Jak obliczyć rozwinięcie blachy za pomocą współczynnika K
Czy kiedykolwiek starałeś się uzyskać idealne wygięcie na kawałku blachy, ale okazało się, że...

Obliczenie współczynnika zginania K obejmuje stosunek odległości od warstwy neutralnej do odległości od warstwy neutralnej. materiał blachy do wewnętrznej powierzchni zagięcia do grubości blachy. Wzór to współczynnik K = δ/T. Tutaj δ reprezentuje odległość od wewnętrznej powierzchni do warstwy neutralnej, a T to grubość blachy. Wykorzystanie współczynnika K może pomóc w dokładnym obliczeniu płaskiej długości części z blachy.
Dla dodatkowej wygody można również skorzystać z naszego kalkulator gięcia blach aby obliczyć płaską długość.
W SolidWorks ustawienie współczynnika K jest powiązane z promieniem gięcia, ale jego konkretna wartość nie jest łatwa do określenia, ponieważ zależność ta musi być zdefiniowana w oparciu o rzeczywiste warunki. Aby kontrolować rozkładanie blachy Dokładniej mówiąc, SolidWorks oferuje tabelę odliczeń zginania, umożliwiając użytkownikom określenie różnych wartości współczynnika K w celu zastosowania domyślnych współczynników K opartych na materiale. Dodatkowo, domyślne współczynniki K oparte na materiale mogą być również stosowane poprzez tabelę specyfikacji blachy.
W praktyce, gdy promień gięcia jest duży lub określony promień gięcia (np. R5 lub R8) jest wymagana przez klienta, współczynnik K może być wykorzystany do rozwijania w celu zapewnienia dokładności. Na przykład, jeśli rzeczywisty promień gięcia wynosi 8, a grubość blachy wynosi 2, wówczas wartość współczynnika K wyniesie 0,415.
Metalurgiczne współczynniki K znacząco wpływają na operacje gięcia w procesie produkcyjnym. Współczynnik K, unikalny dla każdego rodzaju metalu, służy jako wytyczne do przewidywania naddatku na zginanie, gdy materiały metalurgiczne są poddawane gięciu. Precyzyjne zastosowanie tych współczynników ma kluczowe znaczenie dla obliczenia dokładnych płaskich wzorów przed procesem gięcia. Wartości związane ze standardowymi materiałami są następujące:
| Klasa materiału | Współczynnik K dla różnych kątów |
|---|---|
| Ciągliwy | 0.35 |
| Pośredni | 0.41 |
| Odporny | 0.45 |
W dziedzinie produkcja blachprecyzja jest najważniejsza. Podczas procedury gięcia, arkusze są formowane przy użyciu maszyn takich jak prasa krawędziowa. Urządzenie to wykorzystuje kombinację wykrojnik i matryca. Stempel wciska arkusz w matrycę, tworząc zagięcie.
Kompatybilność stempla i matrycy jest niezbędna do utrzymania precyzji i zapewnienia bezpieczeństwa pracy.
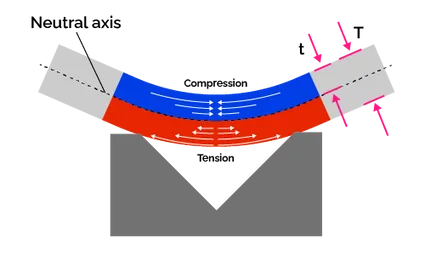
Podczas badania przekroju poprzecznego arkusza podczas zginania oś neutralna jest najważniejszy. Jest to miejsce, w którym nie występują naprężenia ani odkształcenia, dzielące przekrój na dwa odrębne obszary.
Powyżej osi neutralnej materiał arkusza wytrzymuje kompresjapodczas gdy poniżej doświadcza napięcie. Warto zauważyć, że położenie osi neutralnej pozostaje stałe na długości, ale zmienia się w stosunku do grubości materiału.
