
Jak obliczyć masę blachy: Podstawowe wzory
Czy zastanawiałeś się kiedyś, jak szybko obliczyć wagę blachy? Ten artykuł przedstawia prostą formułę, która...
Czy kiedykolwiek widziałeś, jak arkusz metalu staje się precyzyjną częścią maszyny? Wszystko zaczyna się od cięcia. Od oldschoolowych nożyc po lasery rodem z filmów science-fiction, cięcie metalu przeszło długą drogę. W tym artykule omówiono główne metody, ich zalety i sposób wyboru najlepszej z nich do danego zadania. Poznasz tajniki obróbki metalu i dowiesz się, co naprawdę ma znaczenie przy wyborze techniki cięcia.

Formy materiałów stosowanych w obróbce blachy obejmują głównie płyty, stal profilową i materiały rurowe. Aby przetworzyć wymagane kształty i inne wymagania dotyczące komponentów z blachy, surowce należy najpierw pociąć na półfabrykaty zgodnie z potrzebami. Proces ten nazywany jest wykrawaniem i często stanowi pierwszy etap obróbki blachy.
Istnieje wiele metod wykrawania. Główne typy stosowane w produkcji obejmują ścinanie, wykrawanie, cięcie i obróbkę skrawaniem. Tabela 1 przedstawia typowe metody wykrawania i ich zastosowania.
Tabela 1 Popularne metody wygaszania i ich zastosowania
| Klasyfikacja | Metoda | Sprzęt | Zastosowanie |
| Strzyżenie | Ścinanie ręczne | Nożyce ręczne, ręczne nożyce wibracyjne, ręczne nożyce gilotynowe | Służy do prostej i zakrzywionej obróbki płyt, takich jak stal niskowęglowa, aluminium i jego stopy, miedź i jej stopy, karton, bakelit i arkusze z tworzywa sztucznego o grubości t≤4 mm. Przetwarzane części charakteryzują się niską precyzją i wydajnością produkcji, ale niskim kosztem. |
| Maszynowe cięcie proste | Nożyce gilotynowe | Stosowane do cięcia materiałów takich jak stal niskowęglowa, aluminium i jego stopy, miedź i jej stopy, karton, bakelit i arkusze z tworzyw sztucznych. Charakteryzuje się dużą siłą ścinania, wysoką wydajnością i jest używana do obróbki płyt o prostym kształcie. | |
| Nożyce ukośne | Stosowane do cięcia materiałów takich jak stal niskowęglowa, aluminium i jego stopy, miedź i jej stopy, karton, bakelit i arkusze z tworzyw sztucznych. Charakteryzuje się niższą siłą ścinania, nadaje się do średnich lub dużych prostych kształtów, dużych łuków i ukosowania płyt o grubości ścinania do 40 mm. | ||
| Ścinanie małymi krokami | Nożyce wibracyjne | Stosowane do cięcia materiałów takich jak stal niskowęglowa, aluminium i jego stopy, miedź i jej stopy, karton, bakelit i arkusze plastiku. Nadaje się do skomplikowanych krzywizn, perforacji i nacięć, a także może ścinać stopy tytanu. | |
| Nożyce krążkowe | Nożyce krążkowe proste | Stosowane do cięcia materiałów takich jak stal niskowęglowa, aluminium i jego stopy, miedź i jej stopy, karton, bakelit i arkusze tworzyw sztucznych. Nadaje się do cięcia pasów, linii prostych i łuków ze stosunkowo niską precyzją. Na ciętych krawędziach występują zadziory, odpowiednie do produkcji małych partii małych i średnich części, o grubości ścinania do 30 mm. | |
| Nożyce krążkowe skośne w dół | Ścinanie linii prostych i łuków (R małe), ze stosunkowo niską precyzją i zadziorami na krawędziach cięcia, o grubości ścinania do 30 mm. | ||
| Nożyce do cięcia wzdłużnego | Złożone krzywizny, o stosunkowo niskiej precyzji, z zadziorami na krawędziach cięcia, o grubości ścinania do 20 mm, precyzja ±1 mm. | ||
| Uderzenie | Uderzenie | Prasa | Powszechnie stosowane do wykrawania, dziurkowania, odcinania i nacinania arkuszy materiałów i profili o grubości t≤10 mm. Wysoka precyzja (wykrawanie IT10, wykrawanie IT9), wysoka wydajność, odpowiednia do produkcji średnich i dużych partii. |
| Cięcie | Cięcie płomieniowe | Maszyna do cięcia gazowego, palnik | Może być stosowany do wykrawania i przycinania płyt i profili wykonanych z czystego żelaza, stali niskowęglowej, stali średniowęglowej i niektórych stali niskostopowych, z precyzją ± 1 mm i niskim kosztem. |
| Cięcie plazmowe | Sprzęt do cięcia, palnik | Służy do cięcia kształtów ze stali węglowej, stali nierdzewnej, stali wysokostopowej, stopów tytanu, aluminium i jego stopów, miedzi i jej stopów oraz materiałów niemetalowych o wąskim cięciu i grubości do 200 mm, z precyzją ±0,5 mm, również do cięcia pod wodą. 200 mm, precyzja ±0,5 mm, możliwość cięcia pod wodą. | |
| Żłobienie łukiem węglowym | Spawarka DC, szczypce do żłobienia | Służy do cięcia, przycinania, ukosowania i usuwania dużych zadziorów z materiałów takich jak stal wysokostopowa, aluminium i jego stopy, miedź i jej stopy. | |
| Cięcie drutem elektroerozyjnym | Maszyna do cięcia drutu z wyładowaniem elektrycznym | Stosowana do precyzyjnego cięcia różnych materiałów przewodzących, o grubości cięcia przekraczającej 300 mm, z dokładnością ±0,01 mm. Zdolny do cięcia dowolnych kształtów płaskich krzywych i nachylenia ścian bocznych ≤30°, szczególnie odpowiedni do produkcji matryc tłoczących. | |
| Cięcie laserowe | Maszyna do cięcia laserowego | Precyzyjne cięcie różnych materiałów, o grubości cięcia przekraczającej 10 mm, szerokości cięcia od 0,15 do 0,5 mm, precyzji ≤0,1 mm, ale drogie wyposażenie. | |
| Cięcie wodą pod wysokim ciśnieniem | Bardzo wysokie ciśnienie (≥400 MPa) Maszyna do cięcia strumieniem wody | Może być używany do różnych metale i niemetale (takie jak szkło, ceramika, skały), mogą być wyposażone w sztuczne materiały ścierne, wysoka precyzja, mogą ciąć ceramikę grubszą niż 10 mm, sprzęt jest drogi | |
| Cięcie | Operacje ręczne | Piła kabłąkowa | Służy do cięcia różnych profili, prętów, rur, płyt i innych materiałów metalowych / niemetalowych, może piłować rowki i twarde materiały, narzędzia są niedrogie, obsługa jest prosta, ale pracochłonność jest wysoka, a wydajność niska. |
| Ręczna piła mechaniczna, piła sterowana ręcznie | Służy do obróbki różnych profili, prętów, rur, blach z metali niehartowanych i niemetali, wysoka wydajność, hałaśliwość | ||
| Elektryczna maszyna do cięcia rur | Używany do obróbki rur metalowych i plastikowych o średnicach ϕ200~ϕ1000mm | ||
| Rama do cięcia rur | Przetwarzanie rur o małej i średniej średnicy | ||
| Ręcznie sterowana maszyna do cięcia ściernic | Przetwarzanie różnych metali i niemetali (z wyjątkiem metali nieżelaznych, gumy i tworzyw sztucznych), profili, prętów i rur. | ||
| Operacje na obrabiarkach | Pilarka | Obróbka profili, prętów i rur z metali niehartowanych, a także tworzyw sztucznych i drewna, wysoka wydajność | |
| Frezarka krawędziowa, strugarka | Służy do cięcia, przycinania, fazowania i innej obróbki profili, prętów i rur z metali niehartowanych, a także płyt z tworzyw sztucznych i drewna, o wysokiej precyzji. | ||
| Frezarka do blachy, frezarka | Służy do cięcia i przycinania profili, prętów i rur z metali niehartowanych, a także tworzyw sztucznych i płyt drewnianych z wysoką precyzją, może ciąć złożone krzywe | ||
| Tokarka, wytaczarka | Używany do cięcia, fazowania i przycinania prętów i rur z różnych materiałów, wysoka precyzja obróbki |
Należy zauważyć, że metoda cięcia powinna być wybrana zgodnie z istniejącym sprzętem przetwórczym firmy, zdolnością produkcyjną, wymaganiami dotyczącymi precyzji przetwarzanych części blaszanych, partią produkcyjną i ekonomią przetwarzania.
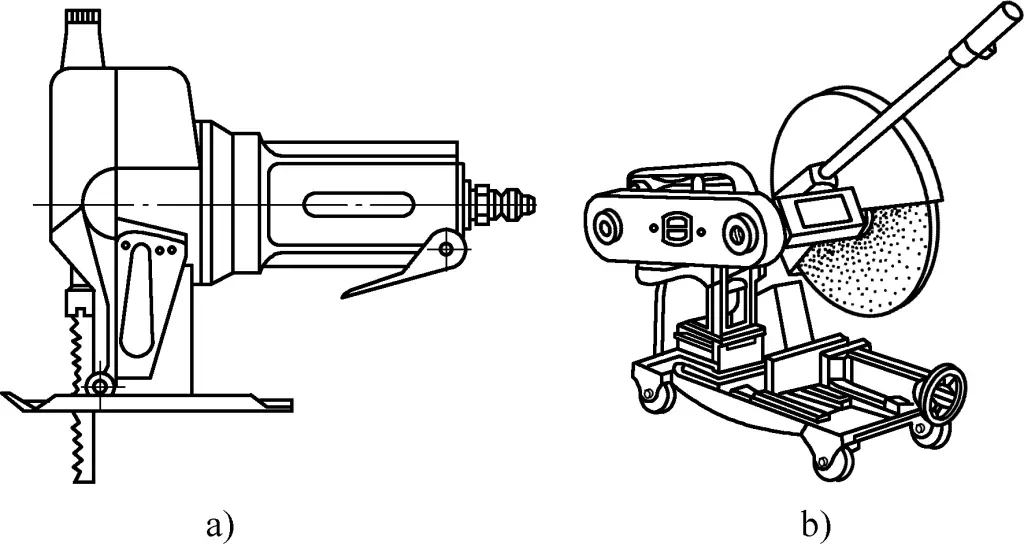
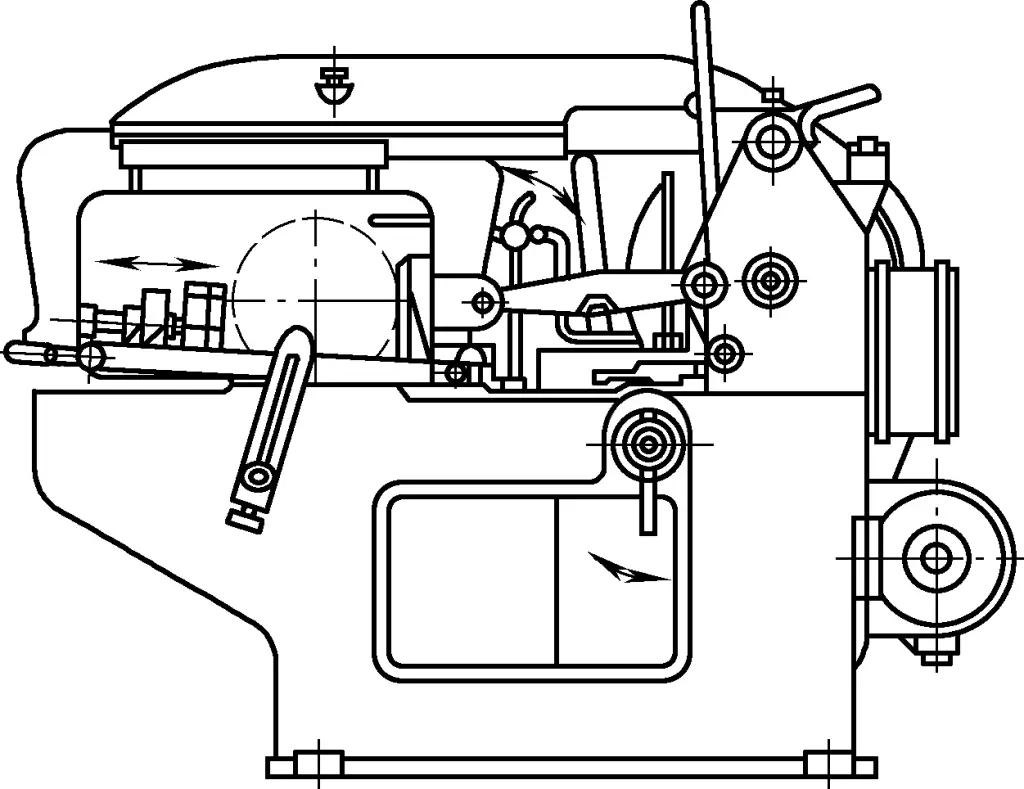
Spośród powszechnie stosowanych metod cięcia wymienionych powyżej, najczęściej stosowanymi w produkcji są: ścinanie przez nożyce do blachywykrawanie, cięcie płomieniem oksyacetylenowym, cięcie plazmowe, cięcie laserowe i niektóre procesy cięcia. Rysunki 1a i 1b przedstawiają popularne ręczne piły pneumatyczne i przecinarki tarczowe używane do cięcia ręcznego. Rysunek 2 przedstawia popularną maszynę do cięcia łukowego.
Ścinanie to metoda obróbki, w której płyty, profile i pręty są rozdzielane wzdłuż z góry określonych prostych lub zakrzywionych linii za pomocą specjalistycznego sprzętu lub narzędzi do ścinania, uzyskując w ten sposób różne proste i zakrzywione półfabrykaty (czasami także kształty wewnętrzne). Nadaje się do wszystkich rodzajów materiałów z wyjątkiem hartowanej stali i twardych kruchych materiałów (takich jak żeliwo, ceramika, szkło, węglik spiekany itp.).
Ręczne ścinanie jest ważną częścią umiejętności obróbki blachy, która obejmuje podawanie, usuwanie nadmiaru materiału itp. Niemal wszystkie kształty części z cienkiej blachy mogą być ścinane ręcznie. Ręczne ścinanie jest elastyczne i wygodne, prawie bez ograniczeń.
Narzędzia do ręcznego ścinania obejmują nożyczki proste, nożyczki zakrzywione, pneumatyczne nożyczki proste i pneumatyczne nożyce do wykrawania (patrz rysunek 3).

a) Nożyczki proste
b) Zakrzywione nożyczki
c) Pneumatyczne nożyczki proste
d) Pneumatyczne nożyce do wykrawania
Nożyce proste to obsługiwane ręcznie nożyce z prostymi krawędziami tnącymi, używane do ścinania prostych konturów blach, zdolne do ścinania blach aluminiowych o grubości do 1,5 mm i blach stalowych o grubości do 1 mm. Nożyce zakrzywione mają krawędzie tnące po łuku, używane do ścinania zakrzywionych konturów blach, zdolne do ścinania blach aluminiowych o grubości do 2 mm i blach stalowych o grubości do 0,8 mm. Przenośne nożyce pneumatyczne to częściowo zmechanizowane nożyce ręczne, zdolne do cięcia blach o grubości do 2,5 mm.
1) Techniki ręcznego strzyżenia
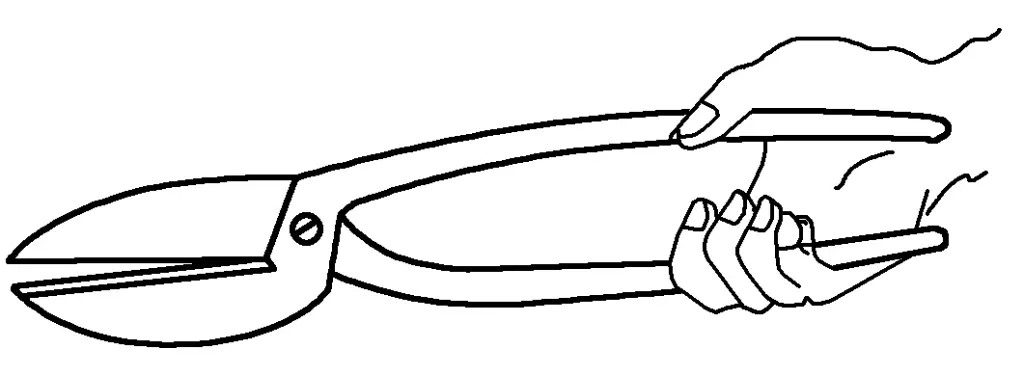
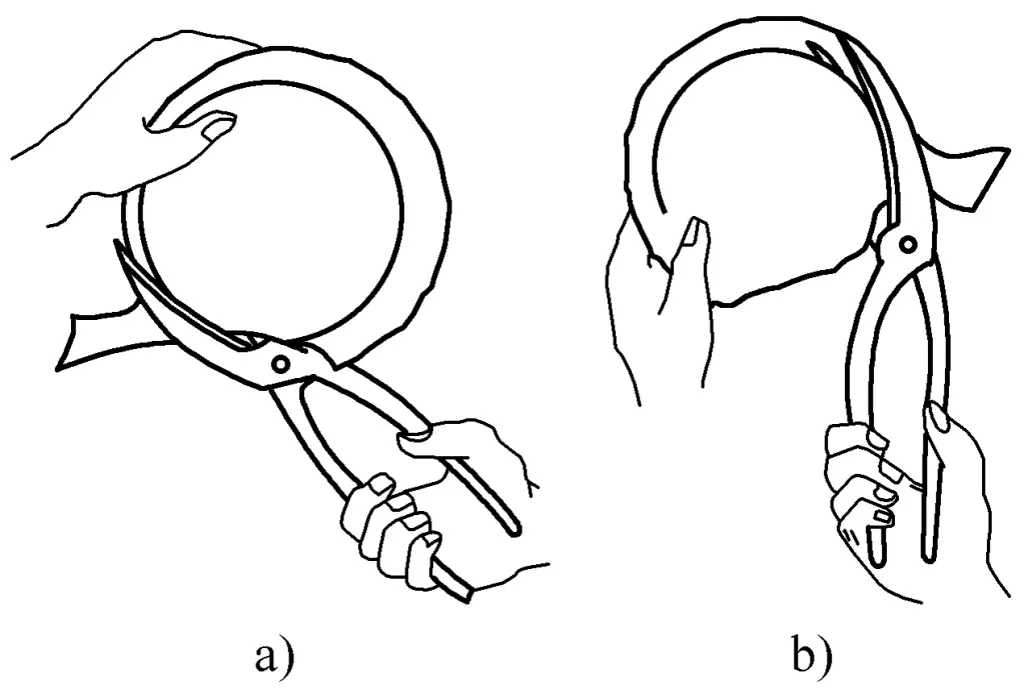
Ogólnie rzecz biorąc, podczas ręcznego ścinania cienkich płyt, zwyczajowo trzyma się nożyczki prawą ręką, a materiał lewą ręką. Rysunek 4 przedstawia prawidłową metodę trzymania nożyczek; uchwyt nożyczek nie powinien wystawać zbyt długo z dłoni, aby ułatwić wywieranie siły na uchwyt, a końcówka nie powinna być trzymana wewnątrz dłoni, aby uniknąć niewygodnego chwytania prawą ręką.
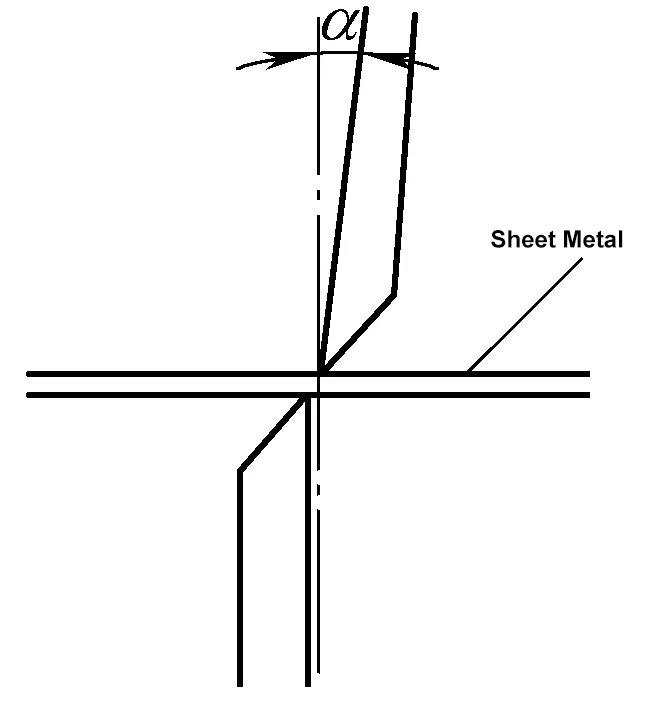
Lewa ręka trzyma materiał i podaje go w kierunku ścinania, wyrównując górne ostrze z linią ścinania (styczną do linii prostej lub zakrzywionej). Podczas ścinania górne ostrze powinno mocno dociskać materiał, a kąt ostrza powinien być dostosowany tak, aby ułatwić użycie siły, jak pokazano na rysunku 5.
Na początku strzyżenia oba ostrza powinny otwierać się tylko do 3/4 długości ostrza. Pod koniec każdego cięcia ostrza nie powinny się całkowicie zamykać, pozostawiając 1/4 długości ostrza. Innymi słowy, nożyczki powinny tylko częściowo otwierać się i zamykać od pozycji 1/4 do pozycji 3/4 długości ostrza, przy czym każda długość cięcia powinna wynosić około 1/2 długości ostrza, jak pokazano na rysunku 6.
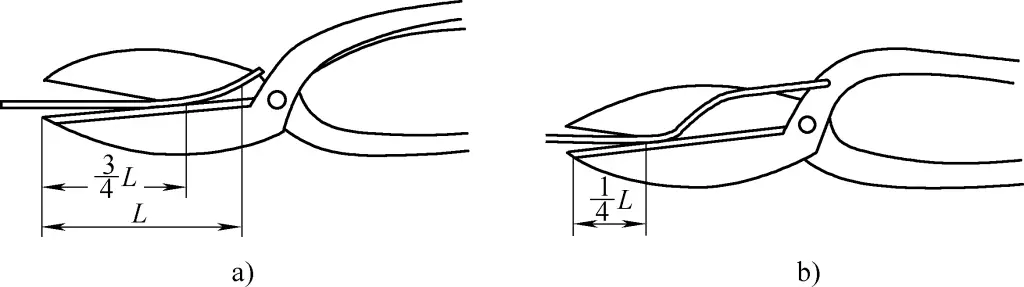
a) Rozpoczęcie ścinania
b) Końcówki ścinające
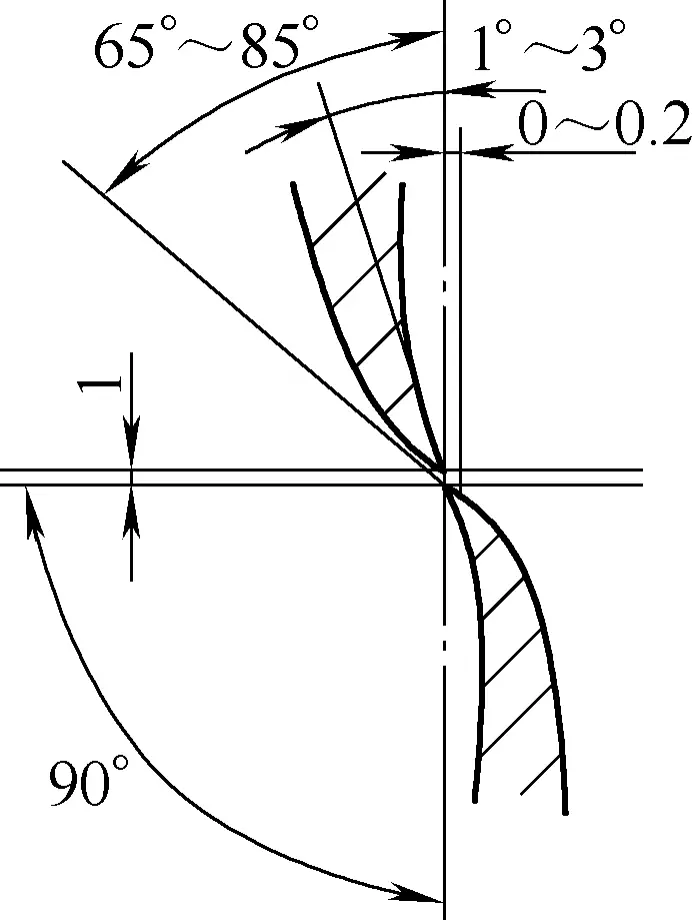
Podczas zamykania ostrza należy stosować ciągły nacisk wzdłuż linii cięcia, a krawędzie tnące powinny zachodzić na siebie. Pomiędzy dwoma ostrzami należy zachować odstęp od 0 do 0,2 mm, przy czym mniejsze wartości należy stosować w przypadku cieńszych materiałów, a większe w przypadku grubszych materiałów, jak pokazano na rysunku 7.
2) Metoda cięcia linii prostych
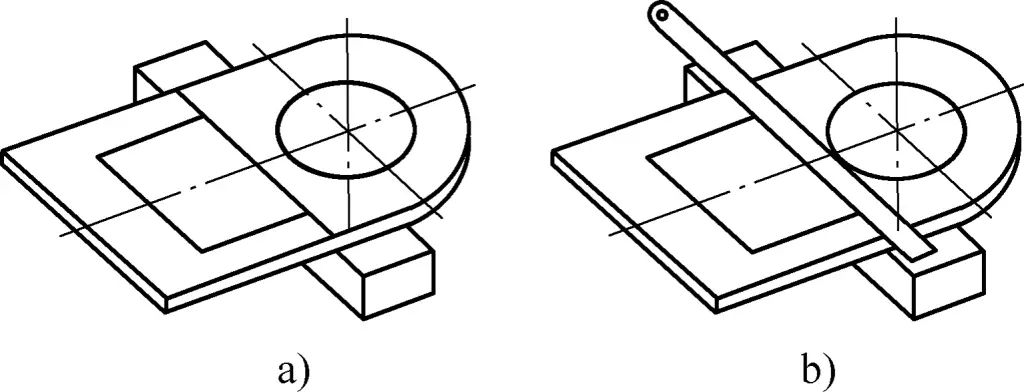
Rysunki 8a i 8b przedstawiają odpowiednio prawidłowe i nieprawidłowe kierunki cięcia linii prostych.
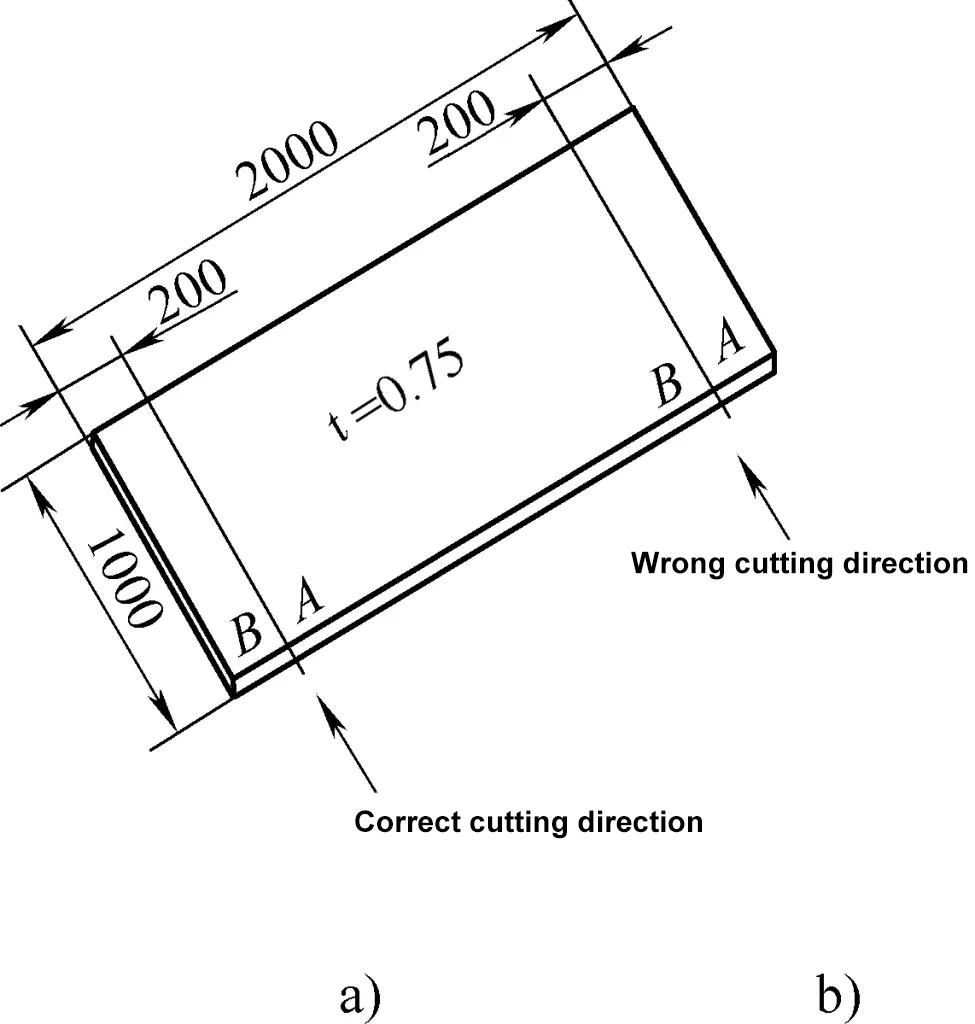
Rysunek 8a pokazuje prawidłowy kierunek, ponieważ podczas procesu cięcia prawa ręka trzyma korpus nożyczek, prawa stopa stoi na punkcie A, a lewa ręka trzyma punkt B. Gdy cięcie się pogłębia, lewa ręka powinna unieść się, aby pomóc w rozerwaniu w punkcie cięcia i zrobić miejsce dla dolnego korpusu nożyczek. Ponieważ płytka B jest mała, można ją łatwo podnieść, dzięki czemu jest to prawidłowy kierunek. Z drugiej strony, na rysunku 8b, obszar i waga punktu B są większe, co utrudnia podniesienie materiału i głębokie cięcie, a zatem jest to nieprawidłowy kierunek.
3) Metoda cięcia narożników wklęsłych i materiałów kątowych
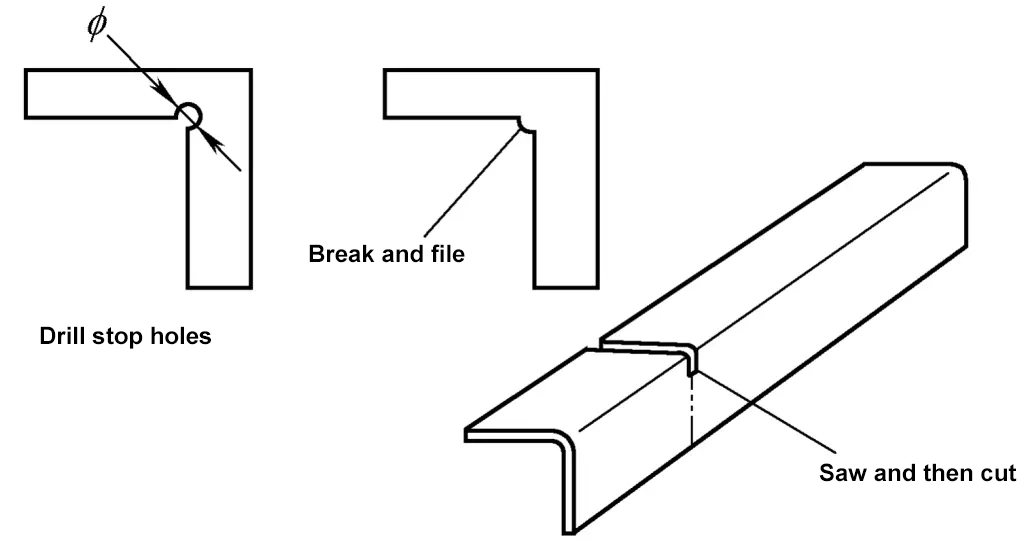
Jeśli linia cięcia na blasze tworzy wklęsły kształt przedmiotu obrabianego, tak zwany wklęsły narożnik, należy wywiercić otwór ograniczający pękanie na przecięciu wklęsłej linii cięcia lub pozostawić pewną odległość bez cięcia.
Celem wiercenia otworu ograniczającego pękanie jest zapewnienie, że pozycje końcowe linii cięcia po obu stronach spadną na otwór ograniczający pękanie podczas cięcia lub pozostawienie pewnej odległości bez cięcia, aby końce ścinania nie pozostawiły śladów na przecięciu przedmiotu obrabianego, zapobiegając w ten sposób punktom koncentracji naprężeń.
