
Slijpbeginselen: Krachten, warmte en gereedschapsselectie
Wat maakt gladde, precieze onderdelen mogelijk? Slijpen! Deze verborgen held van de productie zorgt voor ongelooflijk nauwkeurige afwerkingen. We onderzoeken hoe slijpen...
In dit artikel verkennen we de essentiële technieken van het balanceren en slijpen van slijpschijven. U zult ontdekken hoe deze methoden de efficiëntie verhogen, de oppervlaktekwaliteit verbeteren en de levensduur van uw gereedschap verlengen. Bereid u voor op praktische inzichten die uw vaardigheden zullen aanscherpen en uw slijpprocessen zullen optimaliseren.

Om de slijpkwaliteit te verbeteren, de precisie van de slijpmachine te behouden en de productieveiligheid te garanderen, is het noodzakelijk om de slijpschijf te balanceren.
De onbalans van de slijpschijf wordt veroorzaakt door de verkeerde uitlijning van het zwaartepunt van de schijf met de rotatieas, voornamelijk door onjuiste fabricage en installatie. De slijpschijf werkt op hoge rotatiesnelheden en als de massa een beetje ongelijk is, zal het een grote ongebalanceerde centrifugale kracht genereren tijdens de rotatie. Hierdoor gaat de machine trillen, waardoor de slijpkwaliteit sterk afneemt, de lagers van de slijpschijf ernstig slijten en in ernstige gevallen kan de schijf versplinteren en tot ongelukken leiden.
Daarom moeten slijpschijven statisch of dynamisch gebalanceerd worden, vooral voor precisieslijpen of slijpen met spiegelglans, wat preciezer balanceren vereist. Over het algemeen moeten slijpschijven met een diameter groter dan 125mm gebalanceerd worden.
Het balanceren van slijpschijven maakt meestal gebruik van de moment balanceermethode, waaronder statisch en dynamisch balanceren. Momenteel wordt statisch balanceren veel gebruikt voor slijpschijven, dat wordt uitgevoerd op een balanceerstandaard. CNC slijpmachines met hoge snelheid zijn meestal uitgerust met automatische online dynamische balanceerapparaten voor slijpschijven.
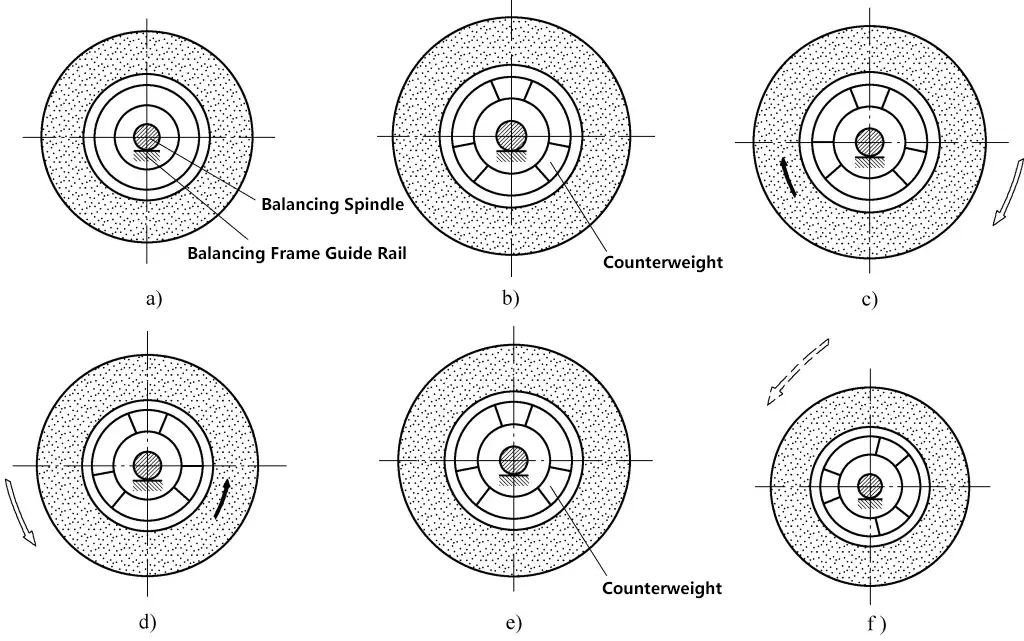
De essentie van het statisch balanceren van een slijpschijf is het handmatige proces van het afstellen van de offset van het zwaartepunt van de slijpschijf door het afstellen van balanceergewichten om het zwaartepunt van de schijf uit te lijnen met de as van de balanceeras.
