Gwintowanie i gwintowanie matrycowe: Wyjaśnienie podstawowych umiejętności
Nici: są wszędzie, łącząc wszystko, od urządzeń, których używamy na co dzień, po maszyny, które napędzają nasz świat. Ale czy kiedykolwiek zastanawiałeś się nad tym, jak powstają te skomplikowane spiralne grzbiety? W tym artykule zbadamy fascynujące techniki gwintowania i gwintowania matrycowego, dwie podstawowe metody stosowane do produkcji gwintów na śrubach, wkrętach i innych komponentach. Niezależnie od tego, czy jesteś praktycznym entuzjastą, który chce poszerzyć swoją wiedzę, czy po prostu ciekawi Cię inżynieria stojąca za przedmiotami codziennego użytku, ten post dostarczy Ci cennych spostrzeżeń. Przejdźmy więc przez świat gwintowania i gwintowania matrycowego i odkryjmy sekrety tych cudów inżynierii precyzyjnej!
Ostatnia aktualizacja:
11 września 2024 r.
Udostępnij swoje polubienie:
Spis treści
I. Podstawowa wiedza o procesach
1. Gwintowanie
Gwintowanie to proces obróbki gwintów wewnętrznych na częściach przy użyciu odpowiednich narzędzi (gwintowników i kluczy).
(1) Typowe narzędzia do gwintowania
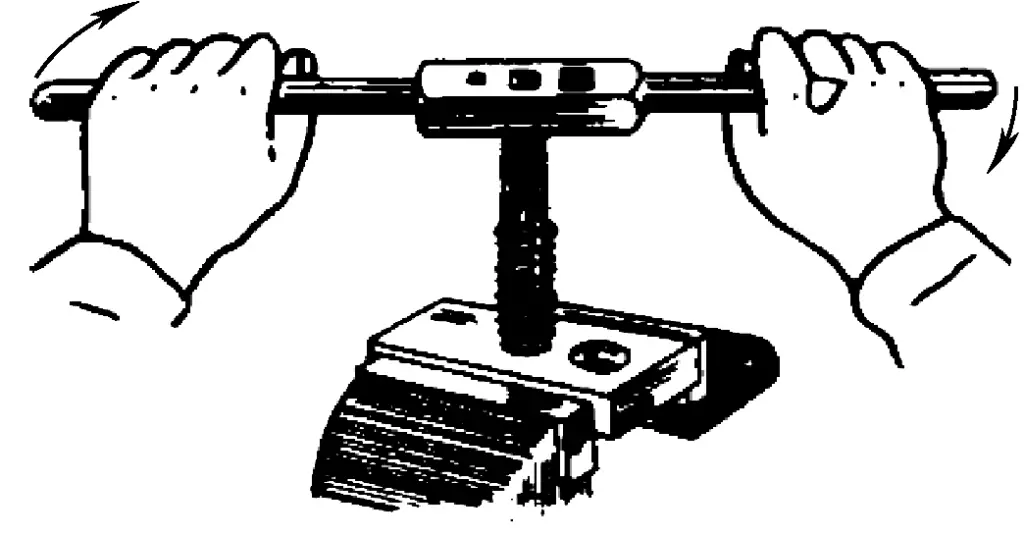
Rysunek 1 przedstawia proces ręcznego gwintowania przez montera, a rysunek 2 przedstawia powszechnie używane narzędzia do ręcznego gwintowania.
