
Handmatige correctie: Technieken voor dunne en dikke staalplaten en profielen
Heb je je ooit afgevraagd waarom plaatwerkonderdelen soms niet perfect in elkaar passen? Dit artikel verkent de fascinerende wereld van...
Nieuwsgierig naar het beheersen van handmatig TIG-lassen? Dit artikel biedt tips van onschatbare waarde voor het perfectioneren van uw techniek, van het correct vasthouden van het laspistool tot het slaan van de boog en het efficiënt doorvoeren van de draad. Ontdek hoe je schone, precieze lassen kunt maken en met vertrouwen verschillende lasposities kunt aannemen. Klaar om je lasvaardigheden te verbeteren? Duik in deze essentiële strategieën om bedreven te raken in handmatig TIG-lassen.

Houd het laspistool met uw rechterhand vast, knijp met uw wijsvinger en duim in het voorste deel van het pistool, de andere drie vingers moeten het steunpunt op het werkstuk raken, of gebruik de wijsvinger of middelvinger als steunpunt. Adem gelijkmatig, houd het laspistool stevig vast om de stabiliteit te behouden en houd de lasboog stabiel. Het belangrijkste is om te voorkomen dat de wolfraamelektrode tijdens het lassen kortsluiting maakt met het werkstuk of de lasdraad.
1) Gebruik een hoogspanningspulsgenerator of een hoogfrequente oscillator voor contactloze booginitiatie. Kantel het laspistool zodat de rand van het mondstuk het werkstuk raakt, waarbij het wolfraam iets van het werkstuk verwijderd blijft en naar het beginpunt van de las wijst. Zet de schakelaar op het laspistool aan, start de argongasstroom en na een bepaalde tijd (2~7s) zal de boog automatisch starten. Nadat de boog is ontstoken, tilt u het laspistool op en past u de hoek tussen het laspistool en het werkstuk aan om te beginnen met lassen.
2) Directe contactbooginitiatie, maar hiervoor is een booginitiatieplaat nodig (zuivere koperplaat of grafietplaat). Schraap een beetje over de booginitiatieplaat om de boog te ontsteken en beweeg dan naar het beginpunt van de las om te beginnen met lassen, waarbij doorbranden aan het begin van de las vermeden wordt. Deze methode is geschikt voor het lassen van dunne platen. 5~10s voor het starten van de boog moet gas worden toegevoerd.
Zie Tabel 5-95 voor draadaanvoermethoden en belangrijke bedieningspunten. Let bij draadaanvoer ook op de volgende punten:
Tabel 5-95 Draadaanvoermethoden en belangrijkste bedieningspunten
| Vulmethode | Belangrijkste bedrijfspunten | Toepassingsgebied |
| Continue draadinvoer | Gebruik de duim, wijsvinger en middelvinger van de linkerhand om de draad door te voeren, waarbij de ringvinger en pink de draad vasthouden om de richting te bepalen, waarbij de draad vrij recht moet zijn, de arm zo min mogelijk moet bewegen en naar voren moet bewegen als de draad bijna op is. | Veroorzaakt minimale verstoring van de beschermlaag, geschikt voor draadaanvoer in grote hoeveelheden, onder sterke lasparameters |
| Intermitterende draadtoevoer (druppeltoevoer) | Houd de draad stevig vast met de duim, wijs- en middelvinger van de linkerhand en houd het uiteinde van de draad altijd binnen de argonbeschermingszone; de draad moet voorzichtig worden aangevoerd, vertrouwend op de op en neer herhaalde bewegingen van de arm en pols om de gesmolten druppels van het draadeinde in het smeltbad te brengen. | Geschikt voor lassen in alle posities |
| De draad volgt nauwgezet de groef en stompe rand om erin te smelten | Buig de draad in een boogvorm, nauw fitting het in de spleet van de groef, zodat de boog de stompe rand van de groef smelt terwijl ook de draad smelt, waardoor de spleet tussen de verbindingen kleiner moet zijn dan de diameter van de draad | Voorkomt dat de lasdraad het zicht van de lasser belemmert, geschikt voor lassen in moeilijke posities |
| Dwarse oscillatie draadinvoer | De lasdraad zwenkt zijdelings mee met het laspistool en de amplitude van beide moet consistent zijn. | Deze methode is toepasbaar op lassen met bredere lasnaden. |
| Draadinvoer aan de achterkant | De lasdraad wordt vanaf de achterkant van het werkstuk aangevoerd, wat hoge eisen stelt aan de groefspleet, draaddiameter en bedieningstechniek. | Deze methode is toepasbaar op lassen boven het hoofd. |
1) Moet wachten tot beide zijden van de groef gesmolten zijn voordat je draad toevoegt. Bij het toevoegen van draad moet de hoek tussen de lasdraad en het oppervlak van het werkstuk ongeveer 15° zijn, snel vooruit gaan vanaf de voorste rand van het smeltbad, dan terugtrekken en herhalen.