Het belangrijkste ondersteunende gereedschap voor statisch balanceren is het slijpwiel balanceerstandaard. Er zijn cilindrische balanceerstandaarden voor het balanceren van wielen met een grote diameter en meskant balanceerstandaarden voor het balanceren van wielen met een kleinere diameter.
Zoals afbeelding 1 laat zien, bestaat het statische balanceerplatform uit een draagframe 1 en twee parallelle assen 2 met dezelfde diameter. De twee assen dienen als rails voor het statisch balanceren en vereisen een lage oppervlakteruwheid en een hoge hardheid. Bij gebruik moeten ze horizontaal en op dezelfde hoogte worden geplaatst.
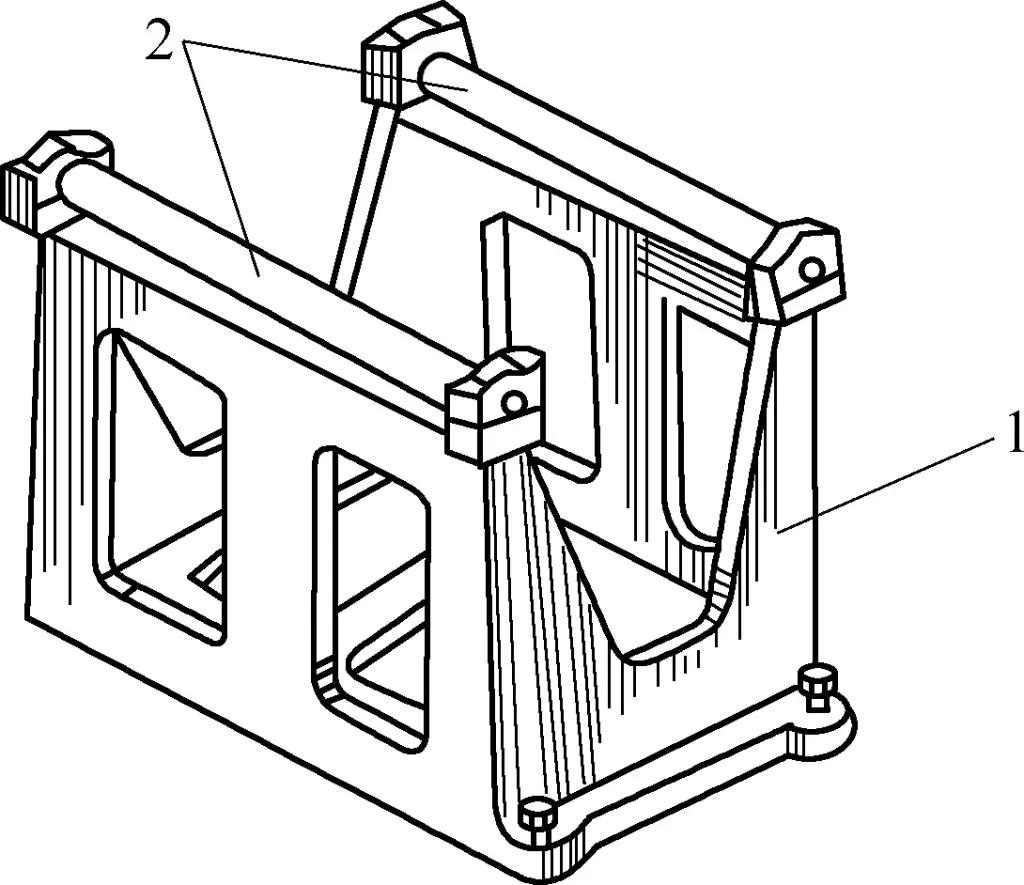
1-Dragend frame
2-as
De indicator voor statisch balanceren is dat de slijpschijf stationair kan blijven op elke positie op de horizontale rails.