Rysunek 1 Ręczny proces gwintowania przez montera
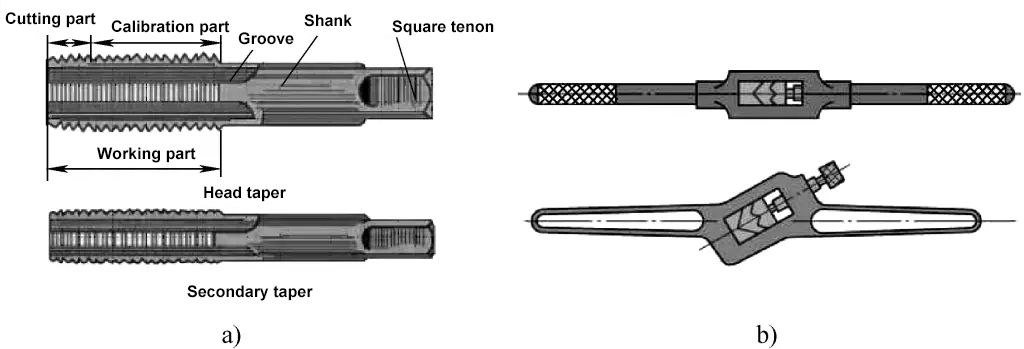
Rysunek 2 Powszechnie używane ręczne narzędzia do gwintowania
a) Stuknij b) Klucz
Podczas gwintowania gwintów, w celu zmniejszenia siły skrawania i poprawy trwałości gwintowników, cała ilość skrawania jest rozdzielana na kilka gwintowników. Gwintowniki, które współpracują ze sobą w celu wykonania gwintowania, nazywane są zestawem. Gwintownik używany do rozpoczęcia gwintowania nazywany jest gwintownikiem początkowym, po którym następuje drugi gwintownik, a na końcu trzeci gwintownik (powszechnie znany jako pierwszy, drugi i trzeci gwintownik).
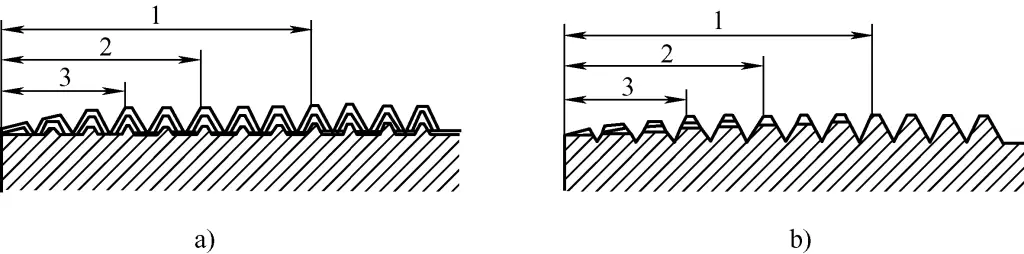
Rysunek 3 przedstawia rozkład ilości skrawania dla zestawu gwintowników, który obejmuje rozkład stożkowy i kolumnowy. Ogólnie rzecz biorąc, w przypadku gwintowników o rozmiarze od M6 do M24 każdy zestaw zawiera dwa gwintowniki. W przypadku gwintów poniżej M6 lub powyżej M24 każdy zestaw zawiera trzy gwintowniki.
Rysunek 3 Rozkład ilości cięcia dla zestawu gwintowników
a) Stożkowy rozkład cięcia b) Kolumnowy rozkład cięcia 1-Stuknięcie początkowe lub pierwsze stuknięcie zgrubne (stuknięcie początkowe) 2-Middle Tap lub Second Rough Tap (Drugi gwintownik) 3-Final Tap lub Finish Tap (trzeci kran)
(2) Średnica i głębokość wywierconego otworu (powszechnie znanego jako otwór dolny) przed gwintowaniem
Przed gwintowaniem, dolny otwór do gwintowania jest najpierw wiercony za pomocą wiertła, a wybór średnicy dolnego otworu jest szczególnie ważny. Praktyka pokazuje, że jeśli średnica dolnego otworu jest zbyt duża, wysokość i głębokość obrabianego gwintu będzie niewystarczająca, a górna część gwintu nie będzie ostra; jeśli średnica dolnego otworu jest zbyt mała, gwintowanie będzie trudne i może łatwo spowodować pęknięcie gwintownika.
Prawidłowa zasada wyboru jest generalnie oparta na materiale obrabianego przedmiotu (plastycznym lub kruchym) i wielkości rozszerzenia otworu podczas wiercenia. Nawet w przypadku gwintowania należy upewnić się, że istnieje zarówno szczelina między korzeniem zęba gwintownika a górnym końcem formy gwintu, jak i że powstaje kompletna forma gwintu.
