
Walcowanie i gięcie kątowników, ceowników i rur
Widziałeś te ogromne metalowe rury i zbiorniki w fabrykach? Zaczynają jako płaskie arkusze! Gięcie na rolkach jest...
Czym różnią się rury bezszwowe i spawane pod względem zastosowań i korzyści? Od transportu płynów po elementy konstrukcyjne, każdy typ ma wyjątkowe zalety. Niniejszy artykuł omawia klasyfikacje i specyfikacje techniczne materiałów rurowych, pomagając zrozumieć ich rolę w różnych branżach. Dowiedz się o różnych metodach produkcji, kształtach przekrojów i właściwościach materiałów, które definiują rury bezszwowe i spawane, zapewniając optymalny wybór dla Twoich potrzeb inżynieryjnych. Zanurz się, aby odkryć, w jaki sposób te podstawowe komponenty zwiększają wydajność i wydajność w produkcji i poza nią.

W porównaniu z solidnymi materiałami stalowymi, takimi jak rury stalowe i stal okrągła, przy tej samej wytrzymałości na zginanie i skręcanie, jest lżejszy, co czyni go ekonomiczną stalą profilową. Co więcej, produkcja części w kształcie pierścienia z rur stalowych może poprawić wykorzystanie materiału, uprościć procesy produkcyjne oraz zaoszczędzić materiały i czas przetwarzania, takie jak pierścienie łożysk tocznych, tuleje podnośników itp.
Rury stalowe są również niezbędnym materiałem dla różnych rodzajów broni konwencjonalnej, takich jak lufy karabinów i armat, które są wykonane z rur stalowych. Dlatego też części do formowania rur są coraz częściej wykorzystywane w niektórych elementach konstrukcji ram maszyn rolniczych, maszyn budowlanych, przemysłu motoryzacyjnego i produktów przemysłu obrony narodowej.
Istnieje wiele rodzajów złączek rurowych, a powszechne metody klasyfikacji są następujące.
(1) Rura bezszwowa
Rura bezszwowa to rodzaj długiego materiału stalowego o pustym przekroju i bez szwów na obwodzie. Rury stalowe mają wydrążony przekrój i są szeroko stosowane jako rurociągi do transportu płynów, takich jak rurociągi do transportu ropy naftowej, gazu ziemnego, gazu, wody i niektórych materiałów stałych itp.
W zależności od różnych konstrukcji i zastosowań, bezszwowe rury stalowe stosowane w maszynach rolniczych zazwyczaj obejmują konstrukcyjne bezszwowe rury stalowe (GB/T8162-2008), ciągnione na zimno lub walcowane na zimno precyzyjne bezszwowe rury stalowe (GB3639-2009) oraz rury stalowe bez szwu o specjalnym kształcie.
Rury stalowe bez szwu są stosowane w konstrukcjach ogólnych i mechanicznych. Ciągnione na zimno lub walcowane na zimno precyzyjne rury stalowe bez szwu są stosowane do konstrukcji mechanicznych i urządzeń hydraulicznych o wysokiej dokładności wymiarowej i dobrej gładkości powierzchni. Rury stalowe bez szwu o specjalnych kształtach odnoszą się do rur stalowych bez szwu o innych kształtach przekroju niż rury okrągłe.
W zależności od różnych rozmiarów przekrojów rur stalowych, można je podzielić na specjalne rury stalowe bez szwu o równej grubości ścianki (kod D), specjalne rury stalowe bez szwu o nierównej grubości ścianki (kod BD) i specjalne rury stalowe bez szwu o zmiennej średnicy (kod BJ). Rury stalowe bez szwu o specjalnym kształcie są szeroko stosowane w różnych elementach konstrukcyjnych, narzędziach i częściach mechanicznych. W porównaniu z rurami okrągłymi, rury o specjalnym kształcie mają na ogół większe momenty bezwładności i moduł przekroju, większą odporność na zginanie i skręcanie, mogą znacznie zmniejszyć ciężar konstrukcji i zaoszczędzić stal.
