
Lassen met wolfraam inert gas (TIG): Een uitgebreide handleiding
Stel je voor dat je perfecte lassen maakt met uiterste precisie, ongeacht het materiaal. Welkom in de wereld van TIG-lassen, een techniek...
Stelt u zich eens voor hoe het is om met uiterste precisie te lassen en verbindingen te maken die zo sterk zijn als de materialen zelf. Dat is de essentie van TIG-puntlassen. Deze methode maakt gebruik van een hoogfrequente boog om schone, gecontroleerde lassen te maken op dunne metalen platen, met name roestvast staal en laaggelegeerd staal. In dit artikel ontdek je de principes achter TIG-puntlassen, de unieke eigenschappen en hoe het te vergelijken is met andere lastechnieken. Bereid je voor op een beter begrip van lasprocessen en leer praktische tips voor het maken van onberispelijke lassen.

Het verschil tussen TIG-puntlasapparatuur en algemene TG-apparatuur is dat het speciale regelapparatuur en puntlaspistolen heeft. Het regelapparaat kan automatisch zorgen voor de voorafgaande levering van argon, ventilatie en booginitiatie, evenals lastijdregeling, automatisch stroomverval en vertraagde uitschakeling van argongas.
Door een lastijdregelaar toe te voegen en het mondstuk te vervangen in gewone handmatige apparatuur voor booglassen met wolfraam argon, kan het ook werken als apparatuur voor puntlassen met wolfraam argon.
Puntlassen werkingsprincipe
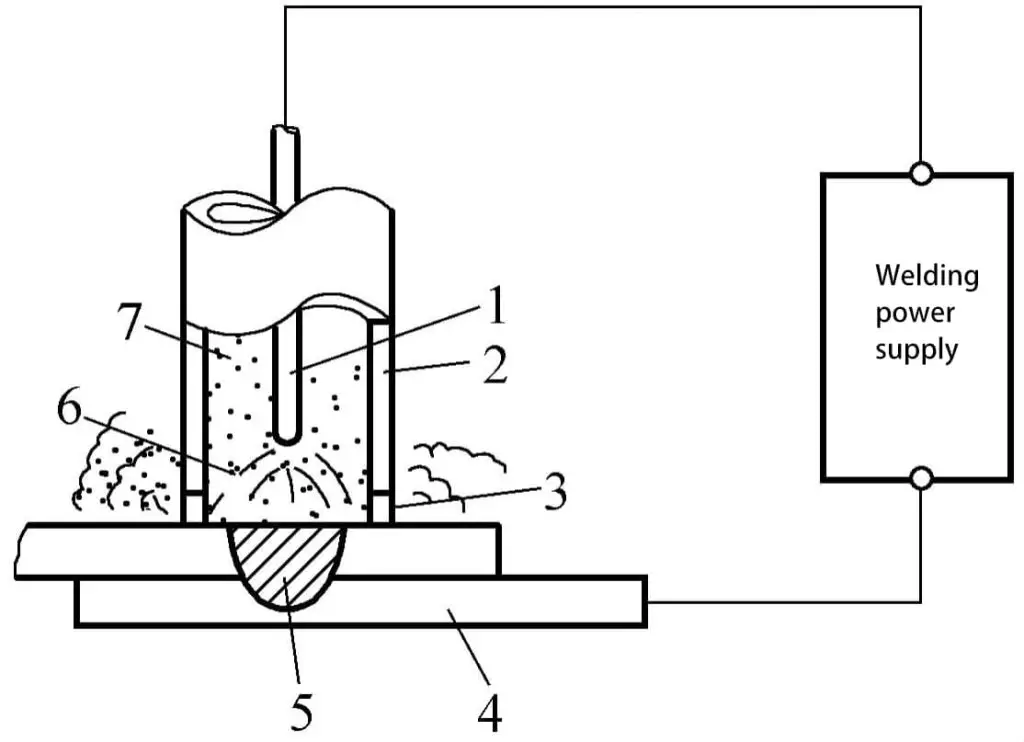
Zoals getoond in Afbeelding 5-68 wordt het mondstuk van het laspistool stevig op het werkstuk gedrukt, waarbij gebruik wordt gemaakt van hoogfrequente booginitiatie of inductie booginitiatie om eerst een kleine boog van ongeveer 5A te veroorzaken tussen het wolfraam en het mondstuk. Vervolgens wordt de lasstroom ingeschakeld om een lasboog voor puntlassen te vormen.
