
Verbinden van metaal: Uitleg over lassen, klinken en draadsnijden
Hoe bouwen we de machines die onze wereld aandrijven? Duik in de kunst van het mechanisch verbinden, waar metaal en...
Hoe worden ingewikkelde machineonderdelen zoals motorblokken en pomphuizen gemaakt van gesmolten metaal? Dit artikel duikt in de fascinerende wereld van het gieten, van traditioneel zandgieten tot innovatieve speciale technieken. Door de gebruikte processen, materialen en methoden te onderzoeken, krijgen lezers een uitgebreid inzicht in hoe complexe metalen onderdelen met precisie en efficiëntie worden gevormd. Of je nu nieuwsgierig bent naar de basisprincipes van het gieten of naar de bijzonderheden van verlorenwasgieten, deze gids biedt waardevolle inzichten in de essentiële technieken die ons industriële landschap vormgeven.
De methode om gietstukken (vormstukken of onderdelen) met bepaalde vormen en eigenschappen te vormen door metaal te smelten, mallen te maken en het gesmolten metaal in de vormholte te gieten en te wachten tot het is afgekoeld en gestold, wordt gieten genoemd. Gieten wordt veel gebruikt in de machinefabricage en is een van de belangrijkste methoden voor het produceren van vormstukken of onderdelen.
Het gietvormproces heeft de volgende kenmerken:
Het productieproces van gietstukken omvat vele stappen en de factoren die de kwaliteit van gietstukken beïnvloeden zijn complex. Gietfouten zoals onvoldoende gieten, krimpholten, porositeit, zandgaten en scheuren kunnen gemakkelijk ontstaan, wat resulteert in een hoog uitvalpercentage.
Gietvormen zijn onderverdeeld in twee hoofdcategorieën: zandgieten en speciaal gieten, gebaseerd op vormmaterialen, vormmethodes en gietomstandigheden. Zandgieten is een traditionele gietmethode met flexibele processen en lage kosten. Speciaal gieten verwijst naar andere gietmethoden dan zandgieten.