2) De draadaanvoer moet uniform zijn en de snelheid moet geschikt zijn. De draadaanvoersnelheid moet overeenkomen met de lassnelheid. Wanneer de groefspleet groter is dan de diameter van de lasdraad, moet de draad zijwaarts zwenken in sync met de boog.
Links lassen is geschikt voor het lassen van dunne onderdelen, waarbij het laspistool van rechts naar links beweegt en de boog naar het ongelaste onderdeel wijst, dat voorverwarmt, wat resulteert in een snelle lassnelheid, smalle lasnaad en korte verblijftijd bij hoge temperatuur in het smeltbad, gunstig voor het verfijnen van metaalkristallen. De lasdraad bevindt zich vóór de boog, waardoor deze gemakkelijk te controleren is. Rechtshandig lassen is geschikt voor het lassen van dikke onderdelen, waarbij het laspistool van links naar rechts beweegt en de boog naar het gelaste onderdeel wijst, wat helpt om het lasoppervlak te beschermen tegen oxidatie bij hoge temperatuur met argon.
1) Booglengte (met vuldraad) 3~6mm. De lengte van de wolfraamelektrode die uit het mondstuk steekt is over het algemeen 5~8 mm. De wolfraamelektrode moet zo verticaal mogelijk ten opzichte van het werkstuk staan of een grotere hoek (70°~85°) met het oppervlak van het werkstuk maken. De afstand tussen het mondstuk en het oppervlak van het werkstuk mag niet groter zijn dan 10 mm.
2) Voor plaatmateriaal dikker dan 4 mm is zowel neerwaarts als opwaarts verticaal lassen mogelijk, en voor werkstukken dikker dan 4 mm wordt meestal opwaarts verticaal lassen gebruikt.
3) Om de noodzakelijke breedte van de las te bereiken, kan het laspistool naast de lineaire beweging ook de juiste zijwaartse schommelingen maken, maar het mag niet springen.