(2) Rura spawana
Spawana rura stalowa, znana również jako rura spawana, to rura stalowa wykonana przez spawanie po walcowaniu i formowaniu blachy stalowej lub taśmy stalowej. Proces produkcji spawanych rur stalowych jest prosty, z wysoką wydajnością produkcji, wieloma odmianami i specyfikacjami oraz mniejszymi inwestycjami w sprzęt, ale jego wytrzymałość jest ogólnie niższa niż w przypadku bezszwowych rur stalowych.
Od lat trzydziestych XX wieku, wraz z szybkim rozwojem produkcji wysokiej jakości taśm do walcowania ciągłego oraz postępem technologii spawania i kontroli, jakość spoin była stale poprawiana, a odmiany i specyfikacje spawanych rur stalowych rosły i zastąpiły one bezszwowe rury stalowe w coraz większej liczbie dziedzin.
1) Zgodnie z procesem można go podzielić na rury spawane łukowo, rury spawane oporowo (wysoka częstotliwość, niska częstotliwość), rury spawane gazowo i rury spawane piecowo.
2) Zgodnie ze szwem spawalniczym można go podzielić na rurę spawaną ze szwem prostym i rurę spawaną spiralnie.
Proces produkcji rur spawanych szwem prostym jest prosty, charakteryzuje się wysoką wydajnością produkcji, niskimi kosztami i szybkim rozwojem. Wytrzymałość rur spawanych spiralnie jest generalnie wyższa niż rur spawanych szwem prostym, co pozwala na produkcję rur spawanych o większej średnicy z węższymi kęsami, a także na produkcję rur spawanych o różnych średnicach z kęsami o tej samej szerokości.
Jednak w porównaniu z rurami ze szwem prostym o tej samej długości, długość spoiny wzrasta o 30% do 100%, a prędkość produkcji jest niższa. Dlatego rury spawane o mniejszych średnicach są najczęściej spawane szwem prostym, podczas gdy rury spawane o dużych średnicach są najczęściej spawane spiralnie.
Rury stalowe można podzielić na rury stalowe o prostym przekroju i rury stalowe o złożonym przekroju w zależności od różnych kształtów przekroju.
(1) Rura stalowa o prostym przekroju
Rury stalowe o prostym przekroju poprzecznym obejmują okrągłe rury stalowe, kwadratowe rury stalowe, eliptyczne rury stalowe, trójkątne rury stalowe, sześciokątne rury stalowe, diamentowe rury stalowe, ośmiokątne rury stalowe, półokrągłe rury stalowe i inne kształtowane rury stalowe. Rysunki 4-6 przedstawiają typowe kształty przekroju poprzecznego rur.
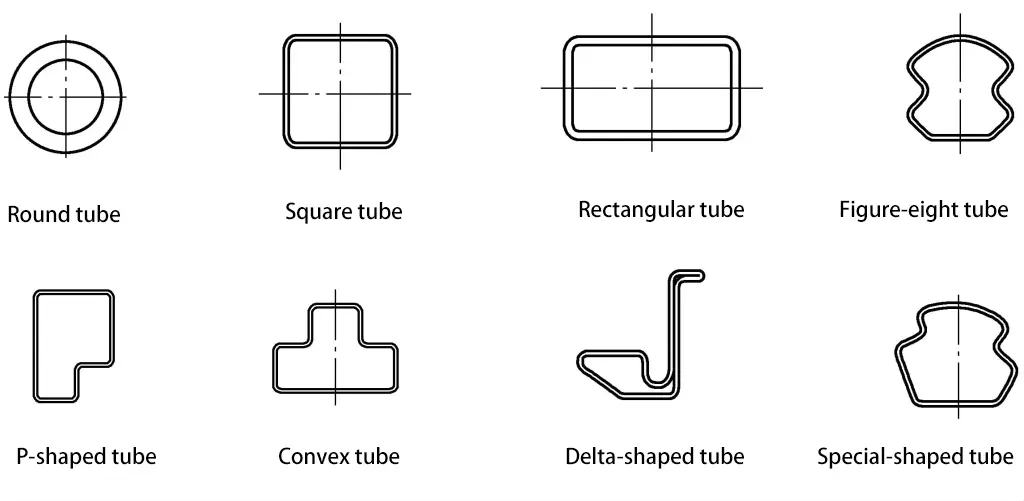
Ponieważ pod warunkiem równego obwodu, okrągły obszar jest największy, za pomocą okrągłych rur można transportować więcej płynu. Ponadto okrągły przekrój poprzeczny jest bardziej równomiernie obciążony, gdy jest poddawany wewnętrznemu lub zewnętrznemu ciśnieniu promieniowemu, dlatego zdecydowana większość rur stalowych to rury okrągłe.
