
Handbuigen: Essentiële vaardigheden voor metaalbewerkers
Heb je je ooit afgevraagd hoe alledaagse voorwerpen hun unieke vorm krijgen? Van frisdrankblikjes tot auto-onderdelen, metaal buigen is een cruciale...
Draden: ze zijn overal en houden alles bij elkaar, van de apparaten die we dagelijks gebruiken tot de machines die onze wereld aandrijven. Maar heb je er ooit bij stilgestaan hoe deze ingewikkelde spiraalvormige randen worden gemaakt? In dit artikel verkennen we de fascinerende technieken van tappen en draadsnijden, twee essentiële methodes die worden gebruikt om schroefdraad te maken op bouten, schroeven en andere onderdelen. Of je nu een enthousiaste gebruiker bent die zijn kennis wil uitbreiden of gewoon nieuwsgierig naar de techniek achter alledaagse voorwerpen, dit artikel zal je waardevolle inzichten geven. Dus laten we ons een weg banen door de wereld van tappen en draadsnijden en de geheimen achter deze wonderen van precisietechniek ontdekken!

Schroefdraadtappen is het snijproces van het bewerken van inwendige schroefdraad op onderdelen met behulp van bijbehorend gereedschap (kranen en moersleutels).
Figuur 1 toont het handmatige schroefdraadtappen door de installateur en Figuur 2 toont de veelgebruikte handmatige schroefdraadtapgereedschappen.
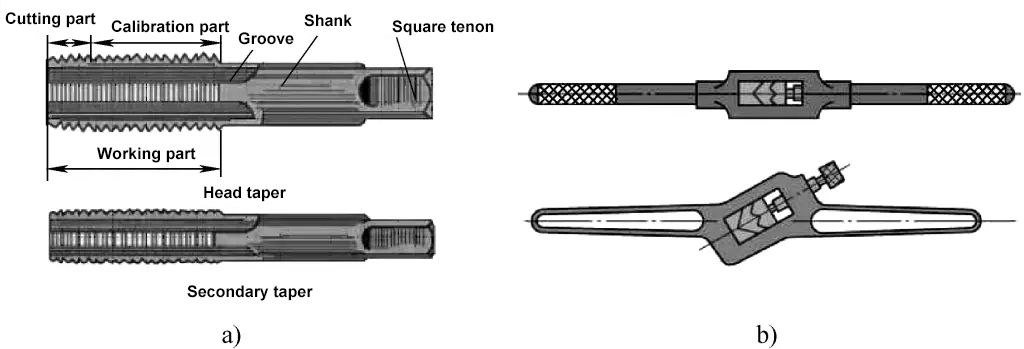
a) Tik op
b) Moersleutel
Om de snijkracht te verminderen en de duurzaamheid van de tappen te verbeteren, wordt bij het schroefdraadtappen de volledige snijhoeveelheid verdeeld over meerdere tappen. Deze tappen die samenwerken om het schroefdraadtappen te voltooien, worden een set genoemd. De tap die gebruikt wordt om te beginnen met schroefdraadtappen wordt de eerste tap genoemd, gevolgd door de tweede tap en als laatste de derde tap (algemeen bekend als eerste tap, tweede tap en derde tap).
Figuur 3 toont de verdeling van de snijhoeveelheden voor een set kranen, waaronder de conische verdeling en de kolomvormige verdeling. Over het algemeen bevat elke set voor draadsnijtappen van M6 tot M24 twee draadsnijtappen. Voor schroefdraad onder M6 of boven M24 bevat elke set drie kranen.
