Podstawy wiercenia i wytaczania: Narzędzia i techniki
W tym artykule poznasz podstawowe narzędzia i techniki stosowane podczas wiercenia i wytaczania. Od wyboru odpowiedniego wiertła...

Siła głębokiego tłoczenia jest ważną podstawą do określenia tonażu prasy wymaganego dla części głęboko tłoczonych. W rzeczywistej produkcji, niektóre wzory empiryczne są powszechnie stosowane do określenia siły głębokiego tłoczenia.
Pmaks =πdp1tRmK1
Pmaks =πdp2tRmK2
Gdzie we wzorze
Tabela 1 Współczynnik K 1 do pierwszego głębokiego tłoczenia części cylindrycznych (stal 08 ~ 15)
| Względna grubość t/D0 ×100 | Pierwszy współczynnik głębokiego tłoczenia m1 | |||||||||
| 0.45 | 0.48 | 0.5 | 0.52 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 | |
| 5 | 0.95 | 0.85 | 0.75 | 0.65 | 0.6 | 0.5 | 0.43 | 0.35 | 0.28 | 0.2 |
| 2 | 1.1 | 1 | 0.9 | 0.8 | 0.75 | 0.6 | 0.5 | 0.42 | 0.35 | 0.25 |
| 1.2 | 1.1 | 1 | 0.9 | 0.8 | 0.68 | 0.56 | 0.47 | 0.37 | 0.3 | |
| 0.8 | 1.1 | 1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | 0.33 | ||
| 0.5 | 1.1 | 1 | 0.82 | 0.67 | 0.55 | 0.45 | 0.36 | |||
| 0.2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | ||||
| 0.1 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | |||||
Uwaga: 1. Gdy promień stempla rp = (4 ~ 6)t, współczynnik K1 należy zwiększyć o 5% zgodnie z wartościami podanymi w tabeli.
2. W przypadku innych materiałów skoryguj wartości wyszukiwania zgodnie ze zmianą plastyczności materiału (zwiększaj, gdy plastyczność maleje).
Tabela 2 Współczynnik K 2 wartość dla drugiego głębokiego tłoczenia części cylindrycznych (stal 08 ~ 15)
| Względna grubość t/D0 ×100 | Współczynnik m2 dla pierwszego głębokiego rysunku | |||||||||
| 0.7 | 0.72 | 0.75 | 0.78 | 0.8 | 0.82 | 0.85 | 0.88 | 0.9 | 0.92 | |
| 5 | 0.85 | 0.7 | 0.6 | 0.5 | 0.42 | 0.32 | 0.28 | 0.2 | 0.15 | 0.12 |
| 2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.52 | 0.42 | 0.32 | 0.25 | 0.2 | 0.14 |
| 1.2 | 1.1 | 0.9 | 0.75 | 0.62 | 0.52 | 0.42 | 0.3 | 0.25 | 0.16 | |
| 0.8 | 1 | 0.82 | 0.7 | 0.57 | 0.46 | 0.35 | 0.27 | 0.18 | ||
| 0.5 | 1.1 | 0.9 | 0.76 | 0.63 | 0.5 | 0.4 | 0.3 | 0.2 | ||
| 0.2 | 1 | 0.85 | 0.7 | 0.56 | 0.44 | 0.33 | 0.23 | |||
| 0.1 | 1.1 | 1 | 0.82 | 0.68 | 0.55 | 0.4 | 0.3 | |||
Uwaga:
1. Gdy promień stempla r p = (4~6)t, K 2 w tabeli należy zwiększyć o 5%.
2. Dla współczynników K 2 3, 4 i 5 głębokiego rysunku, odpowiadające im m n i t/D 0 Wartości ×100 znajdują się w tej samej tabeli, ale większa lub mniejsza wartość w tabeli powinna być wybrana na podstawie tego, czy istnieje pośredni proces wyżarzania:
Bez wyżarzania pośredniego, K 2 przyjmuje większą wartość (bliższą tej poniżej);
Przy wyżarzaniu pośrednim, K 2 przyjmuje mniejszą wartość (bliższą tej powyżej).
3. W przypadku innych materiałów skoryguj wartości wyszukiwania zgodnie ze zmianą plastyczności materiału (zwiększaj, gdy plastyczność maleje).
Pmaks =πdptRmKF
Pmaks =πdKtRmKF
Gdzie we wzorze
Tabela 3 Współczynnik K F wartości dla pierwszego tłoczenia części ciągnionych z kołnierzem (stal od 08 do 15)
| dF/dP | Współczynnik ciągnienia d p /D 0 | ||||||||||
| 0.35 | 0.38 | 0.4 | 0.42 | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | |
| 3 | 1 | 0.9 | 0.83 | 0.75 | 0.68 | 0.56 | 0.45 | 0.37 | 0.3 | 0.23 | 0.18 |
| 2.8 | 1.1 | 1 | 0.9 | 0.83 | 0.75 | 0.62 | 0.5 | 0.42 | 0.34 | 0.26 | 0.2 |
| 2.5 | 1.1 | 1 | 0.9 | 0.82 | 0.7 | 0.56 | 0.46 | 0.37 | 0.3 | 0.22 | |
| 2.2 | 1.1 | 1 | 0.9 | 0.77 | 0. 64 | 0.52 | 0.42 | 0.33 | 0.25 | ||
| 2 | 1.1 | 1 | 0.85 | 0.7 | 0.58 | 0.47 | 0.37 | 0.28 | |||
| 1.8 | 1.1 | 0.95 | 0.8 | 0.65 | 0.53 | 0.43 | 0.33 | ||||
| 1.5 | 1.1 | 0.9 | 0.75 | 0.62 | 0.5 | 0.4 | |||||
| 1.3 | 1 | 0.85 | 0.7 | 0.56 | 0.45 | ||||||
Uwaga: Podczas przełączania wartość K F wzrasta o 10% do 20%.