The Współczynnik K jest tutaj pojęciem krytycznym, definiującym położenie osi neutralnej względem grubości materiału. Współczynnik K jest zasadniczo proporcją między położeniem osi neutralnej a grubością blachy. Poprzez sformułowanie matematyczne,
Obliczenie współczynnika K ma kluczowe znaczenie, ponieważ przewiduje przesunięcie osi neutralnej. Przesunięcie to następuje w odległości ( K × T ) od wewnętrznej powierzchni zgięcia.
Zrozumienie współczynnika K jest integralną częścią mistrzostwa w produkcji blach, zwiększając dokładność gięć i wydajność produkcji.
Korzystanie z kalkulatora współczynnika K wymaga określonych wartości do precyzyjnych obliczeń:
Wykorzystując te dane wejściowe, kalkulator współczynnika K dostarcza stosunek, w którym oś neutralna, wyimaginowana linia w obszarze gięcia, która nie podlega ściskaniu ani rozszerzaniu podczas gięcia, znajduje się w stosunku do grubości materiału od powierzchni wewnętrznej.
W przypadku materiałów arkuszowych grubość odgrywa kluczową rolę. Przedstawione dane pokazują, jak współczynnik K skaluje się wraz z grubością.
| Grubość metalu (mm) | Współczynnik K (wszystkie kąty zgięcia) |
|---|---|
| 0.8 | 0.615 |
| 1.0 | 0.45 |
| 1.2 | 0.35 |
| 1.5 | 0.348 |
| 2.0 | 0.455 |
| 3.0 | 0.349 |
| 4.0 | 0.296 |
Dedukcja gięcia ma kluczowe znaczenie w przypadku gięcia blach, szczególnie w narożnikach 90 stopni. Poniżej znajduje się tabela odliczeń dla różnych grubości materiału:
| Grubość metalu (mm) | Odliczenie zgięcia (narożniki 90º) |
|---|---|
| 0.8 | 1 |
| 1.0 | 1.5 |
| 1.2 | 2 |
| 1.5 | 2.5 |
| 2.0 | 3 |
| 3.0 | 5 |
| 4.0 | 7 |
| 5.0 | 10 |
Podczas gięcia blachy, kluczową kwestią jest odległość od powierzchni wewnętrznej do warstwy, która nie zmienia rozmiaru - i to jest to, co jest określane jako współczynnik K. Współczynnik K to współczynnik, który dostarcza istotnych informacji do przewidywania wyniku gięcia metalu. Jest to miara od powierzchni wewnętrznej do tak zwanej warstwy neutralnej - gdzie długość pozostaje stała - podzielona przez całkowitą grubość blachy.
Gdy blacha metalowa jest wyginana w łuk, długości powierzchni wewnętrznej i zewnętrznej wyraźnie się zmieniają. Powierzchnia wewnętrzna skraca się, podczas gdy powierzchnia zewnętrzna wydłuża się, co prowadzi do konieczności uwzględnienia naddatku na zginanie podczas projektowania. Ponieważ materiał dostosowuje się do gięcia, warstwa fizyczna, która zachowuje swoją pierwotną długość przez cały proces, ma kluczowe znaczenie dla dokładnych obliczeń.
Maksymalny współczynnik K jest z natury ograniczony przez grubość blachy:
Ograniczenie to wynika z obserwacji, że podczas gdy obie powierzchnie ulegają zmianom długości podczas zginania, warstwa neutralna pochyla się w kierunku powierzchni wewnętrznej - co wyraźnie kontrastuje z wcześniejszymi przekonaniami. Na przykład, przy ciasnym zgięciu, wewnętrzna powierzchnia może skurczyć się o 0,3 jednostki, podczas gdy zewnętrzna może rozszerzyć się o 1,7 jednostki. Upewnienie się, że współczynnik K nie przekracza 0,5 odpowiada za asymetryczne przemieszczenie charakterystyczne dla procesu zginania.