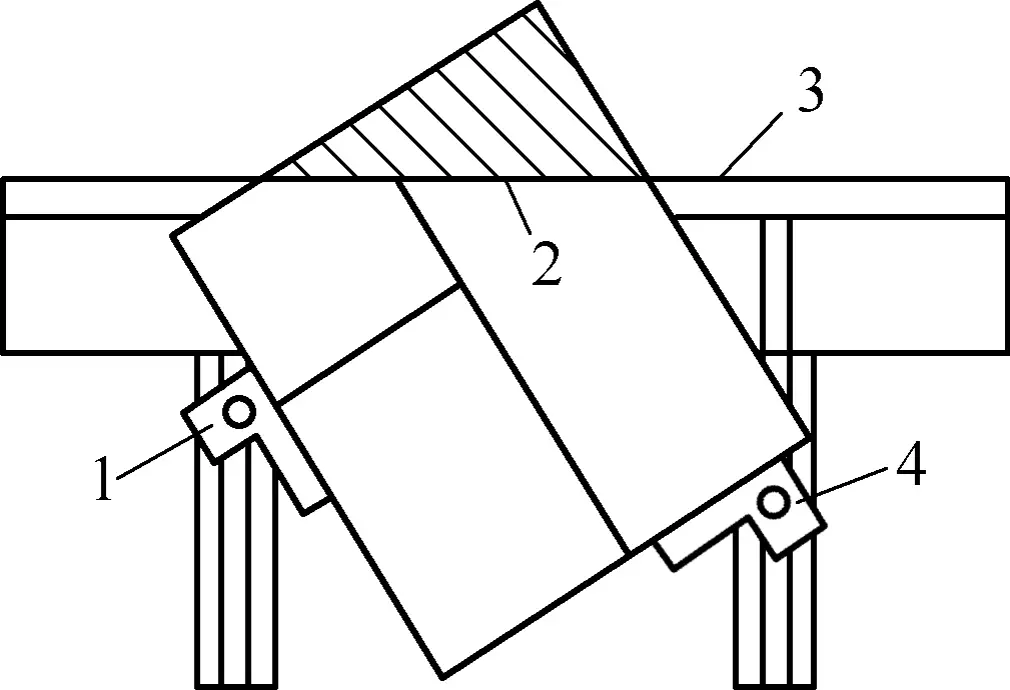
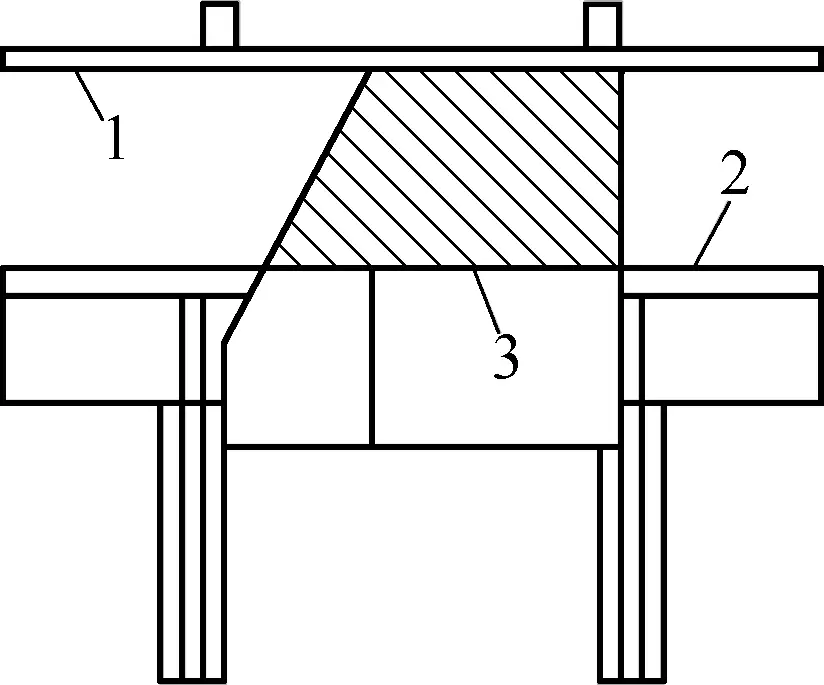
Ogólnie rzecz biorąc, na przecięciu linii cięcia pozostawia się pewną odległość bez cięcia, połączenie jest następnie przerywane ręcznie, a na koniec używany jest pilnik w celu uzyskania wymaganego kształtu i wymiarów. W przypadku cięcia części ukośnych można najpierw przepiłować korzeń, a następnie przeciąć linię nożyczkami, jak pokazano na rysunku 9.
4) Metoda cięcia krzywych
Gdy linia cięcia jest krzywa, kierunek ruchu nożyczek powinien podążać za krzywą bez zakrywania linii cięcia, aby umożliwić operatorowi kontrolowanie górnego ostrza w celu utrzymania styczności z krzywą, jak pokazano na rysunku 10.
a) Kierunek zgodny z ruchem wskazówek zegara
b) Kierunek przeciwny do ruchu wskazówek zegara
Metoda wycinania otworów wewnętrznych polega na utworzeniu najpierw otworu technologicznego w blasze, a następnie stopniowym powiększaniu go wzdłuż linii cięcia za pomocą zakrzywionych nożyczek w sposób spiralny. W przypadku większych otworów wewnętrznych preferowane jest cięcie nożycami wibracyjnymi.
Podczas cięcia blachy często występują takie problemy, jak niekompletne cięcie, odchylenia wymiarowe, przerywane i nieprostoliniowe linie cięcia, nacięcia i nadmierne zadziory. Poniżej analizujemy te kwestie i przedstawiamy odpowiednie rozwiązania.
1) Niekompletne cięcie blachy
Głównymi przyczynami niekompletnego cięcia są:
① Szczelina między górną i dolną łopatką jest zbyt duża. Różne szczeliny są odpowiednie dla różnych grubości blachy. Zbyt mała szczelina może prowadzić do zużycia ostrza i zwiększenia siły cięcia, podczas gdy zbyt duża szczelina może powodować obracanie się materiału i niekompletne cięcie. Rozwiązaniem jest odpowiednia regulacja szczeliny ostrza.
Rysunek 11 przedstawia metody regulacji szczeliny. Na Rysunku 11a metoda zwężania szczeliny polega na uderzaniu w krawędź łba nitu, wywierając nacisk na wypukłą podkładkę nożyczek, powodując przesunięcie części metalu w dół i zmniejszenie szczeliny ostrza. Nie używaj nadmiernej siły; zwykle wystarczą dwa lub trzy lekkie uderzenia wokół krawędzi.
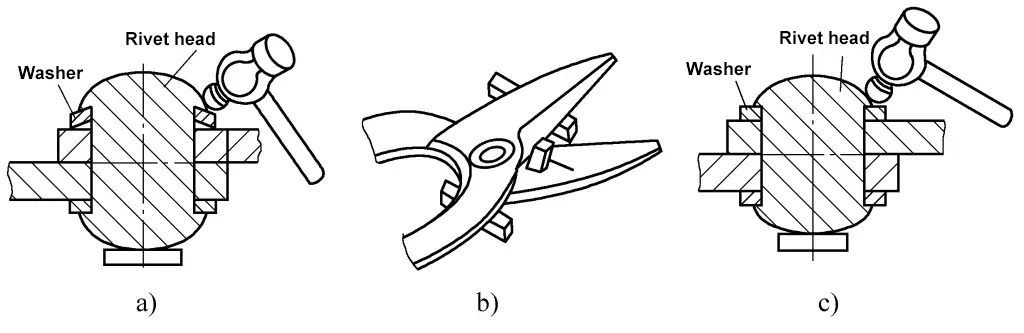
Na rysunku 11b metoda poszerzania szczeliny polega na umieszczeniu stałego wspornika pod jednym ostrzem i uchwytem (im bliżej osi obrotu, tym lepiej), a następnie uderzeniu drugiego ostrza (ponownie, im bliżej osi obrotu, tym lepiej). Nie używaj nadmiernej siły; zwykle wystarczą dwa lub trzy lekkie uderzenia.
Jeśli wypukła podkładka stała się płaska (jak pokazano na rysunku 11c), żadna ilość uderzeń młotkiem nie wyreguluje szczeliny. Rozwiązaniem w tym przypadku jest wymiana nitu i wypukłej podkładki.
Tępe ostrze. Rozwiązaniem jest naostrzenie ostrza.
③ Blacha jest zbyt gruba, przekraczając zakres cięcia ręcznego.
2) Odchylenie wymiarowe podczas cięcia
Głównym powodem odchyleń wymiarowych jest to, że górne ostrze nożyc nie jest wyrównane z linią cięcia na blasze. W przypadku prostych linii cięcia górne ostrze musi być wyrównane i dociśnięte wzdłuż linii. W przypadku linii zakrzywionych nożyczki powinny unikać zakrywania narysowanej linii, a górne ostrze powinno dociskać blachę i pozostawać styczne do linii podczas cięcia.
3) Przerwane i nieprostoliniowe linie cięcia
Jest to spowodowane przez:
① Luźne połączenie między nożycami a blachą podczas kolejnych cięć. Ciągłe wyrównywanie górnego ostrza z linią może zapobiec temu zjawisku.
② Długotrwałe użytkowanie powoduje wygięcie ostrzy, tworząc krzywiznę na zewnątrz lub do wewnątrz. Rozwiązaniem jest wyprostowanie ostrza lub wymiana nożyczek.
4) Cięcia
Głównymi przyczynami wad cięcia są
① Niewywiercenie otworów ograniczających pęknięcia we wklęsłym narożniku przedmiotu obrabianego lub pozostawienie ścinania poza linią, pozostawiając nieobcięte linie, które stają się punktami koncentracji naprężeń, ostatecznie prowadząc do różnych pęknięć. Jedynym rozwiązaniem jest wywiercenie otworów ograniczających pęknięcia lub pozostawienie marginesów na piłowanie.
② Górne i dolne szczeliny ostrza są zbyt małe, co powoduje zamknięcie całego ostrza i przytrzaśnięcie części podczas cięcia. Rozwiązaniem jest dostosowanie szczeliny ostrza i unikanie całkowitego zamykania ostrzy podczas cięcia, pozostawiając jedną czwartą długości ostrza, a następnie wykonując dalsze cięcia.
5) Nadmierne zadziory
Głównymi przyczynami nadmiernych zadziorów są
① Nieprawidłowa szczelina ostrza, zbyt duża lub zbyt mała, powodująca powstawanie dużych zadziorów. Rozwiązaniem jest dostosowanie odstępu i kilkukrotne wykonanie cięcia testowego w celu znalezienia optymalnego odstępu.
Tępe ostrza. Tępe ostrza powodują również nadmierne zadziory, dlatego regularne ostrzenie ostrzy poprawia jakość produktu i wydajność przetwarzania.
Podczas cięcia blachy należy zwrócić uwagę na następujące kwestie:
1) Podczas ręcznego cięcia cienkich blach, powierzchnie tnące ostrzy muszą pozostawać prostopadłe do powierzchni blachy, aby utrzymać ostrza w najbardziej efektywnej pozycji cięcia. Przechylanie powierzchni tnącej względem powierzchni blachy jest zabronione, ponieważ powoduje nadmierne zadziory, a nawet niekompletne cięcia lub zaciskanie przedmiotu obrabianego między płaszczyznami obrotu ostrzy.
2) Siła cięcia wywierana przez ostrza na obrabiany przedmiot powinna być ciągła i płynna. Podczas cięcia grubszych arkuszy należy unikać uderzania w tylną część nożyczek w celu zwiększenia siły cięcia, ponieważ może to uszkodzić krawędzie ostrzy i przekształcić krzywe w przerywane linie, wpływając na jakość cięcia. Zamiast tego należy wydłużyć uchwyty nożyczek, np. poprzez przymocowanie stalowej rury, aby zwiększyć siłę cięcia.
Podobnie jak ręczne cięcie, ręczne dłutowanie jest ważną umiejętnością cięcia blachy, zwykle używaną do cięcia blach grubszych niż 3 mm. Dłutowanie wykonuje się przy użyciu dłuta i młota kowalskiego.
Dłutowanie wykorzystuje ruch tnący ostrza dłuta do obróbki przedmiotu obrabianego. Główną cechą ręcznego dłutowania jest to, że nie jest ono ograniczone pozycją roboczą ani kształtem części, dzięki czemu operacja jest prosta i elastyczna.
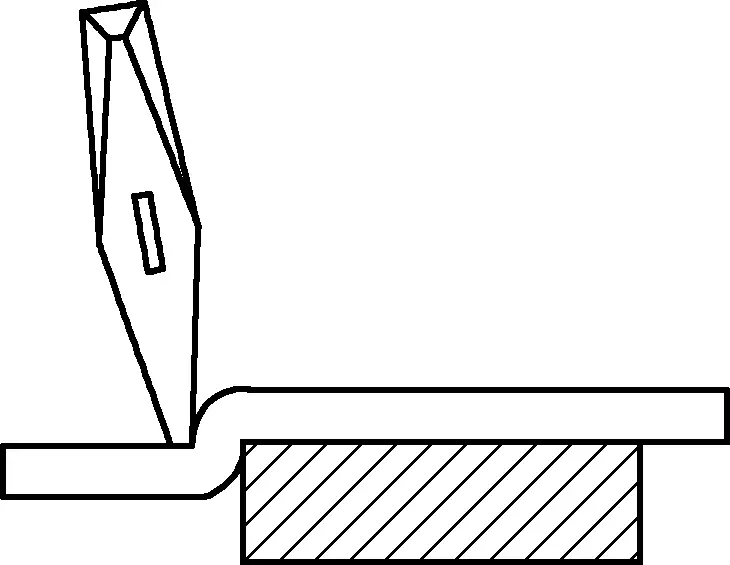
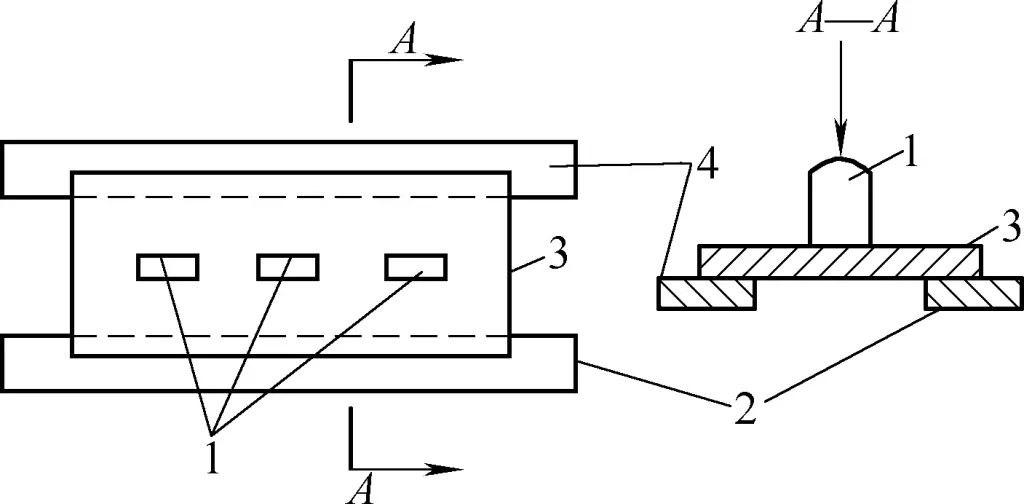
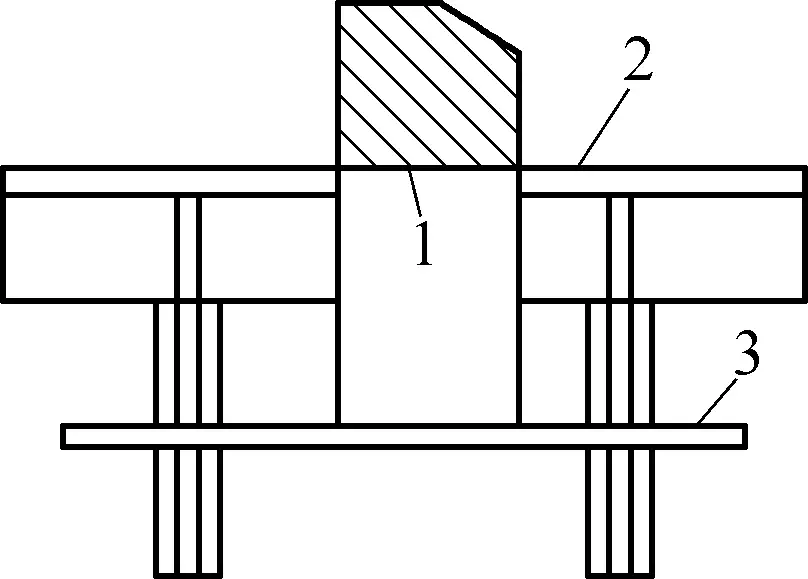
Powszechnie używane ręczne narzędzia tnące - kezi, podzielone na górne kezi i dolne kezi, jak pokazano na rysunku 12. Wśród nich dolne kezi jest zwykle wykonane z odpadowych ostrzy nożyczek lub przetworzone ze stalowych szyn (patrz rysunek 12b).
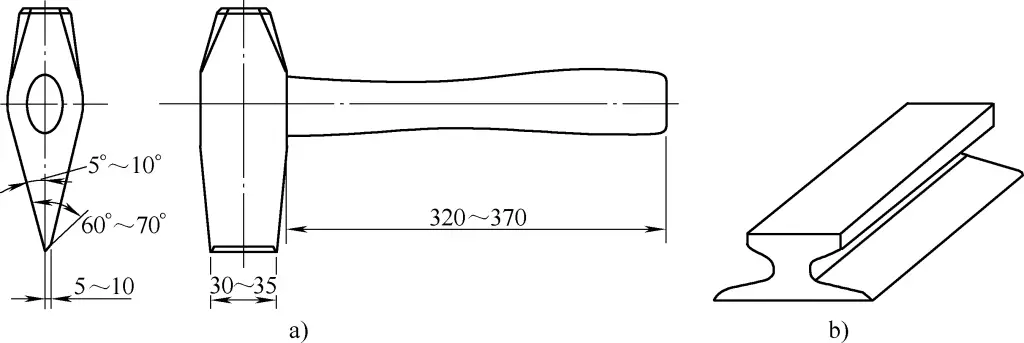
a) Wymiary górnego kezi
b) Dolne kezi
Ostrze górnej części kezi ma asymetryczny kształt klina. Podczas cięcia lewa strona końcówki ostrza (patrz rysunek 12a) jest częścią półfabrykatu, a prawa strona jest częścią odpadową. Pod wpływem siły uderzenia na górze, końcówka ostrza kezi jest wciskana w materiał części wzdłuż osi kezi.
Gdy końcówka ostrza zaklinuje się w większej części blachy, ze względu na znaczną siłę ściskającą po stronie odpadu asymetrycznego ostrza w kształcie klina, blacha zostanie rozerwana wzdłuż linii końcówki ostrza, zanim końcówka ostrza dotrze do dolnej części blachy, oddzielając materiał.
Jak widać na rysunku 12a, przekrój poprzeczny końcówki ostrza kezi różni się od przekroju ogólnych narzędzi. Gruba i szeroka końcówka ostrza zapewnia, że kezi nie odkształca się ani nie pęka pod wpływem znacznej siły uderzenia i zapobiega osadzaniu się końcówki ostrza w twardych i kruchych materiałach, co mogłoby spowodować pęknięcie lub wyrzucenie i potencjalnie spowodować obrażenia. Zapewnia to przede wszystkim funkcję oddzielania materiałów (zwłaszcza blachy).
Przed przystąpieniem do ręcznego cięcia przedmiotu obrabianego należy najpierw zapoznać się z rysunkiem części, zrozumieć kształt i wymiary przedmiotu obrabianego. Wybrany kezi powinien mieć uchwyt o długości około 320-370 mm, z ostrzem o grubości około 5-10 mm, jak pokazano na rysunku 12a.
Podczas cięcia ręcznego dłoń powinna być skierowana w dół, trzymając uchwyt kezi w odległości około 30-40 mm od końca uchwytu kezi.
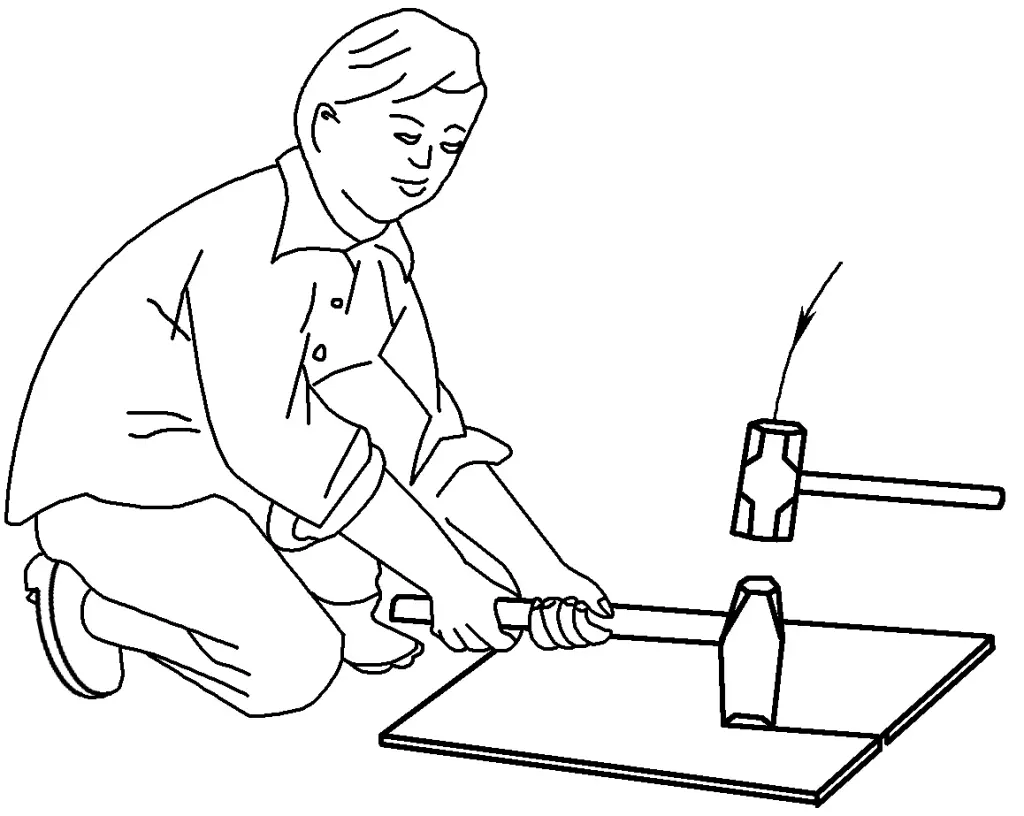
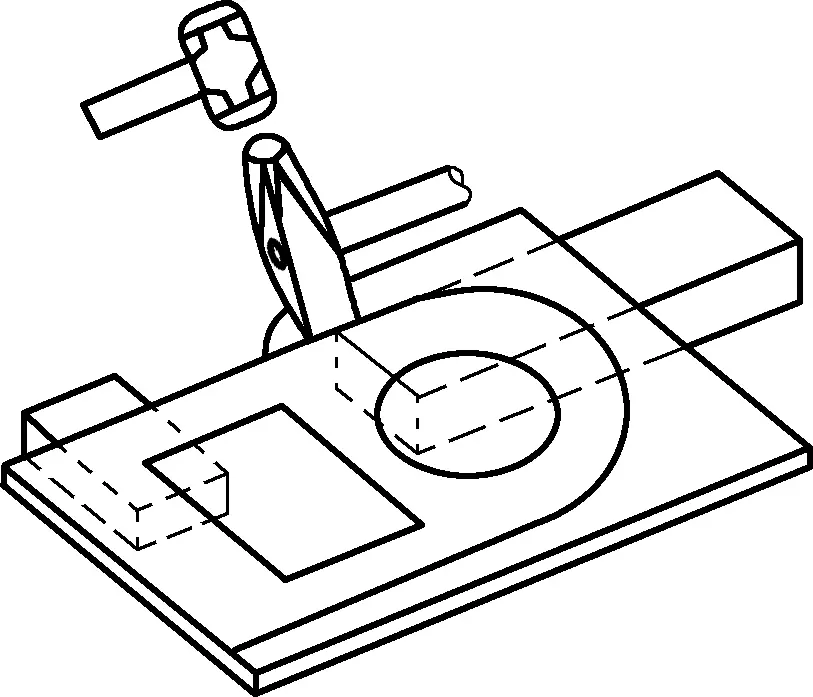
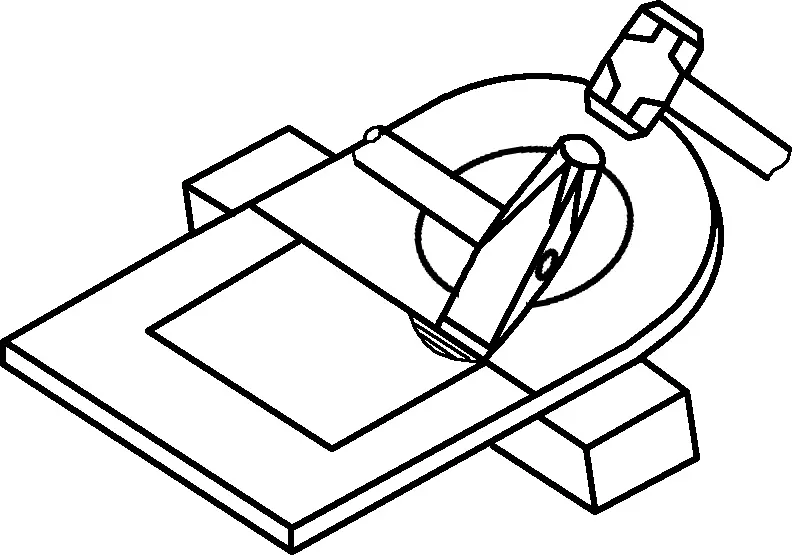
Cięcie jest wykonywane przez dwie osoby pracujące razem. Osoba trzymająca uchwyt kezi chwyta go mocno obiema rękami, co sprawia, że kezi jest lekko pochylony. Po wyrównaniu końcówki ostrza z linią na blasze, osoba ta prostuje kezi, staje nieco pionowo i skupia się na końcówce ostrza. Następnie druga osoba uderza młotem kowalskim w górną część kezi, upewniając się, że uderzenia są proste i dokładne. Podczas cięcia oznaczonych stalowych płyt na platformie, osoba trzymająca uchwyt kezi powinna przykucnąć, pochylić się lekko do przodu, ale trzymać głowę pionowo i lekko do tyłu.
Pochylenie się do przodu pomaga utrzymać uchwyt stabilnie w pionie, a trzymanie głowy lekko z tyłu ułatwia obserwację linii, wyrównanie i uniknięcie przypadkowych błędów ze strony użytkownika młotka. Lewa stopa powinna być lekko wysunięta do przodu, z łydką pionowo do ziemi, udem między dwoma ramionami, a prawa stopa powinna być lekko odchylona do tyłu, z podeszwą dotykającą ziemi, jak pokazano na rysunku 13.
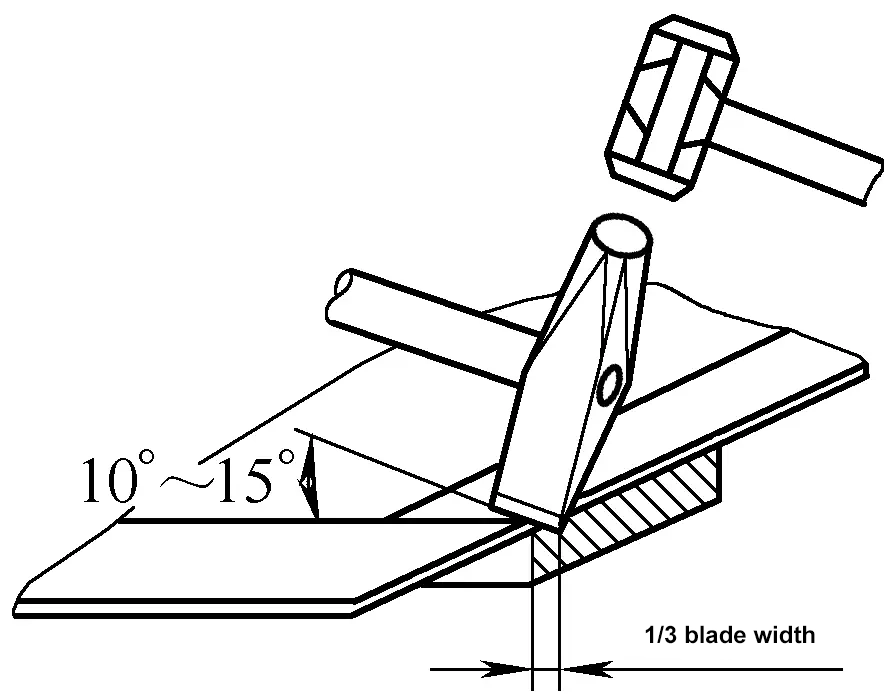
Podczas cięcia wyrównaj przedni koniec ostrza kezi z linią roboczą, upewniając się, że kezi nie jest całkowicie wciśnięte w blachę. Cięcie należy rozpocząć od krawędzi blachy, przy czym 1/3 ostrza kezi powinna wystawać poza krawędź blachy i być wyrównana z dolnym ostrzem kezi.
Po przecięciu krawędzi arkusza wyrównaj ostrze z linią, aby kontynuować cięcie w dół. W tym momencie tylna część ostrza powinna być odchylona do góry o 10°-15°, aby ułatwić obserwację linii, skupić siłę uderzenia na przedniej części kezi i zapewnić ciągłe cięcie arkusza, jak pokazano na rysunku 14.
Po wbiciu górnej części kezi, szybko przechyl tylny koniec ostrza do góry, aby przedni koniec ostrza przesunął się do tyłu wzdłuż rowka tnącego, aż linia cięcia zostanie całkowicie zakończona. W przypadku zbliżania się do końca cięcia, uderzaj delikatnie, aby uniknąć uszkodzenia ostrza i powierzchni platformy.
Podczas procesu cięcia, ze względu na działanie końcówki ostrza, blacha będzie wyginać się na boki i wypaczać z powodu miejscowego wytłaczania, dlatego po cięciu należy zastosować spłaszczoną korektę.
Po zakończeniu cięcia należy niezwłocznie oczyścić obszar roboczy.
Pomimo różnorodności części blaszanych przeznaczonych do cięcia, etapy i metody procesu cięcia są zasadniczo takie same. Poniższy szczegółowy opis etapów i metod cięcia ręcznego przedstawiono na przykładzie.
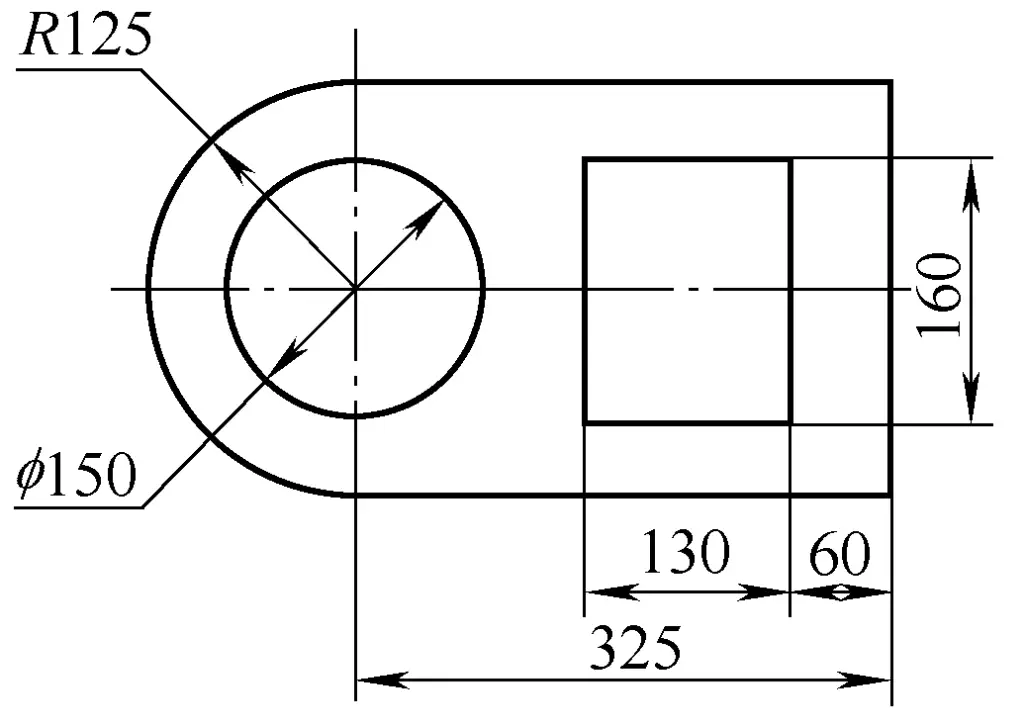
Przedmiot obrabiany pokazany na rysunku 15 jest wykonany z blachy stalowej Q235A o grubości 4 mm. Narożniki wewnętrznego otworu nie mogą pęknąć po cięciu. Kroki i metody cięcia są następujące:
1) Znakowanie
Przygotuj blachę do obróbki, użyj szablonu do znakowania lub bezpośrednio narysuj wzór na blasze w skali 1:1. Aby ułatwić dokładne wyrównanie, najpierw określ punkt początkowy cięcia, a następnie narysuj linię początkową do krawędzi blachy, aby wyrównać ją z dolnym ostrzem kezi, jak pokazano na rysunku 16.