1) Obliczanie średnicy dolnego otworu przed gwintowaniem
Praktyka pokazała, że średnicę wiertła do wiercenia dolnego otworu dla standardowych gwintów można określić za pomocą następujących wzorów empirycznych:
Dla stali i materiałów ciągliwych Dwiertło = D - P Dla żeliwa i materiałów kruchych Dwiertło = D - (1.05~1.1)P
Gdzie Dwiertło to średnica dolnego otworu przed gwintowaniem (mm); D to główna średnica gwintu wewnętrznego (mm), tj. nominalna średnica gwintu przedmiotu obrabianego; P to skok (mm).
Na przykład podczas gwintowania gwintów M10 w elementach ze stali średniowęglowej i żeliwa należy obliczyć średnicę wiertła przed wierceniem.
Stal średniowęglowa należy do materiałów ciągliwych, więc średnica wiertła wynosi
Dwiertło=D-P=(10-1.5)mm=8.5mm
Żeliwo należy do materiałów kruchych, więc średnica wiertła wynosi
Dwiertło=D-1.1P=(10-1.1×1.5)mm=8.35mm
Po zaokrągleniu wybierz średnicę wiertła o wartości seryjnej 8,4 mm.
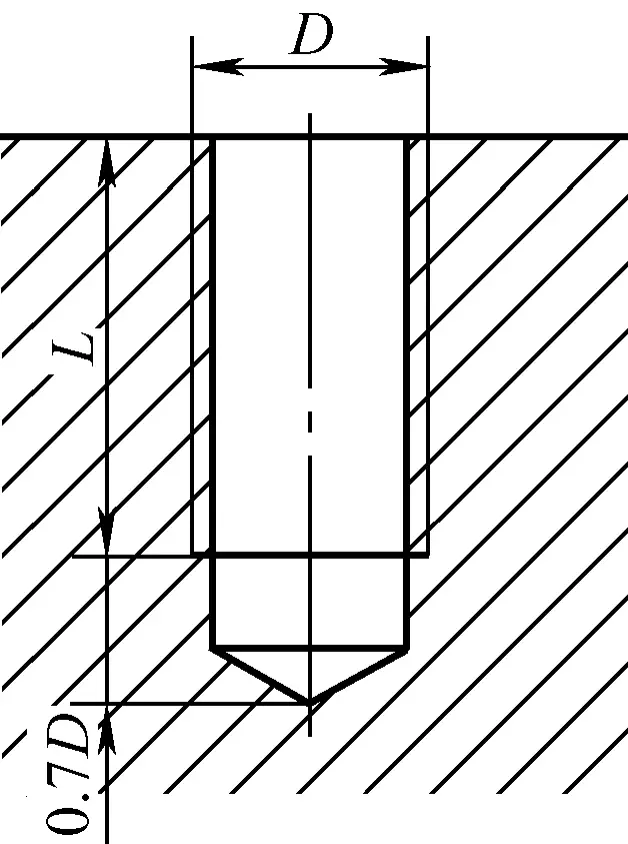
2) Obliczanie głębokości wstępnie wywierconego otworu do gwintowania w otworze nieprzelotowym
Jak pokazano na rysunku 4, podczas gwintowania gwintów w otworze nieprzelotowym, gładka głębokość h musi być co najmniej równa sumie długości gwintu L i dodatkowej części tnącej gwintownika, ponieważ część tnąca gwintownika nie może wytworzyć pełnego gwintu. Ta dodatkowa długość jest w przybliżeniu równa 0,7 głównej średnicy gwintu wewnętrznego, tj,
h=L+0.7D
Rysunek 4 Obliczanie głębokości wstępnie wywierconego otworu dla gwintów w otworze nieprzelotowym
2. Gwintowanie matrycy
Gwintowanie matrycowe jest również nazywane gwintowaniem, które jest procesem cięcia polegającym na wytwarzaniu gwintów zewnętrznych na okrągłym pręcie przy użyciu odpowiednich narzędzi (matrycy i klucza matrycowego).