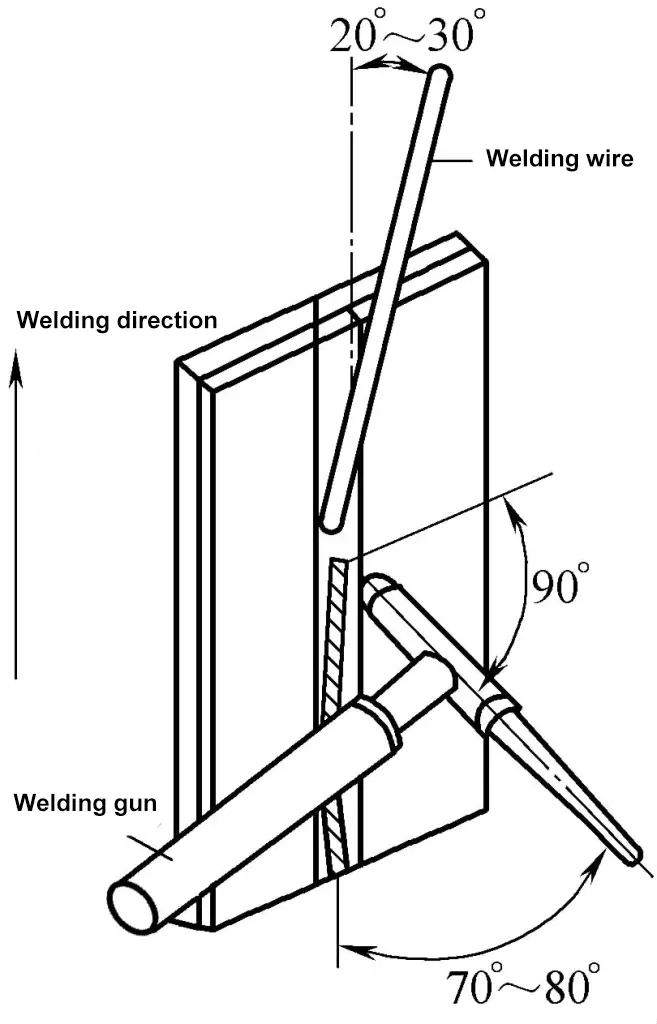
4) Voor vlaklassen, horizontaal lassen en lassen boven het hoofd kan zowel de linker- als de rechterlastechniek worden gebruikt. De hoek van het laspistool en de positie van de lasdraad voor vlak lassen zijn weergegeven in Afbeelding 5-62, voor verticaal lassen in Afbeelding 5-63, en voor horizontaal lassen in Afbeelding 5-64.
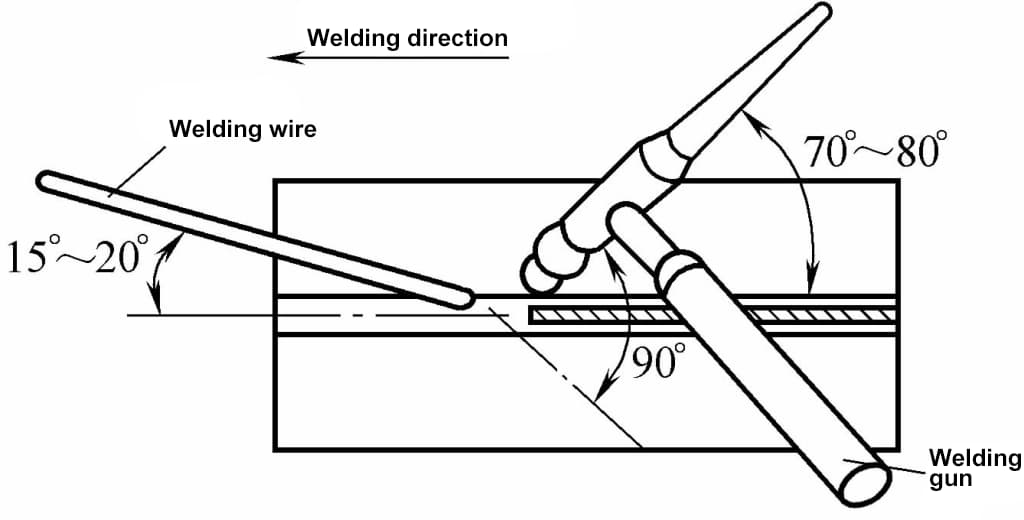
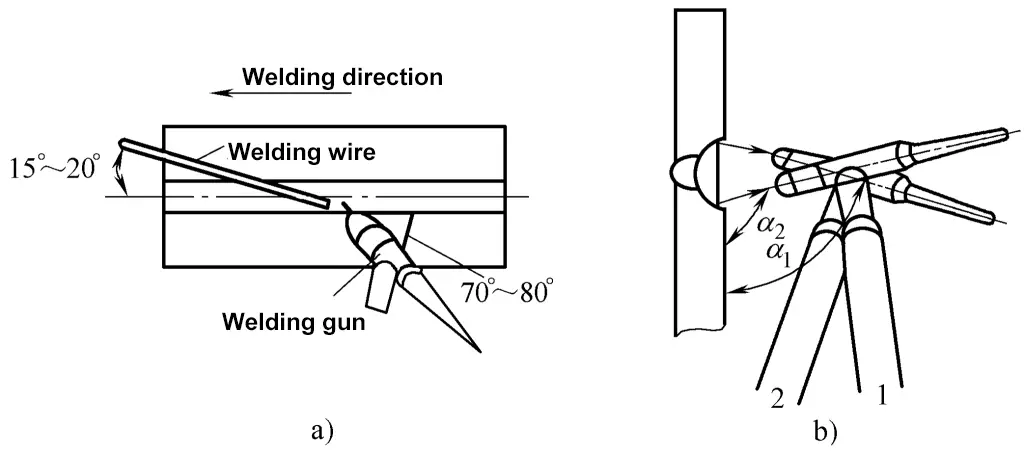
a) Horizontaal lassen van de hoek van het laspistool en de positie van de lasdraad
b) Horizontale lasdoorlaathoek pistool α 1 =95°~105°, α 2 =70°~80°
5) Zie Tabel 5-96 voor de belangrijkste punten van de verschillende lasposities bij booglassen met wolfraamelektrode.
