
Kalkulator współczynnika K: Przewodnik po precyzyjnym gięciu w produkcji blach
Jak zapewnić precyzję gięcia blach? Współczynnik K jest kluczowym elementem w tym procesie, określającym...
Masz trudności z uzyskaniem idealnej spoiny TIG? Wybór odpowiednich parametrów może stanowić różnicę między mocną, czystą spoiną a słabą, niechlujną spoiną. W tym artykule omówiono podstawowe parametry spawania TIG, w tym natężenie prądu spawania, napięcie łuku, średnicę elektrody i natężenie przepływu gazu. Zrozumienie tych czynników pozwoli zoptymalizować proces spawania, zapewniając spójne, wysokiej jakości rezultaty. Zapoznaj się z poradami i wskazówkami, które podniosą Twoje umiejętności spawalnicze do profesjonalnego poziomu.

Główne parametry spawania TIG obejmują prąd spawania, napięcie łuku, prędkość spawania, średnicę elektrody wolframowej i kształt końcówki, średnicę dyszy i przepływ gazu, odległość od dyszy do powierzchni przedmiotu obrabianego oraz kąt uchwytu spawalniczego.
Istnieją dwa rodzaje prądu spawania: prąd stały i prąd przemienny. Prąd stały ma dwie różne metody łączenia: prostą i odwrotną. Wybór rodzaju prądu i polaryzacji zależy głównie od rodzaju spawanego materiału i wymagań dotyczących spoiny.
Zmniejszenie lub wyeliminowanie wahań prądu spowodowanych zmianami długości łuku, Spawanie TIG wymaga użycia źródła prądu o charakterystyce stromo opadającej lub stałoprądowej. Charakterystykę i zakres stosowania różnych rodzajów prądów i połączeń biegunowości w spawaniu TIG przedstawiono w tabeli 5-80.
Tabela 5-80 Charakterystyka i zakres stosowania różnych rodzajów prądów i połączeń biegunowości w spawaniu TIG
| Rodzaje prądu | Prąd stały, elektroda dodatnia | Prąd stały, elektroda ujemna | Prąd przemienny |
| Metoda połączenia | 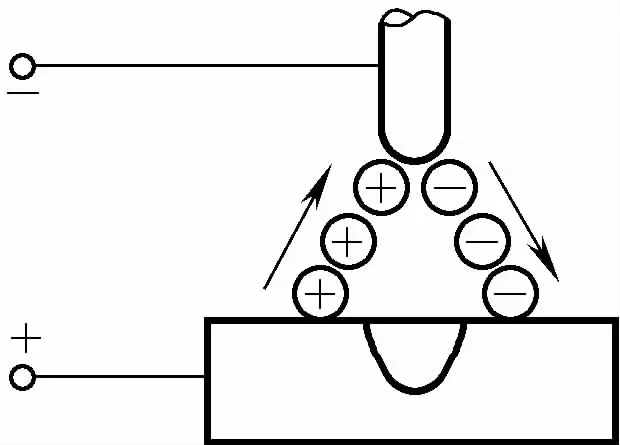 | 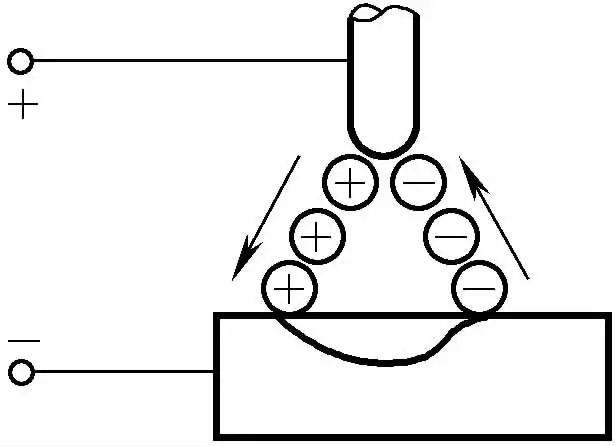 | 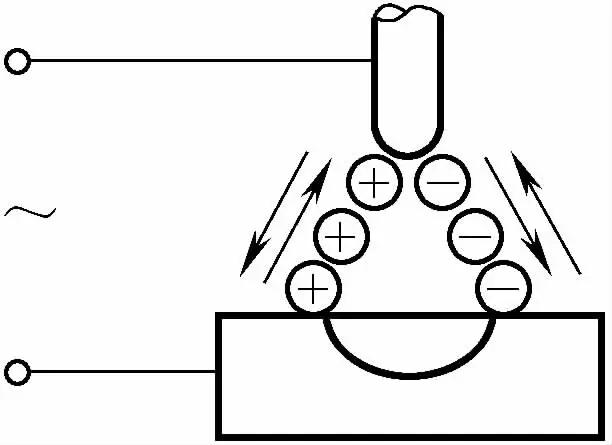 |
| Przybliżony stosunek dystrybucji ciepła | Przedmiot obrabiany 70%, elektroda 30% | Przedmiot obrabiany 30%, elektroda 70% | Przedmiot obrabiany 50%, elektroda 50% |