Tijdens het lassen kan gelijkstroom positieve verbinding worden gebruikt, of wisselstroom voeding met boogstabilisatie apparaat kan worden gebruikt. Meestal wordt gelijkstroom positieve verbinding gebruikt omdat het een grotere inbranddiepte kan verkrijgen, een kleinere lasstroom kan gebruiken (of een kortere tijd), waardoor thermische vervorming en andere thermische effecten worden verminderd.
Kenmerken van puntlassen
De sterkte van het laspunt kan binnen een breed bereik worden ingesteld en de grootte van het laspunt is eenvoudig te regelen. Wanneer de lastijd en lasstroom toenemen, neemt de diameter van het laspunt toe en verbetert de sterkte. Dit is handig voor meerlaags puntlassen en puntlassen van werkstukken met verschillende diktes, vooral voor werkstukken die niet aan de achterkant kunnen worden vastgeklemd.
Booglassen met wolfraam-argon heeft unieke voordelen. Deze voordelen worden vergeleken met weerstandlassen. Het nadeel is dat de productiviteit niet zo hoog is als bij weerstandlassen.
Toepassingsbereik
Geschikt voor het lassen van diverse dunne plaatconstructies en verbindingen tussen dunne platen en dikkere materialen, voornamelijk lasmaterialen zoals roestvast staal en laaggelegeerd staal.
De reinigingsvereisten voor wolfraamelektrode argon puntlassen zijn dezelfde als die voor algemeen argonbooglassen. In Tabel 5-98 staan de lasparameters voor 12Cr18Ni9 wolfraamelektrode argon puntlassen.
Tabel 5-98 Lasparameters voor 12Cr18Ni9 wolfraam elektrode boog puntlassen
| Materiaal Dikte /mm | Lasstroom /A | Lastijd /s | Secundaire pulsstroom /A | Secundaire pulstijd /s | Afschermgas debiet /(L/min) | Diameter laspunt /mm |
| 0.5+0.5 | 80 | 1.03 | 80 | 0.57 | 7.5 | 4.5 |
| 0.5+0.5 | 100 | 1.03 | 100 | 0.57 | 7.5 | 5.5 |
| 2+2 | 160 | 9 | 300 | 0.47 | 7.5 | 8 |
| 2+2 | 190 | 7.5 | 180 | 0.57 | 7.5 | 9 |
| 3+3 | 180 | 18 | 280 | 0.69 | 7.5 | 10 |
| 3+3 | 160 | 18 | 280 | 0.69 | 7.5 | 11 |
Opmerking:
1. De boog dooft voor een bepaalde tijd voordat er secundaire pulsstroom wordt toegevoegd.
2. Booglengte 0,5~1,0 mm.
Om de put van de puntlasboog op te vullen en de wapening te vergroten, kan tijdens het lassen een geschikte hoeveelheid lasdraad in het smeltbad worden gevoerd. Om de scheurvastheid te verbeteren en de neiging tot scheuren te verminderen, moet de lasmachine een automatische regeling van het stroomverval hebben en kan ook een secundaire pulsverwarmingsmethode worden toegepast.