Tabel 5-96 Belangrijkste punten van verschillende lasposities bij booglassen met wolfraamelektrode
| Lasmethoden | Kenmerken van lassen | Voorzorgsmaatregelen |
| Vlaklassen van stootnaden met I-groef | Kies de juiste methode om het laspistool vast te houden, mondstukhoogte van 6~7mm, booglengte van 2~3mm, kantel het laspistool naar voren, gebruik de linkshandige lasmethode en plaats het uiteinde van de lasdraad aan de voorkant van het smeltbad. | De hoek van de lastoorts en de lasstroom mogen niet te hoog zijn; om te voorkomen dat de lastoorts gaat schudden, kunt u het beste een luchtgekoelde lastoorts gebruiken. |
| Vlaklassen met I-groef hoeken | De manier om de lastoorts vast te houden is dezelfde als bij platstuiklassen. De mondstukhoogte is 6~7mm en de booglengte is 2~3mm. | De wolfraamelektrode mag niet te lang zijn, de boog mag niet te veel afwijken van het midden van de naad en de lasdraad mag niet te veel worden toegevoegd. |
| Vlaklassen van overlapverbindingen | De manier om de lastoorts vast te houden is dezelfde als bij stuiklassen. De mondstukhoogte en booglengte zijn hetzelfde als bij hoeklassen en wanneer er geen draad wordt toegevoegd, is de lasbreedte ongeveer twee keer de diameter van de wolfraamelektrode. | Wanneer de plaat dun is, mag er geen lasdraad worden toegevoegd, maar de overlapvlakken mogen geen spleten vertonen en de twee platen moeten goed op elkaar aansluiten; de booglengte is gelijk aan de diameter van de wolfraamelektrode en de naadbreedte is ongeveer twee keer de diameter van de wolfraamelektrode, de