Slijpschijven zijn kwetsbaar gereedschap, ongeacht het uiterlijk, dus er moet speciale zorg worden besteed aan inspectie, hantering of opslag. Relatief kleine schokken kunnen scheuren in de schijf veroorzaken en elke scheur kan leiden tot het barsten van de schijf tijdens het slijpen. maalproces. Daarom is extra voorzichtigheid geboden tijdens het gebruik, vooral tijdens transport.
Volg deze drie principes bij het werken met slijpschijven:
1) Laat de slijpschijf nooit vallen of stoten. Gebruik geen slijpschijven die zijn gevallen, waartegen is gestoten of die bij inspectie afwijkingen vertonen.
2) Vermijd het gebruik van slijpschijven die nat of vettig zijn.
3) Bewaar slijpschijven op een droge plaats (vermijd overmatige hitte of vocht). Wanneer je wielen op rekken plaatst, berg ze dan verticaal op om overmatige druk op de wielen te voorkomen. Bewaar wielen in hun verpakking tot ze klaar zijn voor gebruik. Wanneer je wielen vervoert, leg ze dan niet plat neer en stapel ze niet op.
1) Zorg ervoor dat de linker- en rechterwielflens dezelfde diameter hebben, hetzelfde contactoppervlak met het wiel hebben en vrij zijn van barsten, stof en roest.
2) Plaats bij het vastzetten van de slijpschijf tussen de wielflenzen een papieren afdichtingspakking (meegeleverd met de schijf) tussen elke flens en de wielzijde. De dikte van de linker en rechter pakking moet gelijk zijn, met een diameter groter dan de diameter van de wielflens en vrij van vuil of beschadigingen.
3) Na het plaatsen van de wielflenzen in het gat van de slijpschijf, draai de schijf langzaam met de klok mee en tegen de klok in om de flenzen symmetrisch in het gat te plaatsen. Gebruik geen hamer om te forceren.
4) Draai de klembouten van de wielflenzen afwisselend in een diagonaal patroon aan met hetzelfde koppel. Gebruik voor het laatste aandraaien een momentsleutel. Het uiteindelijke aanhalen gebeurt in 3 stappen: ① Gebruik 2/3 van het vereiste aanhaalmoment; ② Gebruik een aanhaalmoment dat 1 schaalmarkering lager is dan de vereiste waarde; ③ Gebruik het vereiste aanhaalmoment (aanhaalmoment volgens de specificaties van de fabrikant).
Zoals getoond in Figuur 2.
Reinig het contactoppervlak van de balanceertafel waar de balanceeras wordt geplaatst.
Voor precisieslijp- en spiegelslijpschijven moet het balanceren in minstens acht posities worden uitgevoerd. Bovendien moet de aanvankelijk gebalanceerde schijf op de machine worden geïnstalleerd om te worden bewerkt en vervolgens opnieuw worden gebalanceerd tot de schijf voldoet.
Als het wiel na het uitbalanceren weer uit balans raakt, herhaal dan het uitbalanceren volgens bovenstaande stappen.
1) Het balanceerplatform moet horizontaal worden ingesteld, vooral de lengterichting moet nauwkeurig waterpas worden ingesteld (de fout bij het waterpas stellen wordt bepaald door de foutwaarde van de kwikkolom; over het algemeen worden kwikkolommen met verschillende nauwkeurigheden geselecteerd op basis van de bewerkingsnauwkeurigheid van de bewerkingsmachine).
2) Het binnenste conische gat van de flens en de balansas moeten goed op elkaar passen en hun tegenliggende oppervlakken moeten vrij zijn van krassen, roestvlekken of andere defecten.