Rury okrągłe mają jednak również pewne ograniczenia, takie jak w warunkach zginania płaskiego, rury okrągłe nie są tak wytrzymałe na zginanie jak rury kwadratowe i prostokątne, które są często stosowane w ramach maszyn rolniczych, mebli stalowo-drewnianych itp. W zależności od różnych zastosowań, potrzebne są również inne kształty przekroju rur stalowych o specjalnych kształtach.
(2) Rura stalowa o złożonym przekroju
Rury stalowe o złożonym przekroju obejmują nierówne sześciokątne rury stalowe, pięciopłatkowe rury stalowe w kształcie śliwki, podwójne wypukłe rury stalowe, podwójne wklęsłe rury stalowe, rury stalowe w kształcie nasion, stożkowe rury stalowe, faliste rury stalowe, rury stalowe w kształcie skorupy i inne kształtowane rury stalowe.
Materiały rurowe można podzielić na cienkościenne rury stalowe i grubościenne rury stalowe według różnych grubości ścianek. W przypadku złączek rurowych do maszyn rolniczych, te o grubości ≤ 2 mm są określane jako złączki cienkościenne, a te o grubości 2 ~ 6 mm są określane jako złączki grubościenne.
Materiały rurowe można podzielić na rury do rurociągów, rury do urządzeń termicznych, rury dla przemysłu maszynowego, rury do odwiertów geologicznych ropy naftowej, rury do kontenerów, rury dla przemysłu chemicznego, rury do celów specjalnych itp. w zależności od różnych zastosowań.
Materiały rurowe można podzielić na kształtki ze staliwa, kształtki żeliwne, kształtki ze stali nierdzewnej, kształtki z tworzywa sztucznego, kształtki z PVC, kształtki gumowe, kształtki grafitowe itp. w zależności od różnych materiałów kształtek.
Zapewnienie jakości formowania kształtek rurowych, części do gięcia mają określone wymagania dotyczące właściwości mechanicznych i dokładności wymiarowej materiału rury. Różne urządzenia i różne części mają różne wymagania dotyczące materiałów rur. Poniżej znajduje się wyjaśnienie wymagań technicznych dla materiałów formujących w oparciu o rzeczywistą sytuację gięcia rur w China YTO Group Corporation (zwanej dalej "firmą YTO").
Sprzęt do gięcia używany przez firmę YTO to automatyczna giętarka CNC sterowana numerycznie. Aby automatyczna giętarka sterowana numerycznie mogła normalnie produkować, zmniejszyć niespójność łączników rurowych spowodowaną czynnikami takimi jak sprężynowanie gięcia i zmniejszyć ilość późniejszych prac korekcyjnych, wewnętrzne standardy zamówień stosowane przez firmę zostały określone w oparciu o krajową normę dla stali konstrukcyjnej formowanej na zimno. Jest to określane jako precyzyjne zaopatrzenie w rury. Szczegółowe wymagania są następujące:
1) Skład chemiczny i właściwości mechaniczne stali konstrukcyjnej węglowej powinny być zgodne z przepisami GB/T700-2006; skład chemiczny i właściwości mechaniczne stali konstrukcyjnej niskostopowej powinny być zgodne z GB/T1591-2008. Główne właściwości mechaniczne powszechnie stosowanych materiałów rur precyzyjnych przedstawiono w tabeli 4-1.