lassnelheid moet strikt worden gecontroleerd; wanneer draad wordt toegevoegd, is de naadbreedte 2,5 - 3 keer de diameter van de wolfraamelektrode, draad toevoegen vanaf de bovenkant van het smeltbad kan ondersnijding voorkomen. |
| Vlaklassen van T-verbindingen | De manier om de lastoorts vast te houden, de hoogte van het mondstuk en de booglengte zijn hetzelfde als bij platstuiklassen. | De boog moet uitgelijnd zijn met de bovenste hoek; de hoek van de lastoorts en de booglengte mogen niet te groot zijn; verwarm eerst voor totdat de zijkanten van de inkeping op het startpunt smelten en een smeltbad vormen voordat je begint met het toevoegen van lasdraad. |
| Verticaal lassen van stootnaden | Het laspistool vastpakken zoals bij vlaklassen | Voorkom ondersnijding aan beide kanten van de las en doorhangen in het midden. |
| Verticaal omhoog lassen van T-verbindingen | De manier om de lastoorts vast te houden en de hoogte van het mondstuk zijn hetzelfde als bij vlaklassen. De beste positie voor de lasdraad is helemaal vooraan in het smeltbad, net als bij verticaal stuiklassen. | - |
| Horizontaal lassen van stootnaden | De beste positie voor de lasdraad is aan de rand voor en boven het smeltbad. | Om ondersnijding aan de bovenkant van de las en lasklonten aan de onderkant te voorkomen; tegelijkertijd moet de werkhoek tussen het laspistool en de twee verticale oppervlakken boven en onder niet gelijk zijn, waarbij de opwaartse blaaskracht van de boog wordt gebruikt om het vloeibare metaal te ondersteunen. |