3) Nieuwe slijpschijven zijn over het algemeen niet perfect rond, dus ze moeten eerst ruw uitgebalanceerd worden en dan voorbereid voordat ze definitief uitgebalanceerd worden.
De kwaliteit van de statische balans van de slijpschijf heeft een directe invloed op de slijpkwaliteit, vooral bij het slijpen met hoge snelheid. De amplitude van de schijf na het balanceren moet gecontroleerd worden om te bepalen of herbalanceren nodig is.
De relatie tussen de balanskwaliteit van de slijpschijf en de amplitude staat in Tabel 1.
Tabel 1 Relatie tussen balanskwaliteit van slijpschijf en amplitude
| Meetlocatie | Trilrichting | Amplitude/mm | |
| Goede balanskwaliteit | Goede balanskwaliteit | ||
| Voorkant van de spindel (vlakbij het uiteinde van de slijpschijf) | Horizontaal | ≤0.3 | ≤1.2 |
| Verticaal | ≤0.2 | ≤0.25 | |
| Achterkant van de as (vlakbij het uiteinde van de poelie) | Horizontaal | ≤0.2 | ≤0.9 |
| Verticaal | ≤0.2 | ≤0.15 | |
Over het algemeen moeten nieuwe slijpschijven twee keer gebalanceerd worden. Eerst balanceren voordat het wiel wordt opgemaakt, dan na montage op de machine, de buitendiameter en beide eindvlakken van het wiel opmaken, dan het wiel verwijderen en de tweede keer balanceren. Soms, na een tijdje gebruik van de schijf, als polygonale trillingssporen worden gevonden op het werkstuk, moet de schijf worden verwijderd en opnieuw worden gebalanceerd voor verder gebruik.