| Charakterystyka penetracji | Głęboki i wąski | Płytkie i szerokie | Średni |
| Atodowe działanie czyszczące | Brak | Obecny | Obecny (gdy obrabiany przedmiot jest ujemny) |
| ф3,2W Dozwolony maksymalny prąd elektrody | 400A | 420A | 250A |
| Odpowiednie materiały | Mosiądz, stopy miedzi, żeliwo, stal nierdzewna, odmienne metaletytan, srebro | Ogólnie nieużywany | Aluminium, magnez, brąz aluminiowy, brąz berylowy, odlew aluminiowy |
Prąd spawania jest zwykle dobierany na podstawie materiału, grubości i położenia elementu spawanego. Średnica elektrody wolframowej musi być dobrana w zależności od natężenia prądu spawania. Dopuszczalny zakres prądu spawania dla różnych średnic elektrod wolframowych przedstawiono w tabeli 5-81.
Tabela 5-81 Dopuszczalny zakres prądu spawania dla różnych średnic elektrod wolframowych (jednostka: A)
| Średnica elektrody/mm | Prąd przemienny | Prąd stały, biegunowość prosta | Prąd stały, odwrotna polaryzacja | |||
| Czysty wolfram | Wolfram torowany, wolfram cerowany | Wolfram | Wolfram torowany, wolfram cerowany | Wolfram | Wolfram torowany, wolfram cerowany | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
Napięcie łuku jest głównym parametrem określającym szerokość ściegu spoiny. Niższe napięcie łuku jest stosowane podczas spawania TIG w celu uzyskania dobrej ochrony jeziorka spawalniczego. Podczas spawania w osłonie helu, ze względu na wyższą jonizację helu, ta sama długość łuku ma wyższe napięcie łuku w porównaniu do łuku argonowego.
Napięcie łuku jest związane z kątem końcówki elektrody wolframowej. Im ostrzejsza końcówka elektrody wolframowej, tym wyższe napięcie łuku, przy wspólnym zakresie 10~20V.
Wybór średnicy elektrody wolframowej zależy od rodzaju, polaryzacji i wielkości prądu spawania. Jednocześnie ostrość końcówki elektrody wolframowej wpływa na głębokość i szerokość spoiny. Kształty końcówek elektrod wolframowych i zakresy prądu podano w tabeli 5-82.