| Horizontaal lassen van T-verbindingen | Hoe het laspistool vast te houden: De booglengte en de mondstukhoogte zijn hetzelfde als bij het vlaklassen van de T-verbinding | - |
| Boven het hoofd lassen van stootnaden | De beste positie voor draadaanvoer is aan de voorkant van het lasbad. | - |
| Boven het hoofd lassen van T-verbindingen | Gebruik indien mogelijk opvuldraad aan de achterkant | Omdat het smeltbad de neiging heeft om in te zakken, moet de lasstroom laag zijn en de snelheid hoog. |
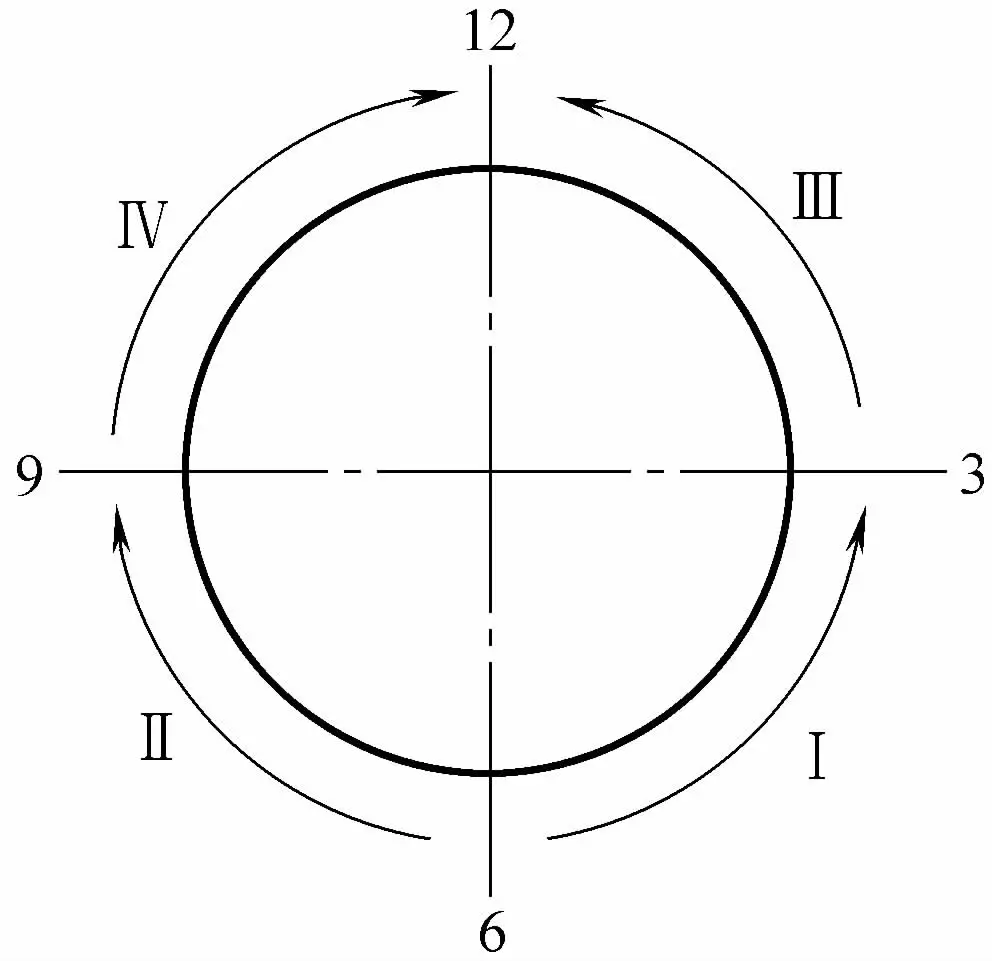
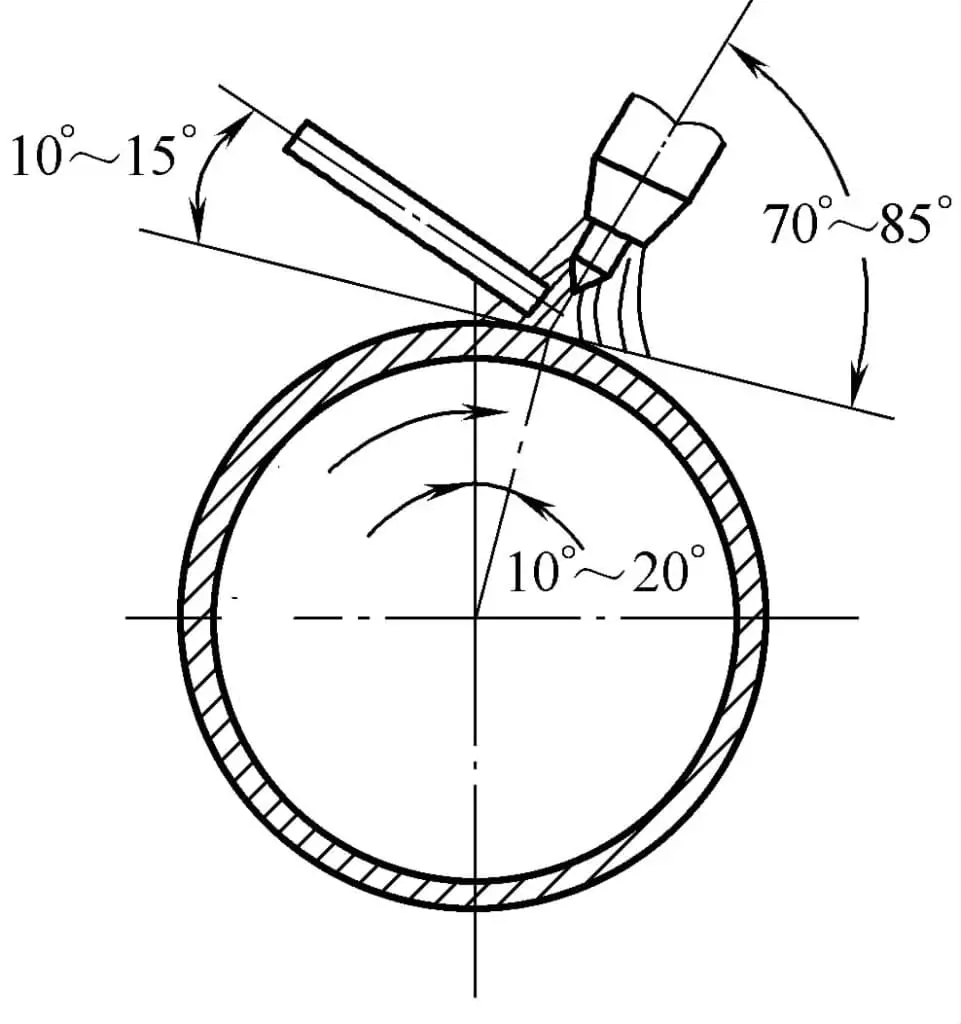
| Combinatie van vlak, verticaal en boven het hoofd lassen | Het beginpunt van het lassen wordt meestal gekozen op de "6 uur" positie van de klok, eerst tegen de klok in lassen naar de "3 uur" positie, dan lassen van de "6 uur" positie naar de "9 uur" positie, en dan beginnen bogen afzonderlijk van de "3 uur" en "9 uur" posities, lassen naar de "12 uur" positie, zoals weergegeven in figuur 5-65; wanneer de pijpdiameter klein is, kunt u direct lassen van de "6 uur" positie naar de "12 uur". | De lasnaad moet eerst worden geslepen om de penetratie te garanderen; de lasdraad kan worden voorgebogen in een bepaalde vorm voor het voeden; de hoek tussen het laspistool en het werkstuk moet altijd ongewijzigd blijven en de positie van de lasdraad moet handig zijn. |
6) De lasvolgorde van de pijp is afgebeeld in figuur 5-65. De relatieve positie van het laspistool of de lasdraad ten opzichte van het werkstuk tijdens het vlakstuiklassen van de roterende pijp is weergegeven in afbeelding 5-66.