(1) Narzędzia do gwintowania
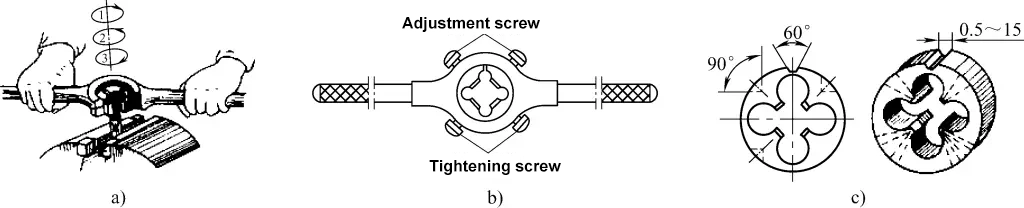
Rysunek 5 przedstawia proces gwintowania ręcznego i narzędzia.
Rysunek 5 Proces gwintowania ręcznego i narzędzia
a) Ręczny proces gwintowania b) Klucz matrycowy do gwintowania c) Matryca do gwintowania
(2) Określenie średnicy okrągłego pręta przed gwintowaniem matrycowym
W procesie gwintowania matrycowego, podobnie jak w przypadku gwintowania, narzędzie (matryca) również wywiera pewne wytłaczanie na gwintowaną część przedmiotu obrabianego, dlatego średnica okrągłego pręta powinna być nieco mniejsza niż główna średnica gwintu. Wzór empiryczny to
d′=d-0,13P
We wzorze, d' jest średnicą okrągłego pręta (mm); d jest główną średnicą gwintu zewnętrznego (mm), tj. nominalną średnicą gwintu; P jest skokiem (mm).
II. Podstawowe umiejętności operacyjne
1. Proces operacji gwintowania
(1) Kroki gwintowania
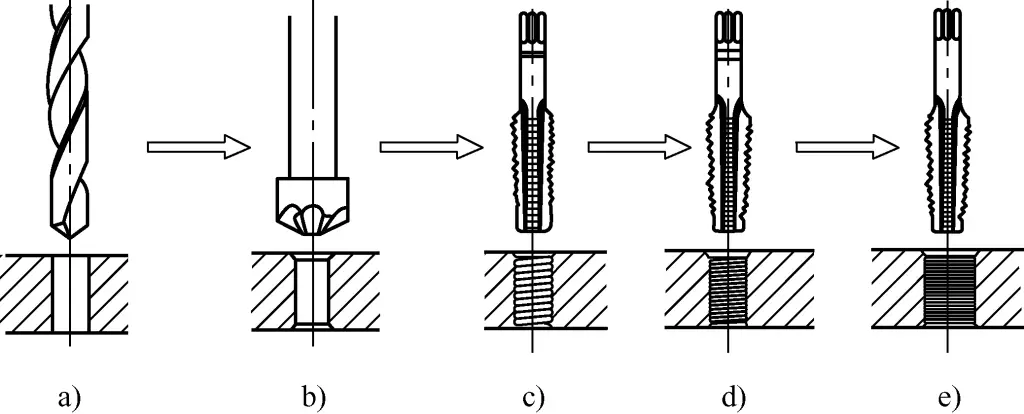
Kroki gwintowania pokazano na rysunku 6.