Tabela 5-82 Kształty końcówek elektrod wolframowych i zakresy natężenia prądu
| Średnica elektrody wolframowej / mm | Średnica końcówki / mm | Kąt końcówki / (°) | Prąd stały Elektroda dodatnia | |
| Stały prąd stały /A | Prąd impulsu /A | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
Prędkość spawania metodą TIG zależy od grubości spawanego elementu i natężenia prądu spawania. Ponieważ elektroda wolframowa może wytrzymać niższe prądy, prędkość spawania wynosi zwykle poniżej 20 m/h. Maksymalna prędkość spawania zmechanizowanego metodą TIG może przekraczać 35 m/h, ale w tym momencie należy wziąć pod uwagę wpływ prędkości spawania na laminarny kształt gazu osłonowego.
Minimalny przepływ gazu wymagany do skutecznej ochrony obszaru spawania jest związany z kształtem i rozmiarem dyszy uchwytu spawalniczego. Średnica dyszy zależy od grubości elementu spawanego i rodzaju spoiny, a wraz ze wzrostem średnicy dyszy należy odpowiednio zwiększyć przepływ gazu.
Średnicę dyszy można dobrać zgodnie z poniższym wzorem:
D=(2,5 ~ 3,5)d w
W formule:
Po określeniu średnicy dyszy, natężenie przepływu argonu można obliczyć w następujący sposób:
Q=(0.8 ~ 1.2)D
Gdzie:
Gdy D jest małe, należy przyjąć dolną granicę dla Q; gdy D jest duże, należy przyjąć górną granicę dla Q.
Ogólnie rzecz biorąc, gdy otwór dyszy wynosi 8 ~ 12 mm, natężenie przepływu gazu ochronnego wynosi 5 ~ 15 l/min; gdy średnica dyszy wzrasta do 14 ~ 22 mm, natężenie przepływu gazu wynosi 10 ~ 20 l/min. Podczas spawania grubych płyt z aluminium i stopów aluminium, natężenie przepływu gazu powinno wynosić 25~35 l/min.
Dodatkowo, natężenie przepływu gazu zależy również od środowiska spawania. Podczas spawania w obszarze, w którym występuje ruch powietrza, natężenie przepływu gazu należy zwiększyć w zależności od prędkości powietrza, a natężenie przepływu można również wybrać podczas spawania próbnego. Gdy natężenie przepływu jest odpowiednie, do identyfikacji można użyć koloru powierzchni spoiny.
Zależność między kolorem i efektem ochronnym spoin ze stali nierdzewnej przedstawiono w tabeli 5-83.
Tabela 5-83 Zależność między kolorem i efektem ochronnym spoin ze stali nierdzewnej
| Kolory spawów | Srebrno-biały, złoto-żółty | Niebieski | Czerwono-szary | Szary | Czarny |
| Skuteczność ochrony | Doskonały | Dobry | Uczciwy | Słaby | Najgorszy |
Zależność między kolorem i efektem ochronnym spoin tytanowych i ze stopów tytanu przedstawiono w tabeli 5-84.
Tabela 5-84 Zależność między kolorem spoin tytanowych i ze stopów tytanu a efektem ochronnym
| Kolory spawów | Srebrno-biały | Złoto | Fioletowo-niebieski | Niebiesko-szary | Żółto-biały |
| Skuteczność ochrony | Doskonały | Dobry | Uczciwy | Słaby | Najgorszy |
Szybkość przepływu argonu, otwór dyszy i odległość od przedmiotu obrabianego - patrz Tabela 5-85.
Tabela 5-85 Natężenie przepływu argonu, otwór dyszy i odległość od przedmiotu obrabianego
| Metody spawania | Odpowiednie natężenie przepływu argonu (l/min) | Średnica dyszy (mm) | Odległość między dyszą a obrabianym przedmiotem (mm) |
| Spawanie wolframowym gazem obojętnym (TIG) | 3~25 | 5 ~20 | 5 ~12 |
| Spawanie w osłonie gazów obojętnych (MIG) | 10~50 | ≤30 | 8~15 |
Zależność między prądem spawania, średnicą dyszy i natężeniem przepływu gazu można znaleźć w tabeli 5-86.