W przypadku materiałów poddawanych zginaniu współczynnik K nie jest statyczny i zmienia się w zależności od zastosowanego procesu zginania.
Podczas początkowych etapów zginania, charakteryzujących się odkształceniem sprężystym, oś neutralna znajduje się w punkcie środkowym grubości materiału. W miarę postępu zginania do odkształcenia plastycznego - trwałego i nieodwracalnego - oś neutralna migruje w kierunku wewnętrznej strony zgięcia.
Stosunek R/T określa ilościowo zakres deformacji w procesach gięcia; R oznacza wewnętrzny promień gięcia, a T grubość materiału.
Spadek stosunku R/T koreluje z bardziej intensywną deformacją i zwiększonym przesunięciem osi neutralnej do wewnątrz. Dane obserwacyjne w określonych warunkach pokazują tę zależność między R/T a współczynnikiem K, szczegółowo opisaną poniżej:
| Stosunek R/T | K Factor |
|---|---|
| 0.1 | 0.21 |
| 0.2 | 0.22 |
| 0.3 | 0.23 |
| 0.4 | 0.24 |
| 0.5 | 0.25 |
| 0.6 | 0.26 |
| 0.7 | 0.27 |
| 0.8 | 0.30 |
| 1.0 | 0.31 |
| 1.2 | 0.33 |
| 1.5 | 0.36 |
| 2.0 | 0.37 |
| 2.5 | 0.40 |
| 3.0 | 0.42 |
| 5.0 | 0.46 |
| 7.5 | 0.50 |
Obliczenie promienia osi neutralnej (ρ) obejmuje równanie ρ = R + KT, gdzie K reprezentuje współczynnik K, a T grubość materiału.
Właściwości materiału i zastosowane techniki gięcia wpływają na współczynnik K.
Zazwyczaj bardziej miękkie blachy wykazują niższe wartości K, co prowadzi do wyraźnego przesunięcia osi neutralnej wewnątrz gięcia.
W przypadku łuków 90-stopniowych tabele danych zawierają referencyjne wartości K dla różnych materiałów:
| Stół do gięcia | Rodzaj materiału | K Factor |
|---|---|---|
| 1 | Miękki mosiądz, miedź | 0.35 |
| 2 | Twardy mosiądz, miedź, stal miękka, aluminium | 0.41 |
| 3 | Twardy mosiądz, brąz, stal walcowana na zimno, stal sprężynowa | 0.45 |
Kąt gięcia odgrywa rolę w dostosowywaniu wartości K, szczególnie w przypadku gięć o mniejszych promieniach wewnętrznych.
Wraz ze wzrostem kąta zgięcia, oś neutralna przesuwa się do wewnątrz.
Współczynnik K jest krytycznym parametrem mierzącym stopień odkształcenia podczas procesu zginania, odzwierciedlającym stan odkształcenia i naprężenia materiału podczas zginania. W przypadku materiałów takich jak stal nierdzewna i aluminium, wpływ współczynnika K obserwuje się przede wszystkim w kilku kluczowych obszarach:
W przypadku stali nierdzewnej na współczynnik K gięcia mają wpływ różne czynniki, w tym właściwości materiału, grubość blachy, promień gięcia, kąt gięcia oraz proces i sprzęt do gięcia. Aby zoptymalizować proces gięcia stali nierdzewnej, konieczne jest wybranie odpowiednich materiałów, kontrolowanie grubości blachy, promienia gięcia i kąta gięcia oraz wykorzystanie zaawansowanych technik i sprzętu do gięcia w celu zmniejszenia współczynnika K i zminimalizowania deformacji gięcia. Wskazuje to, że współczynnik K dla stali nierdzewnej jest bardziej podatny na te czynniki w porównaniu z innymi materiałami.