Tabela 4-1 Główne właściwości mechaniczne powszechnie stosowanych materiałów rur precyzyjnych
| Klasa materiału | Wytrzymałość na rozciąganie R m / (N/mm²) | Granica plastyczności σ s / (N/mm²) | Wydłużenie δ/% |
| Q215 | 335~450 | 215~340 | ≥31 |
| Q235 | 375~500 | 235~375 | ≥26 |
| Q255 | 410~550 | 255~415 | ≥24 |
| Q275 | 490~630 | 275~475 | ≥20 |
| Q345 | 470 ~630 | 345~475 | ≥21 |
| Q390 | 490~650 | 390 ~ 490 | ≥19 |
| Q420 | 520~680 | 420~510 | ≥18 |
| Q460 | 550~720 | 460~540 | ≥17 |
Uwaga: W porównaniu z GB/T700-2006 i GB/T1591-2008, właściwości mechaniczne rur precyzyjnych zwiększyły specyfikację górnej granicy plastyczności materiału.
2) Dopuszczalne odchylenie wymiarów zewnętrznych powszechnie stosowanych kształtowników zamkniętych formowanych na zimno oraz wielkość wahań wymiarów zewnętrznych partii przedstawiono w tabeli 4-2.
Tabela 4-2 Dopuszczalne odchylenie wymiarów zewnętrznych i wielkość wahań wymiarów zewnętrznych partii dla powszechnie stosowanej formowanej na zimno stali o przekroju drążonym
| Projekt | Wymiary i tolerancje /mm | ||||||
| Długość krawędzi | 20 | 30 | 40 | 50 | 60 | 70 | 80 |
| Dopuszczalne odchylenie | ±0.2 | ±0.2 | ±0. 25 | ±0.25 | ±0.25 | ±0.3 | ±0.3 |
| Wahania wielkości partii | 0.2 | 0.2 | 0.25 | 0. 25 | 0.25 | 0.3 | 0.3 |
| Długość krawędzi | 90 | 100 | 110 | 120 | 130 | - | - |
| Dopuszczalne odchylenie | ±0.3 | ±0.4 | ±0.4 | ±0. 4 | ±0. 45 | - | - |
| Wahania wielkości partii | 0.3 | 0.4 | 0.4 | 0.4 | 0.45 | - | - |
Uwaga: W porównaniu z GB/T6728-2002 i GB/T6725-2008, wymiary zewnętrzne rur precyzyjnych poprawiły dokładność wymiarową dopuszczalnych odchyleń i zwiększyły wymagania tolerancji dla wahań wielkości partii.
3) Dopuszczalne odchylenie wymiarów grubości ścianek rur precyzyjnych przedstawiono w tabeli 4-3.
Tabela 4-3 Dopuszczalne odchylenia wymiarów grubości ścianek rur precyzyjnych
| Projekt | Wymiary i precyzja / mm | ||||
| Grubość ścianki t | 2 | 3 | 4 | 5 | 6 |
| Dopuszczalne odchylenie | ±0.1 | ±0.1 | ±0.15 | ±0.15 | ±0.2 |
4) Dopuszczalny kąt między sąsiednimi płaszczyznami prostokątnych i kwadratowych drążonych rur precyzyjnych wynosi 90°±45'.
5) W przypadku płaskości przekroju poprzecznego rur precyzyjnych zasadniczo dozwolona jest wypukłość, przy czym wypukłość jest mniejsza niż 0,6% długości boku; jeśli występuje wklęsłość, wówczas wklęsłość nie może przekraczać 0,5% długości boku, a dla długości boku większej niż 100 mm minimalna wklęsłość wynosi 0,4 mm.