Tabela 5-86 Zależność między prądem spawania, średnicą dyszy i natężeniem przepływu gazu
| Prąd spawania /A | Spawanie prądem stałym | Spawanie prądem przemiennym | ||
| Średnica dyszy / mm | Natężenie przepływu gazu / (l/min) | Średnica dyszy / mm | Natężenie przepływu gazu / (l/min) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
Uwaga: Maksymalny dopuszczalny prąd spawania dla dysz metalowych wynosi 500 A, a dla dysz ceramicznych 300 A.
Parametry automatycznego spawania TIG obejmują parametry ręcznego spawania łukowego elektrodą wolframową i prędkość podawania drutu. Prędkość podawania drutu powinna odpowiadać prędkości spawania i natężeniu prądu spawania. Wpływ parametrów spawania TIG na tworzenie spoiny i jakość spawania rzadko jest niezależny w rzeczywistej produkcji, np. w ręcznych procesach spawania TIG określa się tylko prąd spawania i natężenie przepływu argonu.
Podczas automatycznego spawania TIG parametry spawania, które należy kontrolować, obejmują prąd spawania, napięcie łuku, prędkość spawania, natężenie przepływu argonu, średnicę drutu i prędkość podawania drutu. Ponadto podczas spawania szczególnie reaktywnych metali, takich jak tytan, konieczna jest zwiększona ochrona strefy wysokiej temperatury i należy podjąć rygorystyczne środki ochronne.
Tabela 5-87 Parametry spawania ręcznego TIG dla aluminium i stopów aluminium, stali nierdzewnej
| Materiał | Grubość płyty/mm | Typ rowka | Liczba warstw spoiny (przód/tył) | Średnica elektrody wolframowej/mm | Średnica drutu spawalniczego/mm | Temperatura podgrzewania/°C | Prąd spawania/A | Szybkość przepływu argonu (L/min) | Przysłona dyszy/mm |
| Aluminium i stopy aluminium | 1 | Fazowana krawędź | Przód 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | Fazowanie lub rowek dwuteowy | Przód 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | Rowek I | Przód 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | Rowek Y | Przód 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | Rowek X | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| Stal nierdzewna | 1 | Złącze doczołowe | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | Złącze doczołowe | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | Złącze doczołowe | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
① Prędkość spawania, w cm/min.
Tabela 5-88 Parametry spawania ręcznego TIG dla stali węglowej i niskostopowej
| Grubość spoiny/mm | Prąd spawania/A | Średnica drutu/mm | Prędkość spawania/(mm/min) | Szybkość przepływu gazu/(l/min) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
Tabela 5-89 Parametry spawania ręcznego TIG dla miedzi i stopów miedzi
| Materiał | Grubość spoiny/mm | Typ rowka | Elektroda wolframowa | Średnica elektrody/mm | Średnica drutu wypełniającego/mm | Prąd spawania/A | Średnica dyszy/mm | Szybkość przepływu gazu/(l/min) | Temperatura podgrzewania/°C |
|---|---|---|---|---|---|---|---|---|---|
| Miedź | <1.5 | Single-V | Thoriated | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | Single-V | Thoriated | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | Rowek w kształcie litery V | Thoriated | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | Rowek w kształcie litery V | Thoriated | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| Mosiądz | 1.2 | Złącze doczołowe | Thoriated | 3.2 | - | 160-180 | 8 | 7 | - |
| Cyna Mosiądz | 2 | Single-V | Thoriated | 3.2 | 3 | 180-200 | 8 | 7 | - |
| Cyna Fosfor | <1.6 | Single-V | Thoriated | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| Brąz | 1.6-3.2 | Single-V | Thoriated | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| Aluminium Brąz | <1.6 | Single-V | Cerowany | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | Single-V | Cerowany | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | Rowek w kształcie litery V | Cerowany | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| Brąz krzemowy | 1.6 | Single-V | Cerowany | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | Single-V | Thoriated | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | Rowek w kształcie litery V | Thoriated | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | Rowek w kształcie litery V | Thoriated | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| Brąz niklowy | <3.2 | Single-V | Thoriated | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | Rowek w kształcie litery V | Thoriated | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