1-Linia startowa
2-Dolne ostrze kezi
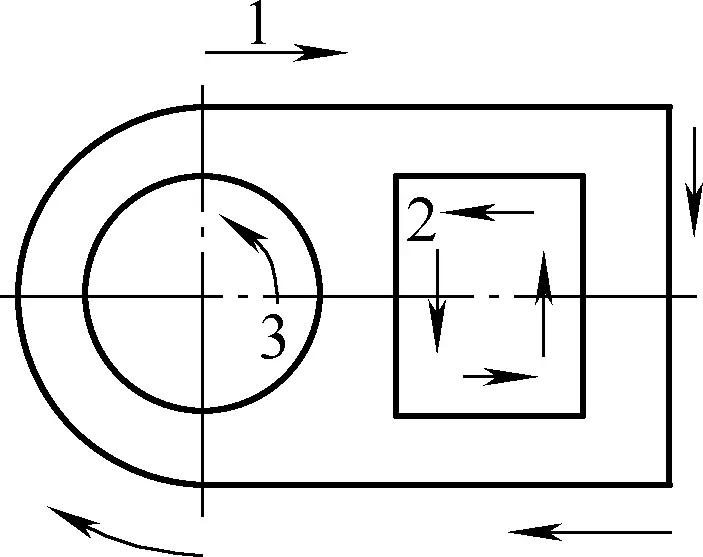
2) Określenie kolejności cięcia
Przeanalizuj wzór przedmiotu obrabianego i określ kolejność cięcia. Ogólnie rzecz biorąc, kolejność cięcia jest następująca: najpierw kształt zewnętrzny, a następnie otwory wewnętrzne; najpierw linie proste, a następnie krzywe; najpierw całe części, a następnie sekcje. Sekwencja cięcia dla elementu pokazanego na rysunku 15 została przedstawiona na rysunku 17.
3) Cięcie odcinków prostych
Metoda cięcia dla odcinków prostych jest następująca:
① Rozpocząć cięcie.
Połóż arkusz płasko na dolnej krawędzi tnącej, z nadmiarem materiału wystającym poza krawędź tnącą, dokładnie wyrównując go z linią cięcia, tak aby pokrywała się z dolną krawędzią. Położenie i kąt noża są takie, jak pokazano na rysunku 14.
Podczas rozpoczynania cięcia siła uderzenia powinna być mniejsza, aby umożliwić regulację, jeśli cięcie początkowe nie jest dokładne, zapobiegając uszkodzeniu krawędzi tnących w wyniku kolizji. Po potwierdzeniu, że cięcie początkowe jest dokładne, należy kontynuować przyrostowe proste cięcie wzdłuż dolnej krawędzi tnącej.
② Cięcie.
Podczas procesu cięcia należy upewnić się, że linia cięcia arkusza jest wyrównana z dolną krawędzią, utrzymując odpowiedni kąt górnego noża i utrzymując obie krawędzie blisko siebie. Niezastosowanie się do tego wymogu może skutkować niekompletnymi cięciami i deformacją przy zginaniu, jak pokazano na rysunku 18.
Aby poprawić jakość cięcia, należy stale korygować wszelkie odchylenia i dostosowywać siłę uderzenia. Wymaga to od operatora zachowania czujności i ścisłej koordynacji, a młotowiertarka musi postępować zgodnie z poleceniami uchwytu tnącego.
4) Cięcie zakrzywionych sekcji
Metoda cięcia dla zakrzywionych sekcji jest następująca:
① Rozpocząć cięcie.
Gdy cięcie dociera do zakrzywionego odcinka, najpierw odetnij nadmiar materiału z ukończonego odcinka prostego, aby uniknąć zakłóceń. Aby zminimalizować deformację, umieść okrągłą część na dolnej krawędzi i stale obracaj obrabiany przedmiot, zawsze używając końca dolnej krawędzi do cięcia (patrz Rysunek 19).
② Cięcie.
Podczas wycinania krzywych zarówno górna, jak i dolna krawędź są proste, więc każde cięcie tworzy tylko segment. Istotą wycinania krzywych jest wycinanie prostych segmentów wzdłuż stycznych krzywej, tworząc wielokąt, który przybliża krzywą. Im krótsze segmenty, tym bliżej krzywej.
Wymogiem dla krzywych cięcia jest minimalizowanie każdego cięcia i częste obracanie arkusza; uderzenia młotka powinny być krótkie i o odpowiedniej sile.
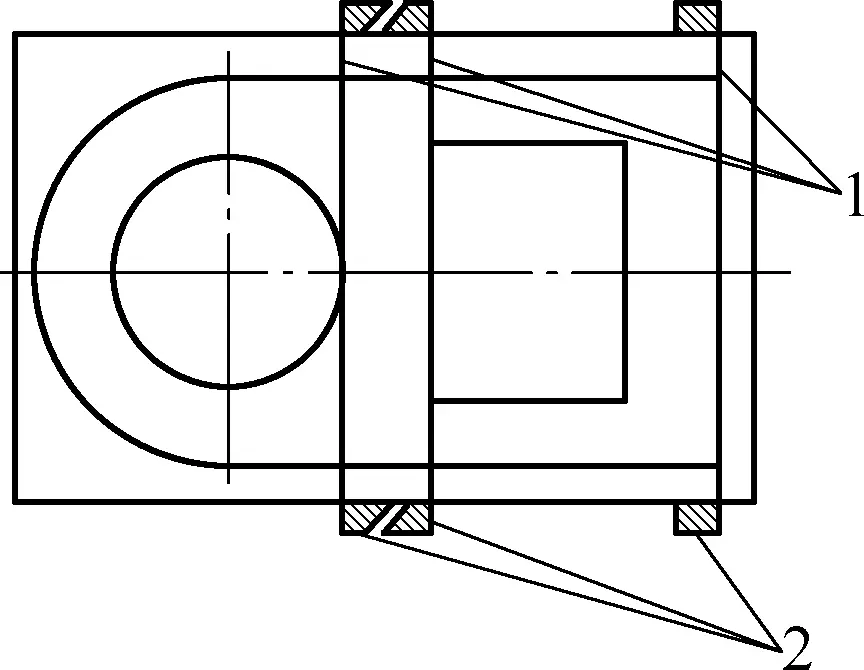
5) Wycinanie wewnętrznych otworów kwadratowych
Aby zapewnić dokładne otwarcie wewnętrznych kwadratowych otworów, wyrównaj je tak, jak pokazano na Rysunku 20. Aby rozpocząć cięcie, lekko uderz w górną krawędź w punkcie styku z arkuszem. Gdy początkowe cięcie osiągnie 2-3-krotność szerokości krawędzi, połóż górną krawędź płasko i przetnij ją całkowicie (patrz Rysunek 21). Po otwarciu metoda cięcia jest taka sama jak w przypadku odcinków prostych.
a) Wyrównaj za pomocą linii trasowania
b) Wyrównaj prostą krawędzią nad linią
6) Wycinanie wewnętrznych okrągłych otworów
W przypadku wycinania wewnętrznych okrągłych otworów należy najpierw wybrać punkt początkowy. Aby ułatwić rozpoczęcie cięcia, wybierz punkt, który umożliwia łatwe mocowanie i wyrównaj styczną w tym punkcie z dolną krawędzią (patrz Rysunek 22). Metoda cięcia jest podobna do wycinania łuków.
Podczas cięcia ręcznego siła cięcia jest przykładana przez drugą osobę uderzającą młotkiem w górną część noża. W momencie zetknięcia młotka z obcinakiem, linie środkowe młotka i obcinaka powinny być wyrównane i prostopadłe do płaszczyzny arkusza.
Postawa uchwytu musi być prawidłowa, chwyt stabilny, a ustawienie noża szybkie i dokładne. Młotek musi uderzać prosto i precyzyjnie, a obie strony muszą być skupione i skoordynowane.
Sprawdź otoczenie pod kątem pieszych podczas cięcia; zacznij od niskiej wysokości młota, aż zapewniona zostanie dokładność i stabilność, a następnie zwiększ wysokość i siłę młota.
Operatorzy nie powinni nosić rękawic podczas cięcia, zwłaszcza młotowiertarka, ponieważ rękawice zmniejszają wyczuwalność dotykową i mogą powodować utratę przyczepności, prowadząc do wypadków. Rękawice należy nosić podczas usuwania zadziorów, przenoszenia obrabianych przedmiotów i nadmiaru materiału, aby uniknąć obrażeń.
Należy często sprawdzać szczelność młota i przecinaka, upewniając się, że rękojeść jest zabezpieczona klinami przed poluzowaniem w wyniku długotrwałego użytkowania. Należy również naostrzyć i usunąć wszelkie zadziory z górnej części noża, aby zapobiec obrażeniom spowodowanym przez latające odłamki powstałe podczas uderzania młotem.
Gdy obrabiany element ma się odłamać, należy ciąć delikatnie lub użyć młotka ręcznego, aby uniknąć uszkodzenia krawędzi tnących lub powierzchni.
Nożyce mechaniczne wykorzystują specjalistyczny sprzęt do cięcia i oddzielania arkuszy, szeroko stosowany w cięciu blach ze względu na wysoką wydajność i precyzję.
Mechaniczny sprzęt do cięcia obejmuje nożyce gilotynowe, nożyce wibracyjne i nożyce obrotowe.
Nożyce gilotynowe są głównie używane do cięcia arkuszy w linie proste, działając na zasadzie użycia ostrzy liniowych na górnej i dolnej krawędzi tnącej.
Rysunek 23 przedstawia schemat zasady działania nożyc gilotynowych. Górne ostrze (8) jest przymocowane do uchwytu ostrza (1), a dolne ostrze (7) do stołu (4). Kulki (6) ułatwiają ruch arkusza, a tylny zderzak (9) jest pozycjonowany za pomocą sworznia pozycjonującego (10).
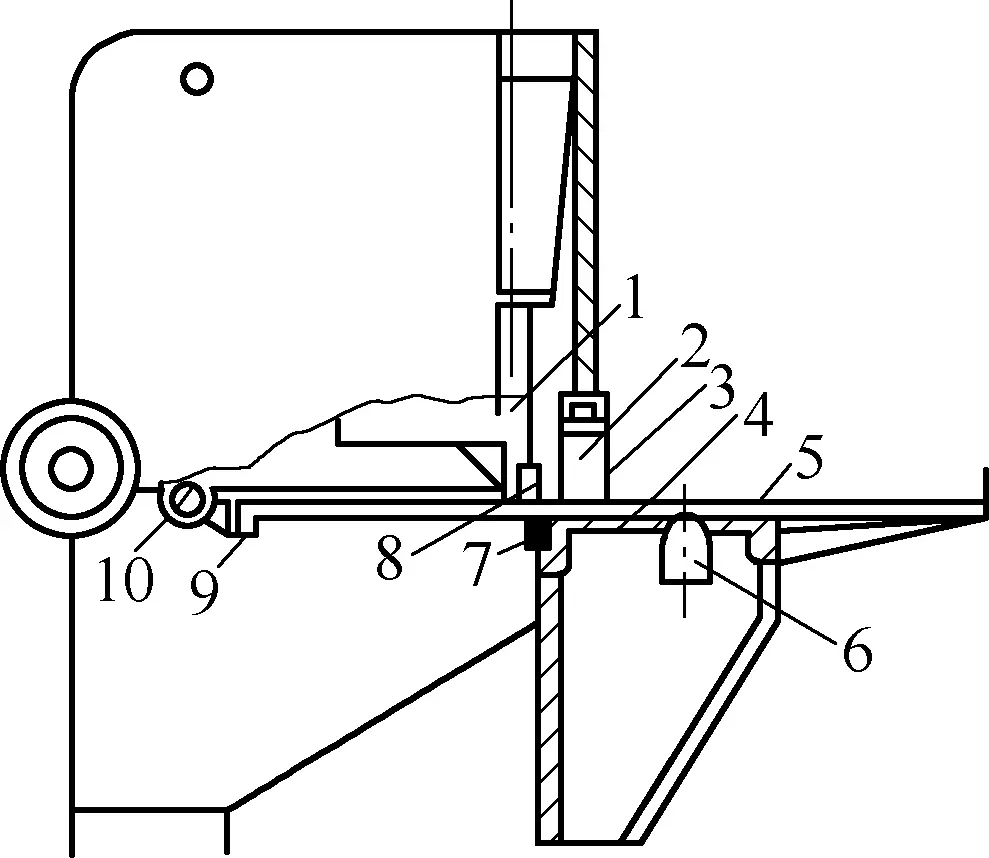
Uchwyt na 1 ostrze
2-hydrauliczny siłownik zaciskowy
Płyta z 3 pokrywami
4-Stół
5 arkuszy
6 kul
7-Dolne ostrze
8-Górne ostrze
9-tylny wskaźnik
10-pozycyjny sworzeń
Hydrauliczny siłownik dociskowy 2 służy do dociskania arkusza, zapobiegając jego obracaniu się podczas ścinania. Płyta ochronna 3 jest urządzeniem zabezpieczającym przed wypadkami przy pracy. Podczas pracy wał korbowy napędza suwak nożyc, tnąc materiał za pomocą względnego ruchu górnych i dolnych noży tnących.
Nożyce są podzielone na nożyce z przekładnią mechaniczną i nożyce z przekładnią hydrauliczną w oparciu o ich metody transmisji. Nożyce o grubości płyty mniejszej niż 10 mm mają głównie mechaniczną konstrukcję przekładni, podczas gdy te o grubości płyty większej niż 10 mm najczęściej wykorzystują hydrauliczne konstrukcje przekładni.
Nożyce wibracyjne są zwykle używane do cięcia w oparciu o linie lub szablony, powszechnie stosowane do obróbki arkuszy o grubości mniejszej niż 2 mm. Ich zasada działania polega na generowaniu szybkiego ruchu posuwisto-zwrotnego górnego ostrza względem dolnego ostrza poprzez przekładnię mechaniczną, tnąc arkusz na małe segmenty. W związku z tym może być również używana do cięcia zakrzywionych profili zewnętrznych i wewnętrznych o większych promieniach krzywizny. Jej budowę i zasadę działania zilustrowano na rysunku 24.
a) Wygląd
b) Górne i dolne ostrza
Nożyce krążkowe umożliwiają cięcie w linii prostej lub po krzywej. Wykorzystując cechę, że nożyce krążkowe mogą ciąć okrągłe lub zakrzywione kształty, mogą one zastąpić wykrojniki do cięcia lub przycinania dużych elementów. tłoczenie części w produkcji małoseryjnej, choć jakość ścinania i wydajność nie są wysokie. Nożyce krążkowe wykorzystują parę okrągłych ostrzy obracających się w przeciwnych kierunkach do ścinania blachy.
Rysunek 25a przedstawia strukturę i zasadę działania nożyc walcujących, a rysunki 25b, c i d przedstawiają kilka konfiguracji okrągłych ostrzy.
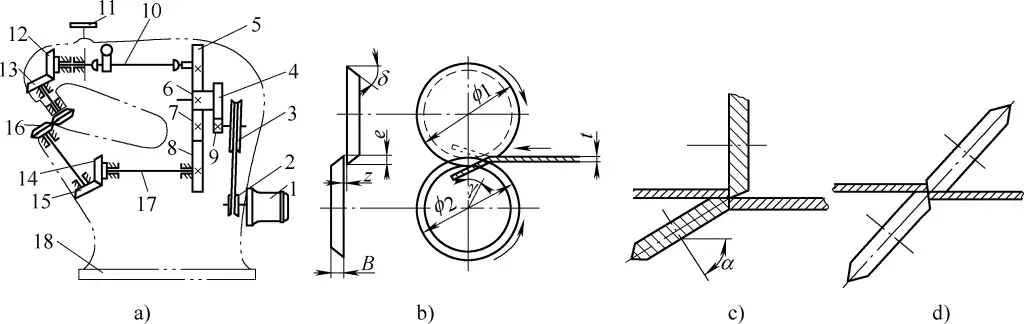
a) Struktura maszyny do ścinania rolkowego
b) Prosta konfiguracja okrągłych ostrzy
c) Pochylona prosta konfiguracja okrągłych ostrzy
d) Pochylona konfiguracja okrągłych ostrzy
1-Silnik
2, 3-krążki
4-9 biegów
10-Wał
11-Pokrętło
12-15-poziomowe koła zębate
16 ostrzy okrągłych
17-Wał napędowy
18-Base
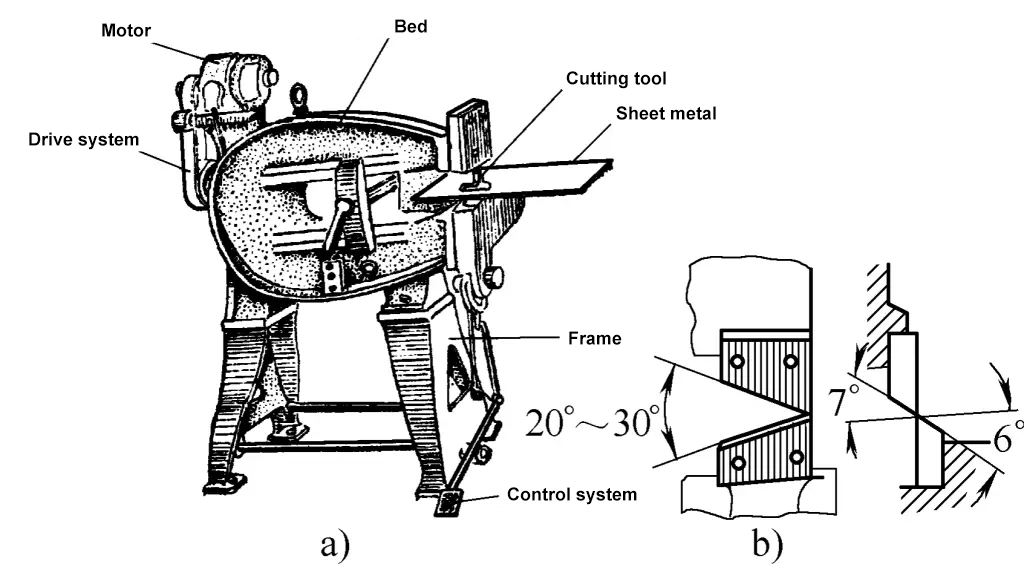
Nożyce dzielą się na nożyce z płaskim ostrzem i nożyce z ostrzem pochylonym, w zależności od sposobu montażu górnego i dolnego ostrza. Nożyce z pochylonymi ostrzami są bardziej pracochłonne niż nożyce z płaskimi ostrzami i są najczęściej używane do cięcia szerokich i cienkich blach. Rysunek 26a przedstawia schemat ścinania przy użyciu pochylonych ostrzy.
Nachylone ostrze ścinające może znacznie zmniejszyć siłę ścinającą. W nożycach z nachylonym ostrzem dolne ostrze jest poziome, a górne ostrze jest nachylone pod pewnym kątem do dolnego ostrza. Ponieważ górne ostrze ścinające jest nachylone, długość kontaktu między ostrzem a materiałem podczas ścinania jest znacznie mniejsza niż szerokość arkusza, co skutkuje większym skokiem, mniejszą siłą ścinania i płynniejszą pracą, dzięki czemu nadaje się do ścinania cienkich i szerokich arkuszy.
Zasadniczo kąt nachylenia φ górnego ostrza wynosi od 1° do 6°. Dla blach o grubości 3-10 mm, φ=1°-3°; dla blach o grubości 12-35 mm, φ=3°-6°. γ to kąt natarcia, który pomaga zmniejszyć rotację materiału podczas ścinania; α to kąt prześwitu, który pomaga zmniejszyć tarcie między ostrzem a materiałem. γ wynosi zazwyczaj 15°-20°, a α wynosi zazwyczaj 1,5°-3°.
Rysunek 26b przedstawia schematyczny diagram ścinania płaskiego ostrza przy użyciu maszyny do ścinania płaskiego ostrza. Cechą charakterystyczną ścinania płaskiego ostrza jest to, że ścina ono między równoległymi górnymi i dolnymi ostrzami. β wynosi zazwyczaj 0°-15°. Ten typ nożyc ma mały skok, ale dużą siłę ścinania i nadaje się do ścinania grubych i wąskich arkuszy.
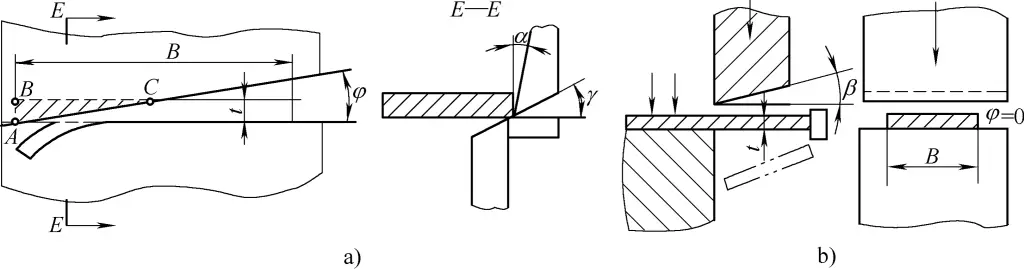
a) Ścinanie pochylonym ostrzem
b) Ścinanie płaskim ostrzem
Nożyce do blachy wykorzystują górne i dolne ostrza prostoliniowe do cięcia wykrojów blachy. Aby przyciąć wykroje do określonych kształtów i rozmiarów, nożyce są wyposażone w ograniczniki, składające się z ograniczników przednich, tylnych, bocznych i specjalistycznych ograniczników kątowych.
Przednie, tylne i boczne płyty oporowe mogą być instalowane i mocowane na stole roboczym lub ramie łoża nożyc i mogą być regulowane w pozycji przedniej i tylnej, lewej i prawej za pomocą mechanizmu regulacyjnego. Kątowe płyty oporowe są zazwyczaj instalowane w rowkach T na powierzchni stołu i mogą być instalowane i mocowane w różnych pozycjach na stole w zależności od kształtu ciętego arkusza.
Chociaż istnieje wiele maszyn do strzyżenia z wyświetlaczem cyfrowym lub CNC, które osiągnęły automatyczną kontrolę pozycjonowania i wyświetlania na niektórych płytach ograniczających (takich jak tylna płyta ograniczająca), znacznie ułatwiając strzyżenie bloków i pasów o określonej długości, strzyżenie bardziej złożonych kształtów nadal wymaga ręcznej regulacji różnych płyt ograniczających.
W przypadku cięcia elementów o skomplikowanych kształtach zwykle stosuje się metodę ręcznej regulacji przy użyciu szablonów. Jednym z ważnych aspektów operacji cięcia jest dostosowanie pozycji różnych płyt ograniczających zainstalowanych na nożycach, aby zakończyć cięcie pasów i bloków o różnych szerokościach i kształtach, zapewniając i kontrolując jakość. Ścinanie przy użyciu płytek ograniczających zostało zilustrowane na rysunku 27.

a) Korzystanie z tylnego ogranicznika
b) Korzystanie z przedniej płyty oporowej
c) Korzystanie z kątowych i tylnych płytek ograniczających
d) Korzystanie z dwóch kątowych płytek ograniczających
e) Korzystanie z tylnych i kątowych płytek ograniczających
f) Korzystanie z kątowych i przednich płytek ograniczających
1) Ścinanie pasów o ogólnej szerokości
W przypadku ścinania arkuszy o ogólnej szerokości, pozycjonowanie można wykonać za pomocą linii lub tylnej płyty oporowej, regulując położenie tylnej płyty oporowej za pomocą śruby. Podczas ścinania arkusz jest mocno dociskany za pomocą płyty dociskowej, następnie suwak z górnym ostrzem ścinającym przesuwa się w dół, a arkusz jest ścinany, gdy górne i dolne ostrza ścinające zachodzą na siebie. Ścięta sekcja zwykle nie wymaga dalszej obróbki w celu zapewnienia jakości, jak pokazano na rysunku 27a.
2) Ścinanie szerszych pasów
W przypadku cięcia szerszych pasów, jeśli arkusz jest pozycjonowany za pomocą tylnej płyty ograniczającej, zwisająca część będzie zwisać ze względu na swoją wagę. Błąd pozycjonowania zwiększa się wraz ze wzrostem stosunku długości zwisu do grubości arkusza (B/t). Dlatego też, gdy szerokość taśmy przekracza 300-400 mm, do pozycjonowania należy użyć przedniej płyty oporowej, jak pokazano na rysunku 27b. Położenie przedniego ogranicznika można określić za pomocą ogólnych narzędzi pomiarowych lub szablonów.
3) Ścinanie bloków trapezowych i trójkątnych
Do ścinania bloków trapezowych i trójkątnych, boczna płyta oporowa może być używana w połączeniu z innymi płytami oporowymi do pozycjonowania.
Podczas instalacji należy umieścić szablon na stole, wyrównać go z dolnym ostrzem, a następnie wyregulować i zabezpieczyć boczną płytkę ogranicznika. Następnie należy wyregulować tylną płytkę oporową za pomocą szablonu i użyć zarówno bocznej, jak i tylnej płytki oporowej do pozycjonowania podczas ścinania, jak pokazano na rysunku 27c. Podobnie, inne metody pozycjonowania złącza przy użyciu bocznej płytki oporowej i innych płytek oporowych przedstawiono na rysunkach 27d, e i f.
4) Wytnij wąski materiał.
Gdy płyta znajduje się zbyt daleko od urządzenia dociskowego i nie można jej docisnąć, w celu bezpiecznego i płynnego ścinania można dodać płytę wyściełającą o tej samej grubości co ścinana płyta i docisnąć ją przez urządzenie dociskowe w celu ścinania. Płyta dociskowa może być grubsza, jak pokazano na rysunku 28. W przypadku cienkich płyt nie jest wymagana wyściółka, a płyta dociskowa może bezpośrednio dociskać płytę.
1-Urządzenie ciśnieniowe
2 - Ścinana płyta stalowa
3-Płyta dociskowa
4-Płyta okładzinowa
Podczas płyty operacja ścinaniaPo pierwsze, należy ściśle przestrzegać procedur bezpieczeństwa podczas ścinania. Po drugie, należy zapewnić prostoliniowość i równoległość ścinanej powierzchni płyty oraz zminimalizować odkształcenia materiału w celu uzyskania wysokiej jakości części. Poniżej podano przykład ilustrujący szczegółowo etapy operacji ścinania i metody wyrównywania.
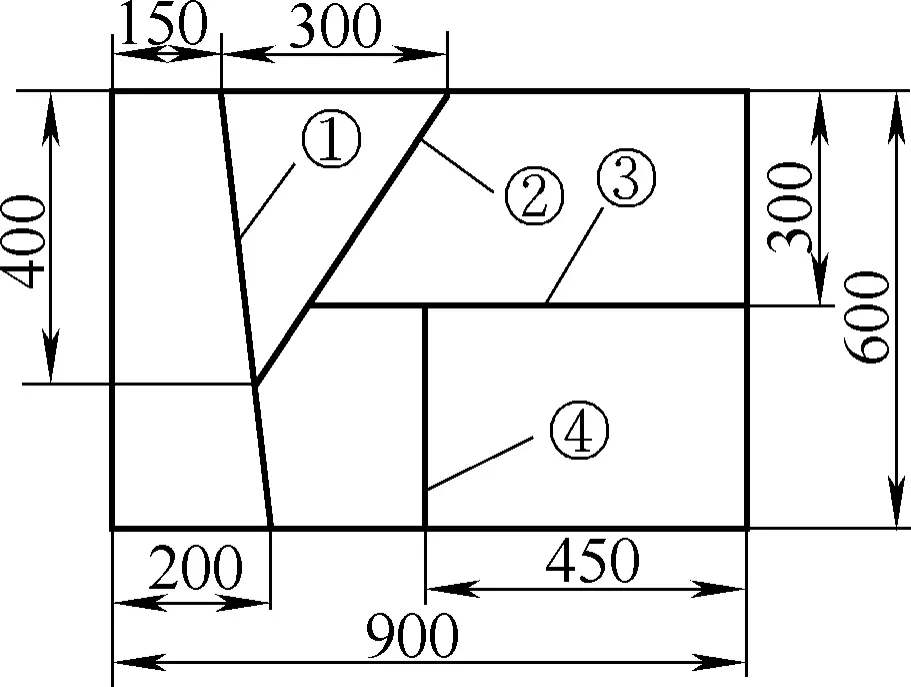
Przedmiot obrabiany pokazany na rysunku 29 jest wykonany z blachy stalowej o grubości 10 mm. Tolerancja każdego wymiaru po ścinaniu wynosi ±1 mm. Etapy operacji ścinania i metody wyrównywania przy użyciu pochyłej przecinarki bramowej są następujące:
1) Etapy operacji ścinania
Chociaż struktura ścinanych elementów może się znacznie różnić, podstawowe etapy operacji ścinania są generalnie takie same i można je wykonać w następujący sposób:
① Określić liczbę osób potrzebnych do strzyżenia.
W przypadku większych płyt nie zaleca się, aby jedna osoba działała samodzielnie podczas strzyżenia. Wykonywanie zadania powinno być koordynowane przez dwie do trzech osób, z jedną osobą wyznaczoną jako lider, a wszystkie działania powinny być spójne i zgodne z poleceniami lidera.
② Określić sekwencję ścinania.
Elementy obrabiane często mają wiele linii cięcia. W przypadku korzystania z pochyłej przecinarki bramowej sekwencja ścinania musi zapewniać, że każde ścinanie dzieli płytę na dwie części. Rysunek 29 przedstawia sekwencję ścinania dla przedmiotu obrabianego, zgodnie z kolejnością linii ścinania.
③ Przeanalizuj i określ metodę wyrównania dla ścinania przedmiotu obrabianego.
Istnieje wiele metod ustawiania przedmiotu obrabianego na pochyłej maszynie do cięcia. Metody te powinny być elastycznie stosowane w oparciu o analizę struktury przedmiotu obrabianego. W przypadku tego przedmiotu obrabianego zastosowano metodę wyrównywania:
④ W zależności od rodzaju i grubości ścinanego materiału należy sprawdzić i wyregulować szczelinę ostrzy nożyc. Jeśli nożyce są dostarczane z tabelą danych regulacji szczeliny ostrzy nożyc, wyreguluj szczelinę zgodnie z danymi. Alternatywnie, patrz Tabela 2, aby określić szczelinę ostrzy tnących.
Tabela 2: Rozsądne zakresy szczelin dla nożyc (jednostka: mm)
| Rodzaj materiału | Luka (t%) |
| Elektromagnetyczne czyste żelazo Stal miękka (stal niskowęglowa) Twarda stal (stal średniowęglowa lub stal o wysokiej wytrzymałości) Elektryczna stal krzemowa Stal nierdzewna Stal niskostopowa Twarde aluminium, mosiądz Antykorozyjne aluminium | 6~9 6~9 8~12 7~11 7~13 6~10 6~10 5~8 |
Uwaga: W tabeli t oznacza grubość ścinanej płyty.
⑤ Po sprawdzeniu i wyregulowaniu szczeliny ostrza tnącego należy uruchomić maszynę w stanie nieobciążonym, aby potwierdzić jej prawidłowe działanie przed załadowaniem materiału. Przed załadowaniem wyczyść powierzchnię płyty i sprawdź, czy linie cięcia są wyraźne i dokładne.
⑥ Wykonać ścinanie. Postępuj zgodnie z określonymi metodami wyrównywania i krokami ścinania.
⑦ Kontrola jakości. Zmierz wymiary wszystkich części ścinanego elementu, aby upewnić się, że spełniają one wymagania projektowe i sprawdź jakość ściętych krawędzi.
2) Działanie metody wyrównywania ścinania
Wykonaj operacje ścinania na elemencie pokazanym na rysunku 28, stosując określone metody wyrównywania.
Linia cięcia ①.
