. Verschillende normen en codes bieden richtlijnen voor de juiste uitvoering en inspectie van hoeklassen. Het naleven van deze normen helpt ervoor te zorgen dat de lassen voldoen aan de vereiste specificaties en betrouwbaar presteren in hun beoogde toepassingen.
Voor de beste resultaten met hoeklassen volg je deze op maat gemaakte best practices:
Door de algemene toepassingen en beste praktijken voor hoeklassen te begrijpen, kunnen beginners deze technieken effectief toepassen in verschillende metaalbewerkings- en constructietoepassingen.
Hieronder vind je antwoorden op een aantal veelgestelde vragen:
Een hoeklas is een lastype dat wordt gebruikt om twee metalen stukken onder een hoek, vaak een rechte hoek, aan elkaar te verbinden. Deze lasmethode creëert een driehoekige doorsnede waar de twee stukken elkaar kruisen en vormt zo een sterke en naadloze verbinding. Vullassen worden veel gebruikt in verschillende industrieën, waaronder de bouw, productie en automobielindustrie, vanwege hun betrouwbaarheid en structurele sterkte.
De belangrijkste onderdelen van een hoeklas zijn de benen (zijden van de las die zich uitstrekken van de basis van de las tot de teen van de las), tenen (randen waar de las het basismetaal raakt), voorkant (zichtbaar oppervlak van de las), wortel (punt waar de las voorbij de las komt) en keel (afstand tussen de wortel en de voorkant, cruciaal voor het berekenen van de lassterkte).
Vullassen zijn essentieel voor de sterkte van structurele toepassingen zoals bouwframes, brugonderdelen, machineassemblage en voertuigframes. Deze lastechniek wordt geprefereerd vanwege de mogelijkheid om robuuste verbindingen te maken die bestand zijn tegen aanzienlijke spanning en belasting.
Volg deze essentiële stappen om een sterke hoeklas te maken:
Bereid eerst het werkstuk voor door de metalen oppervlakken te reinigen en roest, verf of verontreinigingen te verwijderen met een staalborstel of slijpmachine. Klem de werkstukken stevig op elkaar om de uitlijning tijdens het lassen te behouden en overweeg afschuining van de randen om de laspenetratie en -sterkte te verbeteren.
Kies vervolgens de juiste elektrode die compatibel is met het basismetaal en de beoogde toepassing. Pas de lasstroom aan op basis van de elektrodediameter en de metaaldikte om de juiste boogstabiliteit en het uiterlijk van de lasrups te garanderen.
Stel het lasapparaat in door de elektrodehouder en de werkklem aan te sluiten en zorg ervoor dat het apparaat goed geaard is. Stel de stroomsterkte in volgens de specificaties van de elektrode.
Sla tijdens het lassen de boog aan en zorg voor een stabiel smeltbad. Beweeg de elektrode in een zigzag of afgerond zigzagpatroon om overlappende kralen te creëren, wat helpt bij het vormen van een sterke en gelijkmatige las. Laat de las volledig afkoelen voordat je slak verwijdert.
Gebruik voor dikkere verbindingen de techniek van meerdere lasrupsen door meerdere lagen lasrupsen aan te brengen, waarbij de zijkanten worden afgewisseld voor een gelijkmatige verwarming en inbranding. Elke las moet de vorige een beetje overlappen om continuïteit en sterkte te behouden.
Door deze stappen te volgen, kun je sterke en duurzame hoeklassen maken die geschikt zijn voor verschillende toepassingen.
Voor hoeklassen heb je een aantal essentiële gereedschappen en materialen nodig om een succesvolle en sterke las te maken.
Essentieel gereedschap:
Persoonlijke beschermingsmiddelen (PPE):
Verbruiksartikelen:
Om sterke en duurzame hoeklassen te maken, is het essentieel dat je de juiste gereedschappen en materialen gebruikt.
Veel voorkomende soorten lasverbindingen vormen de basis om te begrijpen hoe verschillende stukken metaal worden samengevoegd in lasprocessen. De vijf meest gebruikte basistypen lasverbindingen zijn:
Inzicht in deze verbindingstypen is cruciaal om de juiste lastechniek te kiezen en sterke, duurzame lassen te maken.
Om de kwaliteit van een hoeklas te inspecteren, begin je met een visuele inspectie, waarbij je let op oppervlaktedefecten zoals scheuren, insnijdingen en overmatig spatten. Controleer met behulp van lasmeters of het lasprofiel correct is en of de beenlengtes en keelafmetingen voldoen aan de specificaties. Visuele inspectie moet gebeuren binnen 24 inch van de las en onder een hoek van minstens 30 graden.
Gebruik vervolgens dimensionale inspectiehulpmiddelen zoals concave of convexe hoekmeters om de keel van de las nauwkeurig te meten. Gebruik voor een meer gedetailleerde analyse niet-destructieve testmethoden (NDT) zoals magnetische deeltjes testen (MT) voor ferromagnetische materialen of penetrant onderzoek met vloeistof voor niet-magnetische materialen. Deze methoden detecteren oppervlakte- en bijna-oppervlaktegebreken die bij visuele inspecties misschien over het hoofd worden gezien.
Voer voor kwalificatie- of proeflassen destructieve testen uit zoals breektesten of macro-onderzoek. Bij breuktesten wordt het monster belast totdat de las breekt, waardoor inwendige defecten zichtbaar worden. Bij macro-onderzoek wordt een dwarsdoorsnede van de las gesneden, gepolijst en geëtst met zuur om te inspecteren op inwendige discontinuïteiten.
Industriële normen voor hoeklassen garanderen de sterkte, veiligheid en kwaliteit van lasverbindingen. De belangrijkste richtlijnen zijn:
Deze normen helpen de structurele integriteit van lassen in verschillende toepassingen te behouden, zodat ze betrouwbaar presteren onder de verwachte belastingen en omstandigheden.