Tabela 5-90 Parametry spawania ręcznego TIG tytanu i stopów tytanu (połączenie DC, spoina czołowa)
| Grubość płyty/mm | Typ skosu | Liczba warstw spoiny | Średnica elektrody wolframowej/mm | Średnica drutu/mm | Prąd spawania/A | Szybkość przepływu argonu/(l/min) | Średnica dyszy/mm | Uwagi | ||
| Dysza główna | Drag Shield | Tylna strona | ||||||||
| 0.5 | Single-V Bevel | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | Szczelina złącza doczołowego 0,5 mm, tytan również nie może być dodany Odstęp między przewodami 1,0 mm |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | Pojedynczy skos Y | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | Szczelina 2~3 mm, tępa krawędź 0,5 mm Tył spoiny jest wyłożony stalową płytą nośną Kąt skosu 60°~65° |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | Skos podwójny | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | Kąt skosu 60°, tępa krawędź 1 mm Kąt skosu 55°, tępa krawędź 1,5-2,0 mm Kąt skosu 55°, tępa krawędź 1,5~2,0 mm, szczelina 1,5 mm |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
Tabela 5-91 Parametry zautomatyzowanego spawania TIG aluminium i stopów aluminium
| Materiał | Grubość płyty/mm | Liczba warstw spoiny | Średnica elektrody wolframowej/mm | Średnica drutu/mm | Prąd spawania/A | Szybkość przepływu argonu/(l/min) | Przysłona dyszy/mm | Prędkość podawania drutu/(cm/min) |
| Aluminium i stopy aluminium | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| Stal nierdzewna | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
Tabela 5-92 Parametry zautomatyzowanego spawania TIG tytanu i stopów tytanu (DC dodatnie, złącze doczołowe)
| Grubość płyty / mm | Typ skosu | Liczba warstw spawania | Wymiary taśmy nośnej w rowku formującym | Średnica elektrody wolframowej / mm | Średnica drutu / mm | Prąd spawania / A | Napięcie łuku / V | Prędkość spawania / (cm/min) | Natężenie przepływu argonu / (l/min) | |||
| Szerokość / mm | Głębokość / mm | Dysza główna | Trailing Shield | Tylna strona | ||||||||
| 1 | I-grove | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | I-grove | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | I-grove | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | I-grove | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | I-grove | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | Pojedynczy skos ze szczeliną 2 mm | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | Rowek Y 60° | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | Rowek Y 60° | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | Podwójny rowek Y 60° | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
Tabela 5-93 Parametry spawania TIG dla rur z austenitycznej stali nierdzewnej (spawanie podwieszane)
| Grubość/mm | Kształt skosu | Prąd spawania/A | Prędkość spawania/(mm/min) | Uwagi |
| 1.5 |  | 100 ~110 | 460 ~480 | Używany do spawania rur okrągłych i kwadratowych z osłoną argonową wewnątrz rury w celu osłonięcia tylnej części spoiny. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
Tabela 5-94 Parametry spawania dla ściegu graniowego podczas spawania wielowarstwowego TIG rur grubościennych ze stali nierdzewnej
| Średnica drutu / mm | Średnica elektrody wolframowej / mm | Polaryzacja prądu | Prąd spawania / A | Napięcie łuku / V | Prędkość spawania / (cm/min) | Metoda tkania | Gaz osłonowy | |
| Rodzaje | Natężenie przepływu / (l/min) | |||||||
| 2.0(1.6) | 1.6 | Prąd stały | 50~130 | 9~16 | 4~14 | Oscylacja poprzeczna | Czystość argonu (ułamek objętościowy) większa niż 99,9% | 8~15 |
| 2.4 | 2.4 | Styczna | ||||||