7) Tijdens het lassen moet het uiteinde van de lasdraad zich altijd binnen de argonbeschermingszone bevinden, de lasdraad mag niet direct onder de boog worden geplaatst of te hoog worden opgetild, noch mogen de druppels naar het smeltbad "druppelen". De positie van de draadvulling is weergegeven in figuur 5-67.
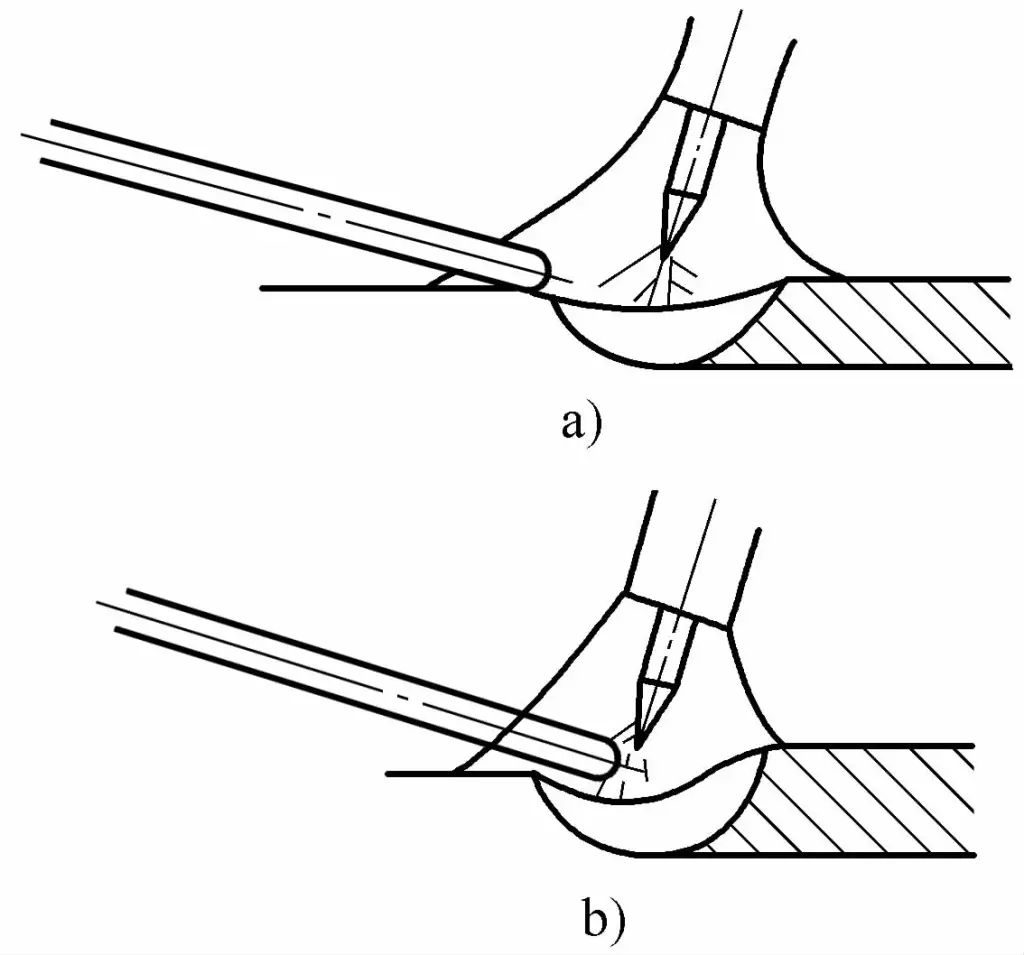
a) Correct
b) Onjuist
8) Als tijdens het lassen de wolfraamelektrode per ongeluk de lasdraad raakt, waardoor er kortsluiting ontstaat, zal dit de las verontreinigen. Stop onmiddellijk met lassen, slijp het verontreinigde gebied af met een slijpschijf totdat er een metaalglans zichtbaar is en snijd een deel van de lasdraadpunt af. De verontreinigde wolfraamelektrode moet opnieuw gevormd worden voordat er verder gelast wordt.