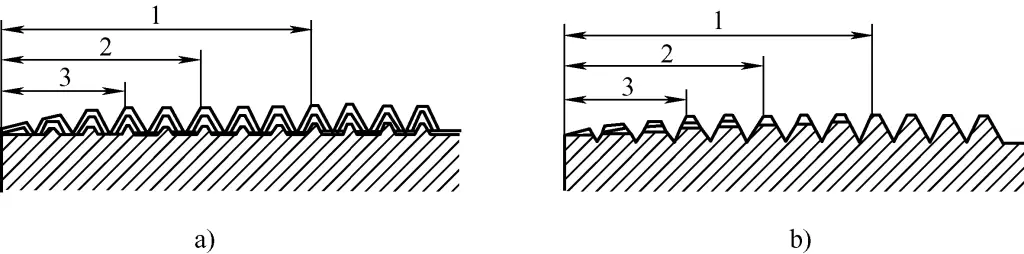
a) Conische snijverdeling
b) Zuilvormige snijverdeling
1-Initiële tap of eerste ruwe tap (initiële tap)
2-Middenaftakking of Tweede Ruwe aftakking (Second Tap)
3-eindkraan of eindkraan (derde kraan)
Voordat schroefdraad wordt getapt, wordt eerst een ondergat voor het tappen geboord met een boor, en de keuze van de diameter van het ondergat is bijzonder belangrijk. In de praktijk is gebleken dat als de diameter van het onderste gat te groot is, de hoogte en diepte van de bewerkte schroefdraad onvoldoende zullen zijn en de bovenkant van de schroefdraad niet scherp zal zijn; als de diameter van het onderste gat te klein is, zal schroefdraadtappen moeilijk zijn en kan de tap gemakkelijk breken.
Het juiste keuzeprincipe is over het algemeen gebaseerd op het materiaal van het werkstuk (kunststof of bros) en de mate van uitzetting van het gat tijdens het boren. Zorg er ook bij schroefdraadtappen voor dat er een spleet is tussen de tandwortel van de tap en het bovenste uiteinde van de schroefdraadvorm en dat er een volledige schroefdraadvorm wordt geproduceerd.
1) Berekening van de diameter van het gat onder vóór schroefdraadtappen
De praktijk heeft uitgewezen dat de diameter van de boor voor het boren van het onderste gat voor standaard schroefdraad kan worden bepaald met de volgende empirische formules:
Voor staal en nodulair materiaal Dboor = D - P
Voor gietijzer en brosse materialen Dboor = D - (1,05~1,1)P
Waar Dboor de diameter van het onderste gat vóór het tappen (mm); D is de hoofddiameter van de binnendraad (mm), d.w.z. de nominale diameter van de schroefdraad van het werkstuk; P is de spoed (mm).
Als je bijvoorbeeld M10 schroefdraad tapt op werkstukken van middelhard koolstofstaal en gietijzer, bereken dan de boordiameter voordat je gaat boren.
Middelgroot koolstofstaal behoort tot taaie materialen, dus de diameter van de boor is
Dboor=D-P=(10-1.5)mm=8.5mm
Gietijzer behoort tot de brosse materialen, dus de boordiameter is
Dboor=D-1.1P=(10-1.1×1.5)mm=8.35mm
Kies na afronding een seriewaarde boor met een diameter van 8,4 mm.
