10 największych producentów maszyn do cięcia laserowego w 2024 r.
Technologia cięcia laserowego szybko się rozwija, a czołowi producenci przesuwają granice, aby zwiększyć precyzję i wydajność. Firmy takie jak Trumpf, Bystronic,...
Co sprawia, że jedno cięcie laserowe jest bezbłędne, a inne pełne niedoskonałości? W tym artykule zbadamy cztery krytyczne czynniki wpływające na jakość cięcia laserowego: moc wyjściowa lasera, pozycja ogniskowania, prędkość cięcia i ciśnienie gazu pomocniczego. Dzięki zrozumieniu i optymalizacji tych elementów można uzyskać czystsze cięcia, wyższą precyzję i lepszą ogólną wydajność w projektach cięcia laserowego. Dowiedz się, w jaki sposób każdy czynnik odgrywa kluczową rolę i poznaj praktyczne wskazówki, aby poprawić wyniki cięcia.

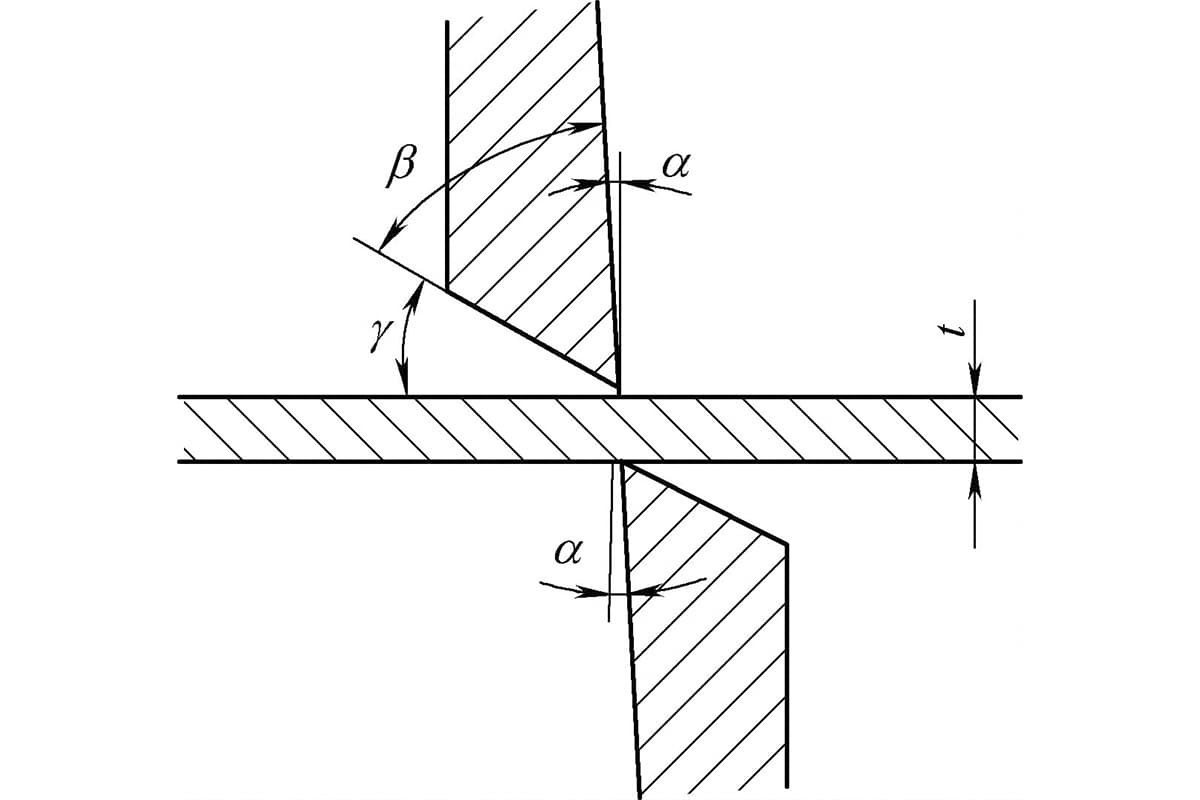
Technologia cięcia laserowego oferuje znaczące korzyści w porównaniu z tradycyjnymi procesami cięcia oksyacetylenowego i plazmowego. Obejmują one większe prędkości cięcia, węższe szczeliny cięcia, mniejsze strefy wpływu ciepła (HAZ), lepszą prostopadłość krawędzi cięcia i gładsze powierzchnie cięcia. Korzyści te przyczyniają się do większej precyzji, zmniejszenia strat materiału i poprawy jakości części.
Wszechstronność cięcie laserowe rozciąga się na szeroką gamę materiałów, dzięki czemu jest preferowaną metodą w różnych branżach. Jej zastosowania obejmują produkcję motoryzacyjną, produkcję maszyn, sprzęt do wytwarzania energii, produkcję sprzętu i urządzeń elektrycznych. To powszechne zastosowanie wynika ze zdolności cięcia laserowego do obróbki różnorodnych materiałów z wysoką wydajnością i precyzją.
Nowoczesne wycinarki laserowe stanowią kulminację zintegrowanych technologii, łącząc zaawansowaną optykę, mechanikę precyzyjną i zaawansowaną elektronikę. Ta synergia dyscyplin zapewnia wysoką wydajność i dokładność wymaganą w wymagających zastosowaniach przemysłowych.