Umieść płytę na stole nożyc, wepchnij ją do otworu nożyc, wizualnie wyrównaj końce linii ścinania z dolną krawędzią ostrza nożyc, jak pokazano na Rysunku 30. Następnie wyjąć ręce z otworu nożyc na zewnątrz płyty dociskowej i nacisnąć lub nacisnąć przełącznik, aby ściąć płytę.
1-Linia cięcia ①
2-Dolna krawędź ostrza tnącego
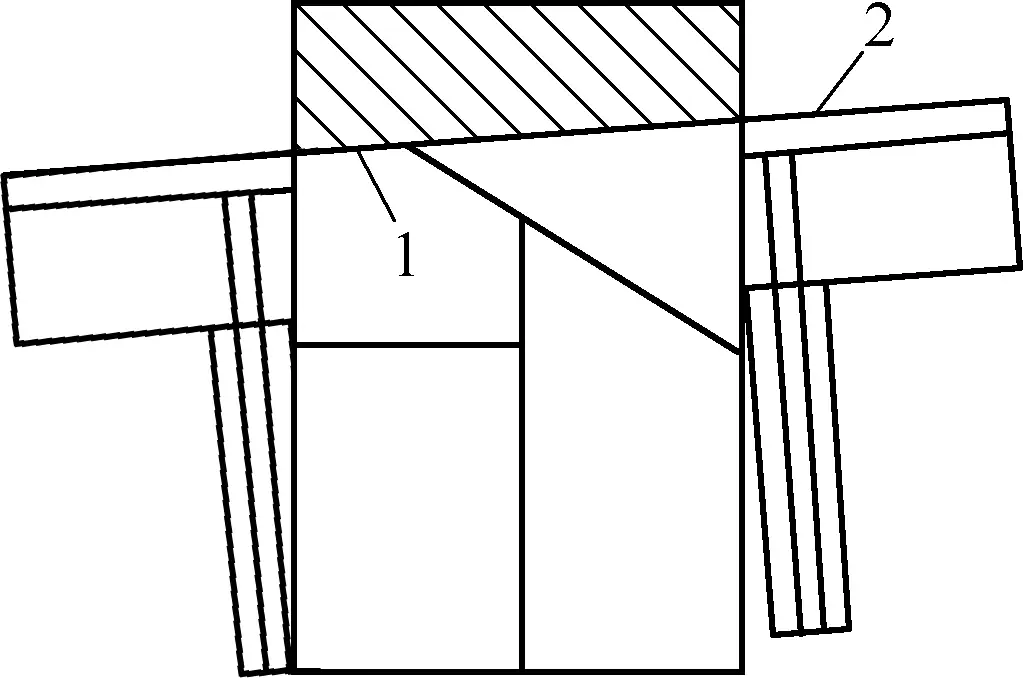
Linia cięcia ②.
Wyreguluj i zamocuj płytkę ogranicznika pozycjonowania kąta, użyj płytki ogranicznika jako odniesienia do pozycjonowania, umieść płytę prawidłowo na nożycach i ścinaj wzdłuż linii ścinania ②, jak pokazano na rysunku 31.
1, 4-kątna płytka ograniczająca
2-Linia cięcia ②
3-Dolna krawędź ostrza
Cutting Line ③.
Podczas pozycjonowania linii cięcia ③ za pomocą tylnego zderzaka, położenie tylnego zderzaka można określić na dwa sposoby: Pierwsza metoda polega na bezpośrednim pomiarze za pomocą stalowej linijki, upewniając się, że odległość od górnej i dolnej krawędzi ostrza do powierzchni tylnego zderzaka jest równa szerokości ciętego materiału. Po zamocowaniu tylnego zderzaka należy ponownie dokonać pomiaru, aby zapewnić dokładne ustawienie.
Drugą metodą jest metoda pozycjonowania szablonu. Umieszczając szablon o tej samej szerokości co cięty materiał między dolną krawędzią ostrza a tylnym zderzakiem, można określić położenie tylnego zderzaka. Po ustawieniu pozycji zderzaka tylnego można ustawić i przeciąć linię cięcia ③, jak pokazano na rysunku 32.
1-Wskaźnik tylny
2-Dolna krawędź ostrza
3-Linia cięcia ③
Cutting Line ④.
Podczas pozycjonowania linii cięcia ④ za pomocą skrajni przedniej metoda określania położenia skrajni przedniej jest taka sama jak w przypadku skrajni tylnej. Scenariusz pozycjonowania przymiaru przedniego i cięcia pokazano na rysunku 33.
1-Linia cięcia ④
2-Dolna krawędź ostrza
3-Back Gauge
Porównywalnie, operacja wykrawania ma niższą zawartość techniczną, ale wykrawanie za pomocą nożyc jest podatne na wypadki operacyjne. Aby zapewnić jakość wykrawanych elementów i bezpieczeństwo operacji wykrawania, podczas procesu wykrawania należy przestrzegać następujących środków ostrożności:
1) Przed uruchomieniem należy dokładnie sprawdzić, czy system operacyjny, sprzęgło i hamulec nożyc są w niezawodnym i skutecznym stanie oraz upewnić się, że urządzenia zabezpieczające są kompletne i niezawodne. W przypadku wykrycia jakichkolwiek nieprawidłowości należy natychmiast podjąć niezbędne środki. Zabrania się używania sprzętu z usterkami. Upewnij się, że podczas pracy nie słychać wyraźnego stukania sworzni i kluczy w sprzęgle sztywnym.
2) Silnik nie powinien uruchamiać się pod obciążeniem. Przed uruchomieniem maszyny należy wyłączyć sprzęgło. Przed oficjalnym uruchomieniem urządzenia należy przeprowadzić próbne uruchomienie bez obciążenia, aby sprawdzić, czy pręt ciągnący nie działa nieprawidłowo i czy nie poluzowały się śruby.
3) Koncentracja podczas operacji cięcia. W przypadku pracy wielu osób, przełącznik tnący musi być kontrolowany przez wyznaczoną osobę. Surowo zabrania się wyciągania rąk do obszaru cięcia. Skupić się podczas podawania, szczególnie w celu zapewnienia bezpieczeństwa palców operatora. Gdy arkusz materiału jest przycinany do końca, nie należy używać palców do popychania materiału od spodu.
4) Ostrza i krawędzie muszą być ostre. Podczas cięcia cienkich arkuszy ostrza muszą ściśle do siebie przylegać. Utrzymuj górne i dolne ostrza równolegle, nie używaj tępych ostrzy i sprawdź, czy krawędzie tnące są gładkie. Po wyregulowaniu ostrzy należy przeprowadzić test ręczny i test bez obciążenia.
5) Podczas cięcia małych kawałków materiału należy używać podkładki dociskowej, aby zapobiec nieprawidłowemu dociskaniu i wypadkom.
6) Na stole warsztatowym nie wolno umieszczać innych przedmiotów. Wszelkie regulacje i czyszczenie muszą być wykonywane przy wyłączonym urządzeniu.
7) Surowo zabrania się jednoczesnego ścinania dwóch różnych arkuszy przez dwie osoby na tej samej maszynie. Nie wolno naciskać na pedał nożny ani ciągnąć za hak pneumatyczny przed wyrównaniem elementu obrabianego. Nigdy i pod żadnym pozorem nie wolno umieszczać głowy ani rąk pod ostrzem.
8) Utrzymywać porządek w miejscu pracy, zapewniając swobodne podnoszenie elementów lub arkuszy w pionie.
9) Zabrania się używania nożyc do cięcia zbyt długich lub zbyt grubych elementów. Nie używaj nożyc do cięcia stali hartowanej, stali szybkotnącej, stopowej stali narzędziowej, żeliwa i materiałów kruchych.
Główne specyfikacje kalibracji nożyc to t×B (t to maksymalna dopuszczalna grubość ścinanego materiału, a B to maksymalna dopuszczalna szerokość arkusza). Nożyce nie powinny być używane do obróbki elementów przekraczających maksymalną dopuszczalną szerokość B i grubość t.
Podczas ścinania materiałów o wysokiej wytrzymałości (takich jak stal sprężynowa i płyty ze stali wysokostopowej) należy sprawdzić maksymalną dopuszczalną grubość ścinania tmaks. Wynika to z faktu, że konstrukcja nożyc do cięcia zazwyczaj uwzględnia materiały o średniej twardości (wytrzymałość na rozciąganie około 500 MPa i typy stali 25-30). Dlatego też, jeśli wytrzymałość na rozciąganie σb ścinanego materiału jest większa niż 500 MPa, maksymalna dopuszczalna grubość ścinania tmaks należy obliczyć według następującego wzoru:
tmaks=√(500t/σb)
W formule
Korzystając z tego wzoru, jeśli obliczona maksymalna dopuszczalna grubość ścinania jest mniejsza niż grubość ścinanego materiału, nożyce nie mogą być używane. Tabela 3 zawiera specyfikacje techniczne nożyc do blachy.
Tabela 3 Dane techniczne nożyc do blachy
| Parametr | Model | ||||
| Q11-1×1000 | QY11-4×2000 | Q11-4×2500 | Q11-12×2000 | Q11Y-16×2500 | |
| Grubość blachy (mm) | 1 | 4 | 4 | 12 | 16 |
| Szerokość arkusza (mm) | 1000 | 2000 | 2500 | 2000 | 2500 |
| Kąt ścinania | 1° | 2° | 1°30′ | 2° | 1°~4° |
| Liczba uderzeń (razy/min) | 65 | 22 | 45 | 30 | 8~12 |
| Odległość tylnego zderzaka | 500 | 25~500 | 650 | 750 | 900 |
| Moc (kW) | 0.6 | 6.5 | 7.5 | 13 | 22 |
| Forma strukturalna | Mechaniczny podnapęd | Napęd hydrauliczny | Napęd mechaniczny | Napęd hydrauliczny | |
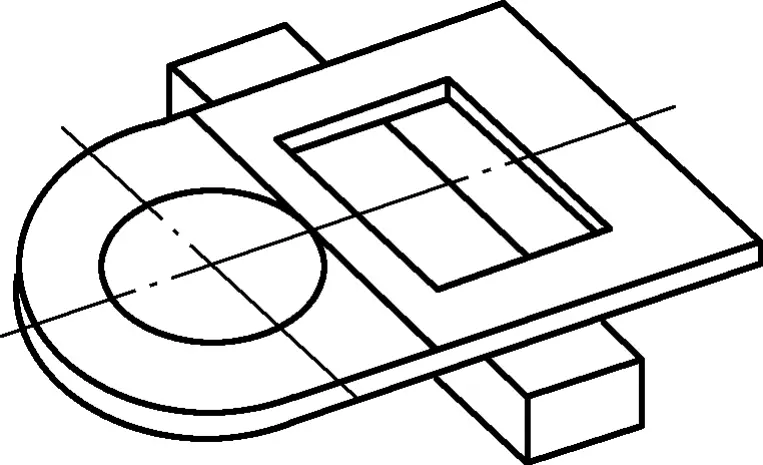
10) Podczas cięcia długich płyt należy zapewnić podpory pomocnicze; podczas cięcia dużych i ciężkich płyt, aby ułatwić podawanie i zmniejszyć tarcie na powierzchni ciętego materiału, należy zapewnić podpory toczne (tj. podpory ze stalowymi kulkami do przytrzymywania materiału, konstrukcja pokazana na rys. 34). Ponadto do podnoszenia płyt należy użyć urządzenia podnoszącego wraz z wystarczającą liczbą pracowników pomocniczych oraz zapewnić koordynację z pracownikami pomocniczymi.
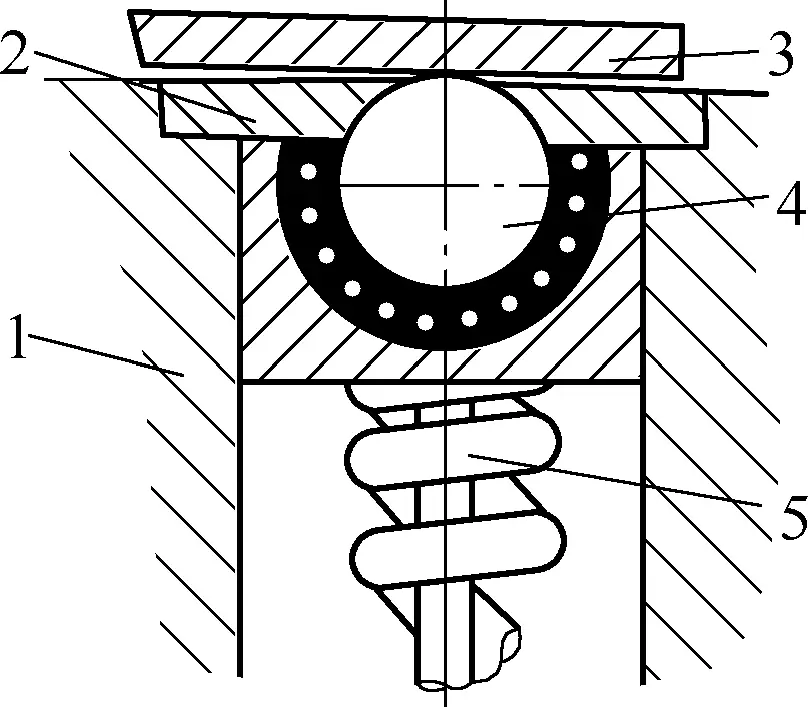
1-Wsparcie
2-Pokrywa prasy
Płyta 3-Cut
4-kulka stalowa
5-Spring
Wygaszanie to proces tłoczenia która wykorzystuje matrycę pod naciskiem prasy do oddzielenia części arkusza lub taśmy materiału umieszczonego między krawędziami stempla i matrycy, uzyskując w ten sposób pożądany kształt i rozmiar płaskich półfabrykatów lub części.
Metoda wycinania wymaganego kształtu z arkusza materiału nazywana jest wykrawaniem. W przypadku masowej produkcji części, wykrawanie może poprawić wydajność produkcji i jakość produktu.
Podczas wykrawania materiał jest umieszczany między stemplem a matrycą, a pod działaniem siły zewnętrznej stempel i matryca generują siłę ścinającą, oddzielając materiał pod działaniem siły ścinającej (patrz rys. 35). Podstawowa zasada wykrawania jest taka sama jak w przypadku ścinania, z tym wyjątkiem, że prosta krawędź tnąca w ścinaniu jest zmieniana na zamkniętą okrągłą lub inną formę krawędzi tnącej.
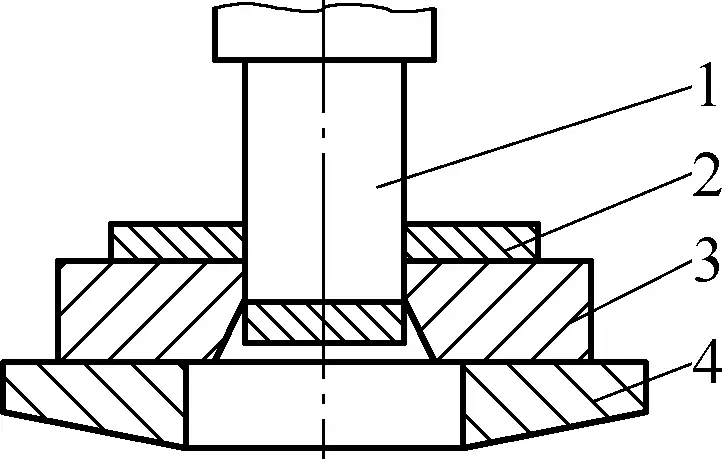
1-Punch
Materiał na 2 arkusze
3-Die
Stół z 4 przyciskami
Zgodnie z zasadą obróbki wykrojników, wykrawanie odbywa się głównie poprzez umieszczenie materiału arkusza na matrycy zamontowanej na prasie. W związku z tym materiał arkusza, sprzęt do wykrawania i matryca do wykrawania stanowią podstawowe elementy produkcyjne obróbki wykrojników.
Głównymi surowcami do wykrawania są blachy, a niektóre profile (rury) i materiały niemetalowe mogą być również przetwarzane. Typowe materiały do wykrawania pokazano na Rys. 36.
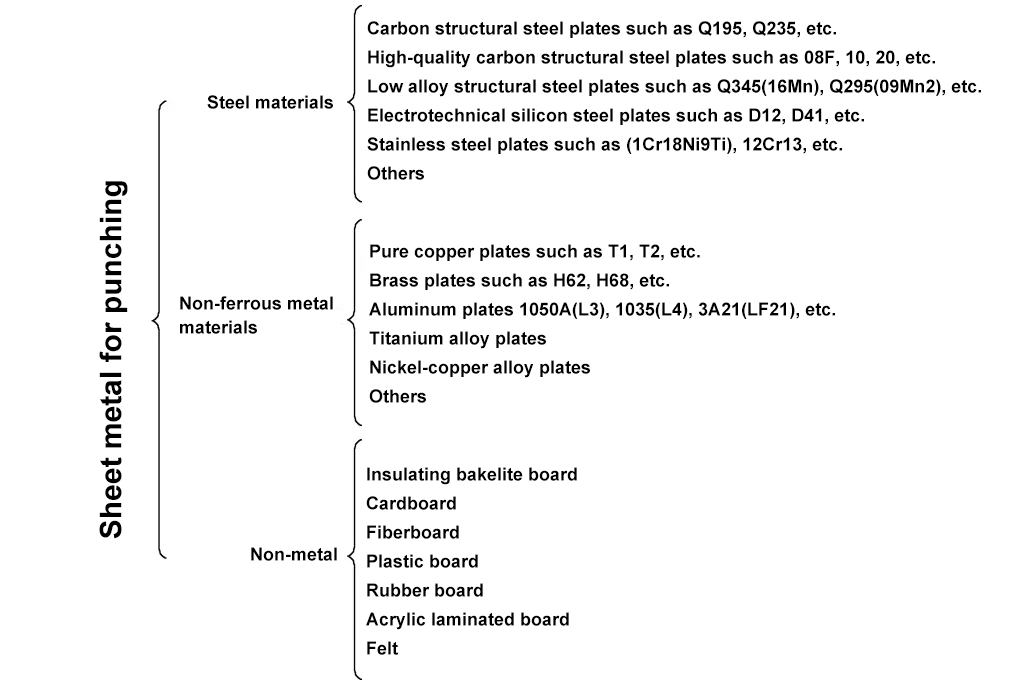
Uwaga: Liczby w nawiasach to stare standardowe oceny.
Chociaż do wykrawania stosuje się szeroką gamę surowców, nie wszystkie materiały nadają się do wykrawania. Surowce używane do wykrawania muszą mieć dobrą wydajność tłoczenia, dobrą użyteczność i dobrą jakość powierzchni, aby pasowały do charakterystyki procesu wykrawania.
Głównym sprzętem do wykrawania są prasy korbowe, które są maszynami kuźniczymi napędzanymi mechanizmami korbowymi. Prasy są klasyfikowane według nacisku nominalnego na duże, średnie i małe. Małe prasy mają nacisk nominalny mniejszy niż 1000 kN, średnie prasy mają nacisk nominalny od 1000 do 3000 kN, a duże prasy mają nacisk nominalny ponad 3000 kN.
Ze względu na formę konstrukcyjną, prasy można podzielić na otwarte i zamknięte. Prasy otwarte mają ramę w kształcie litery C, która umożliwia operatorowi podejście do stołu roboczego z przodu, z lewej i z prawej strony, co ułatwia ich obsługę. Jednak ze względu na ograniczoną sztywność ramy, prasy otwarte nadają się tylko do małych i średnich pras. Prasy zamknięte mają całkowicie zamkniętą ramę i większą sztywność, dzięki czemu nadają się do ogólnych zastosowań średnich i dużych pras oraz precyzyjnych pras lekkich.
Dodatkowo, prasy korbowe można podzielić na prasy z wałem korbowym i prasy mimośrodowe w oparciu o strukturę ich głównych wałów roboczych.
1) Prasy do wałów korbowych
Prasy z wałem korbowym wykorzystują mechanizm korbowy utworzony przez wał korbowy jako główny wał roboczy do całkowitego powiększenia siły i transformacji ruchu. Poniżej wyjaśniono budowę i zasadę działania otwartej prasy korbowej JB23-63 (patrz rys. 37).
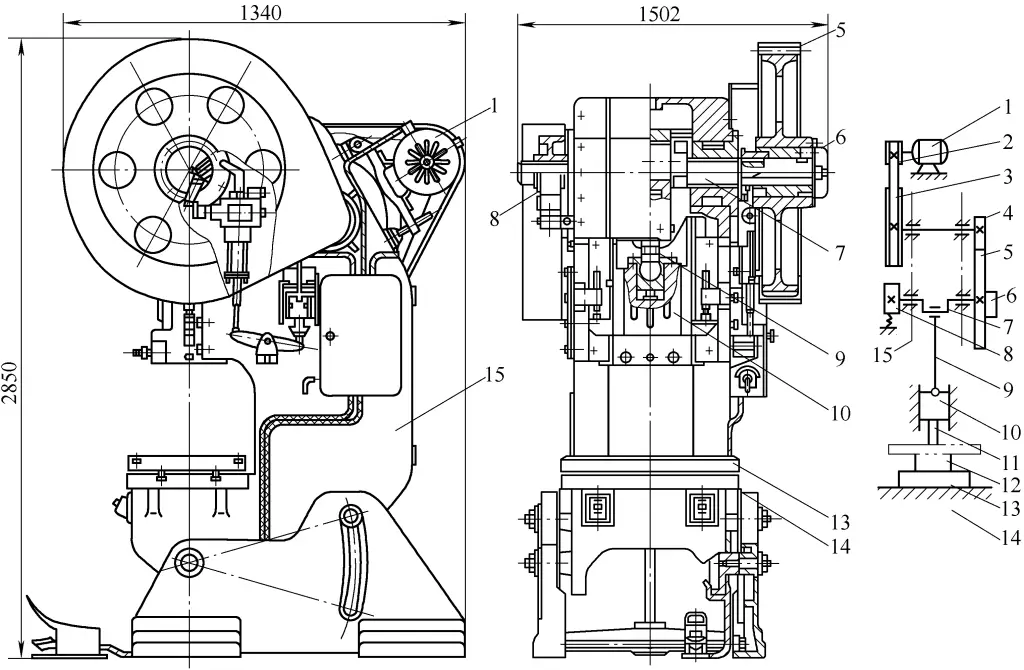
1-Silnik
2-Małe koło pasowe
3-duże koło pasowe
4-Small Gear
5-Large Gear
6-sprzęgło
7-Wał korbowy
8-Brake
9-Pręt łączący
10-Slider
11-Górna matryca
12-Dolna matryca
13-Płyta nośna
14-Stół roboczy
15-maszynowy korpus
Gdy prasa działa, silnik 1 przenosi ruch na duże koło pasowe 3 za pośrednictwem paska klinowego, a następnie przez małe koło zębate 4 i duże koło zębate 5 na wał korbowy 7. Górny koniec korbowodu 9 jest zamontowany na wale korbowym, a dolny koniec jest połączony z suwakiem 10, przekształcając ruch obrotowy wału korbowego w ruch posuwisto-zwrotny suwaka. Najwyższe położenie ruchu suwaka 10 nazywane jest górnym martwym punktem, a najniższe położenie nazywane jest dolnym martwym punktem.
Ze względu na wymagania procesu produkcyjnego suwak czasami się porusza, a czasami zatrzymuje, dlatego zainstalowano sprzęgło 6 i hamulec 8. Ponieważ prasa działa przez bardzo krótki czas podczas każdego cyklu roboczego, a przez większość czasu działa bez obciążenia, zainstalowano koło zamachowe, aby obciążenie silnika było bardziej równomierne i efektywnie wykorzystywało energię urządzenia. Duże koło pasowe służy również jako koło zamachowe.
Gdy prasa pracuje, górna matryca 11 używanej formy jest instalowana na suwaku, a dolna matryca 12 jest instalowana bezpośrednio na stole roboczym 14 lub płyta oporowa 13 jest dodawana do stołu roboczego w celu uzyskania odpowiedniej wysokości zamknięcia. W tym momencie, umieszczając materiał między górną i dolną matrycą, można wykonać wykrawanie lub inne procesy formowania w celu wytworzenia przedmiotów obrabianych.
Jak widać na rysunku 37, skok suwaka 10 (tj. odległość od górnego martwego punktu do dolnego martwego punktu suwaka) jest równy dwukrotności mimośrodu wału korbowego 7, charakteryzującego się dużym skokiem prasy, którego nie można regulować.
Jednakże, ponieważ wał korbowy jest podparty przez dwa lub więcej symetrycznych łożysk na prasie, obciążenie prasy jest bardziej równomierne, dzięki czemu można produkować prasy o dużym skoku i dużym tonażu.
2) Prasa ekscentryczna
Prasa mimośrodowa wykorzystuje mechanizm korbowy utworzony przez zastosowanie mimośrodowego wału głównego jako głównego wału roboczego w celu całkowitego wzmocnienia siły i zmiany formy ruchu. Jak pokazano na rysunku 38, skok suwaka prasy można regulować, dostosowując położenie tulei mimośrodowej 5 w prasie.
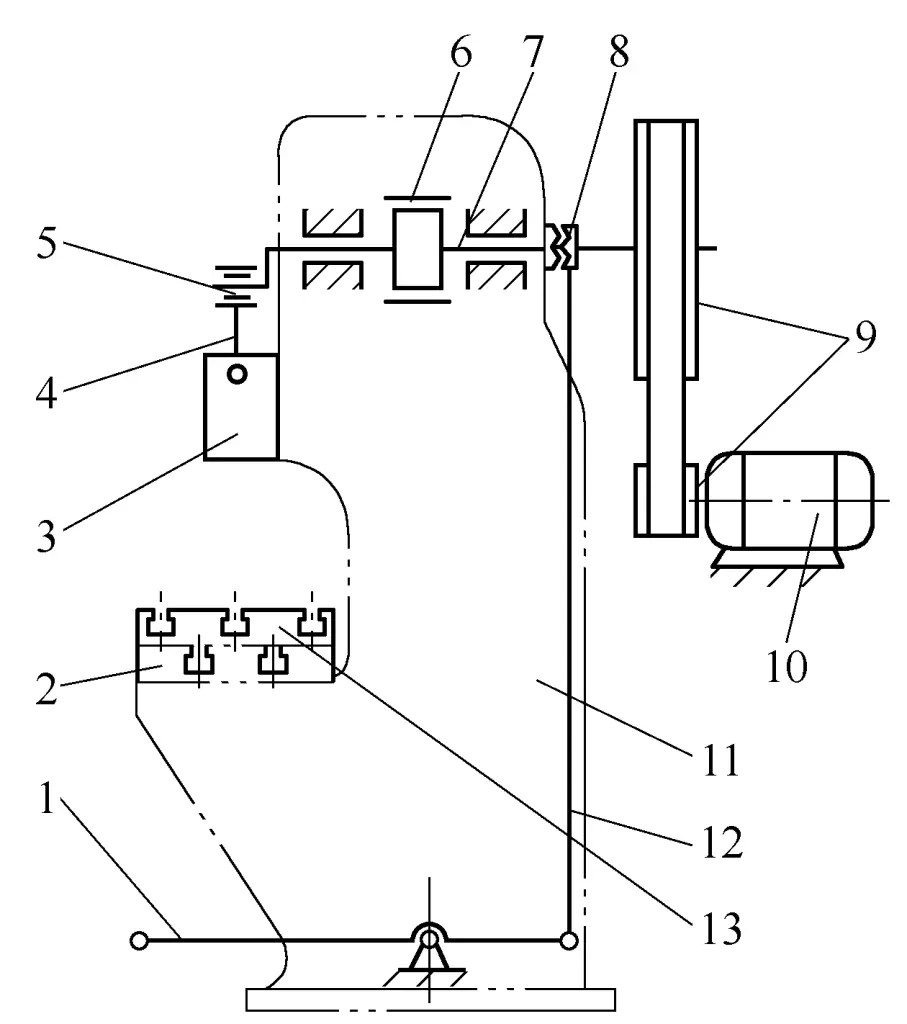
1-Pedal
2-Stół roboczy
3-Slider
4-Pręt łączący
5-mimośrodowa tuleja
6-Brake
7-mimośrodowy wał główny
8-sprzęgło
9-Pulley
10-Silnik
11-osobowy
Dźwignia sterująca 12
13-płytka podtrzymująca stół roboczy
Ten typ prasy charakteryzuje się małym, ale regulowanym skokiem, dzięki czemu może być stosowany do wykrawania w matrycach, które nie wymagają dużego skoku, takich jak matryce z płytą prowadzącą.
Powszechnie stosowane matryce wykrawające do części blaszanych to matryce jednoprocesowe, które wykonują jeden proces wykrawania (wykrawanie lub wykrawanie) na skok prasy. Zgodnie z różnymi procesami wykrawania, powszechnie stosowane wykrojniki do części blaszanych obejmują wykrojniki, wykrojniki itp. Zgodnie z różnymi metodami prowadzenia, można je podzielić na otwarte matryce wykrawające, matryce wykrawające z zestawem matryc i matryce wykrawające z płytą prowadzącą itp.
1) Wykrojnik
Jak pokazano na rysunku 39b, schemat strukturalny matrycy wykrawającej używanej do obróbki otworów w części pokazanej na rysunku 39a.
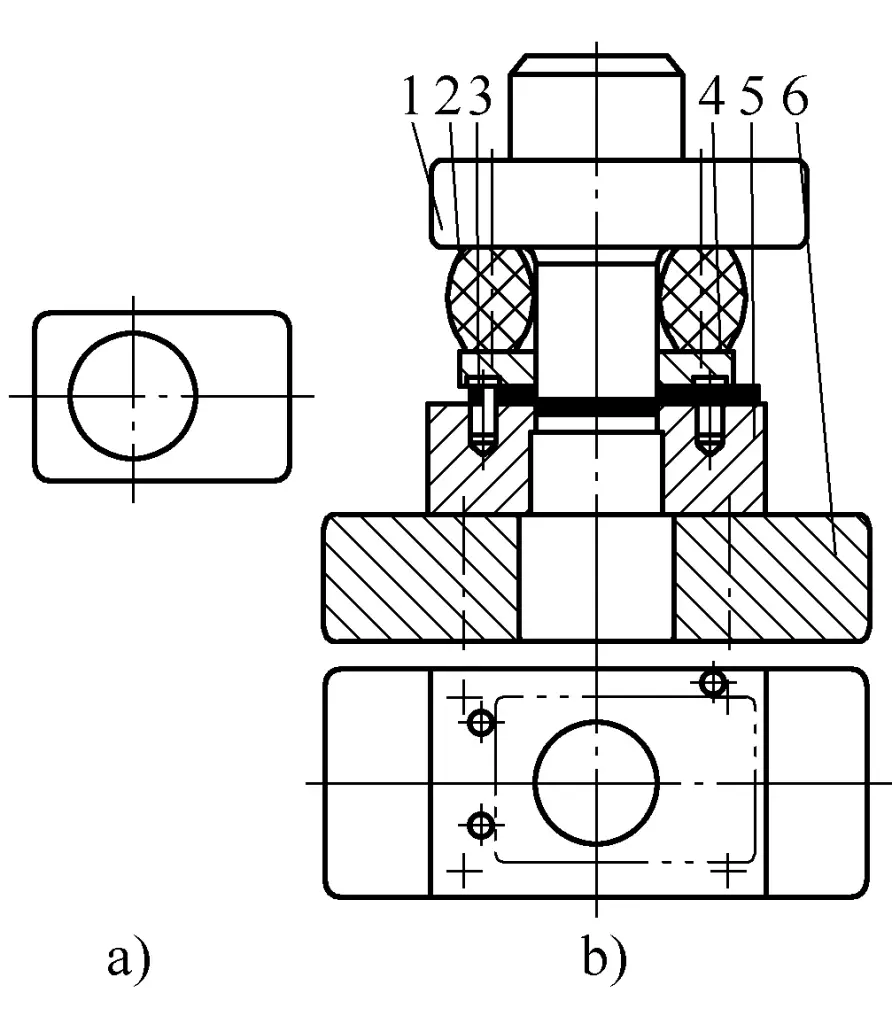
a) Schemat strukturalny części
b) Schemat strukturalny matrycy
1-górna matryca
2-gumowy elastyczny korpus
3-pozycyjny sworzeń
Płyta 4-Stripper
5-Female Die
6-Dolna płytka matrycy
Jest to prosta matryca wykrawająca typu otwartego bez prowadnic. Ścinane półfabrykaty są pozycjonowane za pomocą trzech kołków pozycjonujących zainstalowanych na matrycy żeńskiej 5. Górna matryca 1 i matryca żeńska 5 wykrawają razem okrągłe otwory, a płyta zdzierająca 4, napędzana przez sprężony gumowy korpus elastyczny 2, wypycha części zaciśnięte na górnym stemplu matrycy.