P maks =πd n (t n-1 -t n )R m K 3
Gdzie we wzorze
Głębokie tłoczenie jest również jedną z ważnych podstaw wyboru prasy. Obciążenie ciśnieniowe prasy jest ograniczone wytrzymałością wału korbowego lub przekładni, podczas gdy obciążenie mocy jest ograniczone energią kinetyczną koła zamachowego, mocą silnika lub jego dopuszczalnym poziomem przeciążenia. Dlatego przy wyborze prasy należy kompleksowo rozważyć zarówno wielkość ciśnienia, jak i pracy.
Zależność między siłą głębokiego tłoczenia a skokiem roboczym stempla przedstawiono na rysunku 1. Praca głębokiego tłoczenia powinna być obszarem pod krzywą (część zacieniona). Dla wygody obliczeń, do obliczenia pracy głębokiego tłoczenia stosuje się następujący wzór empiryczny
A=cPmaksh×l0-3
Gdzie we wzorze
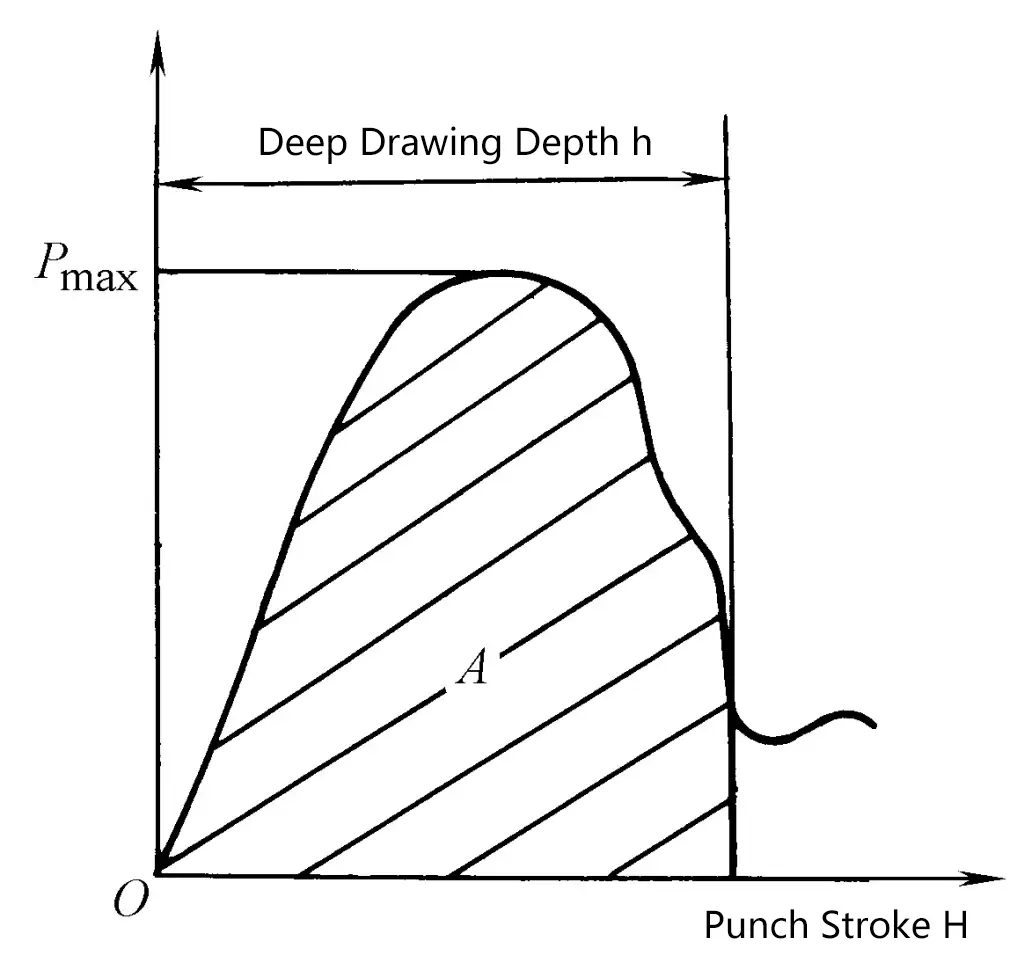
Tabela 4 Zależność między współczynnikiem c a współczynnikiem głębokiego tłoczenia
| Współczynnik głębokiego tłoczenia m | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 |
| Współczynnik c | 0.8 | 0.77 | 0.74 | 0.7 | 0.67 | 0.64 |
A=Pmaksh×1.2×l0-3
gdzie
Moc silnika prasy jest obliczana według następującego wzoru
P=KA n /(1.36×60×750×η 1 ×η 2 )
gdzie