Na wydajność i jakość cięcia laserowego bezpośredni wpływ ma kilka kluczowych czynników:
Dokładność cięcia jest podstawowym kryterium oceny jakości wycinarek laserowych CNC. Aby osiągnąć optymalną jakość cięcia, należy dokładnie kontrolować i optymalizować kilka krytycznych czynników:
Każdy z tych czynników odgrywa kluczową rolę w określaniu ostatecznej jakości cięcia i zostanie szczegółowo przeanalizowany w kolejnych sekcjach, zapewniając wgląd w ich optymalizację dla różnych materiałów i scenariuszy cięcia.

The wycinarka laserowa generuje energię poprzez wyjściową wiązkę lasera o fali ciągłej. Zarówno moc lasera, jak i wybór trybu znacząco wpływają na jakość cięcia.
W praktyce operatorzy zazwyczaj zwiększają moc wyjściową, aby dostosować ją do grubszych materiałów. Przy wyższych poziomach mocy tryb wiązki (rozkład energii w przekroju poprzecznym wiązki) staje się coraz bardziej krytyczny.
Podczas pracy poniżej maksymalnej mocy, skupienie wiązki pozwala uzyskać wyższą gęstość mocy, co przekłada się na wyższą jakość cięcia. Profil wiązki gaussowskiej TEM00 (Transverse Electromagnetic Mode) jest często preferowany ze względu na skoncentrowany rozkład energii i minimalną rozbieżność.
Należy pamiętać, że tryby wiązki nie są spójne przez cały efektywny okres eksploatacji lasera. Na stabilność trybu może wpływać kilka czynników:
Regularne monitorowanie i konserwacja tych czynników są niezbędne do utrzymania stałej jakości cięcia przez cały okres eksploatacji systemu laserowego.
Precyzyjne pozycjonowanie punktu centralnego względem powierzchni przedmiotu obrabianego ma kluczowe znaczenie dla zapewnienia optymalnej jakości cięcia w operacjach cięcia laserowego.
Zazwyczaj podczas procesu cięcia punkt ogniskowania znajduje się bezpośrednio na powierzchni przedmiotu obrabianego lub nieco poniżej niej. Utrzymanie stałej względnej pozycji między ogniskiem a przedmiotem obrabianym podczas całego procesu cięcia jest niezbędne do osiągnięcia stabilnych i wysokiej jakości wyników.
Po zoptymalizowaniu pozycji ogniskowej można zaobserwować kilka korzyści:
W większości zastosowań przemysłowych skupienie wiązki laserowej jest ustawiane tuż poniżej wylotu dyszy. Odległość między dyszą a powierzchnią przedmiotu obrabianego jest zwykle utrzymywana na poziomie około 1,5 mm, choć może się ona różnić w zależności od konkretnych zastosowań i materiałów.
Rozmiar plamki skupionej wiązki lasera jest wprost proporcjonalny do ogniskowej soczewki skupiającej. Zależność ta ma istotne implikacje dla różnych scenariuszy cięcia:
Wybór między soczewkami o krótkiej i długiej ogniskowej zależy od konkretnego zastosowania, grubości materiału i pożądanych właściwości cięcia. Operatorzy muszą uwzględnić te czynniki podczas optymalizacji procesów cięcia laserowego w celu uzyskania maksymalnej wydajności i jakości.
Prędkość cięcia w procesach cięcia laserowego jest wprost proporcjonalna do gęstości mocy lasera. Zwiększenie gęstości mocy pozwala uzyskać wyższe prędkości cięcia, co może znacząco wpłynąć na wydajność i jakość cięcia.
Zależność między prędkością cięcia a właściwościami materiału jest odwrotna: wraz ze wzrostem gęstości (ciężaru właściwego) i grubości materiału zmniejsza się osiągalna prędkość cięcia. Korelacja ta ma kluczowe znaczenie dla optymalizacji parametrów cięcia dla różnych materiałów i grubości.
Można zastosować kilka strategii w celu zwiększenia prędkości cięcia przy jednoczesnym utrzymaniu innych parametrów na stałym poziomie:
Należy zauważyć, że czynniki te są ze sobą powiązane, a optymalizacja prędkości cięcia często wymaga holistycznego podejścia, uwzględniającego właściwości materiału, pożądaną jakość cięcia i specyficzne możliwości systemu cięcia laserowego.
Gaz pomocniczy odgrywa kluczową rolę w procesach cięcia laserowego, a jego ciśnienie jest czynnikiem decydującym o jakości i wydajności cięcia. Gaz jest dostarczany współosiowo z wiązką laserową, pełniąc wiele funkcji:
Optymalizacja ciśnienia gazu jest niezbędna i różni się w zależności od materiału i parametrów cięcia:
Optymalne ciśnienie gazu musi być ustalone poprzez staranne eksperymenty i rozważenie takich czynników jak rodzaj materiału, grubość, prędkość cięcia i pożądana jakość krawędzi. Nowoczesne systemy cięcia laserowego często wyposażone są w adaptacyjną kontrolę ciśnienia gazu w celu optymalizacji wydajności w różnych warunkach cięcia.