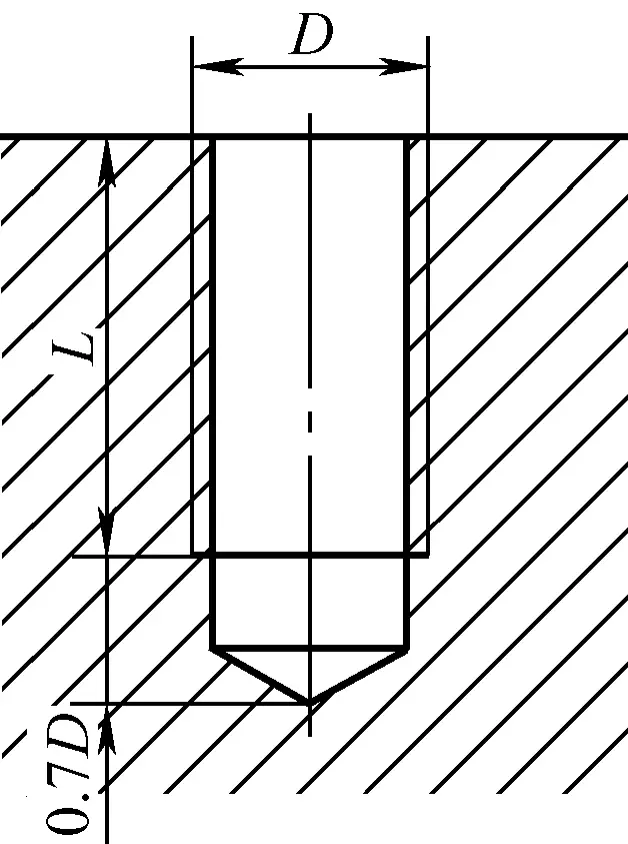
2) Berekening van de diepte van het voorgeboorde gat voor schroefdraadtappen in een blind gat
Zoals te zien is in figuur 4, moet bij het tappen van schroefdraad in een blind gat de gladde lengtediepte h ten minste gelijk zijn aan de som van de schroefdraadlengte L en het extra snijgedeelte van de tap, omdat het snijgedeelte van de tap geen volledige schroefdraad kan produceren. Deze extra lengte is ongeveer gelijk aan 0,7 van de hoofddiameter van de binnendraad, d.w.z.,
h=L+0,7D
Die threading wordt ook wel draadsnijden genoemd. Dit is het snijproces waarbij uitwendige draad op een ronde staaf wordt gemaakt met behulp van geschikt gereedschap (matrijs en matrijssleutel).
Afbeelding 5 toont het handmatige draadsnijproces en de gereedschappen.
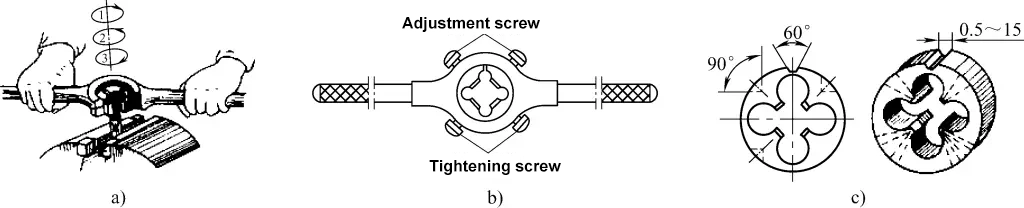
a) Handmatig draadsnijden
b) Matrijssleutel voor draadsnijden
c) Matrijs voor draadsnijden
Bij het draadsnijden oefent het gereedschap (de matrijs) net als bij schroefdraadtappen enige extrusie uit op het schroefdraadgedeelte van het werkstuk. Daarom moet de diameter van de ronde staaf iets kleiner zijn dan de hoofddiameter van de schroefdraad. De empirische formule is
d′=d-0,13P
In de formule is d' de diameter van de ronde staaf (mm); d is de hoofddiameter van de buitenschroefdraad (mm), d.w.z. de nominale diameter van de schroefdraad; P is de spoed (mm).
De stappen voor het tappen worden getoond in Figuur 6.