Rysunek 6 Kroki gwintowania
a) Wiercenie dolnego otworu b) Fazowanie wejścia do otworu c) Pierwsze dotknięcie d) Drugie dotknięcie e) Trzecie dotknięcie
(2) Kluczowe punkty i środki ostrożności dotyczące podsłuchu
1) Kluczowe punkty do wykorzystania
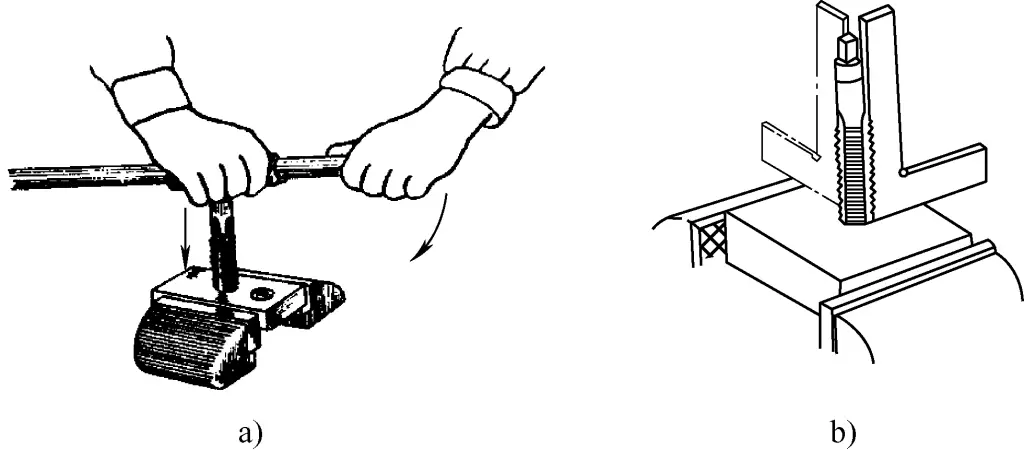
Kluczem do gwintowania jest początkowe gwintowanie, a metodę działania pokazano na rysunku 7. Przytrzymaj środek klucza prawą ręką i dociśnij, jednocześnie powoli obracając klucz lewą ręką, jak pokazano na rysunku 7a. Po wykonaniu 1-2 obrotów przez pierwszy gwintownik, należy sprawdzić wzrokowo z przodu i z tyłu, z lewej i z prawej strony lub użyć kwadratu, aby sprawdzić prostopadłość gwintownika do przedmiotu obrabianego, jak pokazano na rysunku 7b.
Rysunek 7 Początkowa metoda gwintowania
a) Początkowe gwintowanie b) Sprawdzanie prostopadłości
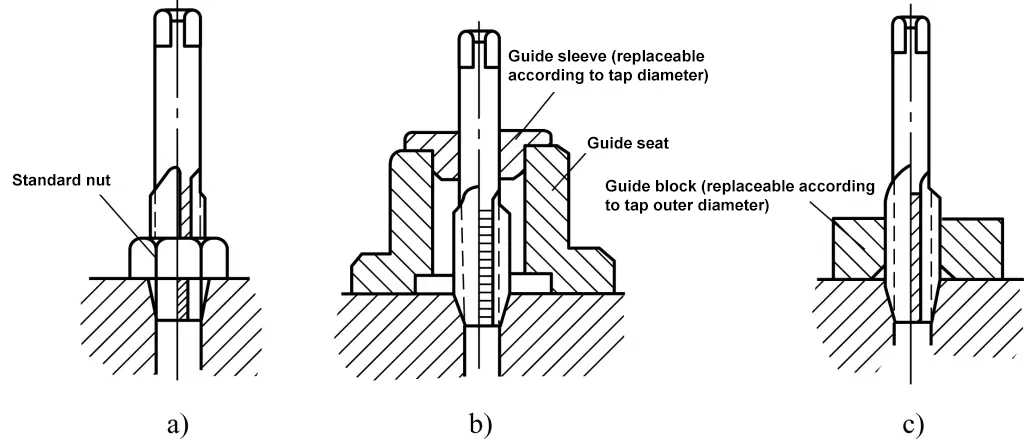
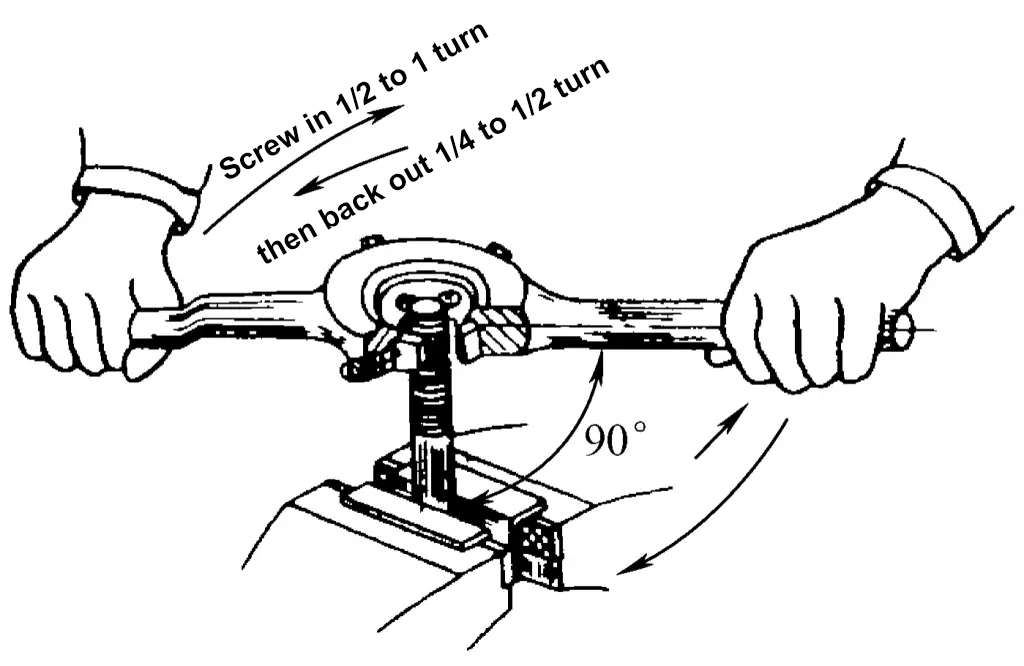
Aby zapewnić pionowość początkowego gwintowania gwintownika stożkowego, można użyć standardowej nakrętki lub specjalnego narzędzia prowadzącego, jak pokazano na rysunku 8. Po wstępnym nagwintowaniu nie wywieraj nacisku obiema rękami; zamiast tego używaj zrównoważonej i równomiernej siły obrotowej do obracania klucza do gwintowników. Po obróceniu o 1/2 do 1 obrotu, odwróć o 1/4 do 1/2 obrotu, jak pokazano na rysunku 9. Po zakończeniu gwintowania gwintownika stożkowego, postępuj zgodnie z sekwencją, aby przejść do gwintowania drugiego i trzeciego gwintownika stożkowego.