De gietprestaties van een legering zijn de procesprestaties van de legering tijdens het gietvormproces. De kwaliteit van de gietprestaties heeft een directe invloed op de interne en externe kwaliteit van het gietstuk. De belangrijkste aspecten van gietprestaties zijn de vloeibaarheid, krimp, oxidatie, gasabsorptie en ontmengingstendens van de gietlegering.
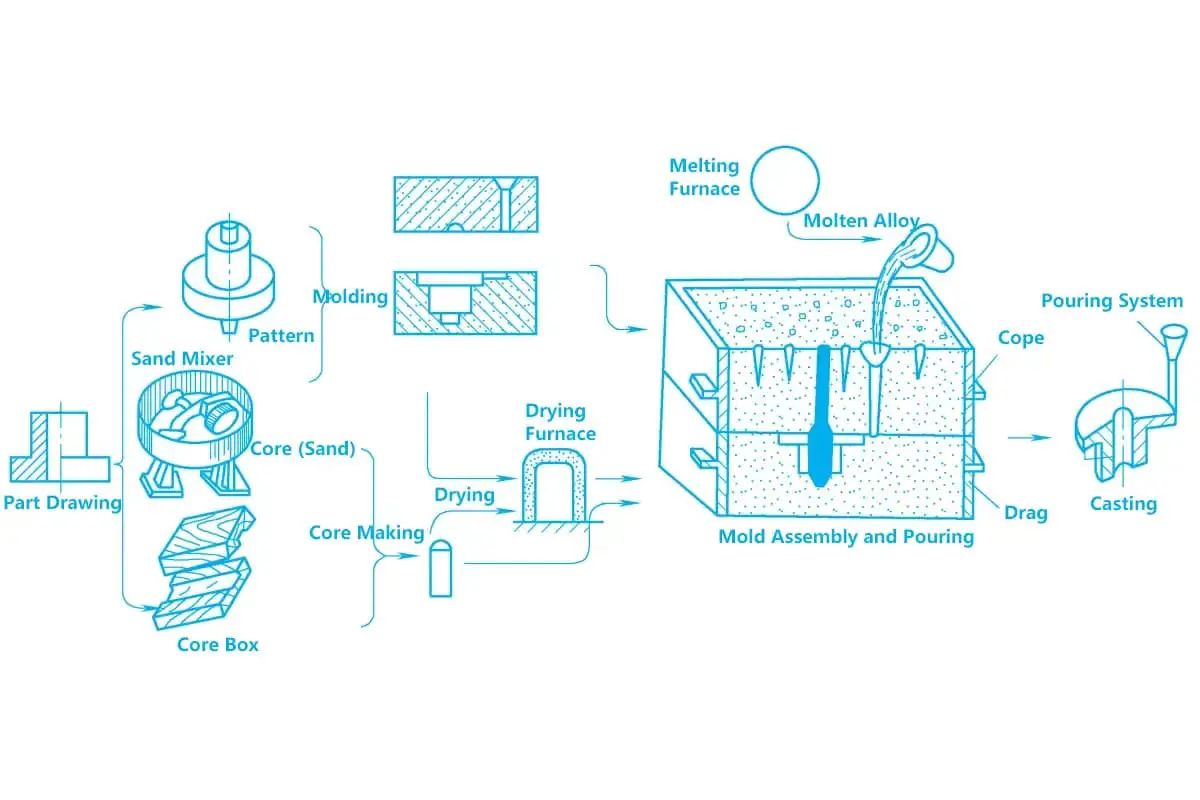
De gietmethode waarbij gietzand wordt gebruikt als materiaal om de mal voor te bereiden heet zandgieten, waarbij gesmolten metaal in de holte van de zandmal wordt gegoten en het gietstuk wordt verkregen nadat het is afgekoeld en gestold.
Bij de productie van gietstukken wordt het deel dat wordt gebruikt om de externe contour van het gietstuk te vormen de mal genoemd en het deel dat wordt gebruikt om de interne holte of lokale vorm van het gietstuk te vormen de kern. Het materiaal dat gebruikt wordt om de mal te maken heet molding sand (vormzand) en het materiaal dat gebruikt wordt om de kern te maken heet core sand (kernzand). Vormzand en kernzand worden samen vormmaterialen genoemd. Het zandgietproces wordt getoond in Figuur 1.
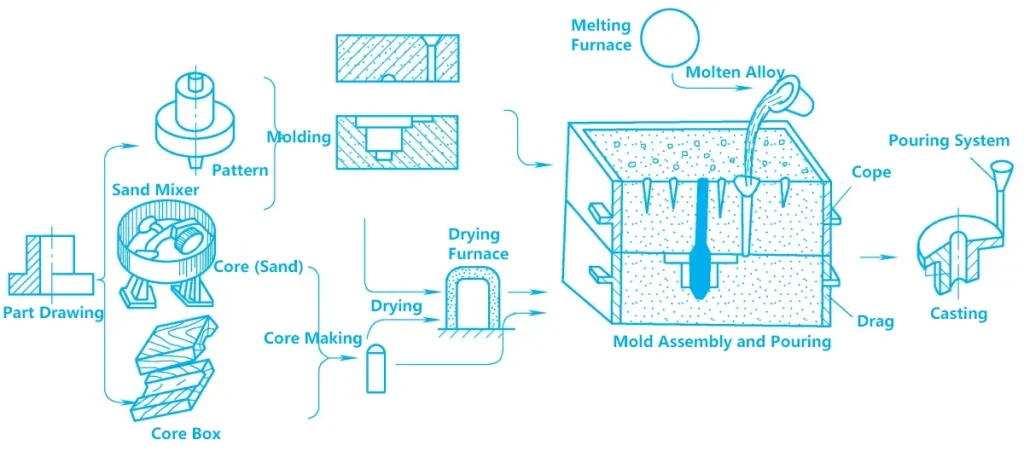
Gieten is het proces van het vormen van de interne holte van de zandvorm met behulp van een patroon, dat de externe contour van het gietstuk vormt na het gieten. Het is het meest basale proces bij zandgieten en is onderverdeeld in twee categorieën: handmatig gieten en machinaal gieten. Handmatig gieten wordt vooral gebruikt voor de productie van een enkel stuk of een kleine partij, terwijl machinaal gieten vooral gebruikt wordt voor massaproductie.