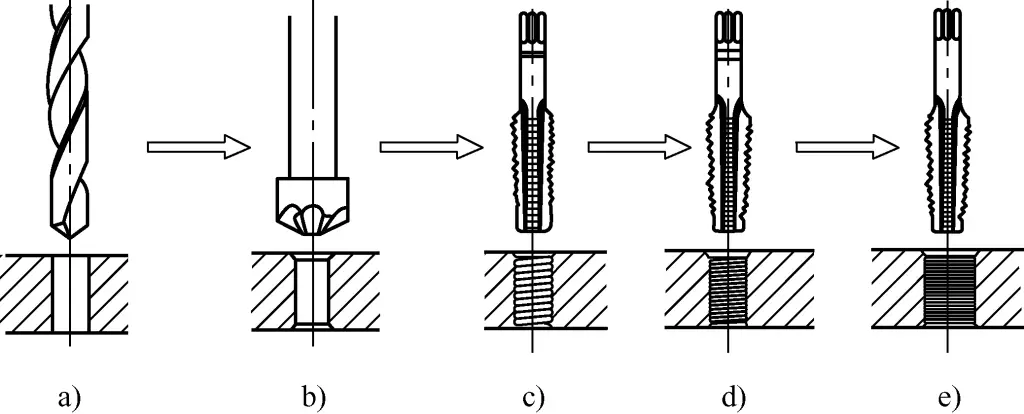
a) Het onderste gat boren
b) De ingang van het gat afschuinen
c) Eerste tik
d) Tweede kraan
e) Derde tik
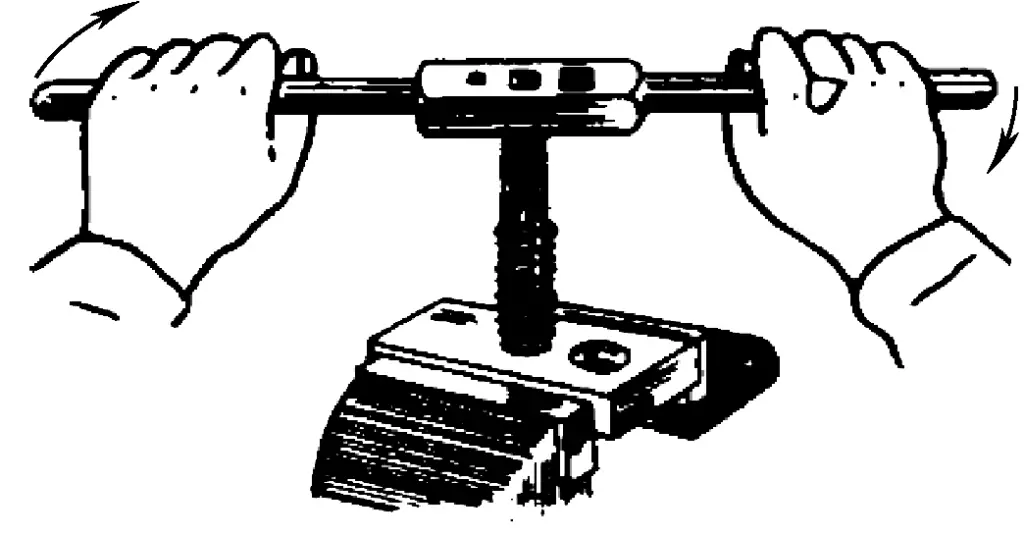
1) Belangrijkste punten om af te tappen
De sleutel tot het tappen is de initiële schroefdraad, en de werkwijze wordt getoond in Figuur 7. Houd het midden van de sleutel vast met de rechterhand en druk naar beneden, terwijl u de sleutel langzaam draait met de linkerhand, zoals getoond in Figuur 7a. Nadat de eerste tik 1-2 slagen is gedraaid, inspecteer visueel van voor en achter, links en rechts, of gebruik een vierkant om de haaksheid van de tik op het werkstuk te controleren, zoals getoond in Figuur 7b.