Voor het slijpen van meerdere wielen en voor het slijpen van gevormde wielen wordt, om de krachtpaarbalans van het wiel te bereiken, het dynamisch balanceren over het algemeen uitgevoerd op een dynamische balanceermachine.
Speciaal voor CNC slijpmachines met hoge snelheid, vanwege de hoge rotatiesnelheid van het wiel, worden CNC slijpmachines over het algemeen uitgerust met wielbalanceringsinstrumenten om de kwaliteit van het werkstuk te waarborgen tijdens batchverwerking. Wiel balanceerinstrumenten zijn over het algemeen van twee types: handmatig en automatisch. Hier introduceren we voornamelijk het automatische wielbalanceringsinstrument.
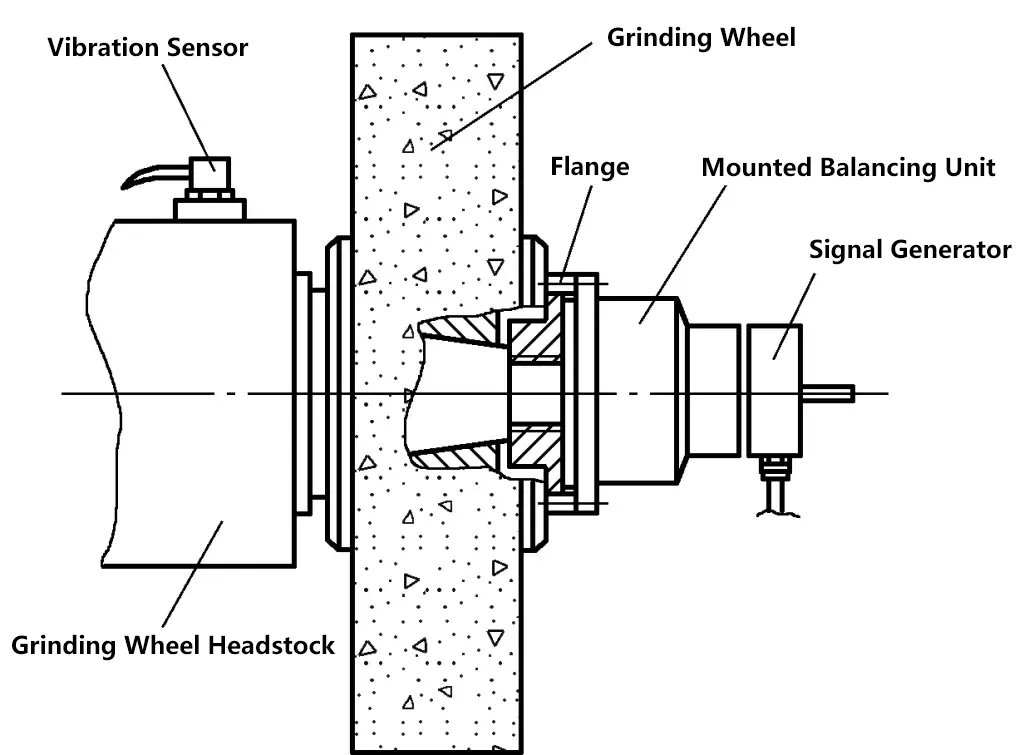
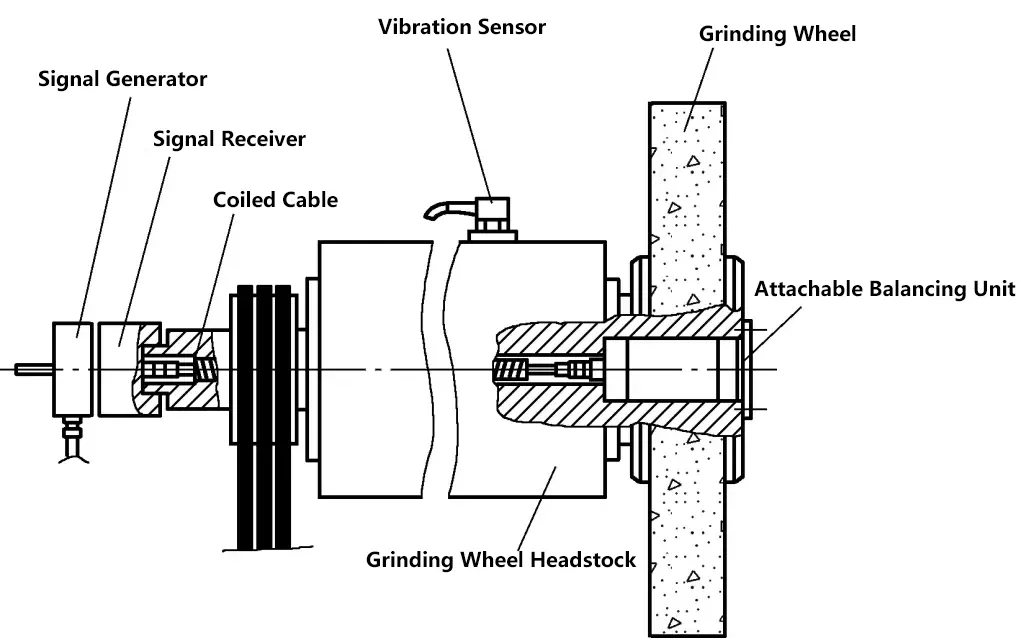
Automatische balanceerinstrumenten voor wielen worden verdeeld in twee types op basis van hun installatiemethode op de slijpwielspindel: intern (zie Figuur 3) en extern (zie Figuur 4). Ongeacht het type bestaat het hoofdinstrument uit een display, een sensor die op het wielframe geïnstalleerd is om trillingen op te vangen, een balanceereenheid die op de flens of asboring geïnstalleerd is en een signaalgenerator.
Na een tijdje gebruik van een slijpschijf zal deze dof worden en zijn slijpvermogen of correcte geometrische vorm verliezen. Het dof worden van de schijf komt over het algemeen voor in vormen zoals het dof worden van de slijpkorrels, aanhechting van slijpkorrels en slijpafval, verstopping van de schijf en vormvervorming van de schijf.