Ten typ matrycy ma prostą strukturę, jest łatwy w produkcji i tani, ale prześwit matrycy Regulacja jest kłopotliwa, jakość wykrawanych części jest niska, a operacja nie jest zbyt bezpieczna. Jest on używany głównie do wykrawania części o niskich wymaganiach dotyczących dokładności, prostych kształtach i małych partiach.
2) Wykrojnik
Wykrojnik to jednoprocesowa matryca, która kończy proces wykrawania. Wykrojnik wymaga rozsądnego odstępu między stemplem a matrycą, dokładnego pozycjonowania materiału taśmy w matrycy, gładkiego opadania wykrawanych części, płaskości wykrawanych części i dobrej jakości ścinanej powierzchni.
Rysunek 40 przedstawia wykrojnik z przesuwnymi słupkami prowadzącymi. Wykrojnik prowadzony przez zestaw matryc ze słupkami prowadzącymi wykorzystuje słupki prowadzące i tuleje prowadzące jako elementy prowadzące, które pasują do siebie. Podczas pracy zawsze pasują one z luzem H6/h5 lub H7/h6, zapewniając, że części robocze (stempel i matryca) matrycy są prawidłowo ustawione i zapewniają jakość wykrawanych części.
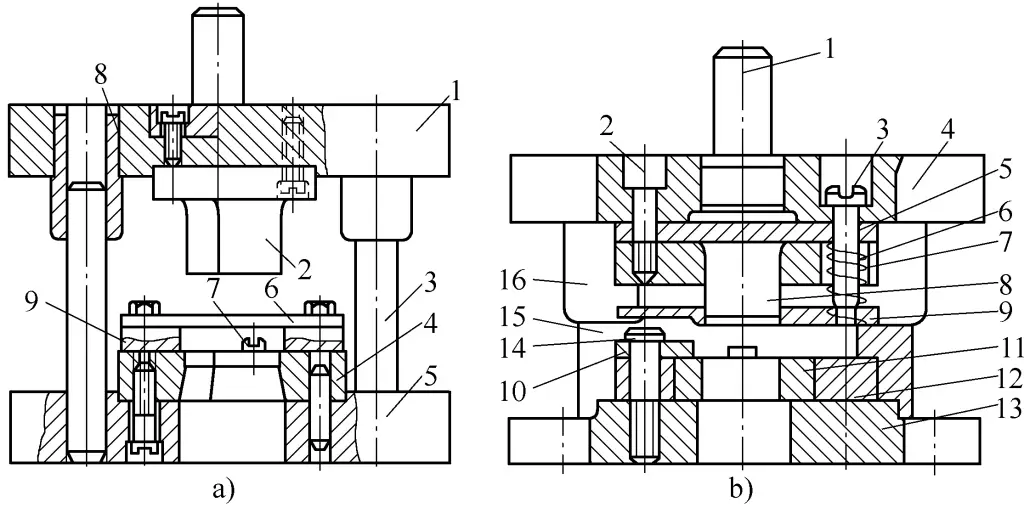
a) Wykrojnik ze stałą płytką zdzierającą
b) Wykrojnik z elastyczną płytką zdzierającą
a) Na rysunku:
1-Górny uchwyt matrycy
2-Punch
3-Przewodnik
4-Die
5-Dolny uchwyt matrycy
6-płytka ściągacza
7-Positioning pin
8-prowadnicowa tuleja
9-przewodnik
b) Na rysunku:
1-Chwyt matrycy
2 Wewnętrzna śruba z łbem sześciokątnym
3-Wkręt zrywalny
4-Górny uchwyt matrycy
5-Płyta nośna
6-punktowa płytka mocująca
7-Spring
8-Punch
Płytka 9-Stripper
10-Płytka pozycjonująca
11-Die
Wkładka 12-Die
13-Dolny uchwyt matrycy
14-śrubowy
15-Przewodnik
16-prowadnicowa tuleja
Jak pokazano na rysunku 40a, wykrojnik ze stałą płytą zdzierającą jest używany głównie do tłoczenia grubych (t>0,5 mm) i sztywnych części. Podczas pracy matrycy materiał taśmy jest podawany przez lewą i prawą linijkę prowadzącą 9 i pozycjonowany bezpośrednio przez trzpień pozycjonujący 7, aby zapewnić prawidłowe położenie materiału arkusza na matrycy.
Gdy suwak prasy opada, stempel 2 i matryca 4 stopniowo stykają się z materiałem arkusza i przecinają go. Gdy suwak się unosi, stempel 2 również się unosi, a płyta zdzierająca 6 zamontowana na liniałach prowadzących 9 zeskrobuje materiał przylegający do stempla 2. Wykrojone części spadają bezpośrednio przez otwór na odpady pod dolnym uchwytem matrycy.
Jak pokazano na rysunku 40b, wykrojnik z elastyczną płytą zdzierającą jest używany głównie do tłoczenia cienkich (t<0,5 mm) części i może utrzymać dobrą płaskość części. System zdzierania składa się z płytki zdzierającej 9, śruby zdzierającej 3 i sprężyny 7. Gdy stempel 8 opuszcza się wraz z prasą w celu przebicia materiału arkusza, płyta zdzierająca 9 również opada i dociska materiał arkusza, podczas gdy sprężyna 7 ściska się.
Po wykrawaniu produkt spada bezpośrednio przez otwór na odpady w dolnym uchwycie matrycy, podczas gdy odpady wznoszą się wraz z materiałem taśmy ciasno owiniętym wokół stempla 8. Sprężyna 7, poprzez zresetowanie płyty zdzierającej 9, zdejmuje odpady. Elastyczny system zdejmowania izolacji może wykorzystywać sprężyny jako elementy elastyczne lub elastomery gumowe, gumę itp.
Matryca prowadzona przez zestaw matryc ma wysoką dokładność prowadzenia, długą żywotność i nadaje się do masowej produkcji części.
Jak pokazano na rysunku 41c, do obróbki okrągłych części pokazanych na rysunku 41a używana jest matryca wykrawająca typu płyty prowadzącej. Rysunek 41b przedstawia układ części.
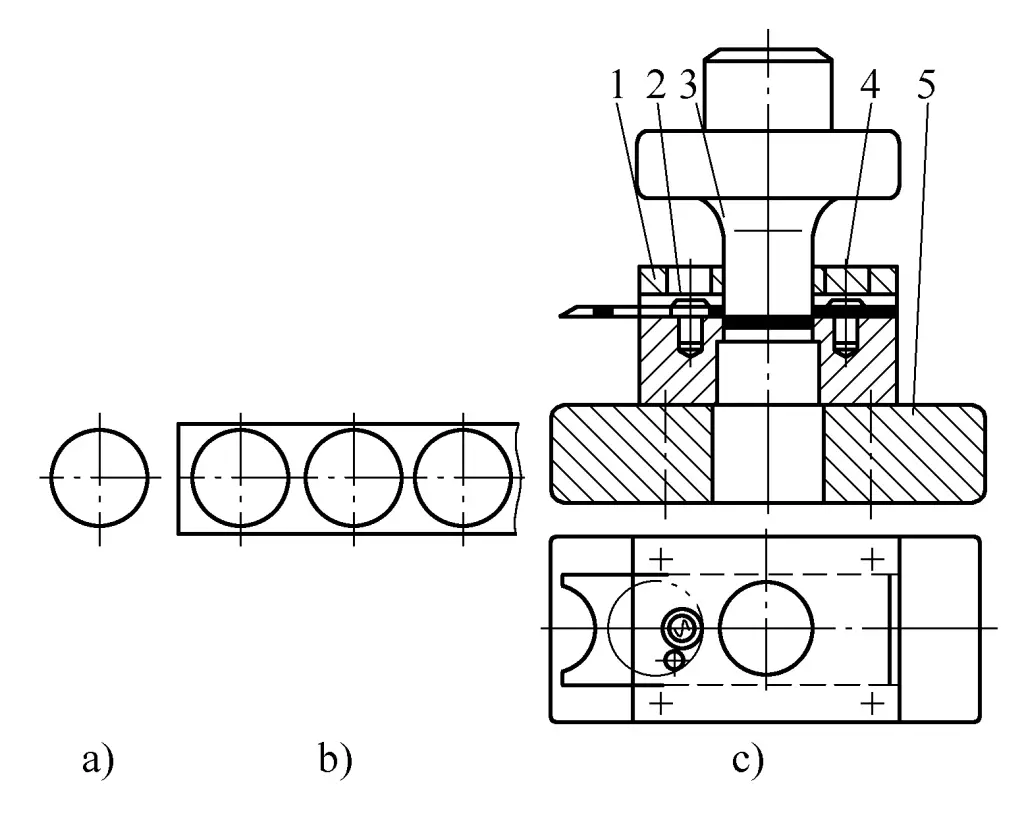
a) Schemat struktury części
b) Schemat układu części
c) Schemat struktury matrycy
1-prowadnica
2-Cylindryczny sworzeń
3-Górna matryca
4-Die
5-Dolny szablon
Ten typ matrycy charakteryzuje się wyższą precyzją niż matryce niekierowane, złożoną produkcją, ale jest bezpieczniejszy w użyciu, łatwy w instalacji i zwykle używany do prostych kształtów i małych rozmiarów wykrojników jednoprocesowych o grubości blachy t>0,5 mm. Wymaga małego skoku prasy, aby zapewnić, że stempel nie oddzieli się od płyty prowadzącej podczas pracy.
W przypadku złożonych kształtów i większych części ten typ konstrukcji nie jest odpowiedni i lepiej jest użyć konstrukcji matrycy ze słupkami prowadzącymi i tulejami prowadzącymi do prowadzenia.
Podczas pracy stempel z płytą prowadzącą przechodzi przez niewielką szczelinę między częścią roboczą górnej matrycy 3 a płytą prowadzącą 1. W przypadku materiałów o grubości mniejszej niż 0,8 mm należy użyć pasowania H6/h5; w przypadku materiałów o grubości większej niż 3 mm należy użyć pasowania H8/h7.
Płytka prowadząca działa również jako ściągacz izolacji. Podczas dziurkowania upewnij się, że dziurkacz nie opuszcza płyty prowadzącej, aby zachować dokładność prowadnicy, szczególnie w przypadku wielu lub małych dziurkaczy. Jeśli dziurkacz opuści i ponownie wejdzie na płytkę prowadzącą, ostra krawędź dziurkacza może zostać łatwo uszkodzona, a otwór prowadzący na płytce prowadzącej może zostać łatwo przegryziony, co wpłynie na żywotność dziurkacza i dokładność prowadnicy między dziurkaczem a płytką prowadzącą.
3) Skład strukturalny matrycy wykrawającej
Chociaż istnieje wiele form konstrukcyjnych wykrojników, niezależnie od formy, ich struktura składa się z następujących części.
① Dziurkowanie i wykrawanie.
Są to części, które bezpośrednio ścinają materiał i są podstawowymi częściami wykrojnika. Zazwyczaj stempel jest zamocowany na górnym szablonie, a matryca jest zamocowana na dolnym szablonie.
② Urządzenie pozycjonujące.
Jego funkcją jest zapewnienie prawidłowej pozycji wykrawanej części w matrycy, zwykle składającej się z części pozycjonujących, takich jak płyta prowadząca lub kołek pozycjonujący, zamocowanych na dolnym uchwycie matrycy w celu kontrolowania kierunku podawania i ilości podawanej taśmy.
③ Urządzenie do usuwania izolacji.
Jego funkcją jest oddzielenie materiału arkusza lub wykrawanej części od matrycy, zwykle składającej się z części takich jak sztywna lub elastyczna płyta oddzielająca. Po zakończeniu wykrawania i przesunięciu stempla w górę, taśma na stemplu jest blokowana i spada na płytę oddzielającą. Ponadto rozszerzony w dół stożkowy otwór na matrycy pomaga wyrzucić wykrojony materiał z matrycy.
④ Urządzenie prowadzące.
Jej zadaniem jest zapewnienie prawidłowej względnej pozycji między górną i dolną częścią matrycy, zwykle składającej się z tulei prowadzących i słupków prowadzących, płyt prowadzących itp. Podczas pracy prowadnica zapewnia prawidłowe dopasowanie stempla do matrycy.
⑤ Urządzenie zaciskowe i mocujące.
Jego funkcją jest zapewnienie mocnego i niezawodnego połączenia między matrycą a prasą, a także między częściami matrycy, zwykle składającymi się z części takich jak górny szablon, dolny szablon, trzon matrycy, płyta dociskowa, śruby i wkręty. Części te łączą i montują różne części matrycy i mocują je na prasie.
⑥ Urządzenie naciskowe.
Jego funkcją jest zapobieganie marszczeniu się wykrawanej części i poprawa jakości sekcji wykrawania, zwykle składającej się z elastycznego pierścienia przytrzymującego itp.
Aby zapewnić wysoką jakość wykrawanych części, podczas formułowania procesów wykrawania i projektowania wykrojników należy określić następujące parametry procesu.
Metoda rozmieszczania wykrawanych części na taśmie nazywana jest układem. Podstawowymi zasadami układu jest poprawa stopnia wykorzystania materiału, ułatwienie bezpiecznej i łatwej obsługi dla personelu o niskiej intensywności pracy oraz uproszczenie struktury matrycy. Głównym zadaniem układu jest zaprojektowanie schematu układu, dla którego należy określić wartości nakładania się, odległości kroku itp.
1) Określenie wartości nakładania się
Podczas układania, między wykrawanymi częściami i między wykrawanymi częściami a bokami taśmy pozostaje pewien naddatek procesowy, zwany zakładką.
Celem ustawienia zakładki jest kompensacja błędów cięcia taśmy, błędów kroku podawania i błędów przekrzywienia podawania spowodowanych szczelinami między taśmą a płytą prowadzącą podczas wykrawania. Dodatkowo zapewnia to, że krawędzie tnące stempla i matrycy mogą przenosić siły po obu stronach, zapewniając pewną sztywność taśmy podczas ciągłego podawania, unikając wadliwych części, takich jak brakujące narożniki, oraz zwiększając żywotność matrycy i jakość części.
Nadmierna zakładka powoduje marnowanie materiału, podczas gdy zbyt mała zakładka nie służy zamierzonemu celowi. Niewystarczająca zakładka może zostać łatwo wciśnięta do matrycy, zwiększając zużycie krawędzi tnącej i wpływając na żywotność matrycy.
Wartość zakładki jest zwykle określana na podstawie doświadczenia. Tabela 4 przedstawia wartości zakładki dla blach ze stali niskowęglowej. Po określeniu wartości zakładki, szerokość taśmy do ścinania może być określona na podstawie metody układania.
Tabela 4 Nakładające się wartości a i a1 dla blach ze stali niskowęglowej (jednostka: mm)
Uwaga:
W przypadku innych materiałów należy pomnożyć wartości podane w tabeli przez następujące współczynniki: stal średniowęglowa 0,9; stal wysokowęglowa 0,8; twardy mosiądz 1~1,1; twarde aluminium 1~1,2; miękki mosiądz, czysta miedź 1,2; aluminium 1,3~1,4; niemetale (skóra, papier, płyta pilśniowa itp.) 1,5~2.
2) Określenie odległości kroku
Odległość, na jaką taśma przesuwa się do przodu za każdym razem na matrycy, nazywana jest odległością kroku podawania A. Odległość kroku jest podstawą do określenia pozycji sworznia blokującego.
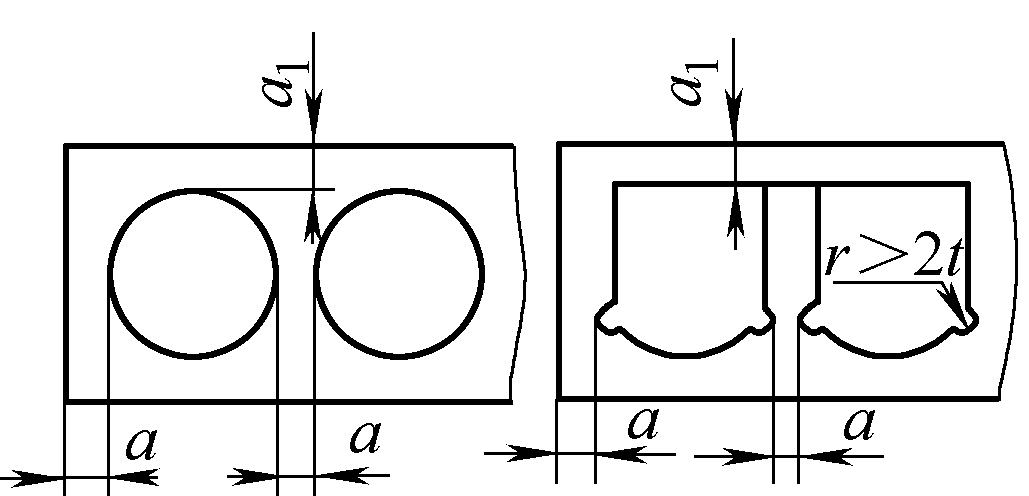
Obliczanie odległości kroku jest związane z metodą układu. Wielkość odległości kroku to odległość między odpowiednimi punktami dwóch odpowiednich wykrawanych części na pasku, jak pokazano na rysunku 42.
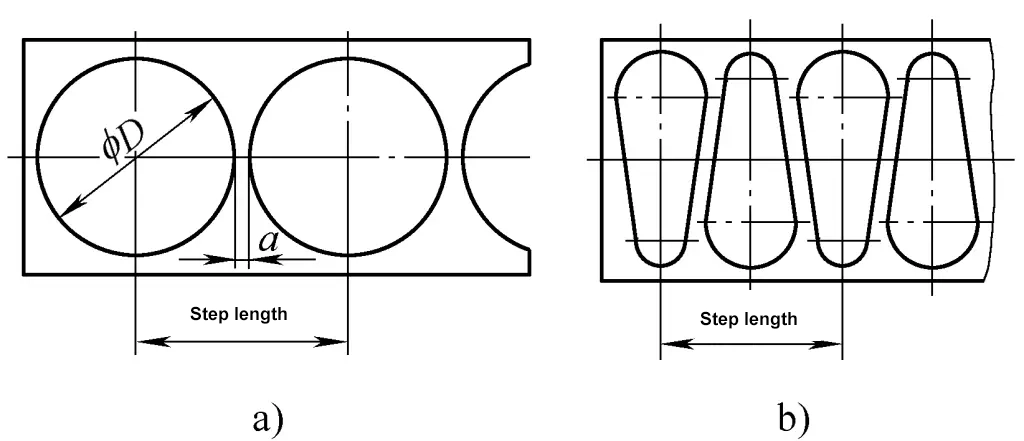
a) Schemat rozmieszczenia okrągłych części
b) Schemat rozmieszczenia części o nieregularnych kształtach
Siła uderzenia jest główną podstawą do wyboru odpowiedniej prasy, a także niezbędnymi danymi do zaprojektowania matrycy i sprawdzenia jej wytrzymałości. Dla normalnego wykrawania z płaskimi krawędziami, wzór obliczeniowy dla siły wykrawania jest następujący:
W formule
F=Ltσb
W procesie wykrawania, oprócz siły wykrawania, występuje również siła zdzierania, siła pchająca i siła wyrzucająca. Siła usuwająca materiał przylegający do stempla po wykrawaniu nazywana jest siłą zdzierania, oznaczaną jako FpasekSiła pchająca lub wyrzucająca materiał tkwiący w matrycy jest nazywana siłą pchającą, a siła wyrzucająca jest oznaczana jako Fpchnięcie i Fwyrzut odpowiednio. Wielkość tych sił to zazwyczaj siła wykrawania F pomnożona przez współczynnik (od 0,04 do 0,12). Konkretny wybór współczynnika można znaleźć w powiązanych materiałach obliczeniowych dotyczących tłoczenia.
Całkowite ciśnienie wykrawania wymagane podczas wykrawania jest sumą siły wykrawania, siły zdzierania, siły pchającej i siły wyrzucającej. Przy wyborze prasy należy rozważyć, czy wszystkie te siły muszą być brane pod uwagę, w zależności od struktury różnych matryc:
Przy wyborze prasy w oparciu o całkowite ciśnienie wykrawania matrycy wykrawającej, ciśnienie nominalne prasy powinno zasadniczo spełniać następujące warunki: ciśnienie nominalne prasy ≥ 1,2Fcałkowity.
Luz wykrawania Z odnosi się do różnicy wymiarów części roboczych między stemplem a matrycą, tj. Z=Dumierać-DciosZ jest dwustronnym prześwitem do zaślepienia, Dumierać i Dcios to odpowiednio wymiary krawędzi tnącej matrycy i stempla.
Luz wykrawania ma znaczący wpływ na proces wykrawania; jego wielkość bezpośrednio wpływa na jakość wykrawanych części, a także ma znaczący wpływ na żywotność matrycy. Luz wykrawania jest najważniejszym parametrem procesu zapewniającym prawidłowe wykrawanie. W rzeczywistej produkcji wartość rozsądnego luzu wykrawania jest określana metodami eksperymentalnymi.
Wartość rozsądnego luzu zaślepienia ma dość szeroki zakres, zazwyczaj (5% do 25%) t. Ponieważ nie ma absolutnie rozsądnej wartości luzu zaślepienia, a specyficzne wymagania dotyczące części zaślepienia różnią się w zależności od branży, każda branża, a nawet każda firma, ma własne tabele luzu zaślepienia. Przy określaniu konkretnej wartości luzu zaślepienia często korzysta się z odpowiednich tabel luzu zaślepienia.
Ogólnie rzecz biorąc, wybór mniejszego rozsądnego luzu wykrawania pomaga poprawić jakość tłoczonych części, podczas gdy wybór większego rozsądnego luzu wykrawania pomaga poprawić żywotność matrycy. W związku z tym, przy założeniu zapewnienia jakości tłoczonych części, należy stosować większy rozsądny luz wykrawania.
Poza tym, dwustronny prześwit zaślepienia Z można również obliczyć za pomocą następującego wzoru:
Z=mt
W formule:
Tabela 5 Wartości m dla przemysłu maszynowego, motoryzacyjnego i ciągnikowego
| Nazwa materiału | wartość m |
| 08 stal, 10 stal, mosiądz, czysta miedź | 0.08~0.10 |
| Stal Q235, 25 | 0.1~0.12 |
| 45 stal | 0.12~0.14 |
W operacjach wykrawania, wymiary i dokładność części roboczych matrycy są głównymi czynnikami wpływającymi na tolerancję wymiarową wykrawanych części. Co więcej, właściwy luz wykrojnika zależy również od wymiarów i tolerancji części roboczych wykrojnika. Dlatego przy określaniu wymiarów i tolerancji produkcyjnych części roboczych stempla i matrycy należy wziąć pod uwagę prawa deformacji wykrojnika, stopień tolerancji wykrawanych części, zużycie matrycy i charakterystykę produkcji.
Tabela 6 Wartości m dla przemysłu urządzeń i przyrządów elektrycznych
| Rodzaj materiału | Nazwa materiału | wartość m |
| Materiały metalowe | Aluminium, czysta miedź, czyste żelazo | 0.04 |
| Twarde aluminium, mosiądz, stal 08, stal 10 | 0.05 | |
| Brąz cynowo-fosforowy, stop berylu, stal chromowa | 0.06 | |
| Blacha ze stali krzemowej, stal sprężynowa, stal wysokowęglowa | 0.07 | |
| Materiały niemetalowe | Tkanina papierowa, skóra, azbest, guma, twarda płyta z tworzywa sztucznego, płyta samoprzylepna, płyta z tkaniny samoprzylepnej, arkusz miki | 0.02 0.03 |
1) Podstawowe zasady obliczania rozmiarów stempli i matryc do wykrawania
Podstawowe zasady obliczania rozmiarów stempli i matryc do wykrawania są następujące:
Podczas wykrawania otworów średnica otworu określa rozmiar stempla, a prześwit wykrojnika uzyskuje się poprzez zwiększenie rozmiaru matrycy.
Podczas wykrawania wymiary zewnętrzne określają rozmiar matrycy, a luz wykrawania uzyskuje się poprzez zmniejszenie rozmiaru stempla.
Ponieważ zużycie matrycy zwiększy wymiary wykrawanych części, a zużycie stempla zmniejszy wymiary wykrawanych części, aby poprawić żywotność matrycy, podczas produkcji nowej matrycy rozmiar matrycy powinien dążyć do dolnej granicy wymiarów wykrawanej części, a rozmiar stempla powinien dążyć do górnej granicy wymiarów wykrawanej części.
2) Metody zapewniające prześwit
Podczas produkcji wykrojników powszechnie stosowane są następujące dwie metody w celu zapewnienia odpowiedniego luzu wykrojnika:
Jedną z metod jest metoda oddzielnego przetwarzania. Rozmiary i tolerancje stempla i matrycy są określane osobno i produkowane osobno. Rozmiary i tolerancje produkcyjne stempla i matrycy zapewniają wymagany luz wykrawania. Stemple i matryce przetwarzane tą metodą są wymienne, mają krótki cykl produkcyjny i nadają się do produkcji seryjnej.
Inną metodą jest metoda pojedynczego dopasowania. W tej metodzie stempel i matryca są dopasowywane indywidualnie, aby zapewnić odpowiedni luz wykrojnika. Po obróbce stempel i matryca muszą być prawidłowo dopasowane i nie mogą być wymieniane. Zazwyczaj matryca jest wybierana jako matryca referencyjna dla części wykrawanych, a stempel jest wybierany jako matryca referencyjna dla części wykrawanych.
Na rysunku części matrycy referencyjnej zaznaczone są wymiary i tolerancje, a na rysunku części pasującej matrycy niereferencyjnej zaznaczone są takie same wymiary nominalne jak matrycy referencyjnej, ale bez tolerancji. Luz zaślepienia jest dopasowywany zgodnie z rzeczywistymi wymiarami matrycy referencyjnej, zapewniając, że wartość luzu zaślepienia mieści się w zakresie Zmin do Zmaks. Metoda obróbki z pojedynczym pasowaniem jest najczęściej stosowana w przypadku stempli o złożonych kształtach i niewielkich odstępach między wykrojami.
3) Obliczanie wymiarów roboczych podczas oddzielnej obróbki stempla i matrycy
Wymiary robocze dla oddzielnej obróbki stempla i matrycy odnoszą się do wymiarów, które dają odchylenia produkcyjne stempla i matrycy. Określenie wymiarów roboczych można obliczyć w następujących dwóch sytuacjach:
① Wykrojnik:
dwypukły=(dmin+xΔ)0-δwypukły
dwklęsły=(dwypukły+Zmin)=(dmin+xΔ+Zmin)+δwklęsły0
② Wykrojnik:
Dwypukły=(Dmaks-xΔ)+δwklęsły0
Dwypukły = (Dwklęsły - Zmin) = (Dmaks - xΔ - Zmin)0 - δwypukły
W formule
4) Etapy przetwarzania pojedynczego dopasowania dla stempla i matrycy
Metoda przetwarzania z pojedynczym dopasowaniem jest często stosowana w przypadku wykrawanych części o złożonych kształtach i cienkich materiałach. Zasada określania nominalnych wymiarów stempla i matrycy polega na zapewnieniu maksymalnego zużycia w kwalifikowanym zakresie rozmiarów części roboczych formy.
Etapy określania wymiarów produkcyjnych pojedynczego dopasowanego przetworzonego stempla i matrycy są następujące:
① Najpierw wybierz formę referencyjną.
② Określić, czy każdy wymiar w formie referencyjnej zwiększy się, zmniejszy lub pozostanie niezmieniony po zużyciu.
③ Zgodnie z oznaczeniem, wzrost rozmiaru jest obliczany przez górny limit rozmiaru części minus xΔ, z dodatnią tolerancją dla stempla i matrycy, a rozmiar tolerancji wybrany jako 1/3 do 1/4 tolerancji rozmiaru Δ; zmniejszenie rozmiaru jest obliczane przez dolny limit rozmiaru części plus xΔ, z ujemną tolerancją dla stempla i matrycy, a wielkość tolerancji wybrana jako 1/3 do 1/4 tolerancji rozmiaru Δ; niezmieniony rozmiar jest obliczany przez środkowy rozmiar części, z symetrycznymi dodatnimi i ujemnymi tolerancjami, a wielkość tolerancji wybrana jako 1/8 tolerancji rozmiaru Δ.
④ Wymiary poza matrycą referencyjną są dopasowane do rzeczywistych wymiarów matrycy referencyjnej, aby zapewnić wymagany luz wykrawania.
Prawidłowa regulacja prasy jest ważnym aspektem instalacji matrycy wykrawającej i kluczowym warunkiem wstępnym do produkcji wykwalifikowanych części tłoczonych. Główne aspekty regulacji prasy to regulacja skoku prasy i wysokości zamknięcia prasy. Jeśli w matrycy znajduje się listwa zdzierająca, należy również wyregulować jej położenie.
Skok suwaka w większości pras (takich jak prasy korbowe) nie jest regulowany. Niektóre prasy (takie jak prasy mimośrodowe, w których główny wał prasy jest wałem mimośrodowym, jak pokazano na rysunku 43) mają regulowany skok suwaka. Jak pokazano na rysunku 43a, zastosowanie wału mimośrodowego i konstrukcji tulei umożliwia regulację skoku poprzez obracanie położenia tulei mimośrodowej.
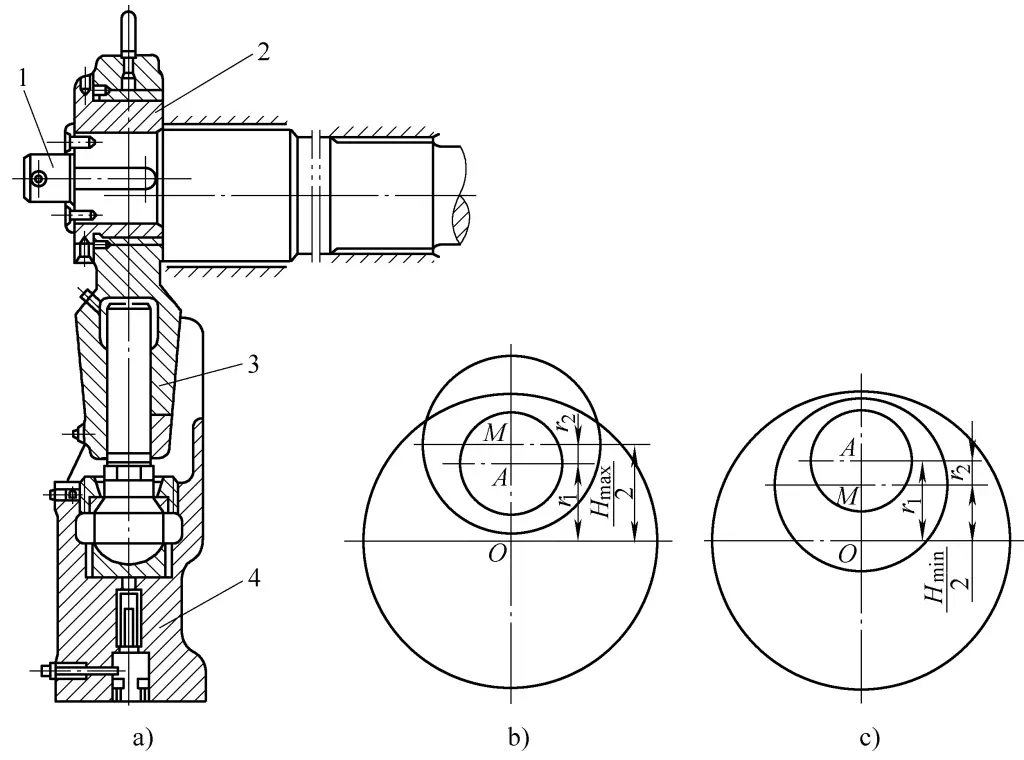
a) Regulowany mechanizm skoku
b) Maksymalny skok roboczy
c) Minimalny skok roboczy
1-Wał mimośrodowy
2-Tuleja mimośrodowa
3-Pręt łączący
4-Slider
O-Środek wału głównego
A - Środek części mimośrodowej mimośrodowego wału głównego
M - Środek tulei mimośrodowej
Gdy odległości mimośrodowe wału mimośrodowego i tulei mimośrodowej są w tym samym kierunku, wartość skoku roboczego jest maksymalna, jak pokazano na rysunku 43b,
Hmaks=2(r1+r2)
Gdzie
Gdy odległości mimośrodowe wału mimośrodowego i tulei mimośrodowej są w przeciwnych kierunkach, wartość skoku roboczego jest minimalna, jak pokazano na rysunku 43c,
Hmin=2(r1-r2)
Gdzie Hmin-Minimalny skok roboczy prasy (mm).