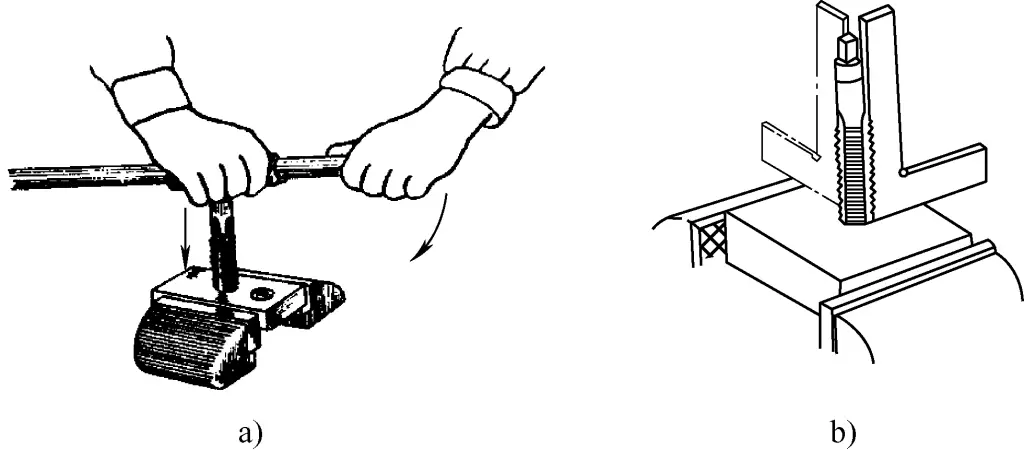
a) Initieel rijgen
b) Loodrechtheid controleren
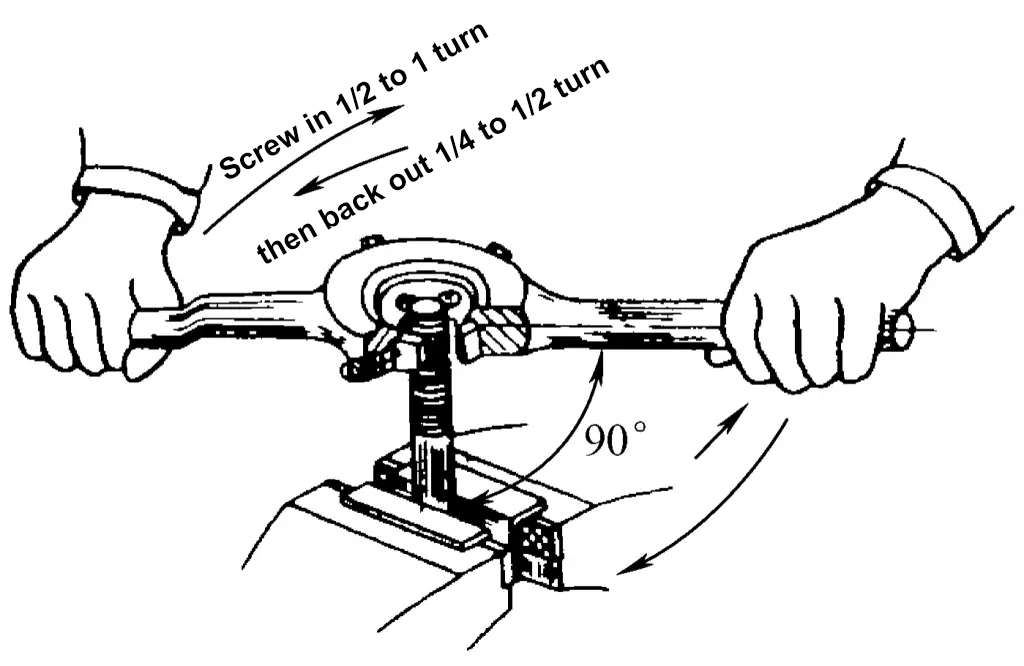
Om de vertikaliteit van de eerste schroefdraad van de conische tap te garanderen, kan een standaardmoer of speciaal geleidingsgereedschap worden gebruikt, zoals getoond in Figuur 8. Oefen na de eerste schroefdraad geen druk uit met beide handen; gebruik in plaats daarvan een evenwichtige en gelijkmatige rotatiekracht om de kraansleutel te draaien. Na 1/2 tot 1 omwenteling draaien, 1/4 tot 1/2 omwenteling terugdraaien, zoals getoond in Figuur 9. Zodra de tap klaar is, de volgorde volgen om over te schakelen naar de tweede en derde tap voor het draadsnijden.