Rysunek 8: Metoda zapewniająca pionowość początkowego gwintowania
a) Prowadzenie za pomocą standardowej nakrętki b) Prowadzenie za pomocą specjalnej tulei prowadzącej c) Prowadzenie za pomocą specjalnego bloku prowadzącego
Rysunek 9: Kluczowe punkty operacji gwintowania
2) Środki ostrożności dotyczące gwintowania
① Podczas przytrzymywania gwintownika za pomocą klucza do gwintowników, kwadratowy trzon gwintownika powinien być zaciśnięty.
② Podczas gwintowania twardszych materiałów, jeśli wydaje się to bardzo trudne, nie należy obracać na siłę. Zamiast tego używaj na przemian gwintownika z początkowym stożkiem i gwintownika z drugim stożkiem, gwintując na zmianę (wykonaj kilka obrotów gwintownikiem z początkowym stożkiem, przełącz się na drugi gwintownik na kilka obrotów, a następnie wróć do gwintownika z początkowym stożkiem itd.)
③ Podczas procesu tworzenia wątków, płyn tnący powinny zostać dodane w odpowiednim czasie:
Podczas gwintowania żeliwa do chłodzenia i smarowania stosuje się olej maszynowy. Ponieważ żeliwo nasączone naftą spowoduje zmniejszenie średnicy otworu, nafta nie powinna być używana do chłodzenia i smarowania podczas gwintowania.