W przypadku aluminium, podczas procesu odkształcania przy zginaniu, materiał wewnątrz jest ściskany, podczas gdy materiał na zewnątrz jest rozciągany, przy czym materiał zachowuje swoją pierwotną długość rozłożoną w łuku. Pokazuje to, że aluminium wykazuje silną zdolność do sprężystego odzyskiwania podczas odkształcania przy zginaniu. Oznacza to jednak również, że jego współczynnik K jest stosunkowo wysoki, ponieważ aluminium ulega znacznemu odkształceniu i naprężeniu podczas deformacji zginania.
Wpływ współczynnika K na zginanie jest różny dla różnych materiałów, takich jak stal nierdzewna i aluminium. W przypadku stali nierdzewnej, ze względu na jej właściwości i warunki przetwarzania, na współczynnik K można łatwiej wpływać; podczas gdy w przypadku aluminium, pomimo jego dobrej zdolności do sprężystego odzyskiwania, współczynnik K pozostaje istotnym czynnikiem, szczególnie przy projektowaniu złożonych konstrukcji, w których precyzyjna kontrola współczynnika K jest niezbędna do zapewnienia stabilności i bezpieczeństwa konstrukcji.
Aby dostosować wartości współczynnika K do różnych form gięcia i ciśnień, należy najpierw zrozumieć podstawową koncepcję i funkcję współczynnika K. Współczynnik K lub współczynnik neutralny jest używany w projektowanie blach Opisuje grubość warstwy neutralnej podczas procesu gięcia, określając zakres deformacji i potencjalne uszkodzenie części blaszanej podczas gięcia. Regulacja współczynnika K uwzględnia przede wszystkim następujące aspekty:
Zależność między grubością płyty a wartością R: Współczynnik K jest zwykle określany przez podzielenie grubości płyty (R) przez grubość płyty (R). Na przykład, jeśli rzeczywista wartość R wynosi 8, a grubość płyty wynosi 2, wówczas współczynnik K wynosi 0,415. Oznacza to, że regulacja współczynnika K może opierać się na rzeczywistej grubości płyty i wartości R.
Kąt gięcia: W przypadku zgięć innych niż 90 stopni, wzór na obliczanie współczynnika K ulega zmianie. Wynika to z faktu, że różne kąty gięcia mają różny wpływ na część blaszaną, co wymaga dostosowania współczynnika K w oparciu o określony kąt gięcia.
Charakterystyka formy i ciśnienie: Ciśnienie i charakterystyka każdej formy do gięcia różnią się, wpływając na regulację współczynnika K. Na przykład w przypadku nieregularnych zagięć współczynnik K można ustawić na 0,5, a warstwę neutralną zmierzyć bezpośrednio za pomocą programu AUTOCAD, a następnie dostosować do konkretnej sytuacji. Pokazuje to, że w praktyce konieczne jest również uwzględnienie specyficznych parametrów formy, takich jak szerokość dolnego rowka matrycy, aby zapewnić dokładność rozłożonych wymiarów.
Narzędzia programowe często zapewniają wstępnie ustawione współczynniki K i współczynniki zginania, ale użytkownicy mogą również wprowadzać spersonalizowane ustawienia w oparciu o swoje potrzeby.
Dostosowanie wartości współczynnika K wymaga kompleksowego uwzględnienia grubości blachy i wartości R, kąta gięcia, charakterystyki formy i ciśnienia, a także pomocy narzędzi programowych. Dzięki precyzyjnym obliczeniom i odpowiedniej regulacji możliwe jest zapewnienie, że wydajność i jakość części blaszanych podczas procesu gięcia spełnia wymagania projektowe.
W oprogramowaniu takim jak SolidWorks współczynnik K, reprezentujący stosunek położenia osi neutralnej względem grubości części blaszanej, można dokładnie ustawić i zastosować, określając współczynnik zginania współczynnika K za pomocą tabel zwykle zawartych w aplikacji SOLIDWORKS w formacie Microsoft Excel, znajdujących się w określonym folderze w katalogu instalacyjnym.