Er zijn veel methodes om handmatig te mouleren. Volgens de kenmerken van de zandbak zijn er twee-vaks molding, drie-vaks molding en pit molding; volgens de kenmerken van het model zijn er solide patroon molding, split patroon molding, zand graven molding, valse doos molding, losse stuk molding, en schraper molding.
Bij gieten kunnen voor hetzelfde gietstuk verschillende gietmethodes gebruikt worden. De specifieke methode die gebruikt moet worden hangt af van factoren zoals de structurele kenmerken, de grootte, de productiebatch en de productieomstandigheden van het gietstuk.
Bij machinaal gieten worden alle bewerkingen, zoals het vullen van de mal met zand (zand vullen), het verdichten van het zand en het verwijderen van het patroon, uitgevoerd met behulp van gietmachines. Machinaal gieten heeft een lage arbeidsintensiteit, hoge productiviteit, stabiele gietkwaliteit en kleine bewerkingstoleranties. Het verdichten van het zand door machinaal gieten kan echter niet door de middelste doos dringen, dus het kan niet gebruikt worden voor gieten met drie dozen.
Het maken van kernen is het proces van het vullen van kernzand in een kernkist, verdichten, bijsnijden en andere procedures om een kern te vormen. Omdat de kern tijdens het gieten gemakkelijk wordt geraakt door gesmolten metaal en wordt omgeven door gesmolten metaal van hoge temperatuur, moet de kern sterker, doordringbaarder, vuurvaster en instortbaarder zijn.
Om de sterkte van de kern te verbeteren, kunnen tijdens het maken van de kern botjes worden toegevoegd. Kleine kernbeenderen gebruiken vaak ijzerdraad of spijkers, terwijl middelgrote en grote kernbeenderen vaak gietijzer gebruiken om een raamwerk te vormen. Om de doorlaatbaarheid van de kern te verbeteren, kunnen in het midden van de kern ventilatiekanalen worden uitgegraven die in verbinding staan met de buitenkant van de mal. Voor grotere kernen kunnen waslijnen, cokes, slakken enz. in het midden van de kern worden geplaatst.
Het proces waarbij vloeibaar metaal in een mal wordt gegoten, heet gieten. Gieten is een van de belangrijke stappen om de kwaliteit van gietstukken te garanderen. Gietstukken die gesloopt worden omwille van het gieten, vertegenwoordigen 20% tot 30% van het totale aantal gesloopte gietstukken. Daarom moeten de giettemperatuur en de gietsnelheid tijdens het gieten strikt gecontroleerd worden.
Het proces om gietstukken uit de zandvorm te halen, wordt uitschudden genoemd. Het uitschudden wordt onderverdeeld in handmatig uitschudden en machinaal uitschudden. Het eerste wordt gebruikt voor de productie van kleine series uit één stuk, terwijl het tweede wordt gebruikt voor massaproductie.
De sleutel tot het uitschudden is het juiste moment voor het openen van de mal. Als de mal te vroeg wordt geopend, is het gietstuk niet voldoende afgekoeld, waardoor defecten zoals vervorming en oppervlakteverharding ontstaan en het gietstuk interne spanningen en scheuren gaat vormen. Als de matrijs te laat wordt geopend, neemt deze productieruimte en gereedschappen in beslag, waardoor de productiviteit daalt. De uitbreektijd is gerelateerd aan de grootte en vorm van het gietstuk en het type legering.
De processen van het afsnijden van het afsluitsysteem, het verwijderen van de kern, het verwijderen van uitlopers en bramen, en het schoonmaken van aangehecht zand na het uitschudden worden schoonmaken genoemd, om het oppervlak van het gietstuk aan de eisen te laten voldoen.
Zandgieten heeft veel voordelen en wordt veel gebruikt, maar het heeft ook enkele nadelen, zoals een lage maatnauwkeurigheid van gietstukken, ruwe oppervlaktelage productiviteit, onstabiele kwaliteit en hoge arbeidsintensiteit.
Om de kwaliteit en productie-efficiëntie van gietstukken verder te verbeteren, zijn er enkele geavanceerde gietmethoden gevonden die aanzienlijk verschillen van gewoon zandgieten. Deze gietmethoden, die aanzienlijk verschillen van gewoon zandgieten, worden samen speciaal gieten genoemd.