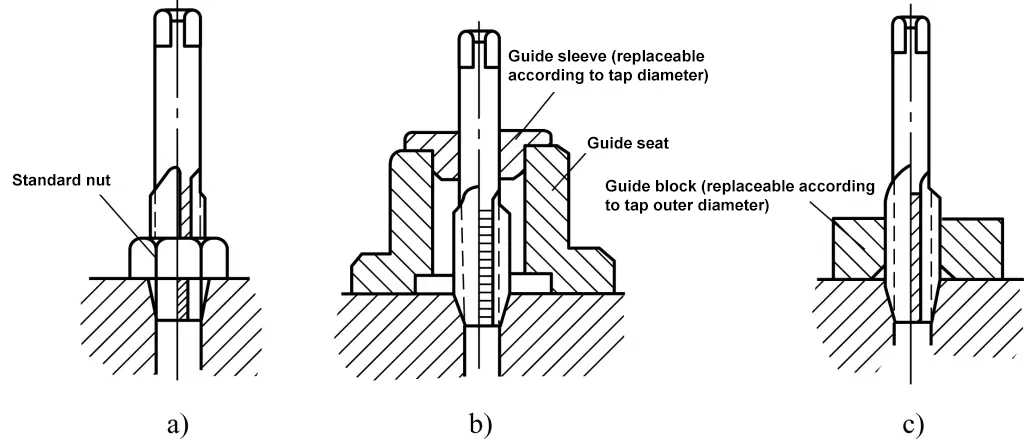
a) Geleiding met een standaardmoer
b) Geleiding met een speciale geleidehuls
c) Geleiding met een speciaal geleideblok

2) Voorzorgsmaatregelen voor het inrijgen
① Bij het vasthouden van de kraan met een kraansleutel moet de vierkante schacht van de kraan worden vastgeklemd.
② Bij het inrijgen van hardere materialen, als het erg moeilijk aanvoelt, niet geforceerd draaien. Wissel in plaats daarvan af tussen de conus met de beginconus en de conus met de tweede conus en draai de draad om beurten in (draai een paar omwentelingen met de beginconus, schakel over op de tweede conus voor een paar omwentelingen, ga dan terug naar de beginconus, enzovoort).
③ Tijdens het threadingproces, snijvloeistof moet tijdig worden toegevoegd:
Tabel 1: Problemen met draadsnijden en oorzaakanalyse
| Problemen | Belangrijkste oorzaakanalyse | |
| Beschadigde draden | Beschadigde draadmond | Bij de eerste keer draadsnijden wordt de tapgeleider niet stabiel gehouden, waardoor de vertanding van de tap ten opzichte van het eindvlak van het werkstuk herhaaldelijk wordt gecorrigeerd, wat tot beschadigde schroefdraad leidt. |
| Een te kleine diameter kiezen voor de bodem van het draadgat, waardoor de tap moeilijk kan snijden, wat leidt tot een beschadigde schroefdraadmonding | ||
| Andere gedeeltelijke draadschade | Forceren van schroefdraad zonder de kraan goed uit te lijnen met de eerder gesneden schroefdraad bij het overschakelen naar de tweede of derde conische kraan | |
| Niet omkeren om spanen te verwijderen zoals vereist, waardoor ijzerspanen aan de snijkant blijven kleven en de snijdraad beschadigen | ||
| Bij het draadsnijden van kunststof materialen leidt het niet op tijd toevoegen van snijvloeistof tot thermische uitzetting en scheuren nadat het materiaal is gesneden, waardoor de schroefdraad beschadigd raakt en er materiaal aan de snijkant blijft kleven. | ||
| Verkeerd uitgelijnd schroefgat | 1) Tijdens het aanvankelijke draadsnijden staat de tapas niet loodrecht op het eindvlak van het werkstuk en wordt niet effectief gecorrigeerd; 2) Ongelijke kracht uitgeoefend door beide handen tijdens het inrijgen, waardoor een verkeerde uitlijning ontstaat bij het inknippen | |