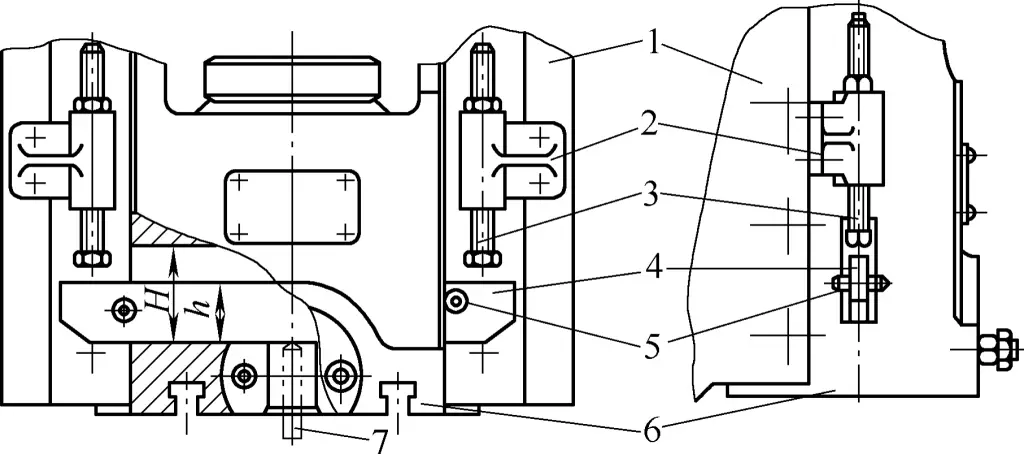
Rysunek 44 przedstawia schemat mechanizmu regulacji skoku prasy mimośrodowej. Zasada i kroki regulacji są następujące:
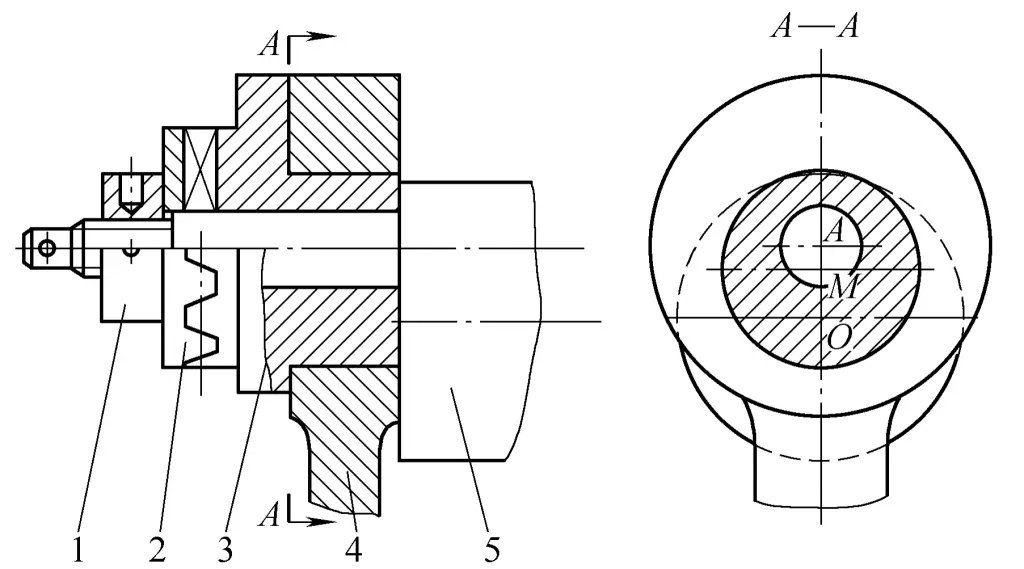
1-Nut
2-Rękaw angażujący
3-Tuleja mimośrodowa
4-Pręt łączący
5-Mimośrodowy wał główny
Przedni koniec mimośrodowego wału głównego 5 jest częścią mimośrodową, która jest osłonięta tuleją mimośrodową 3. Tuleja mimośrodowa 3 i tuleja sprzęgająca 2 są zazębione zębami końcowymi i zablokowane nakrętką 1. Tuleja sprzęgająca 2 jest połączona z mimośrodowym wałem głównym 5 za pomocą wpustu. Korbowód 4 jest swobodnie osadzony na tulei mimośrodowej. W ten sposób obrót wału głównego powoduje, że środek M tulei mimośrodowej 3 porusza się ruchem okrężnym wzdłuż środka O wału głównego, dzięki czemu korbowód 4 i suwak wykonują ruch posuwisto-zwrotny w górę i w dół.
Poluzować nakrętkę 1, aby odłączyć zęby końcowe tulei sprzęgającej 2, obrócić tuleję mimośrodową 3 i wyregulować odległość od środka M tulei mimośrodowej do środka O wału głównego, regulując w ten sposób skok suwaka w określonym zakresie. Zakres regulacji skoku wynosi ![]() (gdzie A jest środkiem mimośrodowej części mimośrodowego wału głównego, a M jest środkiem mimośrodowej tulei).
(gdzie A jest środkiem mimośrodowej części mimośrodowego wału głównego, a M jest środkiem mimośrodowej tulei).
Aby pomieścić formy o różnej wysokości, wysokość matrycy prasy musi być regulowana. Ogólnie rzecz biorąc, długość korbowodu prasy może być regulowana.
Jeden koniec korbowodu prasy jest połączony z wałem korbowym, a drugi koniec jest połączony z suwakiem. W związku z tym regulacja długości korbowodu może osiągnąć cel regulacji wysokości matrycy. Mechanizm suwaka korbowego prasy JB23-63 pokazany na rysunku 45 reguluje wysokość matrycy poprzez regulację długości korbowodu.
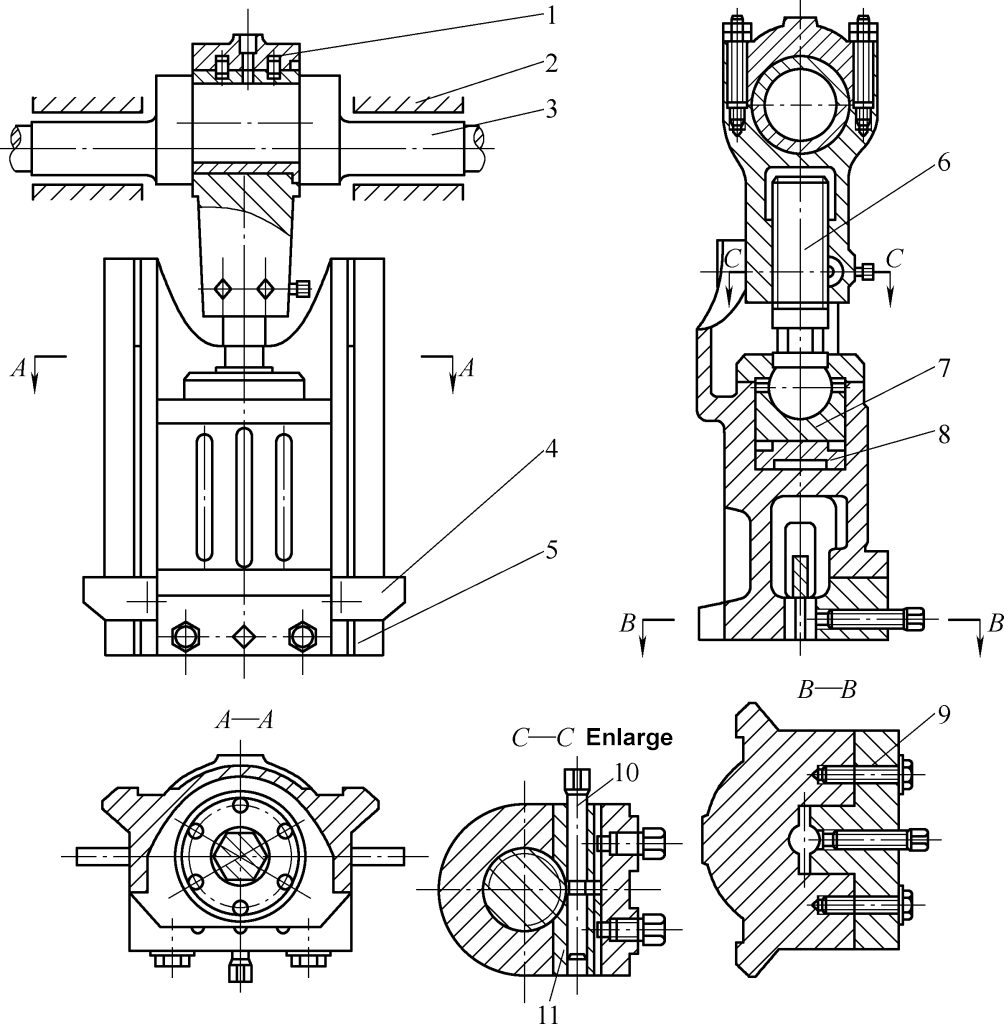
1-Korpus łączący
2-Tuleja łożyskowa
3-Wał korbowy
Pasek 4-Striker
5-Slider
6-Śruba regulacyjna
7-Siedzenie wspierające
8-Blok bezpieczeństwa
9-Blok zaciskowy uchwytu matrycy
10-Wkręt blokujący
11-Blokada
Jak widać na rysunku 45, korbowód nie jest integralną częścią, ale składa się z korpusu łączącego 1 i śruby regulacyjnej 6. W środku śruby regulacyjnej 6 znajduje się sześciokątna część, jak pokazano w sekcji A-A na rysunku 44. Poluzuj śrubę blokującą 10 i użyj klucza, aby obrócić sześciokątną część pośrodku śruby regulacyjnej 6 w celu wyregulowania długości korbowodu. Większe prasy regulują śrubę za pomocą silnika, przekładni lub mechanizmu ślimakowego.
Gdy suwak znajduje się w dolnym martwym punkcie, odległość między dolną płaszczyzną suwaka a powierzchnią stołu nazywana jest wysokością zamknięcia prasy. Gdy korbowód jest ustawiony na minimalną długość, wysokość zamknięcia osiąga wartość maksymalną, określaną jako maksymalna wysokość zamknięcia prasy; gdy korbowód jest ustawiony na maksymalną długość, wysokość zamknięcia osiąga wartość minimalną, określaną jako minimalna wysokość zamknięcia prasy.
W celu prawidłowego zainstalowania formy na prasie i zapewnienia normalnego działania proces tłoczeniaMaksymalna zamknięta wysokość prasy musi być większa niż zamknięta wysokość formy, aby forma mogła być zainstalowana między powierzchnią roboczą prasy a dolną powierzchnią suwaka; minimalna zamknięta wysokość prasy musi być mniejsza niż zamknięta wysokość formy, aby górna i dolna forma mogły się prawidłowo wyrównać podczas tłoczenia.
Po wyregulowaniu zamkniętej wysokości prasy, urządzenie blokujące musi zostać zablokowane, aby zapobiec zmianie długości korbowodu z powodu luzu podczas pracy prasy, wpływając na normalną operację tłoczenia. Jest to szczególnie ważne w przypadku niektórych procesów tłoczenia w podstawowych procedurach deformacji, takich jak gięcie i wytłaczanie.
Po zakończeniu operacji tłoczenia przedmiot obrabiany często utknie w formie. Aby wypchnąć obrabiany przedmiot, prasa zwykle ma urządzenie wybijające ustawione na suwaku. Jak pokazano na rysunku 46, sztywne urządzenie wybijające składa się z pręta wybijającego 4 przechodzącego przez suwak i śruby ograniczającej 3 przymocowanej do korpusu maszyny.
Gdy suwak opada w celu wykonania tłoczenia, obrabiany przedmiot jest wypychany w górę przez pręt wypychający 7 w górnej matrycy przez pręt wybijający 4 w suwaku. Gdy suwak podnosi się i zbliża do górnego martwego punktu, oba końce wybijaka 4 są blokowane przez śrubę ograniczającą 3 na korpusie maszyny. Gdy suwak kontynuuje podnoszenie, pręt wybijający 4 przesuwa się w dół względem suwaka, popychając pręt wypychacza 7 w górnej matrycy w celu wypchnięcia przedmiotu obrabianego.
Maksymalny skok roboczy pręta wybijającego 4 wynosi H-h. Jeśli pręt wybijający 4 zderzy się ze śrubą ograniczającą 3 zbyt wcześnie, może dojść do wypadku. Dlatego podczas wymiany form lub regulacji wysokości instalacji prasy należy odpowiednio wyregulować położenie śruby ograniczającej 3.
1-Korpus maszyny
2-Stop Seat
Śruba 3-stopniowa
4-Pręt wybijający
5-Stop Pin
6-Slider
7-Pręt wyrzutnika
Rysunek 47 przedstawia początkowy stan roboczy wybijaka prasy.
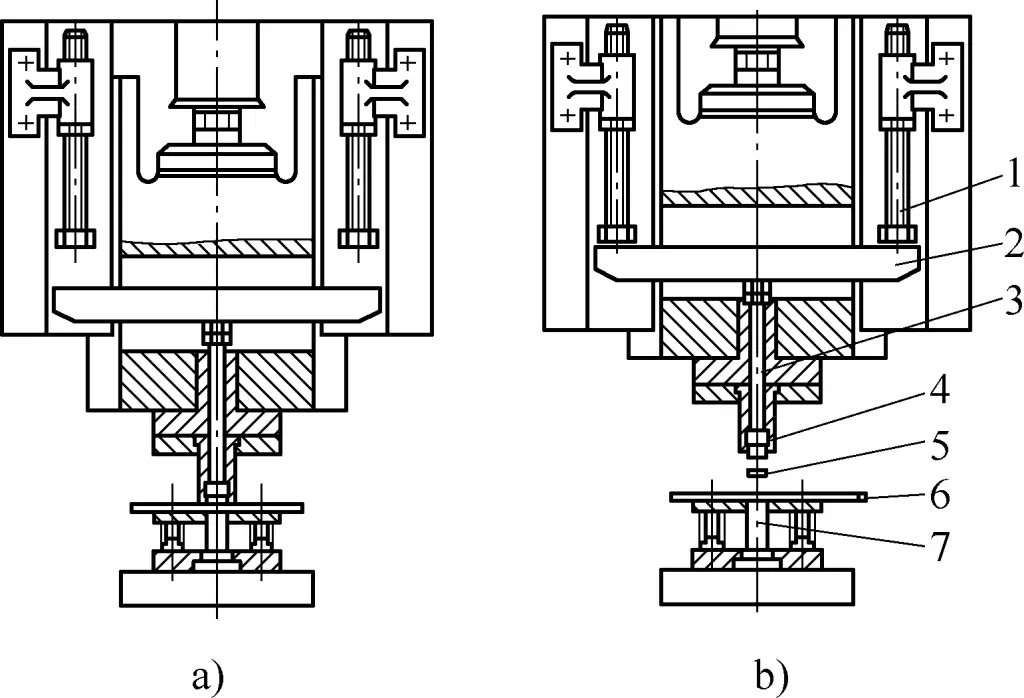
a) Dolny martwy punkt skoku
b) Górny martwy punkt skoku
Śruba 1-stopniowa
2-Pręt wybijający
3-Pręt wyrzutnika
4-Female Die
Część z 5 pieczęciami
Materiał na 6 arkuszy
7-Punch
Instalacja i regulacja matrycy tłoczącej jest ważną częścią operacji tłoczenia. Jakość instalacji i regulacji ma bezpośredni wpływ na bezpieczeństwo i produkcję obrabianych części. Prawidłowość instalacji i regulacji bezpośrednio wpływa na bezpieczeństwo formy, sprzętu i pracowników tłoczących.
Ogólna zasada instalacji matrycy na prasie jest następująca: najpierw zamocuj górną matrycę na suwaku prasy, a następnie wyreguluj dolną matrycę zgodnie z położeniem górnej matrycy. Odpowiednie regulacje prasy muszą być wykonane podczas procesu instalacji formy.
Instalację wykrojników można podzielić na wykrojniki niekierowane i wykrojniki kierowane.
1) Instalacja niekierowanych matryc zaślepiających
Instalacja niekierowanych wykrojników jest stosunkowo skomplikowana. Metoda jest następująca:
① Przygotowanie do instalacji formy. Przed instalacją formy należy sprawdzić prasę i formę. Główne elementy kontroli obejmują:
Ponadto operatorzy powinni być zaznajomieni z kształtem, dokładnością wymiarową i wymaganiami technicznymi części, które mają być wykrawane, rozumieć odpowiednie dokumenty procesowe wykrawanych części i zawartość przetwarzania bieżącego procesu; być zaznajomieni z typem, strukturą, zasadą działania i charakterystyką użytkowania używanej matrycy wykrawającej. Na koniec należy wyczyścić formę i stół roboczy prasy oraz sprawdzić stan roboczy prasy.
② Sprawdź warunki instalacji matrycy. Zamknięta wysokość matrycy musi odpowiadać wysokości montażowej prasy. Przed zainstalowaniem matrycy należy zmierzyć jej zamkniętą wysokość. Wartość zamkniętej wysokości H0 formy powinna spełniać następujące wymagania:
Hmin+10mm≤H0≤Hmaks-5 mm
Formuła
Jeśli zamknięta wysokość formy jest zbyt mała i nie spełnia powyższych wymagań, do stołu roboczego prasy można dodać podkładkę uziemiającą, aby spełnić powyższe wymagania przed zainstalowaniem formy, jak pokazano na rysunku 48.
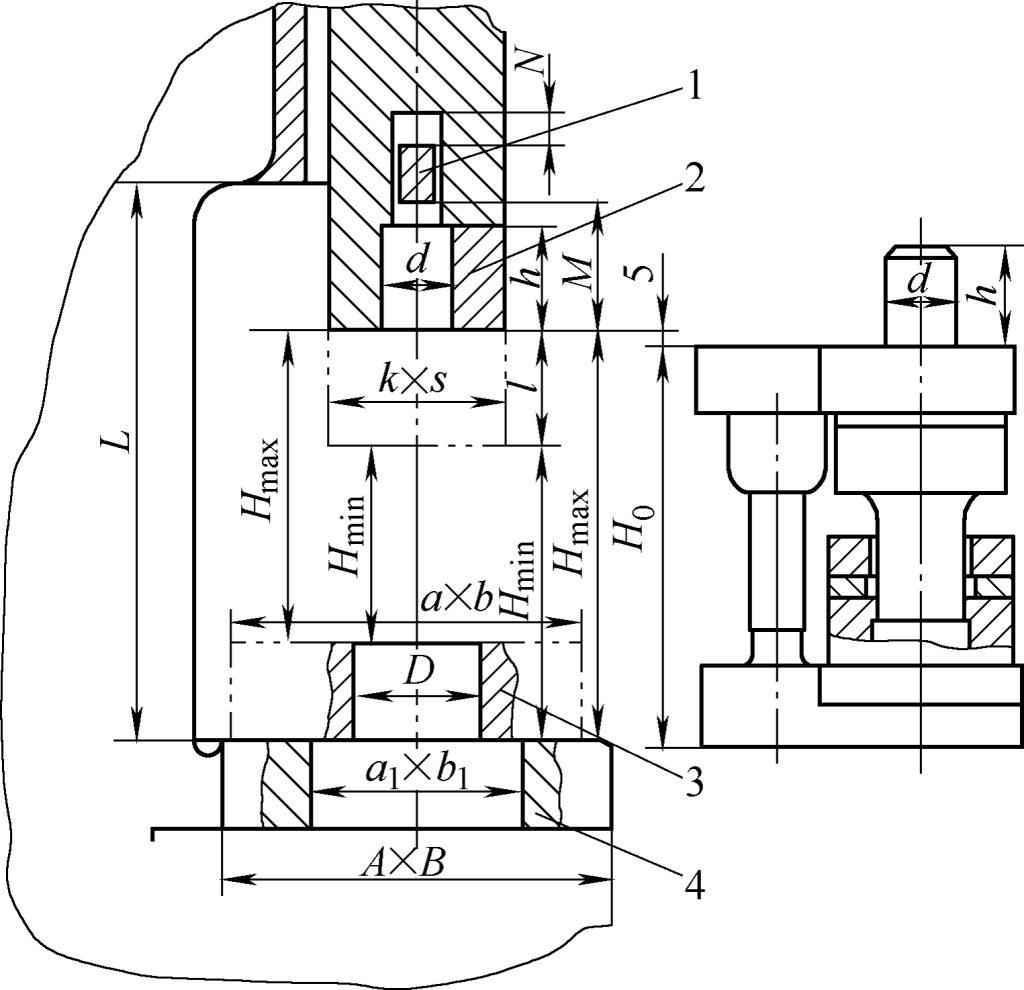
1-Wiązka wyrzutowa
Blok zaciskowy z 2 uchwytami
3-Pad
4-Stół roboczy
Znaczenie innych wymiarów pokazanych na rysunku jest następujące:
Gdy wiele zestawów matryc jest zainstalowanych na tej samej maszynie do tłoczenia wielostanowiskowego, wysokość zamknięcia każdego zestawu matryc powinna być taka sama.
③ Instalacja matrycy. Po zakończeniu prac przygotowawczych do instalacji każdej matrycy należy przystąpić do instalacji matrycy zgodnie z poniższymi krokami.
Umieść matrycę na środku prasy, jak pokazano na Rysunek 49. Górna i dolna matryca są podparte blokami 3.
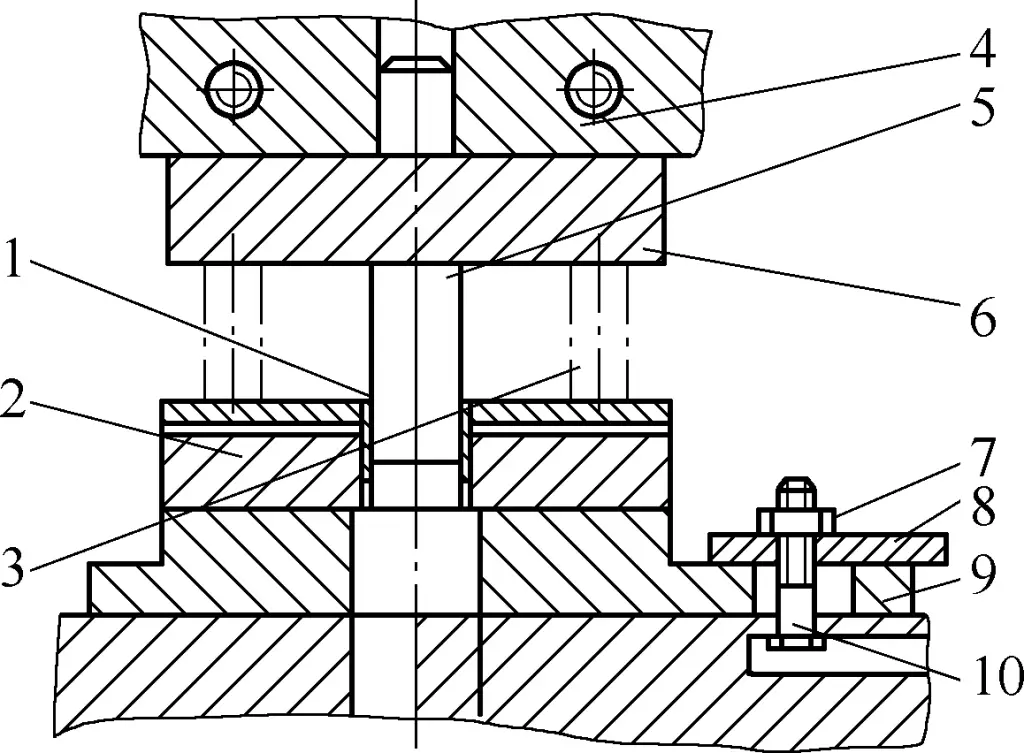
1-Twarda tektura
2-Die
3-Block
Suwak maszyny 4-Press
5-Punch
6-Górny szablon
7-Nut
8-Płyta dociskowa
9-Podkładka pod żelazko
Śruba 10-T
Poluzować nakrętkę na suwaku prasy 4, ręcznie lub za pomocą łomu obrócić koło zamachowe prasy, aby obniżyć suwak prasy 4, aż zetknie się z górnym szablonem 6, a uchwyt matrycy wejdzie w otwór uchwytu matrycy suwaka prasy 4.
Jeśli suwak prasy 4 wyregulowany do najniższej pozycji zgodnie z powyższymi wymaganiami nadal nie może zetknąć się z górnym szablonem 6, należy wyregulować śrubę na pręcie łączącym prasy, aby suwak prasy 4 zetknął się z górnym szablonem 6. Jeśli wyregulowanie pręta łączącego do najniższego punktu nadal nie umożliwia zetknięcia się suwaka prasy 4 z górnym szablonem 6, należy dodać bloki na dole dolnego szablonu, aby podnieść dolny szablon do momentu zetknięcia.
Po wyregulowaniu wysokości suwaka prasy 4 przymocuj uchwyt matrycy do suwaka prasy 4.
④ Wyregulować szczelinę matrycy. Po zakończeniu instalacji matrycy na prasie należy wyregulować szczelinę między stemplem a matrycą, tj. umieścić twardą tekturę 1 lub arkusz miedzi o grubości odpowiadającej wartości jednostronnej szczeliny między stemplem a matrycą na krawędzi tnącej matrycy 2 i użyć metody lekkiego tunelowania, aby wyregulować szczelinę między stemplem a matrycą w celu jej ujednolicenia.
⑤ Zamocować matrycę. Po wyregulowaniu szczeliny włóż śrubę T 10 w szczelinę stołu prasy i mocno przymocuj dolną matrycę do prasy za pomocą płyty dociskowej 8, bloków 9 i nakrętek 7. Należy pamiętać, że śruby powinny być mocowane symetrycznie i naprzemiennie.
⑥ Próba matrycy. Po wykonaniu wszystkich powyższych czynności można uruchomić prasę w celu przeprowadzenia próbnego uruchomienia matrycy. Podczas próbnego uruchomienia, jeśli szczelina między stemplem a matrycą W celu regulacji należy lekko poluzować nakrętkę 7 i delikatnie wbijać dolny szablon młotkiem w kierunku regulacji zgodnie z rozkładem szczeliny stempla i matrycy, aż szczelina będzie odpowiednia.
⑦ Formalna produkcja. Po sprawdzeniu i zatwierdzeniu próbnego elementu obrabianego przez personel dokonujący samokontroli i inspekcji można rozpocząć produkcję masową.
2) Metoda instalacji prowadzonej matrycy tnącej
W przypadku matryc tnących z prowadzeniem, dzięki prowadzeniu słupków prowadzących i tulei prowadzących, instalacja i regulacja są wygodniejsze i łatwiejsze w porównaniu z matrycami tnącymi bez prowadzenia. Główne punkty instalacji to:
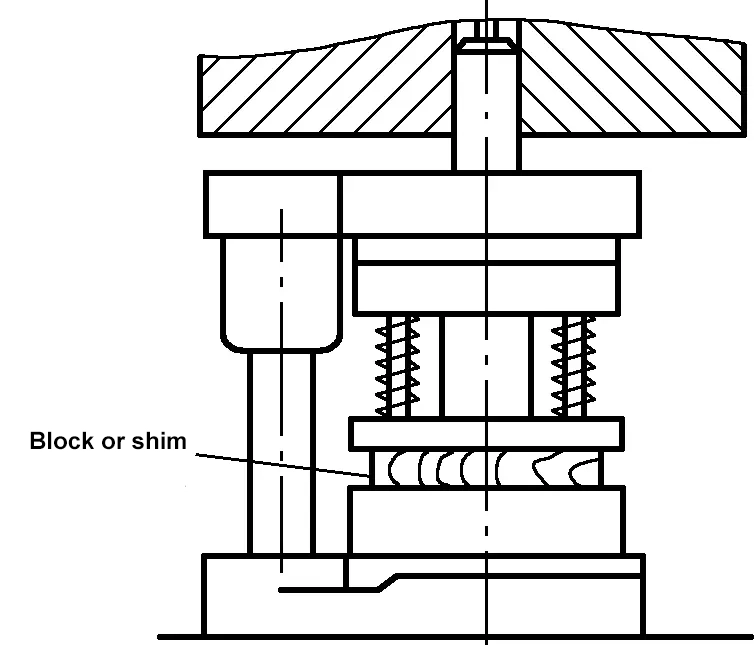
Kluczowe punkty regulacji matrycy tnącej są następujące:
1) Wyreguluj głębokość dopasowania stempla i matrycy
Wyreguluj górną i dolną matrycę matrycy tnącej, aby zapewnić odpowiednią głębokość połączenia między częściami roboczymi górnej i dolnej matrycy. Nie powinna być ona zbyt głęboka ani zbyt płytka, aby uzyskać odpowiednie części. Ogólnie rzecz biorąc, matryca tnąca zapewnia, że stempel wchodzi do matrycy na głębokość 0,5-1 mm, a w przypadku matryc ze stopów twardych nie powinna przekraczać 0,5 mm. Głębokość dopasowania stempla i matrycy uzyskuje się poprzez regulację długości korbowodu prasy.
2) Wyreguluj odstęp między stemplem a matrycą
Matryca tnąca musi zapewniać jednolitą szczelinę wokół stempla i matrycy. Niewłaściwe lub nierówne odstępy będą miały bezpośredni wpływ na jakość tłoczonych części.
W przypadku matryc tnących z prowadzonymi elementami, instalacja i regulacja są stosunkowo wygodne, o ile zapewniona jest dokładność ruchu elementu prowadzącego, ponieważ dopasowanie między elementami prowadzącymi (takimi jak słupki prowadzące i tuleje prowadzące) jest stosunkowo precyzyjne, zapewniając jednolitą szczelinę dopasowania między górną i dolną matrycą.
W przypadku niekierowanych matryc tnących, czysta folia miedziana lub twardy karton mogą być wyłożone wokół krawędzi tnącej matrycy w celu regulacji (grubość czystej folii miedzianej lub twardego kartonu jest równoważna jednostronnej szczelinie między stemplem a matrycą). Gdy grubość półfabrykatu tłoczonej części przekracza 1,5 mm, ze względu na większą szczelinę matrycy, do regulacji można zastosować wyżej wymienioną metodę wykładziny.
W przypadku wykrojników cieńszych elementów, wykrojnik może być regulowany przez pracownika tłoczącego poprzez obserwację wielkości szczeliny wokół współpracującego stempla i matrycy. Jeśli okaże się, że szczelina między stemplem a matrycą jest stosunkowo duża w określonym kierunku, najpierw należy zamocować górną matrycę, a następnie poluzować dolną matrycę. Następnie, używając młotka, delikatnie uderz w bok dolnej matrycy w kierunku, w którym szczelina powinna zostać zmniejszona. Po odpowiednim wyregulowaniu należy powtarzać obserwację szczeliny wokół współpracującego stempla i matrycy, aż będzie ona jednolita.
W przypadku wykrojników z prostymi krawędziami tnącymi, do regulacji szczeliny można użyć metody przepuszczania światła i testowania szczelinomierzem. Gdy stempel i matryca są wyśrodkowane, a szczelina jest jednolita, użyj śrub, aby przymocować matrycę do prasy w celu wykonania próbnego wykrawania.
Po próbnym wykrawaniu należy sprawdzić próbnie wykrawane części pod kątem znaczących zadziorów i szorstkich powierzchni cięcia. Jeśli jest nieodpowiednia, poluzuj dolną matrycę i kontynuuj regulację zgodnie z poprzednią metodą, aż szczelina będzie odpowiednia.
Aby ułatwić regulację szczeliny dla niekierowanych wykrojników w przyszłej produkcji, można zastosować metodę wciskania arkusza czystej miedzi lub arkusza twardego papieru o grubości równej jednostronnej szczelinie stempla i matrycy do wnęki matrycy wraz ze stemplem, aby zmniejszyć nakład pracy związany z regulacją wykrojnika.
3) Wyreguluj urządzenie pozycjonujące
Elementy pozycjonujące wykrojnika obejmują głównie kołki pozycjonujące, bloki pozycjonujące i płyty pozycjonujące. Podczas regulacji wykrojnika należy sprawdzić, czy elementy pozycjonujące spełniają wymagania dotyczące pozycjonowania i czy pozycjonowanie jest niezawodne. Jeśli pozycje elementów pozycjonujących nie są odpowiednie, należy je przyciąć podczas regulacji, a w razie potrzeby wymienić.
4) Regulacja systemu usuwania izolacji
Regulacja systemu zdejmowania izolacji obejmuje głównie sprawdzenie, czy płyta zdejmująca lub wyrzutnik działają płynnie, czy sprężyny zdejmujące i elastyczność gumy są wystarczające, czy skok zdejmowania izolacji jest odpowiedni, czy otwory na odpady są drożne oraz czy pręty stempla i popychacza mogą płynnie odprowadzać części i odpady. W przypadku wykrycia jakichkolwiek usterek należy dokonać regulacji, a w razie potrzeby wymiany.