Aby dokładnie zastosować współczynnik K dla zginania, można wykorzystać następujące metody:
Kluczem do dokładnego ustawienia i zastosowania współczynnika K jest wykorzystanie tabel współczynnika zginania K dostarczonych przez SOLIDWORKS, wraz z ręcznymi regulacjami i technikami ustawiania, aby spełnić różne potrzeby projektowe i charakterystyki materiałów. Metody te mogą znacznie zwiększyć dokładność i wydajność projektu.
Powszechne nieporozumienia i błędy w obliczaniu współczynnika K obejmują:
Brak dogłębnego lub jednostronnego zrozumienia współczynnika K.
Na przykład, w pomiarze wzrostu liczby poleceń użytkowników, współczynnik K jest błędnie postrzegany jako bezpośrednie odzwierciedlenie jakości produktu, pomijając złożoność zachowań użytkowników i gotowość do rekomendacji. Co więcej, przy pomiarze wydajności odśrodkowej, chociaż współczynnik K może integrować ścieżki osiadania ze względną siłą odśrodkową, mogą pojawić się nieporozumienia bez odpowiedniego zrozumienia jego metod obliczeniowych i scenariuszy zastosowań.
Problemy z obsługą danych podczas obliczania współczynnika K.
W niektórych przypadkach uzyskanie danych eksperymentalnych potrzebnych do obliczenia współczynnika K może być trudne lub może wymagać polegania na określonych referencjach lub wytycznych dotyczących obliczeń. Ta zależność od informacji zewnętrznych może wpływać na dokładność i wiarygodność wyników.
Niewłaściwy dobór wartości współczynnika K.
W dziedzinie uczenia maszynowego wybór zbyt małej wartości współczynnika K może prowadzić do wyższego poziomu błędu, podczas gdy zbyt duża wartość może osłabić koncepcję najbliższych sąsiadów, skutkując zbyt wieloma średnimi wynikami. Wskazuje to, że wybór odpowiedniej wartości współczynnika K w oparciu o konkretne okoliczności jest częstym wyzwaniem w praktycznych zastosowaniach.
Pomijanie związku między współczynnikiem K a innymi wskaźnikami.
Na przykład, jeśli współczynnik K jest mniejszy niż 1, w systemie może brakować propagacji, co prowadzi do stopniowego spadku liczby nowych użytkowników, aż do całkowitego zatrzymania wzrostu. Pokazuje to, że współczynnik K nie jest tylko niezależną miarą, ale musi być również oceniany w połączeniu z innymi czynnikami (takimi jak wyniki NPS), aby kompleksowo ocenić potencjał wzrostu liczby poleconych użytkowników.
Powszechne nieporozumienia i błędy w obliczeniach współczynnika K wiążą się z niezrozumieniem koncepcji współczynnika K, trudnościami w obsłudze danych, niewłaściwym wyborem i przeoczeniem jego związku z innymi wskaźnikami. Prawidłowe zrozumienie i zastosowanie współczynnika K wymaga kompleksowego uwzględnienia różnych czynników i warunków.
Współczynnik K w blachach metalowych odnosi się do proporcji między położeniem osi neutralnej - gdzie nie występuje naprężenie ani ściskanie podczas gięcia - a całkowitą grubością materiału blachy. Współczynnik ten jest niezbędny do zrozumienia, w jaki sposób blacha będzie się wyginać.
Aby ustalić współczynnik K:
Na współczynnik K wpływa kilka zmiennych, w tym:
Biorąc pod uwagę blachę o naddatku na zginanie wynoszącym 15 mm i kącie zgięcia 60° przy grubości materiału i promieniu zgięcia wynoszącym 10 mm, współczynnik K zostanie określony jako 0.432.
Obliczenia obejmują naddatek na zginanie oraz współczynniki obejmujące promień i grubość materiału w stosunku do kąta zgięcia.