W przypadku gwintowania stali bardziej odpowiednie jest stosowanie oleju napędowego do smarowania; w przypadku stopów aluminium lub czystej miedzi do smarowania można użyć nafty.
(3) Typowe problemy podczas gwintowania (patrz Tabela 1)
Tabela 1: Problemy napotkane podczas gwintowania i analiza przyczyn
Napotkane problemy
Analiza głównej przyczyny
Uszkodzone gwinty
Uszkodzony wylot gwintu
Podczas początkowego gwintowania uchwyt gwintownika nie jest utrzymywany stabilnie, co powoduje wielokrotne korygowanie pionowości gwintownika względem powierzchni czołowej przedmiotu obrabianego, prowadząc do uszkodzenia gwintów.
Wybranie zbyt małej średnicy dna otworu do gwintowania, co utrudnia gwintownikowi nacinanie, prowadząc do uszkodzenia otworu gwintowanego.
Inne częściowe uszkodzenie gwintu
Wymuszanie gwintowania bez prawidłowego wyrównania gwintownika z wcześniej naciętym gwintem podczas przełączania na drugi lub trzeci gwintownik
Brak cofania w celu usunięcia wiórów zgodnie z wymaganiami, co powoduje przywieranie wiórów żelaza do krawędzi tnącej i uszkodzenie ciętych gwintów.
Podczas gwintowania materiałów z tworzyw sztucznych, niedodawanie płynu tnącego w odpowiednim czasie prowadzi do rozszerzalności cieplnej i rozrywania po przecięciu materiału, powodując uszkodzenie gwintów i przywieranie materiału do krawędzi tnącej.
Niewspółosiowy otwór gwintowany
1) Podczas początkowego gwintowania oś gwintownika nie jest prostopadła do powierzchni czołowej przedmiotu obrabianego i nie jest skutecznie korygowana; 2) Nierównomierna siła wywierana przez obie ręce podczas gwintowania, powodująca niewspółosiowość podczas cięcia
Niewystarczająca głębokość gwintu (niewystarczająca wysokość gwintu)
1) Średnica dolnego otworu jest zbyt duża; 2) Kran jest zużyty
Uszkodzenie kranu
1) Średnica otworu w podstawie jest zbyt mała przed gwintowaniem; 2) Korygowanie lub kontynuowanie gwintowania na siłę, gdy gwintownik jest zbyt przekrzywiony; 3) Chipy blokują kran, ale nadal mocno go obracają; 4) Zęby tnące kranu są zbyt tępe i tną z dużą siłą; 5) Nierównomierne lub nadmierne użycie siły obiema rękami; 6) Materiał jest zbyt twardy lub ma wewnątrz twarde plamy.
2. Proces operacji gwintowania
(1) Fazowanie okrągłego pręta
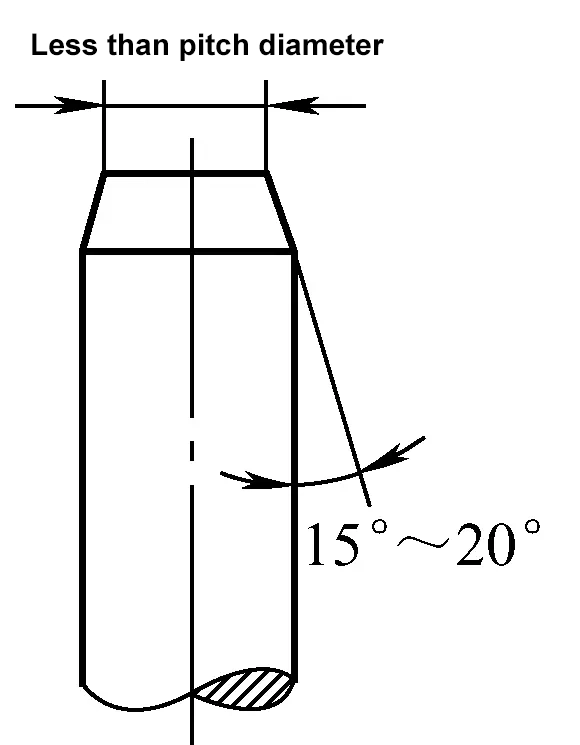
Na początku gwintowania, aby zapewnić płynne wejście matrycy w obrabiany przedmiot i prawidłowe prowadzenie, koniec okrągłego pręta powinien zostać sfazowany przed gwintowaniem. Wymagania dotyczące fazowania przedstawiono na rysunku 10.