Er zijn veel methoden voor speciaal gieten, zoals verlorenwasgieten, metaalgieten, drukgieten, centrifugaal gieten, lagedrukgieten, schelpgieten, keramisch vormgieten, continugieten, vacuümgieten en magnetisch vormgieten. Hier introduceren we de meer gebruikte methodes zoals verlorenwasgieten, metaalgieten, drukgieten en centrifugaal gieten.
Investeringsgieten is de meest gebruikte precisiegietmethode. Het gebruikt smeltbare materialen (zoals was) om een patroon te maken (waspatroon), bedekt het patroon met verschillende lagen vuurvaste coatings en na uitharden en drogen smelt het patroon en loopt het uit de mal om een mal (omhulsel) zonder scheidingslijn te verkrijgen. Na bakken en gieten op hoge temperatuur wordt het gewenste gietstuk verkregen. Omdat was vaak wordt gebruikt om waspatronen te maken bij verlorenwasgieten, wordt het ook wel verlorenwasgieten genoemd.
Kenmerken en toepassingen van verlorenwasgieten:
Investeringsgieten wordt voornamelijk gebruikt om kleine onderdelen met complexe vormen, hoge precisievereisten en moeilijke bewerkingen te produceren, zoals motorbladen, kleine onderdelen van auto's, tractoren en gereedschapsmachines. Het wordt ook veel gebruikt in de telecommunicatie-, machine-, instrumentatie- en gereedschapsindustrie.
De methode waarbij vloeibaar metaal in een mal van metaal wordt gegoten om gietstukken te verkrijgen, wordt metaalgieten genoemd. Omdat metalen mallen continu honderden tot duizenden keren hergebruikt kunnen worden, wordt metaalgieten ook wel permanent vormgieten genoemd.
Kenmerken en toepassingen van metaalgietwerk:
Het afgietsel van de metaalvorm is hoofdzakelijk geschikt voor massaproduktie van middelgrote en kleine non-ferro metaal (zoals aluminium, magnesium, koper, enz.) legeringsafgietsels met vrij eenvormige muurdikte, zoals aluminiumzuigers, cilinderblokken, cilinderkoppen van auto's, tractoren, en interne verbrandingsmotoren, motorhuisvesting, verbindingsdoosdekking, de ringen van de koperlegering, en kokers. Het kan ook eenvoudig gevormde ferrometaalafgietsels produceren.
Drukgieten (ook wel spuitgieten genoemd) is een methode waarbij vloeibaar metaal onder hoge druk snel in een metalen mal wordt geperst en onder druk wordt gestold om gietstukken te verkrijgen. Spuitgieten is een zich snel ontwikkelend, snijarm en niet snijdend vormproces in de moderne metaalverwerkingstechnologie.
Kenmerken en toepassingen van spuitgieten:
Het matrijzenafgietsel wordt wijd gebruikt in de productieindustrieën van auto's, tractoren, instrumenten, elektronische instrumenten, de defensieindustrie, medische apparatuur, enz., zoals motorcilinderblokken, cilinderkoppen, transmissiebehuizingen, motordeksels, instrument en camerabehuizingen en steunen, pijpverbindingen, toestellen, enz.
Momenteel wordt het vooral gebruikt voor kleine (minder dan 10 kg) non-ferrometaalafgietsels in massaproductie, waarbij zinklegeringen en aluminiumlegeringen het meest worden gebruikt.
Centrifugaal gieten is een gietmethode waarbij vloeibaar metaal in een met hoge snelheid roterende mal wordt gegoten, waarbij de mal wordt gevuld en stolt onder invloed van de centrifugale kracht.
Kenmerken en toepassingen van centrifugaal gieten:
Centrifugaalgieten wordt voornamelijk gebruikt om holle gietstukken van roterende lichamen te maken, zoals cilindervoeringen en bussen. Daarnaast kan het diverse dichte en met hoge sterkte gevormde gietstukken gieten, zoals kleine waaiers en gevormde snijgereedschappen. Centrifugaalgieten is geschikt voor verschillende metalen materialen en produceert gietstukken met een gewicht tot enkele tonnen of met een minimale gatdiameter van 7 mm.