6) Gięcie na metr rur precyzyjnych musi być mniejsze niż 1 mm, a całkowite gięcie musi być mniejsze niż 0,15% całkowitej długości.
7) Odchylenie położenia ściegu spoiny a (patrz Rysunek 4-7) w rurach spawanych precyzyjnie musi być mniejsze niż 6 mm.
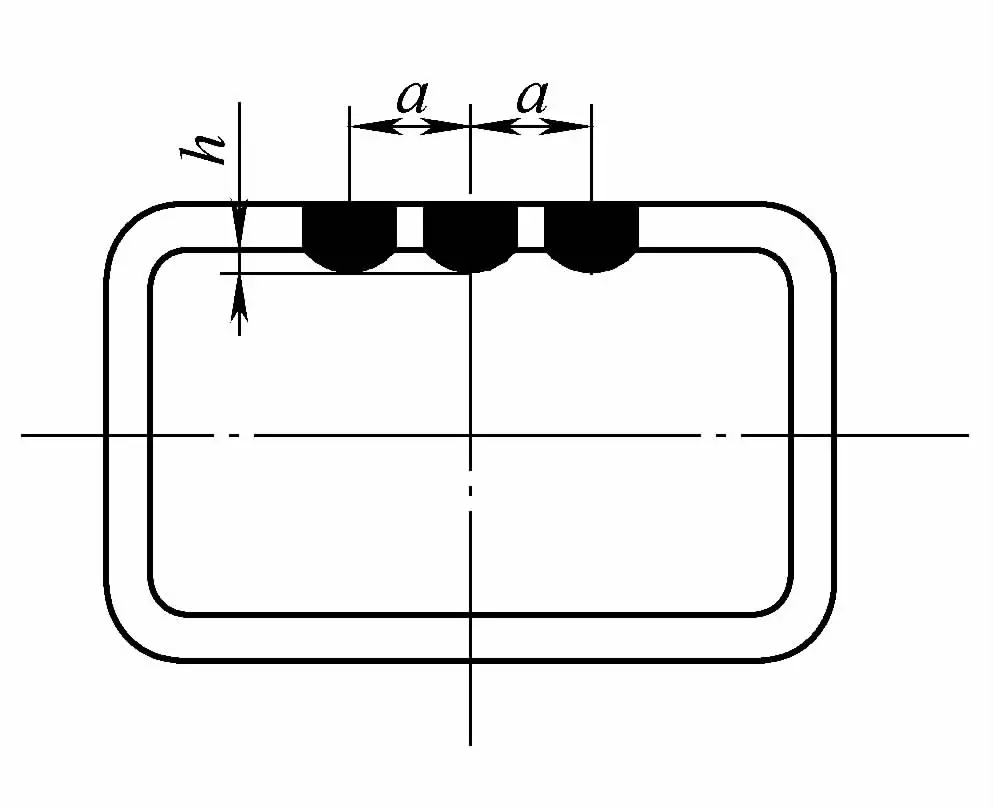
8) Wewnętrzna wysokość h ściegu spoiny w rurach spawanych precyzyjnie (patrz Rysunek 4-7) jest określona w Tabeli 4-4.
Tabela 4-4 Wewnętrzna wysokość ściegu spoiny w precyzyjnych rurach spawanych
| Projekt | Wymiary i precyzja / mm | ||
| Grubość ścianki t | t≤4 | 4<t<8 | t≥8 |
| Wysokość h | ≤2 mm | ≤4 mm | ≤5 mm |
9) Rury stalowe muszą mieć oznaczenia gatunku stali i standardowego kodu, a jakość rur stalowych musi spełniać wymagania odpowiednich norm technicznych dla rur stalowych.
Materiały rur stalowych powinny być akceptowane zgodnie z certyfikatem jakości lub certyfikatem zapewnienia jakości. Certyfikat jakości lub certyfikat zapewnienia jakości powinien wskazywać gatunek stali, skład chemiczny i właściwości mechaniczne.