Sprzęt używany do wykrawania obejmuje głównie różne prasy korbowe. Podczas pracy należy przede wszystkim zapoznać się z wydajnością i charakterystyką używanego sprzętu oraz opanować metody jego obsługi. Po drugie, ważne jest również, aby zrozumieć wydajność i charakterystykę matrycy używanej do wykrawania oraz być w stanie ją zainstalować i wyregulować. Ponadto podczas wykonywania operacji wykrawania należy zwrócić uwagę na przestrzeganie procedur operacyjnych, przy czym główne wymagania obejmują następujące punkty.
1) Podłącz zasilanie i po normalnym obróceniu się koła zamachowego uruchom prasę kilka razy, aby sprawdzić, czy sprzęgło, hamulec i system sterowania są czułe i niezawodne; sprawdź, czy urządzenia zabezpieczające są skuteczne; jednocześnie obserwuj, czy forma działa normalnie.
2) Przetestuj kilka elementów, przeprowadź samokontrolę i poproś inspektora o ich sprawdzenie. Kontynuuj normalną produkcję tylko wtedy, gdy zostaną zakwalifikowane.
3) Jeśli podczas pracy wystąpią problemy z jakością lub nieprawidłowe działanie prasy, nieprawidłowe działanie elementów sterujących lub niewrażliwa reakcja sprzęgła i hamulca, należy natychmiast zatrzymać maszynę. Surowo zabrania się uruchamiania urządzenia z usterkami.
Typowe wady elementów wykrawających obejmują duże zadziory i wypaczone powierzchnie. Wady te mogą być spowodowane problemami z materiałem do wykrawania, regulacją lub problemami z formą do wykrawania lub zaniedbaniem obsługi. Rozwiązania należy opracować na podstawie dokładnej analizy przyczyn wad. Tabela 7 zawiera typowe wady i rozwiązania dla elementów wykrawających.
Tabela 7 Typowe wady i rozwiązania dotyczące elementów zaślepiających
| Status jakości | Przyczyna | Rozwiązanie |
| Ścięta część jest dobra, z niewielkimi zadziorami i pewnym nachyleniem na powierzchni cięcia. | Rozsądna i jednolita szczelina, ostre krawędzie tnące stempla i matrycy oraz zachodzące na siebie pęknięcia ścinające. | To normalna sytuacja. |
| Powierzchnia cięcia ma pęknięcia, podwójne jasne pasma i zadziory, rozmiar wykrawania jest zmniejszony, a rozmiar wykrawania jest zwiększony. | Szczelina jest zbyt mała, a pęknięcia na krawędziach tnących stempla i matrycy nie zachodzą na siebie. | Naostrz krawędzie tnące stempla i matrycy. |
| Nachylenie powierzchni cięcia jest duże, tworząc rozdarte zadziory, powiększone zaokrąglenia, zwiększony rozmiar wykrawania i zmniejszony rozmiar wykrawania. | Szczelina jest zbyt duża, a pęknięcia nie zachodzą na siebie. | Wymień krawędzie tnące stempla i matrycy. |
| Rozkład zadziorów na powierzchni cięcia jest nierównomierny, a zaokrąglenie jest niespójne. | 1) Osie stempla i matrycy są źle ustawione lub nie są współosiowe. 2) Szczelina w urządzeniu prowadzącym jest zbyt duża. 3) Urządzenie prowadzące lub stempel są przekrzywione. | 1) Wyregulować względne położenie stempla i matrycy lub naostrzyć krawędzie tnące. 2) Wymienić urządzenie prowadzące (takie jak tuleja prowadząca). 3) Ponownie zamontować urządzenie prowadzące lub stempel. |
| Duże zadziory na krawędziach wykrawanych elementów i zwiększone zaokrąglenia wykrawanych elementów. | Krawędź tnąca matrycy jest tępa lub niewystarczająco twarda. | Naostrz lub wymień matrycę. |
| Duże zadziory na wykrawanych elementach i duże zaokrąglenia na wykrawanych elementach. | Krawędź tnąca stempla jest tępa lub niewystarczająco twarda. | Naostrz lub wymień stempel. |
| Zarówno elementy zaślepione, jak i wykrawane mają duże zadziory i duże zaokrąglenia. | Zarówno stempel, jak i matryca są tępe. | Naostrz lub wymień stempel i matrycę. |
| Płaszczyzna przedmiotu obrabianego jest wklęsła. | 1) Krawędź tnąca matrycy ma odwrócony stożek. 2) Powierzchnia styku między prętem wypychacza a obrabianym przedmiotem jest zbyt mała. 3) Płytka zdejmująca jest zamocowana. 4) Zaślepianie przez otwór matrycy | 1) Ostrzenie krawędzi matrycy 2) Wymiana sworznia wyrzutnika 3) Przejście na elastyczną płytkę do zdejmowania izolacji 4) Ulepszenie mechanizmu wyrzutu |
| Przesunięcie otworu wewnętrznego przedmiotu obrabianego | 1) Niewspółosiowość pierścienia pozycjonującego i matrycy 2) Niewspółosiowość ogranicznika materiału i urządzenia podającego | 1) Wymień pierścień pozycjonujący 2) Ponowny montaż lub wymiana odpowiednich części |
Cięcie gazowe wykorzystuje energię cieplną płomienia tlenowo-acetylenowego lub płomienia gazu skroplonego tlenem do wstępnego podgrzania obszaru cięcia przedmiotu obrabianego do określonej temperatury, a następnie rozpyla strumień gazu tnącego o dużej prędkości, aby metal spalił się i uwolnił ciepło, uzyskując w ten sposób cięcie.
Cięcie gazowe ma zalety wygody i dużej zdolności adaptacji. Umożliwia cięcie wszystkich grubości i rodzajów stali węglowej, w tym płyt stalowych i stali konstrukcyjnej. Dodatkowo, cięcie gazowe oferuje niskie koszty produkcji.
Cięcie gazowe jest klasyfikowane według różnych płomieni generowanych przez gazy tnące, takie jak cięcie płomieniem tlenowo-acetylenowym i cięcie skroplonym gazem ropopochodnym. W oparciu o metody działania, dzieli się je na ręczne cięcie gazowe, półautomatyczne cięcie gazowe i automatyczne cięcie gazowe CNC. Ręczne cięcie gazowe acetylenowo-tlenowe jest najczęściej stosowaną metodą cięcia gazowego. obróbka blachy.
Sprzęt i narzędzia używane do cięcia gazowego różnią się nieznacznie w zależności od rodzaju używanego gazu palnego. Sprzęt do cięcia płomieniem acetylenowo-tlenowym składa się z butli tlenowej i regulatora tlenu, butli acetylenowej i regulatora acetylenu, ogranicznika cofania się płomienia i palnika, jak pokazano na rysunku 51.
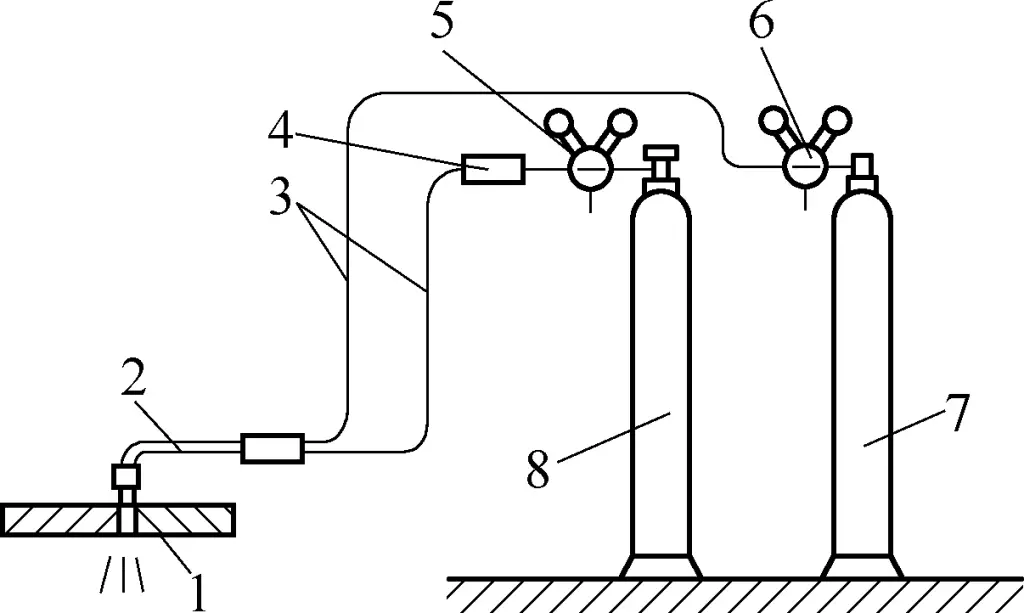
1-Workpiece
2-Torch
3-Wąż
4-Flashback Arrestor
5-Regulator acetylenu
6-Regulator tlenu
7-Butla z tlenem
8-Cylinder acetylenowy
Butla tlenowa jest cylindrycznym pojemnikiem do przechowywania tlenu pod wysokim ciśnieniem i jest pomalowana na jasnoniebiesko w celu identyfikacji. Maksymalne ciśnienie wynosi 16,7 MPa, objętość około 40 litrów, a pojemność gazu około 6 metrów.3. Butla z tlenem jest zbiornikiem wysokociśnieniowym, w którym występuje ryzyko wybuchu, co wymaga zachowania środków ostrożności podczas użytkowania. Należy obchodzić się z nią ostrożnie, aby uniknąć silnych wibracji i uderzeń, a podczas pracy trzymać ją w odległości ponad 5 metrów od otwartego ognia lub źródeł ciepła.
Latem butle z tlenem należy chronić przed działaniem promieni słonecznych, a zimą zamarzniętych zaworów nie należy rozmrażać ogniem, lecz gorącą wodą. Tlen w butli nie powinien być całkowicie wyczerpany; ciśnienie resztkowe powinno być utrzymywane w zakresie 98-196 kPa, aby zapobiec przedostawaniu się innych gazów i potencjalnym eksplozjom.
Butle acetylenowe to specjalistyczne pojemniki do przechowywania i transportu acetylenu. Przypominają one butle tlenowe, ale są nieco krótsze (1,12 m) i mają większą średnicę (250 mm). Powierzchnia jest pomalowana na biało, a napis "acetylen" jest zaznaczony na czerwono. Aby zapewnić stabilne i bezpieczne przechowywanie acetylenu, butla jest wypełniona porowatym materiałem nasączonym acetonem.
Butle z acetylenem powinny być trzymane w pozycji pionowej podczas przenoszenia, załadunku, rozładunku i użytkowania i nigdy nie powinny być kładzione płasko na ziemi. Użycie acetylenu wymaga regulatora ciśnienia; bezpośrednie użycie jest zabronione.
Reduktor to urządzenie, które redukuje wysokie ciśnienie gazu do gazu o niskim ciśnieniu. Jego funkcją jest redukcja ciśnienia gazu pod wysokim ciśnieniem z butli do żądanego ciśnienia roboczego i utrzymanie stabilności ciśnienia.
Rysunek 52 przedstawia zasadę działania reduktora jednostopniowego. Obracanie śruby regulacyjnej 1 zgodnie z ruchem wskazówek zegara otwiera zawór regulacji ciśnienia 8, umożliwiając przepływ gazu pod wysokim ciśnieniem z butli z komory wysokiego ciśnienia 7 przez zawór regulacji ciśnienia 8 do komory niskiego ciśnienia 12. Gaz rozpręża się, zmniejszając ciśnienie do ciśnienia roboczego, a następnie wydostaje się przez wylot 11.
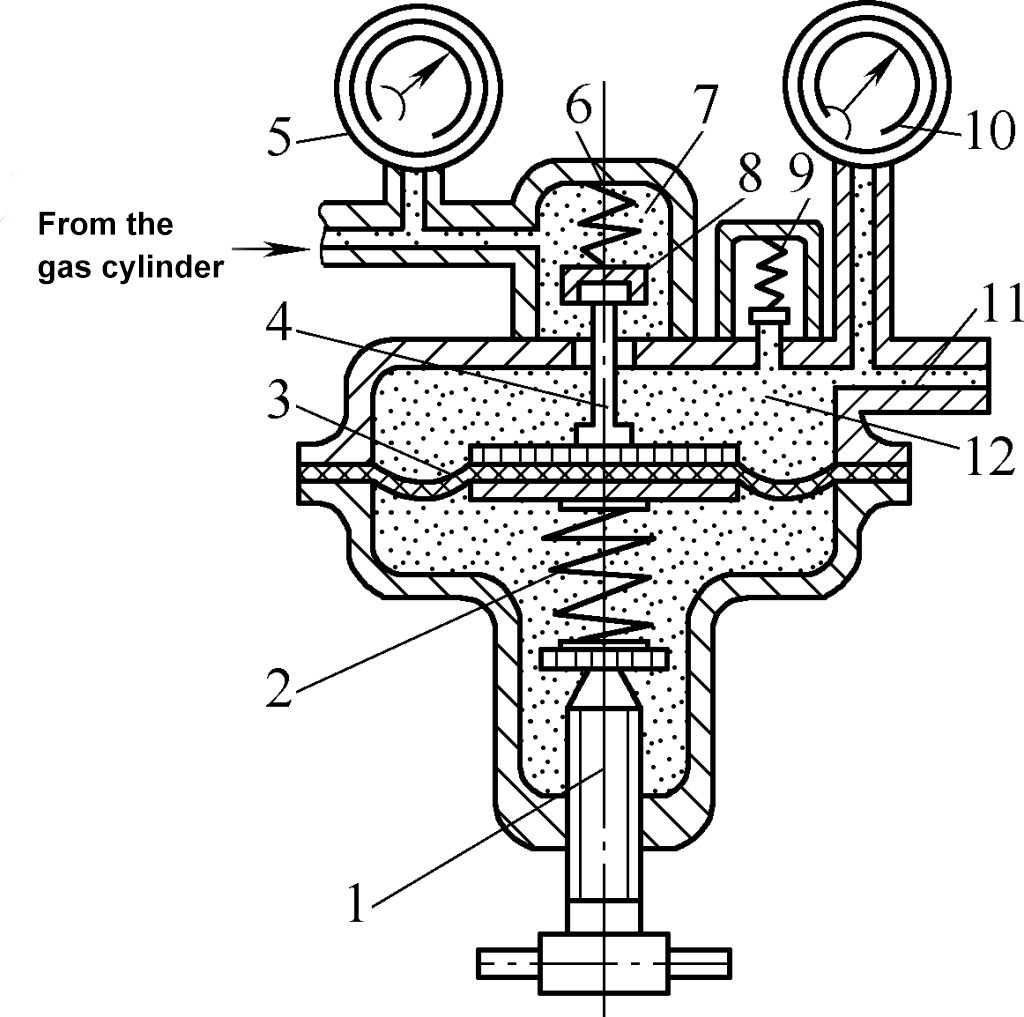
1 - Śruba regulacyjna
2-Pracująca sprężyna
3-Elastyczna membrana
Pręt do 4 skrzyń biegów
5-Wskaźnik wysokiego ciśnienia
6-Pomocnicza sprężyna
7-Komora wysokociśnieniowa
8-Zawór kontroli ciśnienia
9-Zawór bezpieczeństwa
10-Wskaźnik niskiego ciśnienia
11-Outlet
12 Komora niskiego ciśnienia
Ciśnienie robocze jest regulowane poprzez zmianę położenia śruby regulacyjnej 1. Sprężyna robocza 2 i sprężyna pomocnicza 6 zapewniają, że zawór regulacji ciśnienia 8 może automatycznie otwierać się i utrzymywać równowagę, gdy ciśnienie w cylindrze stopniowo spada, utrzymując stabilne ciśnienie robocze.
Regulatory do tlenu i rozpuszczonego acetylenu muszą być specjalistycznymi regulatorami, które odpowiadają charakterystyce każdego gazu.
Zadaniem palnika jest mieszanie tlenu i acetylenu w odpowiedniej proporcji w celu utworzenia płomienia podgrzewającego i rozpylanie tlenu pod wysokim ciśnieniem na cięty przedmiot, powodując spalanie, zdmuchiwanie i cięcie metalu w strumieniu tlenu.
Palnik do cięcia jest podzielony na dwa typy, typ strumieniowy i typ równego ciśnienia, zgodnie z różnymi metodami mieszania tlenu i acetylenu, jak pokazano na rysunku 53. Spośród nich, palnik tnący typu strumieniowego jest najczęściej używany i nadaje się do acetylenu pod niskim lub średnim ciśnieniem. Tabela 8 zawiera listę popularnych modeli i parametrów palników do cięcia strumieniowego.
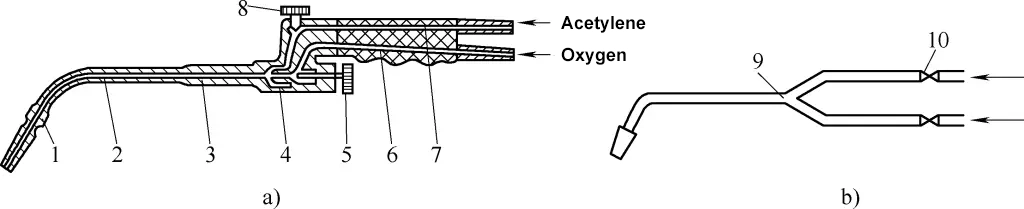
a) Zasada działania i kształt strumienia
b) Kształt typu równego ciśnienia
1-Dysza tnąca
2, 9-Rurka mieszająca
Rurka 3-Jet
4 dysze
5, 10-Zawór tlenu
6-Przewód tlenowy
7-Przewód acetylenowy
8-Zawór acetylenowy
Tabela 8 Typowe modele i parametry palników do cięcia strumieniowego
| Model | Dysza tnąca | Grubość płyty ze stali niskowęglowej/mm | Średnica otworu tlenowego dyszy tnącej/mm | Ciśnienie gazu/MPa | Zużycie gazu/(L/min) | |||
| Liczba | Typ | Tlen | Gaz acetylenowy | Tlen | Gaz acetylenowy | |||
| G01-30 | 1 | Kształt pierścienia | 3~10 | 0.7 | 0.2 | 0.001~0.1 | 13.3 | 3.5 |
| 2 | 10~20 | 0.9 | 0.25 | 23.3 | 6.0 | |||
| 3 | 20~30 | 1.1 | 0.3 | 36.7 | 5.2 | |||
| G01-100 | 1 | Kształt kwiatu śliwy | 10~25 | 1.0 | 0.3 | 36.7~45 | 5.8~6.7 | |
| 2 | 25~50 | 1.3 | 0.4 | 58.2~71.7 | 7.7~8.3 | |||
Uwaga: W numerze modelu G oznacza palnik do cięcia, 0 oznacza ręczny, 1 oznacza strumieniowy, a poniższe liczby oznaczają maksymalną grubość (mm) stali niskowęglowej do cięcia gazowego.
Rysunek 53a przedstawia palnik do cięcia strumieniowego. Palnik do cięcia strumieniowego wykorzystuje stałą rurę strumieniową, a dzięki wymianie dysz tnących na dysze o różnych średnicach otworów tlenowych może zaspokoić potrzeby cięcia elementów o różnych grubościach. Jest on szeroko stosowany w produkcji.
Podczas pracy podgrzany tlen wchodzi do komory mieszania z dużą prędkością, zasysa otaczający gaz acetylenowy i tworzy mieszaninę o określonym stosunku, która jest rozpylana z dyszy tnącej. Po zapłonie tworzy ona płomień podgrzewający. Tlen tnący wydostaje się następnie z centralnego otworu dyszy tnącej przez rurkę tlenową, tworząc szybki przepływ tlenu tnącego.
Rysunek 53b przedstawia palnik do cięcia o równym ciśnieniu. Acetylen, tlen do podgrzewania i tlen do cięcia są odpowiednio wprowadzane do dyszy tnącej przez oddzielne rurociągi. Tlen podgrzewający i acetylen zaczynają mieszać się w dyszy tnącej, a po rozpyleniu i zapaleniu wytwarzają płomień podgrzewający. Jest on odpowiedni dla acetylenu pod średnim ciśnieniem, charakteryzuje się stabilnym płomieniem i nie jest podatny na cofanie się płomienia.
Wąż gumowy używany do transportu tlenu, gazu acetylenowego lub skroplonego gazu ropopochodnego do palnika tnącego jest wykonany z wysokiej jakości gumy z tkaniną lub włóknem bawełnianym. Dopuszczalne ciśnienie robocze dla węża tlenowego wynosi 1,5 MPa, a średnica węża wynosi 8 mm; dopuszczalne ciśnienie robocze dla węża acetylenowego wynosi 0,5 MPa, a średnica węża wynosi 10 mm. Dla łatwej identyfikacji, wąż tlenowy jest czerwony, a wąż acetylenowy jest zielony.
Ogólne cięcie gazowe można wykonać zgodnie z następującymi krokami i metodami:
Oczyść plamy oleju i rdzy na powierzchni przedmiotu obrabianego i podnieś przedmiot obrabiany na pewną wysokość, pozostawiając pewną szczelinę pod przedmiotem obrabianym, aby ułatwić wydalanie żużla tlenkowego.
Następnie należy sprawdzić kształt linii przepływu tlenu. Podczas kontroli należy zapalić palnik do cięcia i wyregulować stosunek mieszanki tlenu i acetylenu, aby płomień podgrzewania wstępnego był płomieniem neutralnym. Najprostszym i najbardziej praktycznym sposobem oceny charakteru płomienia oksyacetylenowego jest obserwacja jego kształtu.
Długość płomienia neutralnego jest umiarkowana, z trzema wyraźnymi częściami: rdzeniem płomienia, płomieniem wewnętrznym i płomieniem zewnętrznym (patrz rysunek 54a); płomień redukujący jest dłuższy i jaśniejszy, a płomień wewnętrzny jest bardziej widoczny (patrz rysunek 54b); płomień utleniający jest krótszy, bez wyraźnej granicy między płomieniem wewnętrznym i zewnętrznym, a jasność jest ciemniejsza (patrz rysunek 54c).

1-Rdzeń płomienia
2 Wewnętrzny płomień
3-Płomień zewnętrzny
Po wyregulowaniu płomienia podgrzewającego do płomienia neutralnego, należy wielokrotnie uwalniać tlen do cięcia i wyregulować zawór regulacji mieszanki, aby zapewnić, że płomień oksyacetylenowy pozostanie neutralny podczas procesu cięcia. Obserwuj kształt strumienia powietrza tnącego (powszechnie znanego jako linia powietrza) z różnych stron, wymagając, aby był on jednolity i wyraźnie cylindryczny. W przeciwnym razie należy wyłączyć acetylen i tlen oraz użyć igły czyszczącej do oczyszczenia dyszy tnącej, aż do uzyskania standardowego przepływu powietrza tnącego.
W przypadku rozpoczynania cięcia od krawędzi blachy stalowej należy najpierw podgrzać krawędź blachy. Gdy punkt podgrzewania zmieni kolor na lekko czerwony, przesuń środek płomienia podgrzewającego poza krawędź, powoli otwórz zawór tlenu do cięcia i obserwuj utleniony stopiony żużel wylatujący wraz z przepływem tlenu podczas cięcia. Po zakończeniu cięcia powoli przesuń palnik, aby kontynuować cięcie, jak pokazano na rysunku 55.
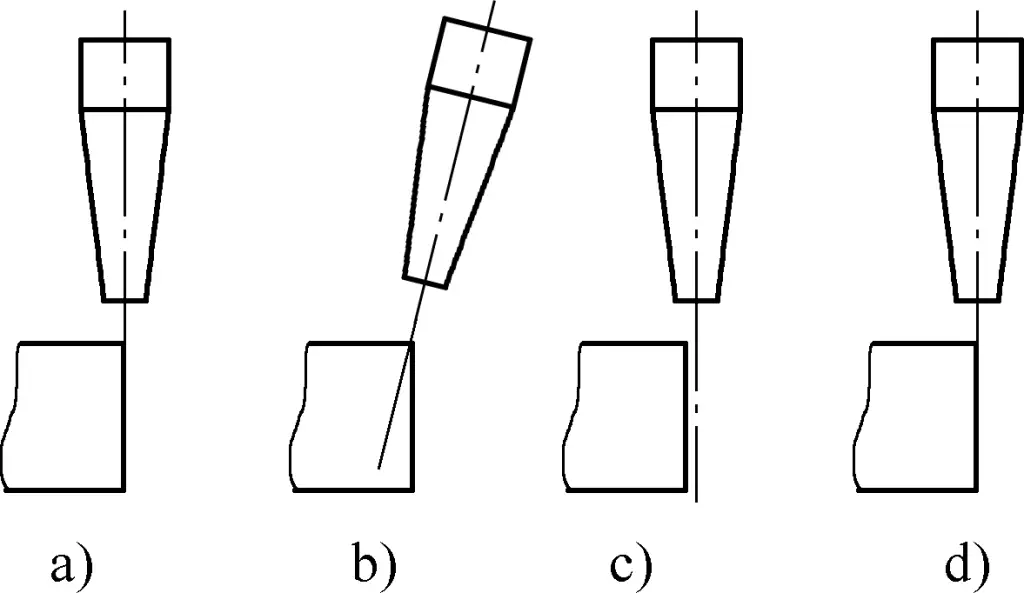
a), b) Podgrzewanie wstępne
c) Cofanie się i uwalnianie tlenu
d) Rozpoczęcie cięcia
The prędkość cięcia należy określić zgodnie z grubością blachy stalowej i wymaganiami jakościowymi powierzchni cięcia.
W praktyce istnieją dwie metody określania, czy prędkość cięcia jest odpowiednia: Obserwować prążkowanie powierzchni cięcia. Jeśli prążkowanie jest jednolite, a opór jest minimalny, oznacza to, że prędkość cięcia jest odpowiednia; Podczas procesu cięcia należy obserwować cięcie z górnej części wzdłuż kierunku przepływu powietrza. Jeśli prędkość cięcia jest odpowiednia, strumień powietrza w miejscu cięcia powinien być gładki, bez widocznych załamań.
Aby w pełni wykorzystać płomień podgrzewający i poprawić wydajność podczas cięcia, dyszę tnącą można przechylić do tyłu o 0°~30° w kierunku przeciwnym do postępu cięcia, w zależności od grubości ciętej blachy stalowej; im cieńsza blacha stalowa, tym większy kąt, jak pokazano na rysunku 56.
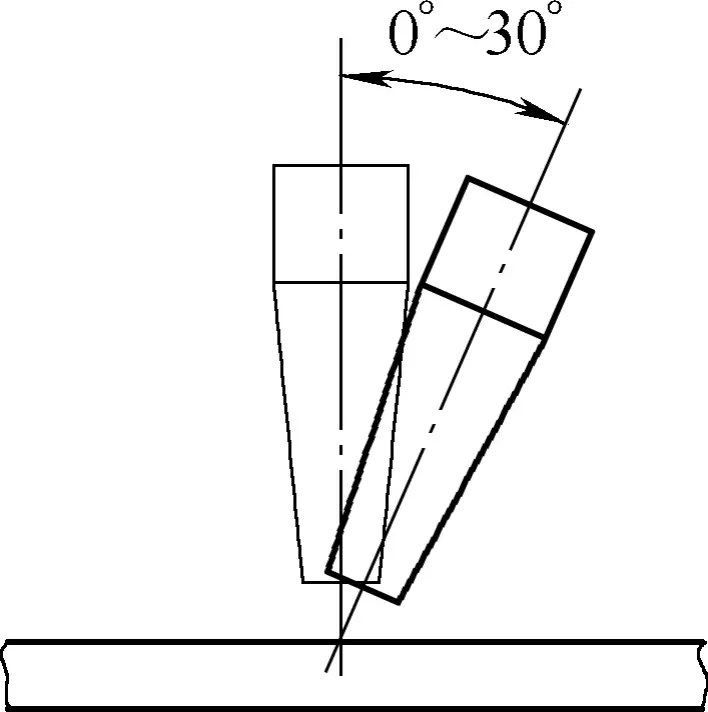
Jeśli konieczne jest wykonanie otworu w określonej pozycji na środku stalowej płyty, należy zwrócić uwagę na kontrolowanie odległości i kąta dyszy tnącej od stalowej płyty podczas otwierania tlenu tnącego, aby uniknąć rozpryskiwania żużla blokującego dyszę tnącą, jak pokazano na rysunku 57.
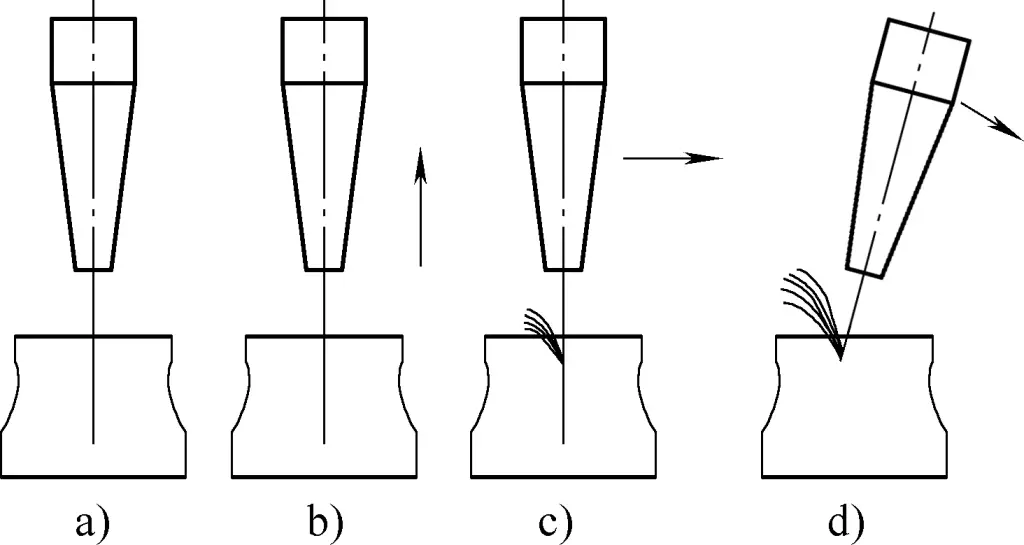
a) Podgrzewanie
b) Podnoszenie dyszy tnącej
c) Rozpocząć cięcie tlenem, przesunąć palnik do tyłu
d) Przechyl latarkę
Postawa podczas trzymania palnika podczas cięcia gazowego jest następująca: Przytrzymaj uchwyt palnika prawą ręką, podeprzyj zawór regulacji tlenu tnącego kciukiem, palcem wskazującym i środkowym lewej ręki. Niezależnie od tego, czy stoisz, czy kucasz, utrzymuj stabilny środek ciężkości, rozluźnij mięśnie ramion, oddychaj naturalnie, trzymaj palnik stabilnie i poruszaj oboma ramionami powoli zgodnie z wymaganiami dotyczącymi prędkości cięcia lub podążaj za ruchem ciała. Główny korpus palnika powinien być równoległy do górnej powierzchni ciętego przedmiotu.
Podczas procesu cięcia często dochodzi do cofania się płomienia z powodu niewystarczającego dopływu tlenu lub acetylenu, zablokowania dyszy tnącej przez żużel lub przegrzania głowicy dyszy. W takim przypadku należy pilnie zamknąć źródło gazu. Prawidłowa kolejność jest następująca: Najpierw należy zamknąć zawór gazu acetylenowego, aby odciąć źródło gazu palnego, a następnie zamknąć zawór gazu mieszanego. Po zidentyfikowaniu i usunięciu przyczyny należy ponownie uruchomić urządzenie i kontynuować pracę.
Po wykonaniu cięcia do punktu końcowego należy zamknąć zawór tlenu tnącego i jednocześnie podnieść palnik. Jeśli palnik nie jest potrzebny do dalszego użytku, należy najpierw zamknąć zawór gazu acetylenowego, a następnie zamknąć zawór regulacji gazu mieszanego. Poluzuj śrubę regulacyjną regulatora ciśnienia i zamknij zawory butli z acetylenem i tlenem. Po zakończeniu pracy zdejmij palnik i reduktor ciśnienia i przechowuj je w odpowiedni sposób, zwiń gumowe węże acetylenowe i tlenowe oraz posprzątaj miejsce pracy.
Cięcie płomieniem acetylenowo-tlenowym jest stosowane głównie do cięcia stali niskowęglowej i niskostopowej. Jest szeroko stosowane do cięcia płyt i profili stalowych w celu przygotowania materiału i ukosowania spawów przed spawaniem i cięciem różnych płyt o skomplikowanych kształtach.
Cięcie gazowe płomieniem acetylenowo-tlenowym może ciąć płyty ze stali niskowęglowej o różnych grubościach, a metody pracy są różne.
1) Cięcie gazowe płyt stalowych o grubości 4 ~ 25 mm.