1) De verbinding moet een helling hebben en geen dode hoeken.
2) De herontstekingspositie moet zich achter de oorspronkelijke boogput bevinden, waardoor de lasoverlap 20~30mm wordt en er over het algemeen weinig of geen lasdraad wordt toegevoegd aan de overlap.
3) Het smeltbad moet doordringen tot aan de wortel van de verbinding om een grondige versmelting op de verbinding te garanderen.
Gebruik bij het beëindigen van de boog een automatisch stroomafnameapparaat om te voorkomen dat er een boogput ontstaat. Als dit apparaat niet beschikbaar is, verander dan de hoek van het laspistool, verleng de boog en verhoog de lassnelheid.
Bij het sluiten van de lasnaad op een pijp is het gebruikelijk om de boog iets te verlengen, de lasnaad 20~40mm te overlappen en weinig of geen lasdraad toe te voegen aan het overlappende deel. Wacht na het doven van de boog ongeveer 10 seconden met het stoppen van de gastoevoer. Voor de details van de werking en de toepasbare situaties van de blusmethode in de handleiding TIG-lassenzie Tabel 5-97.
Tabel 5-97 Werkingsdetails en toepasbare situaties voor de blusmethode bij handmatig TIG-lassen
| Technieken voor boogbeëindiging | Belangrijke operationele punten | Toepasselijke situaties |
| Laswapeningsmethode | Aan het einde van het lassen neemt de snelheid waarmee het laspistool naar voren beweegt af, neemt de helling van het laspistool naar achteren toe en neemt de hoeveelheid draadaanvoer toe totdat het smeltbad voldoende gevuld is en de boog wordt gedoofd. | Deze methode wordt veel gebruikt en is algemeen toepasbaar op alle constructies. |
| Methode voor hogere lassnelheid | Aan het einde van het lassen neemt de snelheid waarmee het laspistool naar voren wordt bewogen geleidelijk toe, neemt de hoeveelheid draadtoevoer geleidelijk af, totdat het werkstuk niet smelt en de lasnaad smaller wordt van breed naar smal en geleidelijk afloopt. | Deze methode is geschikt voor argonbooglassen van pijpen en vereist een hoge vaardigheid van de lasser. |
| Gebruik van een afloopplaatmethode | Bevestig een booguitloopplaat buiten het boogdoofgebied van het werkstuk, doof de boog op de uitloopplaat nadat het werkstuk is afgewerkt en zaag de uitloopplaat vervolgens af. | Deze methode is relatief eenvoudig en geschikt voor het lassen van vlakke en langsnaden. |
| Huidige Vervalmethode | Sluit aan het einde van het lassen eerst de stroomtoevoer af, laat de rotatiesnelheid van de generator geleidelijk afnemen en de lasstroom wordt ook zwakker, waardoor boogverval wordt bereikt. | Deze methode is geschikt voor booglasgeneratoren. Bij gebruik van een silicium booglasgelijkrichter is een extra eenvoudig apparaat nodig om de bekrachtigingsstroom geleidelijk te verlagen. |