Rysunek 10 Wymagania dotyczące fazowania pręta okrągłego przed gwintowaniem
(2) Mocowanie przedmiotu obrabianego
Podczas gwintowania, ze względu na duży moment skrawania i cylindryczny kształt przedmiotu obrabianego, na szczękach należy stosować podkładki w kształcie litery V lub grube okładziny z miękkiego metalu, aby mocno zacisnąć pręt okrągły. Ponadto gwintowana część pręta okrągłego nie powinna wystawać zbyt daleko od szczęk.
(3) Kluczowe punkty operacji gwintowania
Podczas procesu gwintowania powierzchnia matrycy powinna zawsze pozostawać prostopadła do osi okrągłego pręta.
Rozpoczynając gwintowanie, przytrzymaj środkową część uchwytu matrycy prawą ręką, wywieraj nacisk wzdłuż osi okrągłego pręta i obracaj lewą ręką zgodnie z ruchem wskazówek zegara. Alternatywnie można chwycić uchwyty matrycy obiema rękami (trzymając je blisko środka), wywierać nacisk i obracać jednocześnie, jak pokazano na rysunku 11.
Gdy matryca wytnie gwint w pręcie, użyj siły obrotowej obiema rękami, aby wykręcić pręt.
Podczas gwintowania należy stosować płyn chłodząco-smarujący, aby zmniejszyć chropowatość powierzchni gwintu i wydłużyć żywotność matrycy. Zazwyczaj stosuje się skoncentrowaną emulsję lub olej silnikowy.
Rysunek 11 Kluczowe punkty operacji gwintowania
(4) Typowe problemy podczas gwintowania (patrz Tabela 2)
Tabela 2 Typowe problemy podczas gwintowania i analiza przyczyn
Problemy
Analiza głównej przyczyny
Uszkodzone gwinty
1) Niestabilny uchwyt matrycy podczas inicjacji, wielokrotnie korygujący prostopadłość czoła matrycy do osi okrągłego pręta, co prowadzi do uszkodzenia gwintów; 2) Wybór zbyt dużej średnicy pręta okrągłego przed gwintowaniem, co utrudnia nacinanie przez matrycę i prowadzi do uszkodzenia gwintu.
Przekrzywiony otwór na gwint
1) Czoło matrycy nie jest prostopadłe do osi okrągłego pręta podczas gwintowania; 2) Słabe fazowanie końca pręta, utrudniające prawidłowe ustawienie matrycy; 3) Nierównomierna siła wywierana obiema rękami podczas gwintowania, powodująca przekrzywienie podczas cięcia.
Głębokość gwintu jest niewystarczająca (wysokość gwintu jest niewystarczająca)
1) Średnica okrągłego pręta jest zbyt mała; 2) Okrągły pręt jest wygięty; 3) Podczas regulacji pozycji matrycy, matryca odchyla się wielokrotnie w górę i w dół.
Czy zastanawiałeś się kiedyś, w jaki sposób przedmioty codziennego użytku uzyskują swoje unikalne kształty? Od puszek po napojach po części samochodowe, gięcie metalu jest kluczowym...
Czy kiedykolwiek zastanawiałeś się, jak kształtowane są metalowe przedmioty codziennego użytku? Od części samochodowych po przybory kuchenne, świat metalu...
Wejdź do centrum obróbczego - cudu inżynierii, który rewolucjonizuje produkcję. Te zaawansowane technologicznie maszyny łączą w sobie wiele narzędzi i procesów...