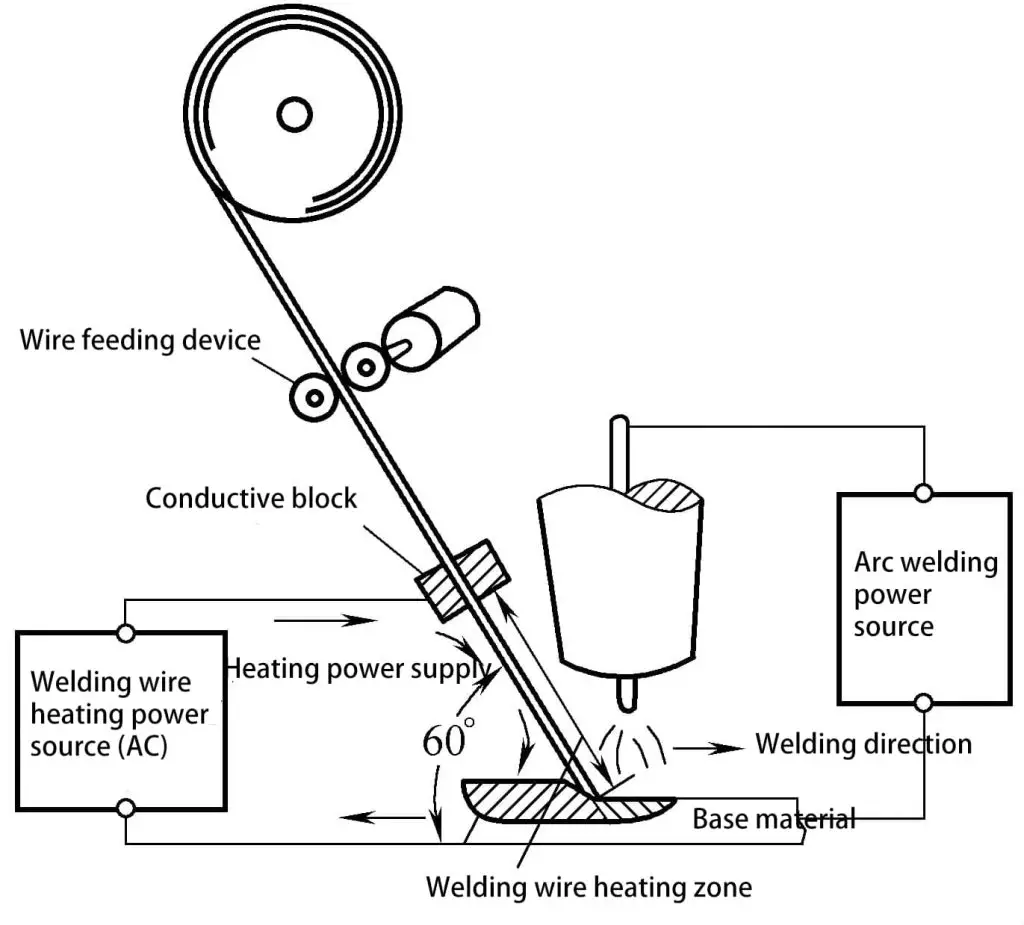
De hete draad wolfraam elektrode argon booglasmachine bestaat uit een DC argon booglasstroombron, een extra stroombron voor het voorverwarmen van de lasdraad (meestal wisselstroom), een draadaanvoermechanisme en een regelcircuit dat deze drie onderdelen coördineert. Voor een stabiel lasproces kan de hoofdstroombron ook een laagfrequente pulsstroombron gebruiken.
Afbeelding 5-69 is een schematisch diagram van booglassen met een hete wolfraam elektrode. Voordat de lasdraad in het smeltbad wordt gevoerd, wordt hij verwarmd door zijn eigen elektrische weerstand. Ongeveer 10 cm voor het invoeren in het smeltbad wordt een geleidende klem ingesteld om stroom te introduceren om de lasdraad voor te verwarmen.
Het is het beste om een wisselstroombron te gebruiken voor de voorverwarmingsstroom, omdat wisselstroom de magnetische voorspanning kan verminderen die de boogvorming beïnvloedt. Als de voorverwarmingsstroom niet hoger is dan 60% van de lasstroom, is de longitudinale zwaai van de boog langs de lasnaad binnen 30°.
Om voldoende voorverwarmingstemperatuur te bereiken, met een beperkte voorverwarmingsstroom, is het noodzakelijk om ervoor te zorgen dat de lasdraad voldoende weerstand heeft binnen de voorverwarmingslengte, die over het algemeen slechts ongeveer 10 cm is, dus de diameter van de lasdraad moet niet te groot zijn, waarbij een diameter van minder dan 1,2 mm vereist is.
Het lassen met hete draad wordt met succes gebruikt voor koolstofstaal, laaggelegeerd staal, roestvast staal, nikkel en titaanlegeringen. Voor aluminium en koper is, vanwege hun lage weerstand, een zeer grote verwarmingsstroom nodig, die overmatige magnetische voorspanning en ongelijkmatig smelten veroorzaakt, dus wordt hete draad lassen niet aanbevolen.