Do cięcia gazowego płyt stalowych o grubości 4 ~ 25 mm można wybrać palnik do cięcia typu G01-100. Podczas przygotowywania materiału należy upewnić się, że długość strumienia powietrza tnącego (linii wiatru) przekracza 1/3 grubości ciętej płyty. Odległość między dyszą tnącą a ciętym elementem jest w przybliżeniu równa długości rdzenia płomienia plus 2 ~ 4 mm. Aby poprawić wydajność cięcia, dysza tnąca może być odchylona do tyłu o kąt 20°~30° podczas cięcia gazowego.
2) Cięcie gazowe cienkich blach stalowych.
Do cięcia gazowego cienkich blach stalowych często wybiera się palnik tnący typu G01-30 i dyszę tnącą nr 2. Aby osiągnąć lepsze wyniki, energia płomienia podgrzewającego musi być niewielka, dysza tnąca powinna być przechylona w kierunku przeciwnym do postępu i tworzyć kąt 25°~45° z płytą stalową, odległość między dyszą tnącą a powierzchnią elementu tnącego powinna wynosić 10-15 mm, a prędkość cięcia powinna być jak największa.
3) Cięcie gazowe grubych blach stalowych.
W przypadku cięcia gazowego grubych blach stalowych należy najpierw rozpocząć podgrzewanie od narożnika krawędzi ciętego elementu (patrz Rysunek 58a). Po podgrzaniu do temperatury cięcia, stopniowo zwiększaj ilość tlenu i przechylaj dyszę tnącą w kierunku ciętego elementu (patrz Rysunek 58b). Gdy krawędź elementu tnącego zostanie w pełni zagłębiona, zwiększyć przepływ tlenu tnącego i ustawić dyszę tnącą prostopadle do powierzchni elementu tnącego. Jednocześnie przesuń dyszę tnącą wzdłuż linii cięcia. Prędkość cięcia powinna być niska, a dysza tnąca powinna wykonywać poprzeczny ruch obrotowy w kształcie półksiężyca (patrz Rysunek 58c).
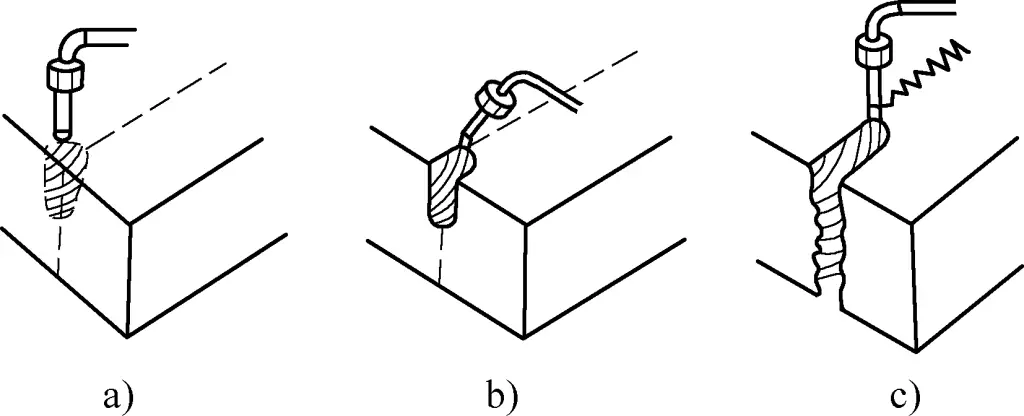
4) Wycinanie otworów w płytach stalowych.
Podczas cięcia gazowego elementów typu pierścień kołnierzowy, ponieważ nie jest możliwe rozpoczęcie cięcia od krawędzi płyty, operacja cięcia musi rozpocząć się od środka stalowej płyty. Po utworzeniu otworu w płycie stalowej należy podążać za linią cięcia.
Metodę przebijania otworu w płycie stalowej pokazano na rysunku 59. Najpierw należy podgrzać obszar, w którym potrzebny jest otwór na stalowej płycie, przytrzymać dyszę tnącą prostopadle do stalowej płyty (patrz Rysunek 59a), a po podgrzaniu do temperatury cięcia podnieść dyszę tnącą około 15 mm od stalowej płyty (patrz Rysunek 59b), a następnie powoli otworzyć zawór tlenu tnącego i lekko przechylić dyszę tnącą (patrz Rysunek 59c).
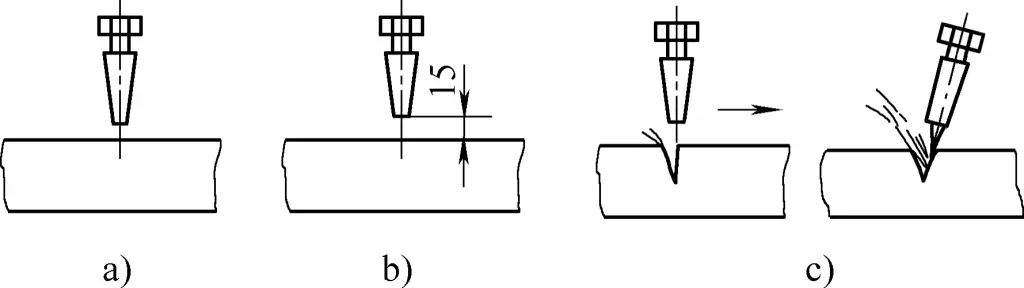
a) Podgrzewanie
b) Podnieś dyszę tnącą
c) Powoli otworzyć zawór tlenu tnącego
Podczas całego procesu przebijania otworów należy uważać, aby nie stanąć twarzą w twarz z powierzchnią blachy stalowej, aby uniknąć poparzenia rozpryskującym się żużlem.
5) Cięcie gazowe wielowarstwowych płyt stalowych.
Podczas cięcia gazowego kilku warstw płyt stalowych o tym samym kształcie, płyty stalowe są często układane razem, aby zakończyć cięcie wielu płyt jednocześnie. W przypadku wielowarstwowego cięcia płyt stalowych, płyty muszą być mocno dociśnięte do siebie, więc potrzebne jest urządzenie dociskające (patrz rysunek 60a), a rdza i brud na powierzchni płyty stalowej powinny zostać oczyszczone.
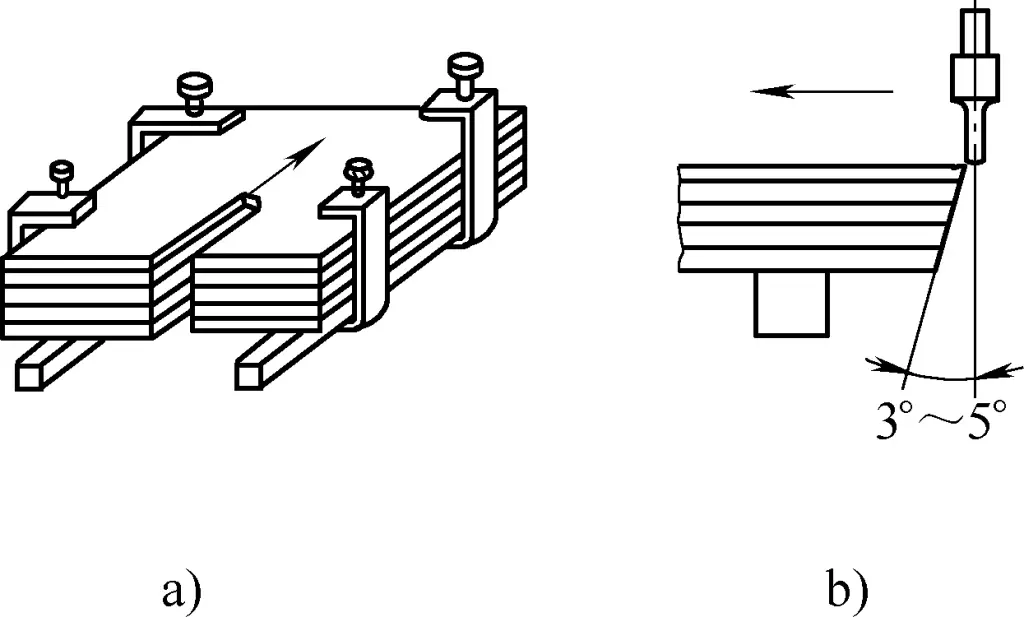
Górna warstwa płyt stalowych powinna zostać nieco przesunięta na zewnątrz (patrz rysunek 60b), aby ułatwić rozpoczęcie cięcia gazowego. Parametry cięcia należy określić zgodnie z całkowitą grubością wielowarstwowych płyt stalowych. Aby uniknąć nadmiernego stopienia górnej warstwy płyt stalowych, można użyć płaskiej płyty stalowej jako pokrywy do cięcia.
Podczas cięcia gazowego rur stalowych, płomień podgrzewający powinien być ustawiony prostopadle do powierzchni rury stalowej. Po całkowitym przecięciu należy stopniowo przechylać dyszę tnącą, aż znajdzie się ona blisko stycznego kierunku materiału rury, a następnie kontynuować cięcie.
Rysunek 61a przedstawia cięcie gazowe stałej rury stalowej, rozpoczynając podgrzewanie od spodu materiału rury (patrząc od dołu) w kierunku wskazanym przez 1 na rysunku. Podczas cięcia do górnej części materiału rury należy zamknąć tlen tnący, ponownie przesunąć palnik do dolnej części materiału rury i kontynuować cięcie w kierunku wskazanym przez 2 na rysunku.
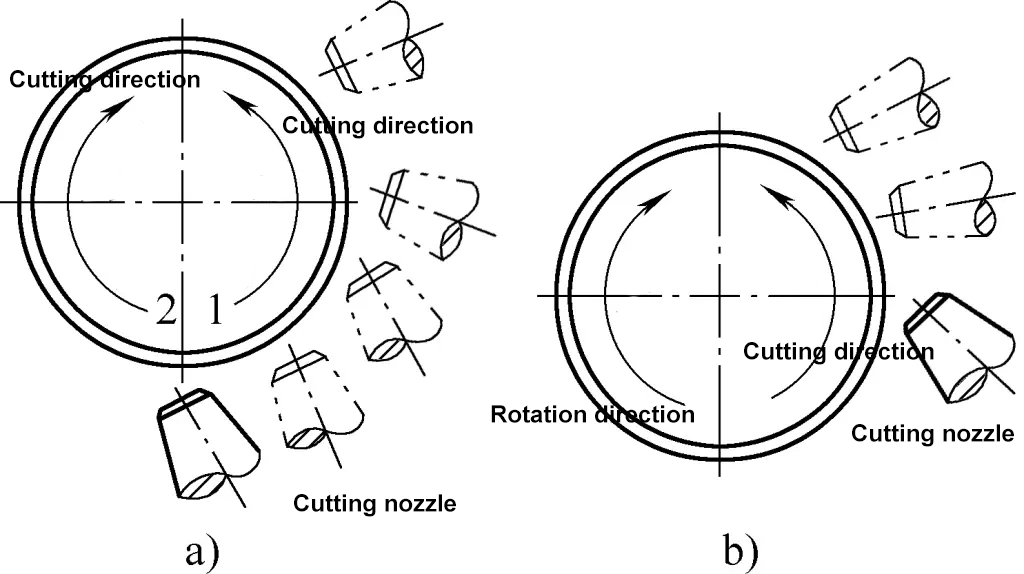
Rysunek 61b przedstawia cięcie gazowe obracającego się materiału rury. Rozpocząć podgrzewanie od strony rury stalowej i ciąć wzdłuż kierunku cięcia pokazanego na rysunku. Po przecięciu jednego odcinka należy tymczasowo zatrzymać, lekko obrócić materiał rury, a następnie kontynuować cięcie. Materiał rury o mniejszej średnicy można przeciąć w 2-3 próbach, podczas gdy materiał rury o większej średnicy może wymagać wielu prób, ale im mniej, tym lepiej.
W przypadku cięcia gazowego stali okrągłej należy rozpocząć podgrzewanie od jednej strony okrągłej stali. Płomień podgrzewający powinien być ustawiony prostopadle do powierzchni okrągłej stali. Na początku cięcia gazowego należy jednocześnie otworzyć zawór tlenu i ustawić dyszę tnącą prostopadle do podłoża. Gdy okrągła stal zostanie przecięta, przesuń dyszę tnącą do przodu i wykonuj lekkie poziome ruchy.
Najlepiej jest wykonać cięcie okrągłej stali za jednym razem. Jeśli średnica okrągłej stali jest duża i nie można jej przeciąć za jednym razem, można zastosować metodę cięcia segmentowego, jak pokazano na rysunku 62. Liczby na rysunku wskazują sekwencję cięcia podczas cięcia segmentowego stali okrągłej.
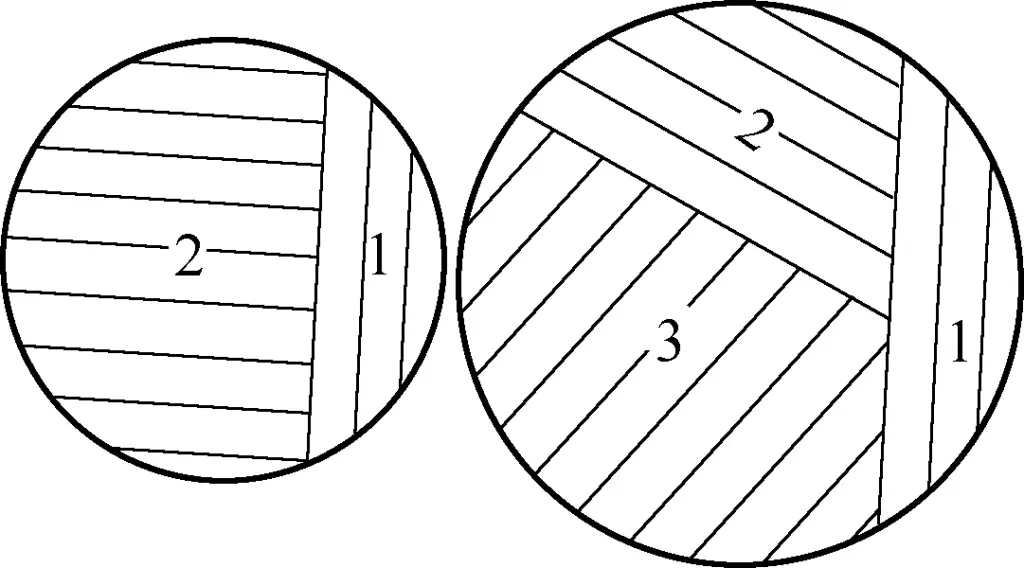
Podczas cięcia belek dwuteowych gazem, zasadą jest cięcie od dołu do góry, jak pokazano na Rysunku 63. W ten sposób pozostały materiał nie spadnie i nie uszkodzi cięcia ani nie spowoduje innych wypadków. Podczas cięcia gazowego dysza tnąca powinna być ustawiona prostopadle do linii cięcia.
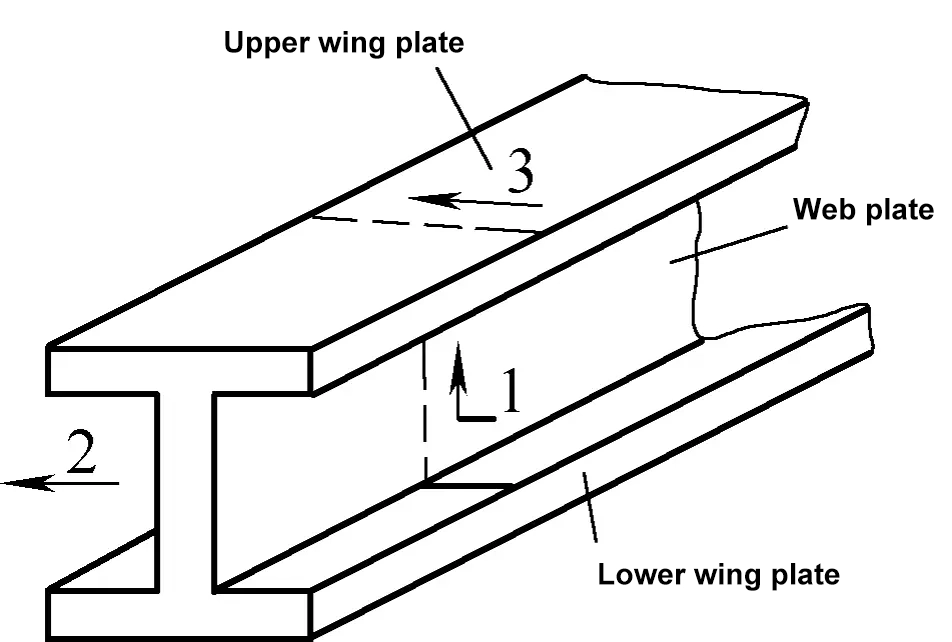
1-Ukończ jedną stronę dolnego kołnierza i środnika jednym cięciem
2-Gaz przeciąć drugą stronę dolnego kołnierza
3-Wreszcie, gaz odciął górny kołnierz
Podczas cięcia gazowego stali kanałowej wzdłuż linii prostej, dysza tnąca powinna być prostopadła do powierzchni cięcia (patrz Rysunek 64a). W przypadku cięć ukośnych dysza powinna być prostopadła do środnika, a w przypadku pozostałych dwóch kołnierzy dysza powinna podążać w kierunku nachylonej linii na środniku do cięcia gazowego (patrz rysunek 64b).
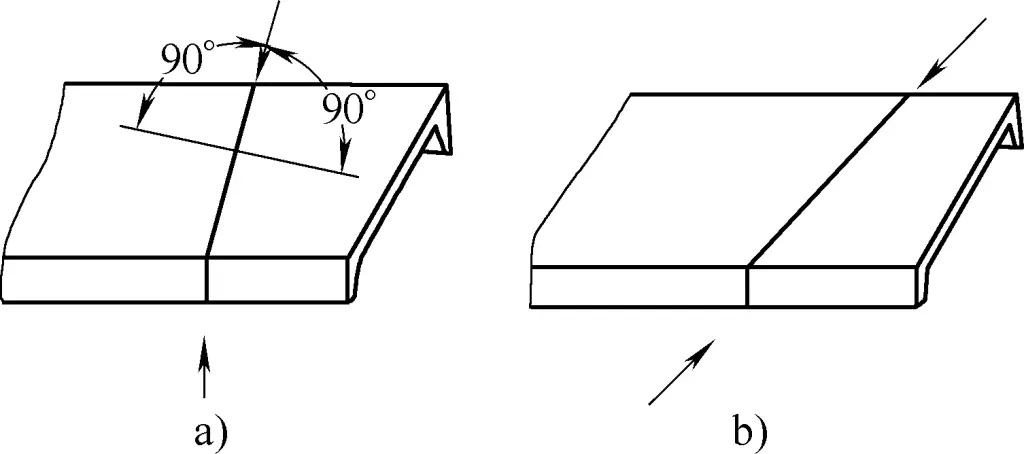
W porównaniu z ogólnym cięciem gazowym, cięcie gazowe rowków spawalniczych powinno być nieco szybsze, z wyższą mocą płomienia podgrzewającego i nieco wyższym ciśnieniem tlenu tnącego. Rysunek 65a przedstawia formę stosowaną do wycinania gazowego rowków w płytach i rurach stalowych, podczas gdy metoda przedstawiona na rysunku 65b jest stosowana głównie do wycinania rowków w rurach.
W przypadku stosowania metody przedstawionej na rysunku 65b do cięcia gazowego rowków rur, moc płomienia podgrzewającego jest niższa niż w przypadku stosowania metody przedstawionej na rysunku 65a, co zapobiega przypaleniu tępej krawędzi.
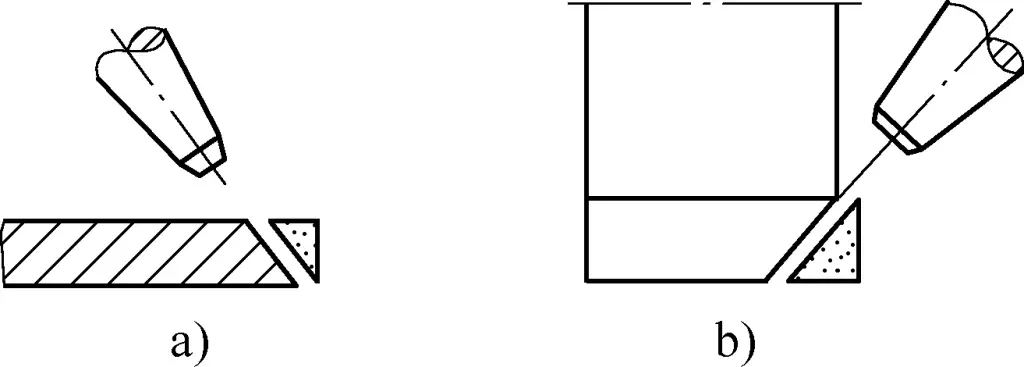
Acetylen używany do cięcia gazowego jest gazem łatwopalnym i wybuchowym, podczas gdy tlen jest gazem o silnym działaniu wspomagającym spalanie i wyższym ciśnieniu. Butle z tlenem, butle z acetylenem i wytwornice acetylenu są zbiornikami ciśnieniowymi, które stwarzają pewne zagrożenia podczas transportu, przechowywania i użytkowania.
Co więcej, ponieważ podczas cięcia gazowego używany jest otwarty płomień, temperatura jest wysoka, a duża ilość stopionego żużla rozpryskuje się wokół, zwiększając ryzyko pożaru i wybuchu. Dlatego też należy zwrócić szczególną uwagę na bezpieczeństwo i cywilizowaną produkcję podczas operacji cięcia gazowego.
Z drugiej strony, jakość ciętych części w cięciu gazowym jest ściśle związana z wyborem parametrów procesu cięcia i postawą podczas pracy ręcznej. Aby zapewnić jakość ciętych części, należy również zwrócić uwagę na wybór specyfikacji procesu cięcia gazowego podczas operacji cięcia gazowego.
Aby zapewnić bezpieczeństwo podczas cięcia gazowego, należy przestrzegać następujących głównych środków ostrożności:
1) Obszar roboczy cięcia gazowego powinien spełniać wymogi bezpieczeństwa i być wyposażony w niezbędne urządzenia przeciwpożarowe. Obszar powinien być wolny od materiałów łatwopalnych i wybuchowych, dobrze wentylowany i utrzymywać określony poziom wilgotności. Surowo zabrania się bezpośredniego kontaktu dysz tnących i stopionego żużla z powierzchniami cementowymi. Generator acetylenu, butle z acetylenem i butle z tlenem powinny znajdować się w bezpiecznej odległości od obszaru roboczego, zazwyczaj 10 metrów lub więcej.
2) Stalowe płyty lub sekcje cięte w obszarze roboczym powinny być starannie ułożone i stabilnie umieszczone. Za obszarem cięcia powinna znajdować się pewna ilość miejsca, aby ułatwić odprowadzanie stopionego żużla i zapobiec gromadzeniu się acetylenu, który mógłby spowodować wybuch.
Złom i resztki żużla powstałe po cięciu należy niezwłocznie usunąć. Podczas pracy, kierunek rozprowadzania zabezpieczeń przed cofnięciem płomienia, węży tlenowych i acetylenowych powinien być rozsądny, aby zapobiec ich zapaleniu przez stopiony żużel lub zmiażdżeniu przez cięte części.
3) Urządzenia zabezpieczające i sprzęt używany do cięcia gazowego powinny być bezpieczne i niezawodne. Na przykład, zabezpieczenia przed cofnięciem się płomienia powinny być czułe i skuteczne, a reduktory ciśnienia powinny wyświetlać dokładne wartości i być regularnie kalibrowane. Butle z tlenem i acetylenem powinny mieć ustalone lokalizacje, być starannie rozmieszczone i przymocowane za pomocą specjalnych wsporników, aby zapobiec ześlizgiwaniu się lub toczeniu.
4) Operatorzy muszą być przeszkoleni i wykwalifikowani przed przystąpieniem do cięcia gazowego i powinni ściśle przestrzegać procedur bezpieczeństwa dotyczących cięcia gazowego. Nieautoryzowane użycie narzędzi i sprzętu do cięcia gazowego przez inne osoby jest surowo zabronione. Podczas pracy sprzęt ochrony osobistej (taki jak okulary do spawania gazowego, odzież robocza, rękawice spawalnicze i niezbędne obuwie izolacyjne, osłony itp.
Aby zapewnić jakość ciętych części podczas cięcia gazowego, należy również przestrzegać następujących środków ostrożności:
1) Odpowiednie specyfikacje palnika tnącego i dyszy powinny być dobrane w oparciu o grubość ciętej blachy stalowej lub sekcji.
2) Prawidłowy wybór specyfikacji procesu cięcia gazowego. Podczas cięcia płomieniem acetylenowo-tlenowym odległość między dyszą a powierzchnią przedmiotu obrabianego wynosi zazwyczaj od 3 do 5 mm, a w przypadku cienkich płyt o grubości mniejszej niż 4 mm wybiera się odległość od 10 do 15 mm. Ciśnienie gazu dla cięcia ręcznego przedstawiono w tabeli 9. Kąt nachylenia dyszy względem powierzchni przedmiotu obrabianego przedstawiono w tabeli 10.
Tabela 9 Ciśnienie gazu do cięcia ręcznego
| Grubość blachy stalowej/mm | Palnik do cięcia | Ciśnienie gazu/MPa | ||
| Typ | Dysza | Tlen | Acetylen | |
| <3 | G01-30 | 12 | 0.3~0.4 | 0.001~0.12 |
| 3~12 | 12 | 0.4~0.5 | ||
| 12~30 | 2,3,4 | 0.5~0.7 | ||
| 30~50 | G01-100 | 3,4,5 | 0.5~0.7 | |
| 50~100 | 56 | 0.6~0.8 | ||
| 100~150 | G01-300 | 7 | 0.8~1.6 | |
| 150~200 | 8 | 1.0~1.4 | ||
| 200~250 | 9 | 1.0~1.4 | ||
Tabela 10 Kąt nachylenia dyszy względem powierzchni przedmiotu obrabianego
| Grubość przedmiotu obrabianego/mm | <10 | 10~30 | >30 | ||
| Kierunek nachylenia | Pochylenie do tyłu | Pochylenie do tyłu | Pochylenie do przodu przy starcie | Prostopadle po penetracji | Pochylenie do tyłu na końcu |
| Kąt nachylenia | 0°~30° | 80°~85° | 80°~85° | 0° | 80°~85° |
Podczas cięcia gazowego zbyt niskie ciśnienie tlenu może powodować niepełne spalanie metalu, zmniejszając prędkość cięcia i powodując przywieranie żużla między cięciami. Z drugiej strony, zbyt wysokie ciśnienie tlenu może spowodować, że nadmiar tlenu będzie działał jak chłodziwo, powodując nierówną powierzchnię cięcia.
Optymalna długość strumienia tlenu tnącego wynosi około 500 mm z wyraźnym konturem, zapewniając płynne wydmuchiwanie żużla i czyste cięcia z ostrymi krawędziami. W przeciwnym razie może dojść do poważnego przywierania żużla i nierównej szerokości cięcia.
3) Do cięcia należy używać czystego tlenu. Jeśli czystość jest niższa niż 98%, zanieczyszczenia w tlenie, takie jak azot, będą absorbować ciepło podczas cięcia, tworząc inne złożone warstwy na ciętej powierzchni, utrudniając spalanie metalu, zmniejszając prędkość cięcia i zwiększając zużycie tlenu.
4) Płyty przeznaczone do cięcia muszą zostać chemicznie odkamienione w celu usunięcia warstwy tlenków; w przeciwnym razie może dojść do cofnięcia się płomienia, co wpłynie na jakość cięcia.
5) W przypadku stali wrażliwych na hartowanie, krawędzie cięć gazowych powinny zostać poddane kontroli pęknięć powierzchniowych i testom twardości zgodnie z odpowiednimi przepisami. Jeśli temperatura otoczenia jest niska podczas cięcia gazowego, należy podgrzać obszar cięcia przed cięciem.
Jakość powierzchni cięcia gazowego jest oceniana na podstawie płaskości powierzchni cięcia, głębokości śladów cięcia i minimalnej odległości między nacięciami. Ponadto, odchylenia wymiarowe są częstymi problemami związanymi z jakością cięcia gazowego. Tabela 11 zawiera listę typowych wad powierzchni ciętych płomieniem acetylenowo-tlenowym i ich przyczyn.
Tabela 11 Wady powierzchni cięcia płomieniem oksyacetylenowym i ich przyczyny
| Wady | Przyczyny |
| Zbyt szorstki (tnie zbyt głęboko) | Niska czystość tlenu, zbyt wysokie ciśnienie tlenu tnącego, zbyt duża prędkość cięcia, zbyt duża moc płomienia podgrzewającego |
| Wiele dołów | Wiele przerw podczas cięcia, słabe połączenie po wznowieniu cięcia; gruba zgorzelina tlenkowa na powierzchni z rdzą; niewystarczający płomień podgrzewający podczas wycinania rowków; brud na szynie prowadzącej maszyny tnącej powodujący uderzanie wózka. |
| Wklęsły | Zbyt wysokie ciśnienie tlenu tnącego, zbyt duża prędkość cięcia |
| Pochylony | Palnik tnący nie jest ustawiony prostopadle do powierzchni płyty; skośny przepływ powietrza tnącego, zbyt niskie ciśnienie tlenu tnącego; mały rozmiar dyszy |
| Załamanie górnej krawędzi | Zbyt silny płomień podgrzewający, zbyt niska prędkość cięcia, dysza zbyt blisko przedmiotu obrabianego, zbyt wysokie ciśnienie tlenu tnącego |
| Wiele żużli na dolnej krawędzi | Niska czystość tlenu, niskie ciśnienie tlenu tnącego, zbyt silny płomień podgrzewający, zbyt duża lub zbyt mała prędkość cięcia |
| Nawęglanie | Dysza zbyt blisko stalowej płyty, płomień podgrzewający jest płomieniem redukującym |
| Duży ślad po przeciągnięciu | Zbyt duża prędkość cięcia, niewystarczające ciśnienie tlenu tnącego |
Nie wszystkie metale można ciąć za pomocą cięcia gazowego. Metale przeznaczone do cięcia gazowego powinny spełniać następujące warunki:
1) Temperatura zapłonu metalu musi być niższa niż jego temperatura topnienia. Jeśli punkt zapłonu metalu jest wyższy niż jego temperatura topnienia, metal stopi się przed osiągnięciem punktu zapłonu, co spowoduje cięcie z nierównymi cięciami, które nie spełniają wymagań cięcia, lub może w ogóle nie zostać przecięte.
2) Temperatura topnienia tlenku metalu powinna być niższa niż temperatura topnienia samego metalu. Gwarantuje to, że tlenek metalu może zostać zdmuchnięty na czas, odsłaniając nową metalową powierzchnię i umożliwiając ciągłe cięcie. W przeciwnym razie, jeśli tlenek metalu ma wysoką temperaturę topnienia i pokrywa rozgrzaną powierzchnię metalu, utrudni kontakt między leżącym poniżej metalem a tlenem tnącym, utrudniając cięcie gazowe.
Zgodnie z warunkami cięcia gazowego metali, cięcie gazowe jest stosowane głównie do stali węglowej i stali niskostopowej, takiej jak stal niskowęglowa, stal wysokomanganowa, stal niskochromowa, niskochromowo-molibdenowa i chromowo-niklowa oraz stopy tytanu. Cięcie gazowe jest generalnie trudne w przypadku stali wysokowęglowej i wysokowytrzymałej stali niskostopowej. Materiały takie jak żeliwo, stal nierdzewna, miedź i aluminium nie mogą być cięte gazowo. Tabela 12 przedstawia wydajność cięcia gazowego różnych metali.
Tabela 12 Wydajność cięcia gazowego różnych metali
| Metal | Wydajność |
| Stal: Zawartość węgla poniżej 0,4% | Dobre cięcie |
| Stal: Zawartość węgla od 0,4% do 0,5% | Dobre cięcie. Aby zapobiec pękaniu, podgrzej do 200 ℃ i powoli schładzaj po cięciu. Temperatura wyżarzania powinna wynosić 650 ℃. |
| Stal: Zawartość węgla od 0,5% do 0,7% | Dobre cięcie. Przed cięciem należy podgrzać do 700 ℃ i wyżarzać po cięciu. |
| Stal: Zawartość węgla powyżej 0,7% | Trudne do cięcia |
| Żeliwo | Trudne do cięcia |
| Stal o wysokiej zawartości manganu | Dobre cięcie, lepsze po podgrzaniu |
| Stal krzemowa | Słabe cięcie |
| Stal stopowa o niskiej zawartości chromu | Dobre cięcie |
| Stal nierdzewna niskochromowa i niskochromowo-niklowa | Dobre cięcie |
| Chromowo-niklowa stal nierdzewna 18-8 | Może być cięta, ale wymaga odpowiednich technik operacyjnych |
| Miedź i stopy miedzi | Nie można przeciąć |
| Aluminium | Nie można przeciąć |