Slijpschijf dressing tools worden gebruikt om het doffe werkoppervlak van de schijf te bewerken om het snijvermogen en de juiste geometrische vorm te herstellen. De scherpte van de slijpkorrels op het werkoppervlak van de schijf en of de profielvorm vervormd is, hebben een directe invloed op de slijpefficiëntie en de oppervlaktekwaliteit van het bewerkte werkstuk.
Voor werkstukken met een oppervlakteruwheid kleiner dan Ra1.6μm en voor vormslijpen is fijnslijpen van de schijf noodzakelijk.
Moderne CNC slijpmachines voor hoogrendement en hoogprecisie vormslijpen gebruiken automatische wielreiniging na het slijpen van elk werkstuk of continue wielreinigingstechnologie, waardoor de oppervlakteruwheid, vorm, maatnauwkeurigheid en hoge productiviteit van het werkstuk gewaarborgd worden. Tijdige wielreiniging is een van de belangrijke maatregelen om bepaalde slijpfouten te elimineren, de slijpkwaliteit te verbeteren en de slijpefficiëntie te verhogen.
De fijnheid van de oppervlaktebehandeling van het wiel en de gebruikte behandelingsmethode moeten worden bepaald op basis van de aard van het wiel, het materiaal van het werkstuk, de vereisten voor de nauwkeurigheid van het oppervlak van het werkstuk en de bewerkingsvorm.
De basismethoden voor het bewerken van slijpschijven kunnen onderverdeeld worden in drie categorieën: draaimethode, rolpersmethode en slijpmethode. Gebruikelijke slijpgereedschappen worden getoond in Figuur 5.
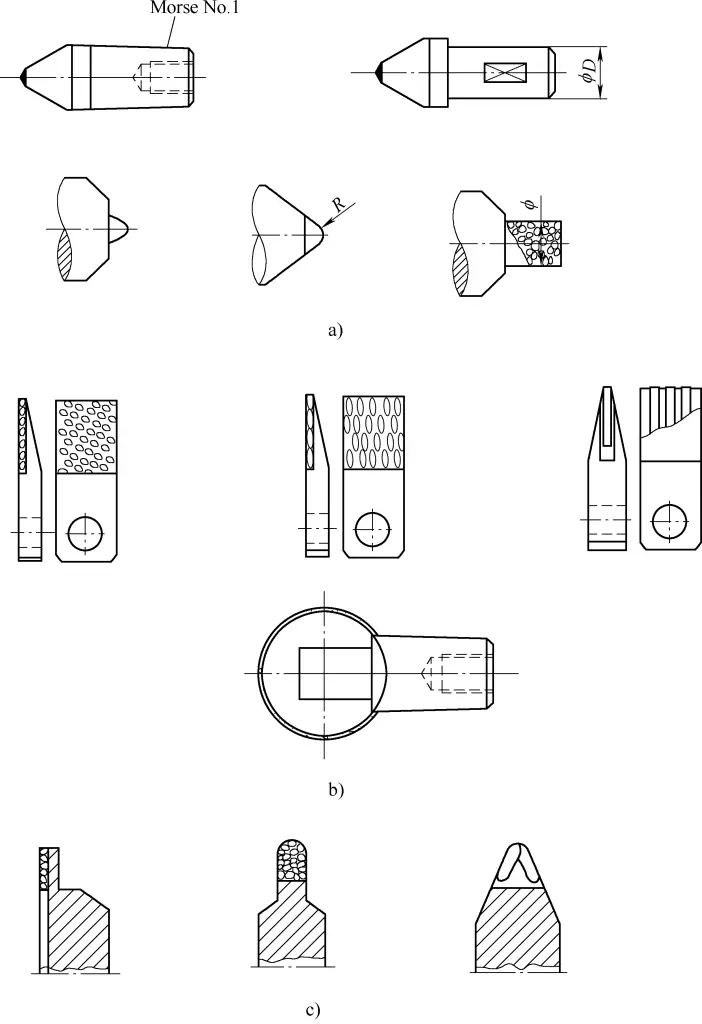
a) Verbandpen
b) Verzorgingsplaat
c) Aankleedwiel