| Onvoldoende draaddiepte (draadhoogte niet voldoende) | 1) De diameter van het onderste gat is te groot gekozen; 2) De kraan is versleten | |
| Kraanbreuk | 1) De diameter van het basisgat is te klein voor het inrijgen; 2) Met geweld corrigeren of doorgaan met draadsnijden als de kraan te scheef staat; 3) Spaanders blokkeren de kraan, maar de kraan blijft krachtig draaien; 4) De snijtanden van de kraan zijn te bot en snijden met kracht; 5) Ongelijke of overmatige kracht met beide handen; 6) Materiaal is te hard of heeft harde plekken binnenin | |
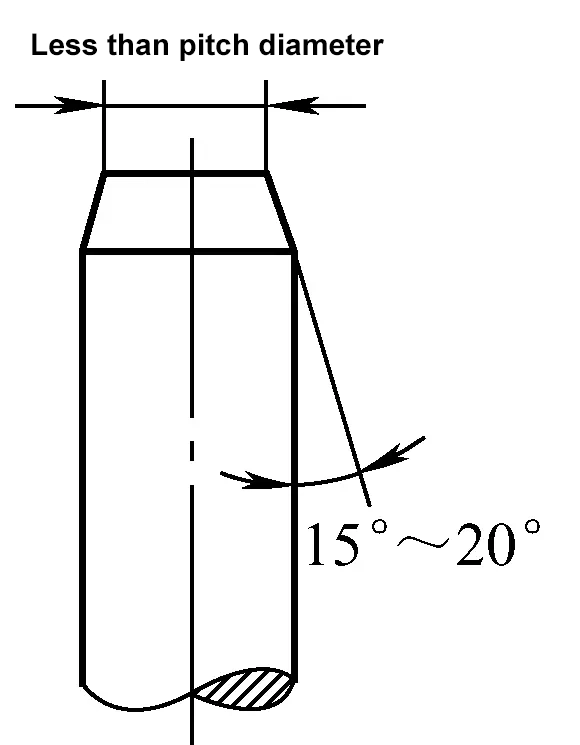
Aan het begin van het draadsnijden moet het uiteinde van de ronde stang worden afgeschuind voor het draadsnijden, om ervoor te zorgen dat de matrijs soepel in het werkstuk komt en correct geleid wordt. De afschuiningsvereisten zijn te zien in Afbeelding 10.
Tijdens het draadsnijden moeten, vanwege het grote snijkoppel en de cilindrische vorm van het werkstuk, V-vormige kussentjes of dikke zachte metalen bekledingen worden gebruikt bij de bekken om de rondstang stevig vast te klemmen. Ook mag het deel van de ronde staaf dat van schroefdraad moet worden voorzien niet te ver uit de bek steken.
Tabel 2 Veelvoorkomende problemen tijdens het inrijgen en oorzaakanalyse
| Problemen | Belangrijkste oorzaakanalyse |
| Beschadigde draden | 1) Onstabiele matrijshouder tijdens het initiëren, waardoor de haaksheid van het matrijshoekvlak op de as van de ronde staaf herhaaldelijk wordt gecorrigeerd, wat leidt tot beschadigde schroefdraad; 2) Een te grote diameter van de ronde staaf kiezen voor het inrijgen, waardoor de matrijs moeilijk kan insnijden, met beschadigde draad als gevolg |
| Schuin draadgat | 1) De voorkant van de matrijs staat niet loodrecht op de as van de ronde staaf tijdens het draadsnijden; 2) Slechte afschuining van het stanguiteinde, waardoor het moeilijk is om de matrijs correct te positioneren; 3) Ongelijke kracht met beide handen tijdens het inrijgen, waardoor scheeftrekken tijdens het snijden ontstaat |
| De schroefdraaddiepte is niet voldoende (de schroefdraadhoogte is niet voldoende) | 1) De diameter van de ronde staaf is te klein; 2) De ronde staaf is gebogen; 3) Wanneer de positie van de matrijs wordt aangepast, zwaait de matrijs meerdere keren op en neer |







